Los gaviones consisten en un recipiente de forma prismática rectangular, relleno de material granular de distintos tamaños, de enrejado metálico de malla hexagonal, que puede ser de triple torsión o electrosoldada dependiendo de las características de la obra. Estas estructuras, con forma cilíndrica, se utilizaron por primera vez en 1893 por la empresa Maccaferri para el cerramiento de la rotura de un embalse en el río Reno, en la ciudad de Bolonia.
Son muros que presentan una elevada resistencia, puesto que al ser totalmente permeables alivian las tensiones que se acumulan en el trasdós de los muros tradicionales. Asimismo debido a su gran flexibilidad, soportan movimientos y asientos diferenciales sin pérdida de eficiencia. Además, son muros que se construyen de forma sencilla y económica. Sin embargo, hay que tener presente que las mallas de acero galvanizado se corroen en ambientes ácidos, por lo que la falta de control de calidad en los amarres de la malla pueden provocar problemas.
Sin embargo, tal y como podemos ver en la siguiente fotografía del blog de Pablo Nieto, resulta imprescindible evitar el lavado del terreno sobre el que asienta para evitar descalzarlos. Para ello se debería proteger el intradós con un geotextil.
Actividad propuesta:
Tras el visionado de los vídeos que podéis ver a continuación, estaréis en condiciones de responder de forma razonada a las siguientes preguntas:
¿Cómo se ejecuta un muro de gaviones? Describe y secuencia las fases constructivas.
¿Necesitan mechinales los muros de gaviones?
¿Cómo se hace la excavación necesaria para realizar el muro de gavión?
¿Se pueden utilizar los muros de gaviones en terrenos blandos e inestables, que presenten asentamientos apreciables? Justifica la respuesta.
¿Qué diferencias existen entre los diques de gaviones y los de mampostería cuando se utilizan como obras de diques de retención en la cuenca de un barranco?
La «ripabilidad» de una roca representa una medida del grado de dificultad de la misma para ser excavada con equipos de convencionales; mediante la rotura del terreno con un tractor o buldócer que permite su excavación o carga directa. Si bien hay numerosos factores que afectan la ripabilidad, como por ejemplo la resistencia fracturación, dirección del buzamiento de la roca, etc., en términos de producción, los factores dominantes son: la resistencia a la compresión simple de la roca, el grado de meteorización, la velocidad sísmica, la resistencia y rugosidad de las juntas, su separación, y sobre todo la masa del tractor. Las empresas constructoras de maquinaria suelen ofrecer gráficos como el que os dejo aquí abajo, donde se establecen los valores (en función de la velocidad sísmica) para los cuales un terreno es ripable.
Ripabilidad (D9) vs. Velocidad de Onda Sísmica (Caterpillar, Handbook of Ripping 8th Edition)
Ahora hablaremos del escarificador. Es un equipo que un tractor oruga pesado lleva en su parte posterior un bastidor, accionado hidráulicamente, provisto de uno o varios dientes rompedores. Con el avance del tractor y accionado mediante cilindros hidraúlicos, el diente escarificador o «ripper», provisto en su extremo de una uña dirigida hacia abajo, penetra y desgarra el terreno cuando éste es excesivamente duro o cohesivo para ser removido con la hoja frontal. Actualmente los tractores más utilizados en los trabajos de escarificación son los de peso igual o superior a las 35 t. y potencia igual o superior a los 300 CV. La pregunta es: ¿qué podemos hacer para conseguir una mayor producción, un menor coste y una mayor seguridad al trabajar ripando? A continuación os dejo un Polimedia y varios vídeos para recordar los conceptos básicos sobre el tema. Espero que os gusten.
Referencias:
YEPES, V. (1997). Equipos de movimiento de tierras y compactación. Problemas resueltos. Colección Libro Docente nº 97.439. Ed. Universitat Politècnica de València. 253 pág. Depósito Legal: V-4598-1997. ISBN: 84-7721-551-0.
