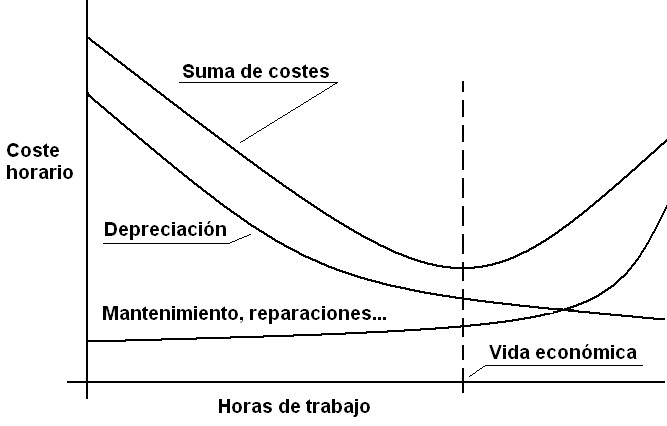
Figura 1. ¿Cuál es la vida económica de un equipo? No confundirla con la vida útil. Imagen: V. Yepes
Resulta paradójico deshacerse de una máquina cuando el coste horario es el más bajo posible. Este concepto, que a veces cuesta entender, provoca que muchas empresas se resistan a sustituir su maquinaria, lo que alarga su vida útil más de lo que aconseja la economía. En no pocas ocasiones se confunde la vida económica con la vida útil de un equipo. Pero analicemos con cierto detalle esta presunta paradoja para aclarar el concepto.
Al principio, poco después de su adquisición, el cociente entre los gastos acumulados a origen respecto a las horas trabajadas por una máquina es elevado. A medida que la máquina envejece, los costes de reparaciones y sustituciones de piezas son cada vez mayores. Por tanto, existe un punto intermedio en el que dicha relación es mínima. Dicho punto define la vida económica de un equipo, y es en ese momento cuando debería ser sustituido. La relación entre los costes horarios de una máquina a lo largo del tiempo se ha representado en la Figura 2.
Figura 2. Variación de los costos horarios y vida económica de un equipo
Los contratistas que no registran los costes horarios pueden utilizar sus máquinas más allá de su vida económica, por lo que sus costes unitarios de producción serán más elevados que los de su competencia. El reconocimiento y el tratamiento sistemático de la renovación de los bienes de equipo proporciona a las empresas amplias ventajas, ya que reduce:
Los costos de conservación.
Los costos de producción, salvando la competencia.
Las pérdidas por chatarra o retoques.
Las demoras y tiempos perdidos.
La vida económica óptima varía en función de la máquina y su trabajo, y es independiente de su vida técnica o física. Así, un equipo puede superar su vida económica y seguir funcionando correctamente o, por el contrario, retirarse antes por obsolescencia. Ahora bien, es absurdo pretender que una máquina trabaje indefinidamente. Con el paso del tiempo, los gastos de mantenimiento y de recuperación aumentan considerablemente el coste. Un cuidado concienzudo y las revisiones generales sistemáticas retrasan la fecha de inutilización, pero llega un momento en que conviene desembarazarse de la máquina, sobre todo cuando el riesgo de fallo de alguna pieza esencial por fatiga excesiva se hace inadmisible. A los equipos de obras públicas se les exige una elevada fiabilidad y, si la empresa no quiere deshacerse de la máquina, esta se pondrá en reserva, tras haber sido revisada a fondo.
Los costos horarios de reparación siguen una curva ascendente con las horas acumuladas de trabajo. Si se disponen de datos históricos sobre los costes totales de reparaciones RH, para un número H de horas trabajadas, se pueden ajustar los coeficientes λ, μ y ρ de la siguiente parábola:
A los costes propios de la máquina deberían sumarse los de otros equipos que tienen que parar cuando la primera se detiene por una avería. Esta circunstancia evidencia un recorte de la vida útil de las máquinas de las que dependen. También sugiere la duplicidad de estos equipos y su trabajo en paralelo.
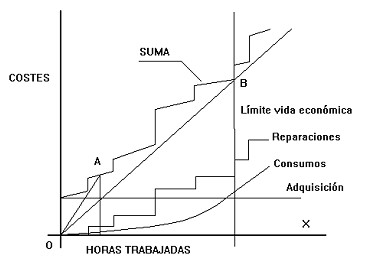
Al representar la acumulación de los costes según su origen en relación con el tiempo, aparece una línea quebrada, tal y como se muestra en la Figura 3. La recta que, desde el origen de coordenadas, es tangente a la curva de los costes acumulados, representa la pendiente mínima y, por tanto, el coste horario mínimo posible. En la Figura 3, el valor alcanza su mínimo para el ángulo BOX. El punto B señala el límite de la vida económica. Teniendo en cuenta que la mano de obra, los consumos y las reparaciones se pagan a precios muy diferentes en los distintos países, se comprueba que el óptimo económico varía de unos a otros.
Figura 3. Método gráfico para determinar el coste horario mínimo y la vida económica de un equipo
Cada máquina tiene su vida útil. Por ejemplo, 10 000 horas pueden ser adecuadas para un tractor sobre orugas, pero en una bomba de hormigón estacionaria dicha vida se reduce a la mitad. Algunos autores estiman una vida útil de entre 6000 y 16 000 horas de trabajo, en función de si el material es pesado o extraordinariamente pesado.
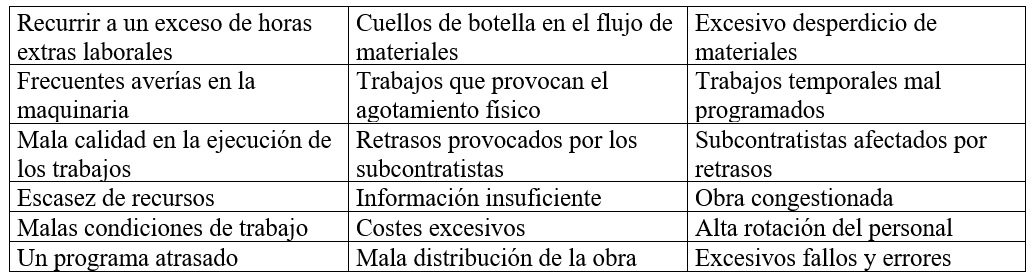
El estudio de métodos consiste en el registro sistemático y el examen crítico de los factores y recursos implicados en los sistemas existentes y propuestos de ejecución, con el fin de desarrollar y aplicar métodos más efectivos y reducir costes. En la Tabla 1 se indican algunos posibles síntomas que indicarían la necesidad de realizar un estudio de métodos en una obra.
Tabla 1. Síntomas que evidencian la necesidad de un estudio de métodos
Los objetivos perseguidos por el estudio de métodos son los siguientes:
Mejorar los procesos y los procedimientos.
Mejorar la disposición del lugar de trabajo, así como el diseño del equipo e instalaciones.
Economizar el esfuerzo humano y reducir la fatiga innecesaria.
Mejorar la utilización de materiales, máquinas y mano de obra.
Crear mejores condiciones de trabajo.
Para analizar y mejorar la realización de una actividad específica es necesaria una actitud crítica y una actuación sistemática. Así, los principios generales que deberían regir el estudio de los métodos son los siguientes:
Abordar los problemas con un espíritu abierto.
Eliminar ideas preconcebidas y prejuicios.
Aceptar solamente los hechos y no las opiniones.
Actuar sobre las causas, no sobre los efectos.
Siempre hay un método mejor.
Fases del estudio de métodos
En general, para abordar y llevar a la práctica cualquier tipo de estudio de mejora de métodos, se siguen cinco fases que son las siguientes:
Elección conveniente del problema y su definición.
Observar y tomar registros del método actual.
Analizar el método actual.
Desarrollar el método mejorado.
Aplicar y mantener el nuevo método.
Para elegir el trabajo que vamos a analizar, normalmente se atiende a aquel que proporciona una mayor rentabilidad, es decir, que maximiza los beneficios de la mejora en relación con los recursos destinados. Así, normalmente se seleccionan los cuellos de botella, los transportes que no aportan nada al producto, los trabajos que requieren mucha mano de obra o maquinaria y las operaciones repetitivas.
La forma de criticar un trabajo actual consiste en plantearse sistemáticamente preguntas sobre cada uno de los factores que intervienen en el método observado y analizado. La técnica de las preguntas daría respuesta a las siguientes cuestiones:
¿Qué es lo que se hace exactamente?, y ¿por qué se hace?
¿Dónde se hace?, y ¿por qué se hace ahí?
¿Cuánto se hace?, y ¿por qué en esa cantidad?
¿Quién lo hace?, y ¿por qué este ejecutante?
¿Cómo se hace?, y ¿por qué se hace así?
¿Cuándo se hace?, y ¿por qué en ese momento?
Para desarrollar el nuevo método de trabajo normalmente existen cuatro posibilidades básicas:
Eliminar el trabajo innecesario.
Combinar operaciones o fases de operación.
Cambiar el orden de ejecución de las operaciones.
Simplificar las operaciones necesarias.
Antes de adoptar el nuevo método, la dirección debe aprobarlo, para lo cual se debe realizar un informe donde se exponga:
Los costes y gastos generales de ambos métodos y las economías previstas.
El coste de implantación del nuevo método.
Las decisiones ejecutivas necesarias para aplicar el nuevo método.
Por último, una vez implantado el nuevo método, es preciso comprobar periódicamente —muy frecuentemente al principio— que se trabaje de acuerdo con lo previsto. Con el tiempo, estos controles se espacian hasta llegar al sistema habitual de vigilancia.