YEPES, V. (2014). Maquinaria de movimiento de tierras. Apuntes de la Universitat Politècnica de València, Ref. 204. Valencia, 158 pp.
¿Cómo podemos averiguar la producción de una máquina en una obra? Muchas veces se cometen errores de bulto a la hora de establecer el volumen producido de los equipos por parte de los responsables de una obra. No es apropiado acudir a libros, folletos o incluso obras anteriores; tampoco es lo mismo una máquina que trabaje en solitario que un grupo de ellas que trabajen coordinadas. Cada obra tiene sus peculiaridades y es fácil cometer errores que pongan en riesgo la previsión de resultados correspondiente. En posts anteriores ya resaltamos la importancia de la productividad y del fondo horario de la maquinaria. No basta con conocer con precisión el coste horario de las máquinas, sino que es imprescindible conocer la producción de los equipos en nuestra obra para poder establecer el coste unitario correspondiente. Vamos, pues a dar una pincelada a estos conceptos. Para ello os dejo una presentación sobre la producción de los equipos que se basa en los apuntes de clase de la asignatura Procedimientos de Construcción. Espero que os guste este Polimedia divulgativo.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
Figura 1. Tramo de prueba de suelo seleccionado. https://twitter.com/cytemsl/status/888377967256244224/photo/1
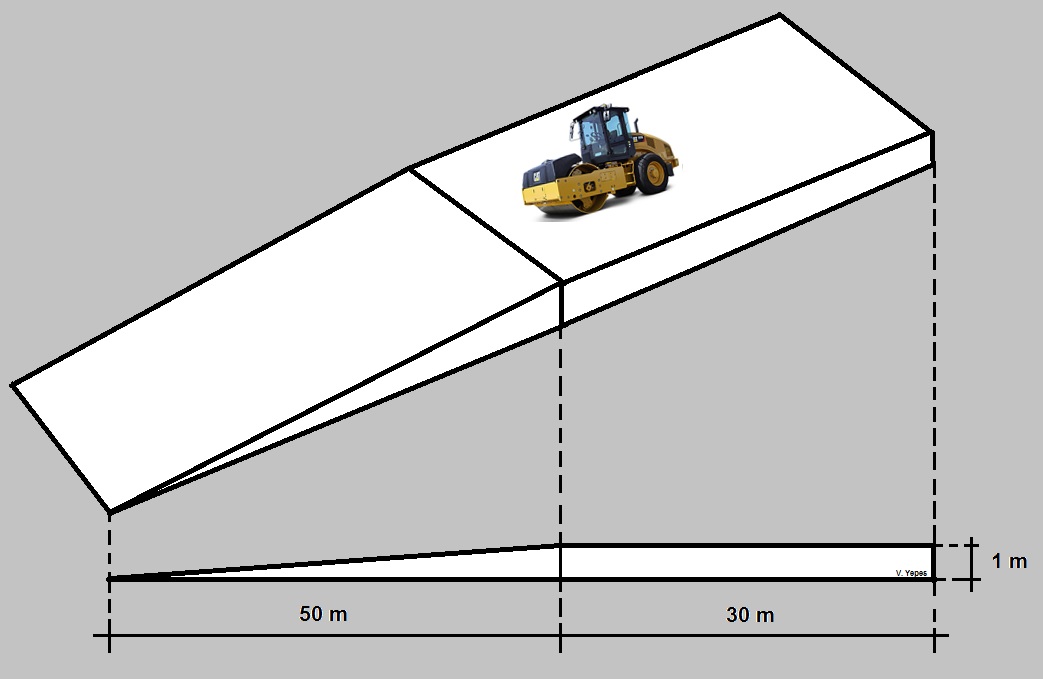
La compactación de suelos suele ser uno de los procedimientos constructivos en los que las patologías se presentan por su mala ejecución. Debido a la multitud de factores que influyen en la compactación, para grandes volúmenes de obra se aconseja realizar tramos de prueba, en los que se pueden establecer los criterios que, bajo la perspectiva económica, resulten óptimos para alcanzar la compactación especificada. Los tramos de prueba no suelen estar justificados en el caso de que los materiales sean suficientemente homogéneos y siempre resulta interesante cuando nos encontramos ante yacimientos importantes. En otro caso, no resulta económica su ejecución. Estos tramos de prueba están formados por una cuña, cuyo espesor llega hasta el máximo que se considere para el equipo empleado. Veamos brevemente cómo determinar el espesor de tongada y el número óptimo de pasadas.