A continuación, os dejo varios vídeos explicativos al respecto. Espero que os resulten interesantes.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
YEPES, V. (2008). Productivity and Performance, in Pellicer, E. et al.: Construction Management. Construction Managers’ Library Leonardo da Vinci: PL/06/B/F/PP/174014. Ed. Warsaw University of Technology, pp. 87-101. ISBN: 83-89780-48-8.
Cuando llevas casi 28 años impartiendo una asignatura, examen tras examen, llega un momento que te falta cierta imaginación para no repetir los problemas. Con toda la buena intención del mundo, propones un ejercicio que crees sencillo de resolver y luego te das cuenta que es más difícil de lo que habías planeado.
Si analizas las posibles causas te das cuenta que no suele fallar lo que se explica en clase, sino ciertos conceptos muy básicos que deberían haberse adquirido en Bachiller, o incluso en Secundaria. Mi impresión es que algunos estudiantes prefieren aprender un método o forma de solucionar un problema antes de pensar un poco e intentar resolverlo. Voy a poner algún ejemplo de estos problemas, con su solución para que veáis de qué estoy hablando.
Alejandro Ferrero Montes, durante la presentación de su TFG
Es un placer anunciar que Alejandro Ferrero Montes ha ganado el Premio Torrecid al mejor Trabajo Final de Grado de la Universitat Politècnica de València. Dicho TFG tuve el placer de dirigirlo junto con el profesor Julián Alcalá González.
Su título fue «Estudio de soluciones mediante criterios de sostenibilidad y análisis de ciclo de vida de un paso superior, tipo pérgola, de la LAV Madrid – Levante, en el término municipal de Parla (Madrid)«. Dicho TFG se defendió el 15 de septiembre de 2020.
La empresa TORRECID es consciente de que las personas son la base de cualquier tipo de actividad, y de su formación depende el desarrollo futuro de las empresas y de la sociedad. Por eso uno de sus objetivos es fomentar habilidades emprendedoras y mentalidad internacional entre los estudiantes de la UPV para proporcionar futuros líderes empresariales, que basándose en el campo de la cerámica y el vidrio, puedan abrir nuevos caminos en estos u otros sectores, según cláusula primera del convenio UPV-Cátedra Fundación Torrecid.
La Cátedra Torrecid (recientemente Cátedra Fundación Torrecid), fue creada en 2015, dentro del marco de la colaboración estrecha que desde 1980 viene teniendo la empresa Torrecid con la Universitat Politècnica de València, reflejado en el convenio de colaboración entre la UPV y la empresa TORRECID.
Paso superior, tipo pérgola, de la LAV Madrid – Levante, en el término municipal de Parla (Madrid)
RESUMEN
El transporte es un factor principal en emisiones de GEI a nivel global. Se fomenta el uso del ferrocarril como medio de transporte, debido a su eficiencia energética, minimizando dichos impactos. Pero la implementación del ferrocarril como medio de transporte requiere la construcción de importantes infraestructuras, cuya ejecución causa grandes impactos. Se pretende reducirlos planteando un estudio de soluciones mediante el uso de técnicas multicriterio, que considere la economía, el medio ambiente y la sociedad, para puentes de ferrocarril de tipología pérgola. Se emplea la metodología de Análisis de Ciclo de Vida, evaluando las fases que conforman el Ciclo de Vida de cada alternativa. Se ha aplicado en una pérgola de la Línea de Alta Velocidad Madrid – Levante, ubicada en Parla (Madrid). Se evalúan tres alternativas distintas: una de ejecución in situ, otra por elementos prefabricados y una de concepción mixta, con la finalidad de seleccionar la solución más sostenible.
Os dejo a continuación un resumen extendido del TFG. Como podéis comprobar, el nivel del trabajo es muy alto. Obtuvo la máxima calificación de Sobresaliente, 10 Matrícula de Honor.
Figura 1. Necesidad de gestión de inventarios en una obra. https://www.interempresas.net/Robotica/Articulos/255497-Procesos-de-digitalizacion-en-las-obras-de-construccion.html
Los inventarios son provisiones de artículos en espera de su utilización posterior, cuya utilidad depende de la cantidad, momento y lugar de su necesidad. En el entorno de la maquinaria, los constituyen desde las propias máquinas a las piezas de recambio u otros elementos necesarios para su funcionamiento. En general, los inventarios, existencias o stocks, evitan la escasez cuando la demanda futura del artículo sea incierta, para aprovechar la economía de escala que supone la solicitud de grandes cantidades a costos menores y para mantener el flujo de trabajo en los procesos productivos. No obstante, los artículos ociosos de inventario inmovilizan fondos y precisan de recursos para su almacenaje y mantenimiento, siendo en algún caso perecederos. Ello obliga al compromiso entre las ventajas aportadas por los grandes inventarios y los costes que suponen mantenerlos. La gestión de inventarios será la técnica que ayuda a los gerentes a determinar cuándo deben reabastecerse las existencias actuales y en qué cantidad. La gestión de las máquinas y repuestos, dichas funciones se realizan en los parques de maquinaria.
Componentes del coste de un sistema de inventarios
Una política de inventarios busca el mínimo coste esperado para un período determinado, por tanto, se deben estimar los diversos componentes que lo integran:
El coste del pedido o de organización, se asocia con el reabastecimiento de un inventario, siendo independiente del número de unidades pedidas. Incluye los tiempos de oficina y administrativos, cargos por fax, teléfonos, y otros como los gastos generales de la empresa.
Cada unidad pedida incurre en un coste de compra, que es un coste directo por unidad. Esta cifra puede depender del número de unidades pedidas, debido a los descuentos por cantidad.
El coste de conservación por período de tiempo para cada artículo del inventario incluye los gastos de almacenamiento (almacén, seguro, mermas de existencias, personal, etc.), y los costes de oportunidad del dinero comprometido en las existencias.
El coste de déficit o desabastecimiento es el asociado con la insatisfacción de la demanda. Pueden ser explícitos si existen penalizaciones al proveedor cada vez que exista una ruptura o cuando la venta de un producto se pierde, e implícitos, asociados a la insatisfacción del cliente y pérdidas de futuras ventas y de credibilidad. Cuando los artículos no se surten, además de estos costes fijos, los costes de déficit pueden incluir costes explícitos e implícitos por cada unidad de tiempo que un artículo sigue sin ser suministrado.
Modelos de demanda y gestión de existencias
Se entiende por control de existencias, el abastecimiento de la cantidad y calidad necesarias de elementos dados, en el momento y en el lugar en que se necesita, con la menor inversión posible. La gestión de existencias trata de minimizar los costes, buscando el compromiso entre el ahorro producido por un stock determinado y los gastos producidos al almacenarlo.
La mera posesión de las máquinas supone gastos fijos elevados, así pues, no resulta económico tener los equipos parados. A ello se suman los costes del propio almacén. Todo ello indica que los inventarios deben ser los estrictamente necesarios. La empresa constructora se encuentra presionada por fuerzas de sentido opuesto a la hora de determinar el volumen de existencias conveniente. Se trata de un problema de equilibrio, para cuya resolución se han formulado distintos modelos.
Los modelos de gestión de inventarios permiten dimensionar el almacén minimizando los costes de posesión y renovación de existencias para evitar las rupturas del inventario. En los parques de maquinaria, el volumen de reserva deberá minimizar los costes que por depreciación, mantenimiento y almacenaje de las máquinas, se sumen a los que se incurren si se paralizan o retrasan las obras por falta de suministro. Se recomiendan unos stocks reducidos para disminuir los recursos financieros destinados a los inventarios y sus gastos correspondientes.
La gestión de un almacén con artículos diferentes debe considerar la relación entre la demanda de cualquiera de ellos. La demanda de un artículo es independiente si no afecta a la demanda de los demás, en caso contrario es dependiente. La demanda determinística de un artículo es la que se conoce con certeza, mientras la probabilística está sujeta a la incertidumbre y variabilidad.
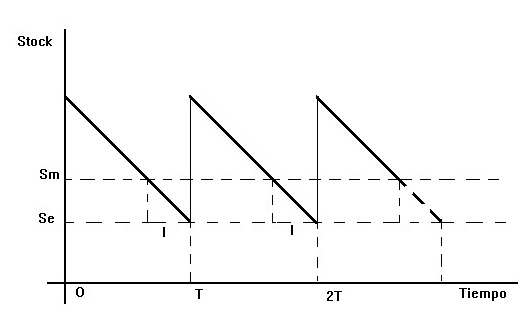
Si en un sistema de coordenadas representamos la cantidad de existencias y el tiempo, se obtiene la clásica curva en forma de «dientes de sierra» que representa la evolución temporal de las existencias. En la Figura 2 se representa una evolución de una demanda determinista y constante, fenómeno poco frecuente en la realidad, con un volumen de pedido S durante el periodo de reaprovisionamiento T.
Figura 2. Evolución temporal del stock
Con este modelo determinista y constante, es necesario conocer el punto de pedido Sm, es decir, el número de unidades suficientes para hacer frente a la demanda durante el plazo de entrega l. Cuando el ritmo de salidas del parque y el de entradas son conocidos, no deben producirse rupturas. Sin embargo, como dichas variables son aleatorias, es necesario recurrir al stock de seguridad Se, también llamado stock de protección, de reserva o de acopio. Éste se define como el volumen de existencias que tenemos en almacén por encima de lo que se necesita habitualmente, para afrontar las fluctuaciones en exceso de la demanda, a los retrasos imprevistos en la recepción de los pedidos, o a ambos.