Figura 2. Esquema de tramo de prueba (Rojo, 1988)
La humedad y la naturaleza del suelo, el espesor de compactación, el equipo seleccionado para la compactación, la velocidad de trabajo y el número de pases, entre otros, están relacionados entre sí y, junto con ellos, se puede alcanzar la densidad exigida para cada caso. Esta propiedad es cambiante con la profundidad de la capa, con una variación que depende del equipo de compactación, por lo que consideraremos una densidad media de capa. Los pliegos de condiciones pueden exigir que la compactación media de la capa sea superior a un valor determinado, según su densidad especificada, o bien que la compactación en cualquier punto sea superior a un valor determinado. Hoy en día se tienen en cuenta no solo los valores medios, sino también su dispersión.
La densidad es, en general, débil en los primeros centímetros; alcanza su máximo a los 10 o 20 cm y disminuye con rapidez, de forma variable según los materiales y el compactador utilizado. Sin embargo, el efecto de compactación de capas sucesivas produce un aumento de la densidad, de modo que la densidad media de la capa se aproxima a la obtenida mediante el método de ensayo.
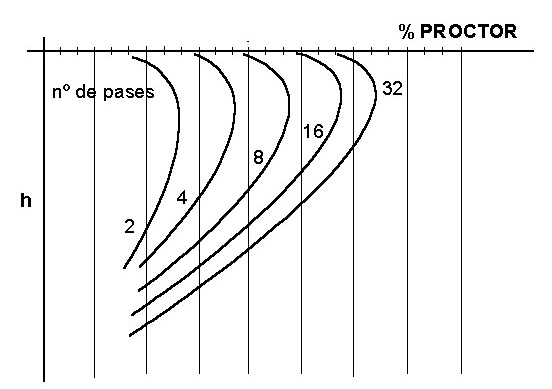
Figura 3. Distribución de la compactación en profundidad
Los máximos de las curvas de compactación, con el número de pases, se sitúan cada vez más profundos en la compactación vibratoria; en cambio, se acercan a la superficie en la compactación por amasado (pata de cabra). Se dice en este último caso que la compactación es de “abajo hacia arriba”, tal y como vimos en un punto anterior.
El contenido de agua tiene un valor decisivo en la elección del grosor de la tongada, ya que para cada grosor existe una humedad óptima y ambas variables crecen de forma conjunta. A mayor humedad, más efectiva es la acción del compactador en profundidad. Esta consideración es de gran importancia económica, puesto que se puede elegir un grosor de capa en función de la humedad natural previa a la corrección. También es decisivo, a la hora de calcular rendimientos, tener perfectamente establecido el número de pases, que disminuye con el espesor de la capa.