Cuando la demanda es variable existen diversos sistemas de gestión de inventarios o políticas de pedidos:
Sistema de la cantidad fija de pedido: El reaprovisionamiento se realiza cuando el inventario llega a un cierto nivel previamente especificado. El tiempo entre pedidos suele ser desigual. Esta política también se denomina revisión continua, pues requiere revisar el inventario frecuentemente para determinar cuándo se alcanza el punto de pedido. En la mayoría de los casos, se deja cierto margen o stock de seguridad.
Sistema de restablecimiento del nivel máximo de stock: Cada intervalo fijo de tiempo se reabastece el almacén al nivel máximo previsto de existencias. La cantidad pedida cada vez varía. Esta política también se denomina revisión periódica pues requiere inspeccionar el nivel de inventario cada cierto tiempo. Presenta el inconveniente de inducir mayores niveles de almacenamientos, que puede paliarse en buena parte incrementando la frecuencia de los pedidos y consecuentemente de los aprovisionamientos.
Sistema de los dos almacenes o restablecimiento condicional: La diferencia con el anterior consiste en que si al final del período establecido (final de mes, por ejemplo), no se ha bajado de determinado nivel de existencias, no se realiza el pedido. El proceso se repite en los períodos sucesivos, restableciendo o no el stock inicial en función del agotamiento hasta cierto nivel de las existencias iniciales o «primer almacén».
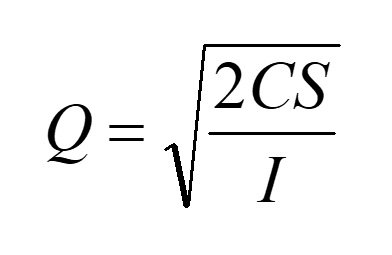
Cuando la demanda es de un solo producto, podemos aplicar el modelo de Wilson o de la cantidad económica del pedido. Es un modelo matemático usado como base para la gestión de existencias en el que la demanda y el plazo de entrega son determinísticos, no permitiéndose los déficits y abasteciéndose el almacén por lotes. Así se obtiene una cantidad en inventario que hace mínima la suma de los gastos en pedidos (correo, teléfono, recepción de los materiales, inspección y trámites administrativos) y los gastos de mantenimiento de las existencias (almacenamiento, financiero y manejo de materiales). En este caso se demuestra que:
donde:
Q = Cantidad económica a pedir en el periodo considerado.
C = Consumo en el periodo considerado.
S = Coste de pedido por pedido.
I = Coste de mantenimiento por unidad de artículo y unidad de tiempo.
En el siguiente vídeo tenéis un ejercicio resuelto del modelo de Wilson:
Existen otras técnicas interesantes para realizar una gestión de existencias eficaz, y que consideran en mayor o menor medida la complejidad de una planta de producción: la planificación de necesidades de materiales (Materials requirement planning MRP), la planificación de recursos de fabricación y los sistemas de inventarios «justo a tiempo» (Just in time JIT).
Planificación de necesidades de materiales: Apropiada cuando las demandas de los artículos individuales dependen de la demanda del producto final en el que se usan como componentes. Proporciona no solo las cantidades de los lotes y los puntos de pedido, sino también un calendario de cuándo se necesita cada artículo y en qué cantidades, durante un proceso de producción, basándose en los costes de organización y de conservación involucrados.
Planificación de recursos de fabricación: Es un desarrollo del sistema anterior en el cual no solo se controlan los inventarios, sino que se coordinan todos los recursos y actividades de los distintos departamentos. Se coordina fabricación, ventas, compras, finanzas e ingeniería. En construcciones civiles, integrarían todos los departamentos de una obra concreta, en coordinación con sus proveedores.
Sistemas «justo a tiempo»: Ideados con el objeto de reducir a cero los stocks de una empresa, de forma que los suministradores aportan sus productos en el momento que se precisan. Ello supone minimizar los costes relativos a los stocks, para lo cual se precisa que los flujos de producción sean estables, que se simplifiquen los trabajos al máximo, que estén ubicados con corrección en los lugares de producción, y que exista una verdadera coordinación entre todos los integrantes de los procesos productivos.
Figura 1. Maquinaria de movimiento de tierras: dúmper articulado. Imagen: V. Yepes
La mecanización del trabajo en cualquier obra civil o de edificación es totalmente necesaria desde la perspectiva técnica, económica, humana e incluso jurídica. Las máquinas, que nacieron con el propósito de liberar al hombre de las tareas más penosas, se han convertido en herramientas para producir más, más barato y con mejor calidad. Han permitido abreviar la realización de labores que en otros tiempos parecían imposibles y, por consiguiente, han conseguido acelerar la acción del hombre sobre su entorno más inmediato. La adjudicación de un contrato de obras suele requerir de la empresa constructora la disposición de la maquinaria adecuada que garantice los plazos, las calidades y la seguridad. Además, determinadas unidades de obra no pueden ejecutarse sin el uso de la maquinaria, tales como las inyecciones, el pilotaje, los dragados, cimentaciones por aire comprimido, etc. En otros casos, la fabricación manual de hormigones, compactaciones de tierras, etc., no podría satisfacer las elevadas exigencias de los pliegos de condiciones técnicas vigentes.