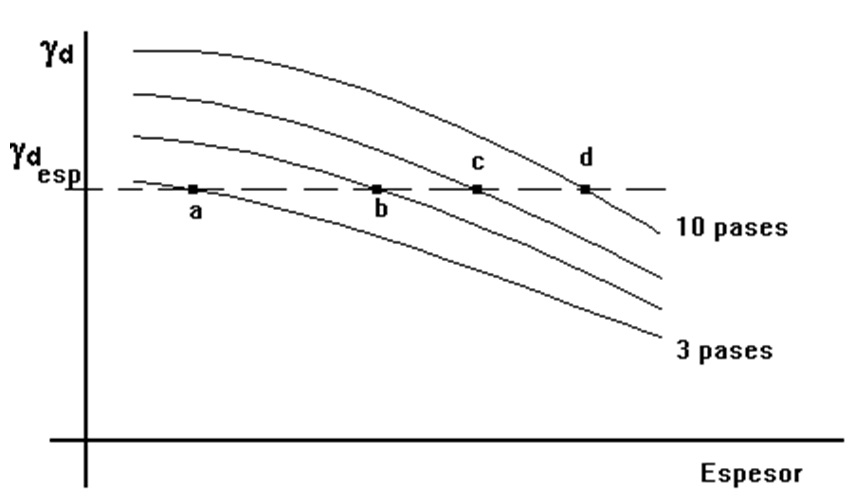
Estos tramos de prueba están formados por una cuña, cuyo espesor llega hasta el máximo que se considere para el equipo empleado. Se miden las densidades obtenidas en función del grosor de capa y del número de pases, lo que da lugar a curvas como las mostradas en la Figura 3.
Figura 4. Curvas de resultados del tramo de pruebas
Una vez obtenido el conjunto de puntos “a”, “b”, etc., se elige el par formado por el número de pases y el espesor de tongada de mayor producción horaria.
El Pliego de Prescripciones Técnicas Generales para Obras de Carreteras y Puentes establece en su artículo 330 que «cuando lo indique el Proyecto o lo aconsejen las características del material o de la obra, y previa autorización del Director de las Obras, las determinaciones «in situ» de densidad, humedad, y módulo de deformación se complementarán por otras, como los ensayos de huella ejecutados según NLT 256 o el método de «Control de procedimiento» a partir de bandas de ensayo previas. En estas últimas deberán quedar definidas, para permitir su control posterior, las operaciones de ejecución, equipos de extendido y compactación, espesores de tongada, humedad del material y número de pasadas, debiendo comprobarse en esas bandas de ensayo que se cumplen las condiciones de densidad, saturación, módulo de deformación y relación de módulos que se acaban de establecer. En estas bandas o terraplenes de ensayo el número de tongadas a realizar será, al menos, de tres (3)”.
A continuación, os dejamos un Polimedia con una somera explicación sobre la realización de estos tramos de prueba.
Referencias:
ROJO, J. (1988): Teoría y práctica de la compactación. (I) Suelos. Ed. Dynapac. Impresión Sanmartín. Madrid.
Los problemas de optimización en los que las variables de decisión son enteras, es decir, donde el espacio de soluciones está formado por ordenaciones o subconjuntos de números naturales, se denominan problemas de optimización combinatoria. En este caso, se trata de hallar el mejor valor entre un número finito o numerable de soluciones viables. Sin embargo, la enumeración de este conjunto resulta prácticamente imposible, aun para problemas de tamaño moderado.
Las raíces históricas de la optimización combinatoria subyacen en ciertos problemas económicos: la planificación y la gestión de operaciones, así como el uso eficiente de los recursos. Pronto comenzaron a modelizarse de esta manera aplicaciones más técnicas, y hoy vemos problemas de optimización discreta en diversas áreas: informática, gestión logística (rutas, almacenaje), telecomunicaciones, ingeniería, etc., así como para tareas variadas como el diseño de campañas de marketing, la planificación de inversiones, la división de áreas en distritos políticos, la secuenciación de genes, la clasificación de plantas y animales, el diseño de nuevas moléculas, el trazado de redes de comunicaciones, el posicionamiento de satélites, la determinación del tamaño de vehículos y las rutas de medios de transporte, la asignación de trabajadores a tareas, la construcción de códigos seguros, el diseño de circuitos electrónicos, etc. (Yepes, 2002). La trascendencia de estos modelos, además del elevado número de aplicaciones, estriba en el hecho de que “contiene los dos elementos que hacen atractivo un problema a los matemáticos: planteamiento sencillo y dificultad de resolución” (Garfinkel, 1985). En Grötschel y Lobas (1993) se enumeran otros campos en los cuales pueden utilizarse las técnicas de optimización combinatoria.
REFERENCIAS
GARFINKEL, R.S. (1985). Motivation and Modeling, in LAWLER, E.L.; LENSTRA, J.K.; RINNOOY KAN, A.H.G.; SHMOYS, D.B. (eds.) The Traveling Salesman Problem: A Guide Tour of Combinatorial Optimization. Wiley. Chichester.
GRÖTSCHEL, M.; LÓVASZ, L. (1993). Combinatorial Optimization: A Survey. Technical Report 93-29. DIMACS, May.
YEPES, V. (2002). Optimización heurística económica aplicada a las redes de transporte del tipo VRPTW. Tesis Doctoral. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Universitat Politècnica de València. 352 pp. ISBN: 0-493-91360-2. (pdf)
¿Qué hace una máquina desde que llega a una obra? ¿Por qué se pierde dinero en una obra cuando las máquinas se encuentran paradas? Resulta evidente que es totalmente engañoso intentar hacer un presupuesto de una obra con datos erróneos en relación con la producción de los equipos, el uso del tiempo de la máquina, la organización de la obra, etc. Existen técnicos sin mucha experiencia que piensan que los datos de producción o incluso los costes horarios de las máquinas son datos que alguien nos tiene que dar y que se pueden buscar en folletos e incluso por internet. En este post vamos a intentar divulgar alguno de los conceptos básicos que tienen que ver con la producción de los equipos y que iremos ampliando en otros posts posteriores. Espero que os guste.
De los días que una máquina permanece en una obra, sólo una parte es reconocida por la legislación laboral y la organización de la obra para trabajar: es el tiempo de calendario laborable. El resto del tiempo la máquina permanece estacionada o puede ser utilizado para su mantenimiento o reparación. Las máquinas sólo pueden aprovechar un número de horas del calendario laborable denominado tiempo laborable realHl debido a circunstancias fortuitas como los fenómenos atmosféricos, las huelgas, las catástrofes y otros motivos no previstos. La máquina se encuentra operativa, apta y dispuesta para el trabajo durante el tiempo de máquina en disposiciónHd. Cuando la máquina se encuentra fuera de disposición, unas horas Hm se emplean en tareas previsibles como el mantenimiento, y otras horas Ha son imprevisibles como las reparaciones de averías. Un equipo en estado operativo puede estar parado Hp horas por causas ajenas a la propia máquina debido a una deficiente organización de la obra, a la falta de tajo, a la imprevisión de los suministros, al mal dimensionamiento de los equipos, a las averías de otras máquinas, etc. Por tanto una máquina sólo dispone de un tiempo de trabajo útil Hu, donde puede producir durante Ht horas, o bien realizando trabajos no productivos o complementarios como cambios o preparación de tajos durante Hc horas.
Toda actividad necesita recursos para ejecutarse. La programación de los recursos disponibles constituye un tema crucial para lograr que la obra esté finalizada en los plazos y costes establecidos. Consiste en asociar los recursos a sus tareas respectivas y ver cómo se ensamblan en el conjunto de la obra.
La limitación de recursos en la realización de una obra provoca conflictos que pueden resolverse mediante métodos de nivelación y de asignación. Los primeros laminan el diagrama de cargas sin producir retrasos en el plazo programado. Los métodos de asignación, por otra parte, pretenden que los recursos necesarios no superen los disponibles, pero con la condición de que el retraso provocado sea el mínimo posible. Con ayuda de las diversas técnicas de redes, se habrá establecido un camino crítico y unas holguras para cada una de las actividades. La prioridad en la asignación de los recursos será mayor cuanto menor sea la holgura disponible para cada una de las actividades.
Para aclarar este tema, os dejo un Polimedia de Alberto Palomares. Espero que os guste.