La maquinaria ha cambiado rápidamente con las innovaciones tecnológicas. Se ha derivado hacia la especialización, evolucionando unas hacia el gigantismo para obtener grandes producciones, mientras otras se han convertido en diminutas y versátiles. En otros casos se ha buscado la polivalencia del trabajo en equipos pequeños y medianos. Los medios informáticos han auxiliado y mejorado los sistemas de los equipos. La maquinaria va siendo cada vez más fiable, segura y cómoda para el operador, facilitándole las labores de conservación. En general se observa una preocupación creciente por la seguridad, el medio ambiente y la calidad.
Con todo, las máquinas suponen fuertes inversiones para las empresas constructoras, que si bien son menores en las obras de edificación, mayores en las obras de carreteras e hidráulicas, son importantísimas en las obras portuarias. El índice de inversión en maquinaria, calculado como la relación entre el valor anual de adquisición de la misma y la obra total anual, oscila entre el 3 y el 13%. Se estima entre el 13% y el 19% el índice de mecanización -valor del parque de maquinaria respecto a la producción anual- de las firmas constructoras.
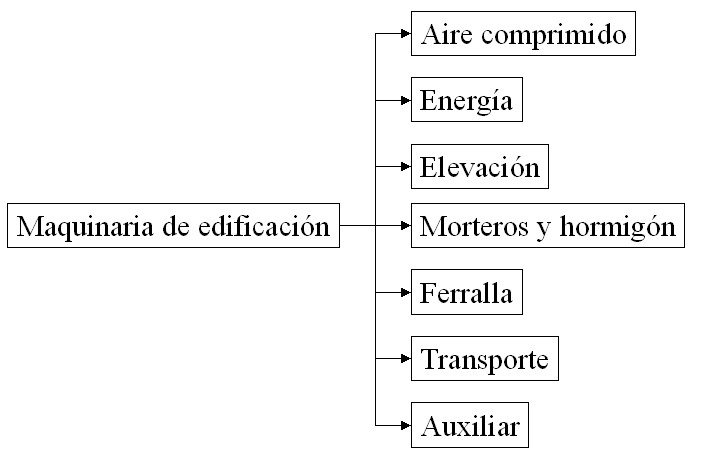
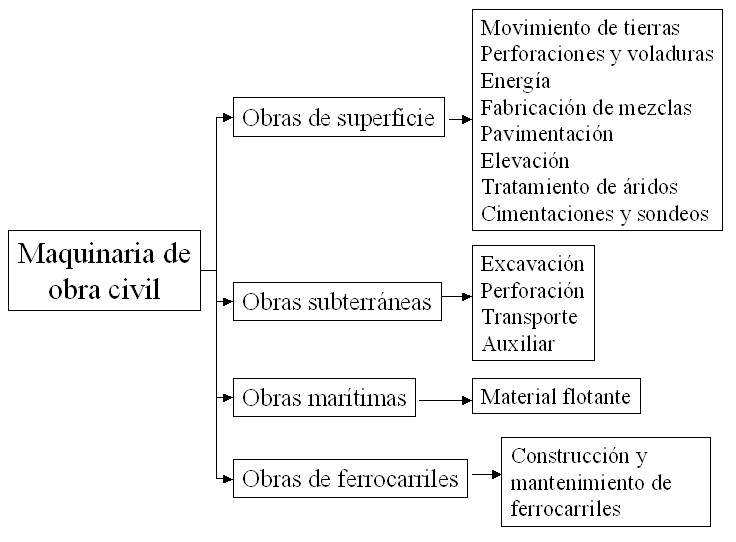
Aunque existen múltiples criterios para clasificar las máquinas, en las Figuras 2 y 3 se presenta una ordenación de los distintos equipos empleados tanto en edificación como en obra civil.
Figura 2. Clasificación de la maquinaria de edificaciónFigura 3. Clasificación de la maquinaria de obra civil
Otra posible agrupación de la maquinaria es la que utiliza la Hacienda Pública para la clasificación de contratistas:
Grupo 1.- Material de bombeo, aire comprimido, sondeos y cimentaciones.
Grupo 2.- Material de producción y transformación de energía.
Grupo 3.- Maquinaria de movimiento de tierras.
Grupo 4.- Maquinaria de transporte.
Grupo 5.- Maquinaria de elevación.
Grupo 6.- Maquinaria de construcción de firmes.
Grupo 7.- Maquinaria de machaqueo y clasificación de áridos.
Grupo 8.- Maquinaria de hormigonado y edificación.
Grupo 9.- Maquinaria para construcción de ferrocarriles.
En el diseño de puentes, es necesario modelar muchas variables como los materiales, las dimensiones de la sección transversal, las armaduras de refuerzo y el pretensado para evaluar el rendimiento estructural. Se pretende aumentar la eficiencia y satisfacer los estados límite últimos y de servicio impuestos por el código estructural. En este trabajo se presenta una herramienta informática para analizar los puentes de carretera de vigas continuas de sección en cajón de hormigón postesado para minimizar el coste y proporcionar las variables óptimas de diseño. El programa comprende seis módulos para realizar el proceso de optimización, el análisis por elementos finitos y la verificación de los estados límite. La metodología se define y se aplica a un caso práctico. Un algoritmo de búsqueda de armonía (HS) optimiza 33 variables que definen un puente de tres vanos situado en una región costera. Sin embargo, el mismo procedimiento podría aplicarse para optimizar cualquier estructura. Esta herramienta permite definir los parámetros fijos y las variables optimizadas por el algoritmo heurístico. Además el resultado proporciona reglas útiles para guiar a los ingenieros en el diseño de puentes de carretera de sección en cajón.
Próximamente se van a desarrollar dos sesiones de las I Jornadas de la gestión de las arenas en el litoral español. Se trata de un evento organizado por el Comité de Ingeniería y Gestión de la Costa de la Asociación Técnica de Puertos y Costas (ATPyC). A estas jornadas me han invitado para impartir una charla denominada «Valor económico de la costa: su peso en la economía española«, que tendrá lugar el 29 de abril de 2021, a las 10:45 horas.
La Universitat Politècnica de València, en colaboración con la empresa Ingeoexpert, ha elaborado un Curso online sobre “Compactación superficial y profunda de suelos en obras de ingeniería civil y edificación”. El curso, totalmente en línea, se desarrollará en 6 semanas, con un contenido de 75 horas de dedicación del estudiante. Empieza próximamente. Hay plazas limitadas.
Os paso un vídeo explicativo y os doy algo de información tras el vídeo.
Este es un curso básico de técnicas y equipos de compactación superficial y profunda de suelos en obras civiles y de edificación. Se trata de un curso que no requiere conocimientos previos especiales y está diseñado para que sea útil a un amplio abanico de profesionales con o sin experiencia, estudiantes de cualquier rama de la construcción, ya sea universitaria o de formación profesional. Además, el aprendizaje se ha escalonado para que el estudiante pueda profundizar en aquellos aspectos que les sea de interés mediante documentación complementaria y enlaces de internet a vídeos, catálogos, etc.
En este curso aprenderás los conceptos básicos de las técnicas y equipos necesarios para la compactación de suelos, así como para su control, rendimientos y costes. El curso se centra especialmente en la comprensión de los procedimientos constructivos y la maquinaria específica necesaria para la compactación, tanto superficial como profunda. Es un curso de espectro amplio que incide en el conocimiento de la maquinaria y procesos constructivos. Resulta de especial interés desarrollar el pensamiento crítico del estudiante en relación con la selección de las mejores soluciones constructivas para un problema determinado. El curso trata llenar el hueco que deja la bibliografía habitual, donde los aspectos de proyecto, geotecnia, hidrogeología, estructuras, etc., oscurecen los aspectos puramente constructivos. Asimismo, está diseñado para que el estudiante pueda ampliar por sí mismo la profundidad de los conocimientos adquiridos en función de su experiencia previa o sus objetivos personales o de empresa.
El contenido del curso se organiza en 50 lecciones, que constituyen cada una de ellas una secuencia de aprendizaje completa. La dedicación aproximada para cada lección se estima en 1-2 horas, en función del interés del estudiante para ampliar los temas con el material adicional. Al finalizar cada unidad didáctica, el estudiante afronta una batería de preguntas cuyo objetivo fundamental es afianzar los conceptos básicos y provocar la duda o el interés por aspectos del tema abordado. Al final se han diseñado tres unidades adicionales para afianzar los conocimientos adquiridos a través del desarrollo de casos prácticos, donde lo importante es desarrollar el espíritu crítico y la argumentación a la hora de decidir la conveniencia de un procedimiento de control del agua u otro. Por último, al finalizar el curso se realiza una batería de preguntas tipo test cuyo objetivo es conocer el aprovechamiento del estudiante, además de servir como herramienta de aprendizaje.
El curso está programado para 75 horas de dedicación por parte del estudiante. Se pretende un ritmo moderado, con una dedicación semanal en torno a las 10-15 horas, dependiendo de la profundidad requerida por el estudiante, con una duración total de 6 semanas de aprendizaje.
Este curso único, impartido Víctor Yepes, Catedrático de Universidad en el área de ingeniería de la construcción en la Universitat Politècnica de València, se presenta mediante contenidos multimedia interactivos y de alta calidad dentro de la plataforma virtual Moodle, combinado con la realización de ejercicios prácticos. Así mismo, se realizarán clases en directo mediante videoconferencias, que podrán ser vistas en diferido en caso de no poder estar presente en las mismas.