Referencias:
PELLICER, E.; YEPES, V. (2007). Gestión de recursos, en Martínez, G.; Pellicer, E. (ed.): Organización y gestión de proyectos y obras. Ed. McGraw-Hill. Madrid, pp. 13-44. ISBN: 978-84-481-5641-1. (link)
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
YEPES, V.; PELLICER, E. (2008). Resources Management, in Pellicer, E. et al.: Construction Management. Construction Managers’ Library Leonardo da Vinci: PL/06/B/F/PP/174014. Ed. Warsaw University of Technology, pp. 165-188. ISBN: 83-89780-48-8.
YEPES, V.; MARTÍ, J.V.; GONZÁLEZ-VIDOSA, F.; ALCALÁ, J. (2012). Técnicas de planificación y control de obras. Editorial de la Universitat Politècnica de València. Ref. 189. Valencia, 94 pp. Depósito Legal: V-423-2012.
La adquisición de maquinaria puede motivarse, bien por la implantación de un proceso novedoso, por la mejora de otro ya existente, por el incremento de la capacidad de producción, o simplemente por una sustitución periódica de otra máquina similar que llegó al término de su vida económica. El conocimiento de las causas que provocan la pérdida de valor de las máquinas proporciona las pautas para su renovación, que dependerán, en gran medida, de las disponibilidades y circunstancias de la empresa. El envejecimiento de los equipos, una producción baja o con unos costes elevados y el mercado de maquinaria nueva y usada son algunos de los criterios que deberían guiar a la empresa en la adquisición de una máquina. Además, deben considerarse otros factores como el estado general de la economía, el futuro de la empresa y sus necesidades inmediatas, los objetivos a largo plazo y la selección de los medios adecuados para sus logros. Sin embargo, la realidad es que la necesidad concreta que surge en una obra determinada es la que plantea la adquisición de una nueva máquina.
El problema de la renovación es independiente de la dimensión de las organizaciones. Las pequeñas empresas deben afrontar el reemplazamiento de los equipos con la misma amplitud que las grandes, so pena de soportar serios problemas de descapitalización y de incrementos en los costes de producción. Las opciones a la compra de un equipo nuevo son la gran reparación, el alquiler, el arrendamiento financiero y la compra de máquinas usadas. Siempre que la empresa pueda abordar la adquisición de un nuevo equipo, son los criterios de rentabilidad económica durante la vida útil los que decidirán la opción más adecuada en cada caso. Como variantes a la adquisición de equipos para grandes obras, en ocasiones se compran los equipos para una obra y se venden a terceros cuando se termina, o bien se adquieren con el compromiso de recompra por parte del vendedor. Con ello se evita que estos equipos graven al parque de maquinaria por su falta de empleo. La maquinaria propia representa para la empresa un mayor potencial y prestigio; sin embargo, supone un mayor inmovilizado, el riesgo de paralización si no existe suficiente obra, la necesidad de contar con un parque o servicio de maquinaria y el riesgo de personal excedente cuando se paran las máquinas. Una alternativa puede ser el alquiler.
Para profundizar un poco más en este tema, os paso un vídeo Polimedia sobre el tema. Espero que os guste.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
Los problemas de decisión están presentes en todos los ámbitos del ser humano: finanzas, empresa, ingeniería, salud, etc. Una de las grandes dificultades al tomar una decisión ocurre cuando queremos conseguir varios objetivos distintos, muchos de ellos incompatibles o contradictorios. Por ejemplo, si queremos un vehículo que sea muy veloz, debería tener un perfil aerodinámico que a veces es incompatible con la comodidad de los usuarios; si queremos hacer un negocio con grandes beneficios, a veces tenemos que asumir ciertos riesgos, etc. Una herramienta que permite afrontar este tipo de problemas de decisión es el denominado «óptimo de Pareto«. A continuación os paso un vídeo explicativo de este tema. Espero que os guste.
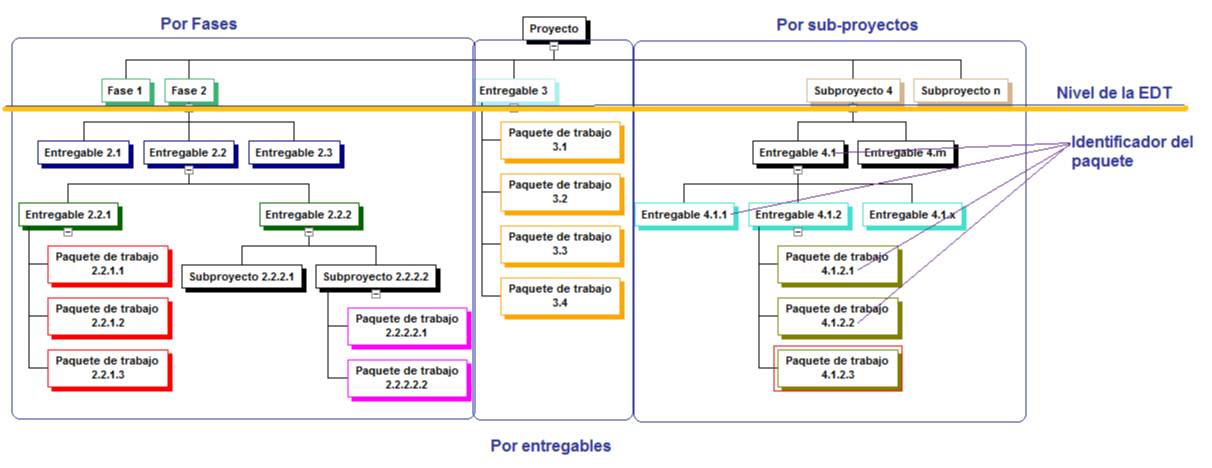
Usualmente, como primer paso de la planificación, se utiliza la técnica denominada “Estructura de Descomposición del Trabajo” (EDT) que permite dividir sucesivamente una obra en actividades con el fin de gestionarla adecuadamente. La EDT consiste en la identificación y la subdivisión jerárquica en tareas. El fraccionamiento sucesivo de la EDT se lleva a cabo en etapas que presentan un nivel de detalle cada vez mayor. El escalonamiento se visualiza en forma de diagrama de árbol; de este modo se reduce la complejidad de la obra al descomponerlo en conjuntos de actividades. Puede llegarse al nivel de descomposición que se estime más adecuado. El nivel más bajo de descomposición que define una actividad depende de factores tales como la tipología, la magnitud y la duración de la obra, la finalidad de la programación y los requisitos de control exigidos.
El propósito de una EDT es organizar y definir el alcance total aprobado del proyecto según lo declarado en la documentación vigente. Su forma jerárquica permite una fácil identificación de los elementos finales, llamados «Paquetes de Trabajo». Se trata de un elemento exhaustivo en cuanto al alcance del proyecto, la EDT sirve como la base para la planificación del proyecto. Todo trabajo a ser hecho en el proyecto debe poder rastrear su origen en una o más entradas de la EDT.
Pero para que el concepto quede más claro, os dejo un Polimedia del profesor Alberto Palomares. Espero que os guste.
Os dejo algunos vídeos explicativos adicionales:
Referencias:
PELLICER, E.; YEPES, V. (2007). Gestión de recursos, en Martínez, G.; Pellicer, E. (ed.): Organización y gestión de proyectos y obras. Ed. McGraw-Hill. Madrid, pp. 13-44. ISBN: 978-84-481-5641-1. (link)
YEPES, V.; PELLICER, E. (2008). Resources Management, in Pellicer, E. et al.: Construction Management. Construction Managers’ Library Leonardo da Vinci: PL/06/B/F/PP/174014. Ed. Warsaw University of Technology, pp. 165-188. ISBN: 83-89780-48-8.
YEPES, V.; MARTÍ, J.V.; GONZÁLEZ-VIDOSA, F.; ALCALÁ, J. (2012). Técnicas de planificación y control de obras. Editorial de la Universitat Politècnica de València. Ref. 189. Valencia, 94 pp. Depósito Legal: V-423-2012.