Objetivos
Los objetivos de aprendizaje son los siguientes:
Comprender la utilidad y las limitaciones de la maquinaria y de las técnicas de compactación superficial y profunda de terrenos
Evaluar y seleccionar la mejor maquinaria y técnica de compactación en unas condiciones determinadas, considerando la economía, la seguridad y los aspectos medioambientales
Programa
– Lección 1. Composición y clasificación de suelos
– Lección 2. Materiales de terraplén
– Lección 3. Efectos de la compactación y deformaciones
– Lección 4. Porosidad y permeabilidad
– Lección 5. La curva de compactación
– Lección 6. Densidad de los suelos granulares
– Lección 7. Ensayo Proctor
– Lección 8. Sistemas de compactación: compactación normal y seca
– Lección 9. Ensayos de resistencia del suelo
– Lección 10. Fundamentos de las técnicas de compactación
– Lección 11. Clasificación de los equipos de compactación mecánica
– Lección 12. Apisonadoras estáticas de rodillos lisos
– Lección 13. Compactadores estáticos de patas apisonadoras
– Lección 14. Compactadores estáticos de ruedas neumáticas
– Lección 15. Rodillos de malla y compactador por impactos con rodillo lobular
– Lección 16. Introducción a la compactación vibratoria
– Lección 18. Compactadores de pequeño tamaño y de tracción manual
– Lección 19. Compactadores de zanja
– Lección 20. Selección del equipo y método de compactación
– Lección 21. Espesor de tongada y número de pasadas óptimo: tramo de prueba
– Lección 22. Normas y recomendaciones de trabajo
– Lección 23. El control de la compactación
– Lección 24. Condiciones de seguridad de los compactadores
– Lección 25. Costes y productividad de la compactación
– Lección 26. Compactación de aglomerado asfáltico
– Lección 27. Mejora del terreno mediante vibrocompactación
– Lección 28. Mejora del terreno mediante Terra-Probe
– Lección 29. Método vibroalas para mejora de suelos no cohesivos
– Lección 30. Compactación por resonancia de suelos
– Lección 31. Compactación dinámica
– Lección 32. Compactación dinámica rápida
– Lección 33. Sustitución dinámica
– Lección 34. Compactación con explosivos
– Lección 35. Compactación por impulso eléctrico
– Lección 36. Refuerzo del terreno mediante inclusiones rígidas
– Lección 37. Pilotes de compactación
– Lección 38. Columna de grava mediante vibrodesplazamiento
– Lección 39. Columna de grava mediante vibrosustitución
– Lección 40. Columnas de grava ejecutadas por medios convencionales
– Lección 41. Columnas de grava compactada
– Lección 42. Columnas de arena compactada
– Lección 43. La estabilización de suelos
– Lección 44. Estabilización de suelos con cal
– Lección 45. Estabilización de suelos con cemento
– Lección 46. Estabilización de suelos con ligantes bituminosos
– Lección 47. Problema resuelto sobre rendimientos y costes
– Lección 48. Problema resuelto sobre curva de compactación
– Lección 49. Problema resuelto sobre tramo de prueba
– Lección 50. Problema resuelto sobre control de calidad
– Supuesto práctico 1.
– Supuesto práctico 2.
– Supuesto práctico 3.
– Batería de preguntas final
Profesorado
Víctor Yepes Piqueras
Doctor Ingeniero de Caminos, Canales y Puertos. Universitat Politècnica de València
Ingeniero de Caminos, Canales y Puertos (1982-1988). Número 1 de promoción (Sobresaliente Matrícula de Honor). Especialista Universitario en Gestión y Control de la Calidad (2000). Doctor Ingeniero de Caminos, Canales y Puertos, Sobresaliente “cum laude”. Catedrático de Universidad en el área de ingeniería de la construcción en la Universitat Politècnica de València y profesor, entre otras, de las asignaturas de Procedimientos de Construcción en los grados de ingeniería civil y de obras públicas. Su experiencia profesional se ha desarrollado como jefe de obra en Dragados y Construcciones S.A. (1989-1992) y en la Generalitat Valenciana como Director de Área de Infraestructuras e I+D+i (1992-2008). Ha sido Director Académico del Máster Universitario en Ingeniería del Hormigón (2008-2017), obteniendo durante su dirección la acreditación EUR-ACE para el título. Profesor Visitante en la Pontificia Universidad Católica de Chile. Investigador Principal en 5 proyectos de investigación competitivos. Ha publicado más de un centenar artículos en revistas indexadas en el JCR. Autor de 8 libros, 22 apuntes docentes y más de 250 comunicaciones a congresos. Ha dirigido 16 tesis doctorales, con 8 más en marcha. Sus líneas de investigación actuales son las siguientes: (1) optimización sostenible multiobjetivo y análisis del ciclo de vida de estructuras de hormigón, (2) toma de decisiones y evaluación multicriterio de la sostenibilidad social de las infraestructuras y (3) innovación y competitividad de empresas constructoras en sus procesos.
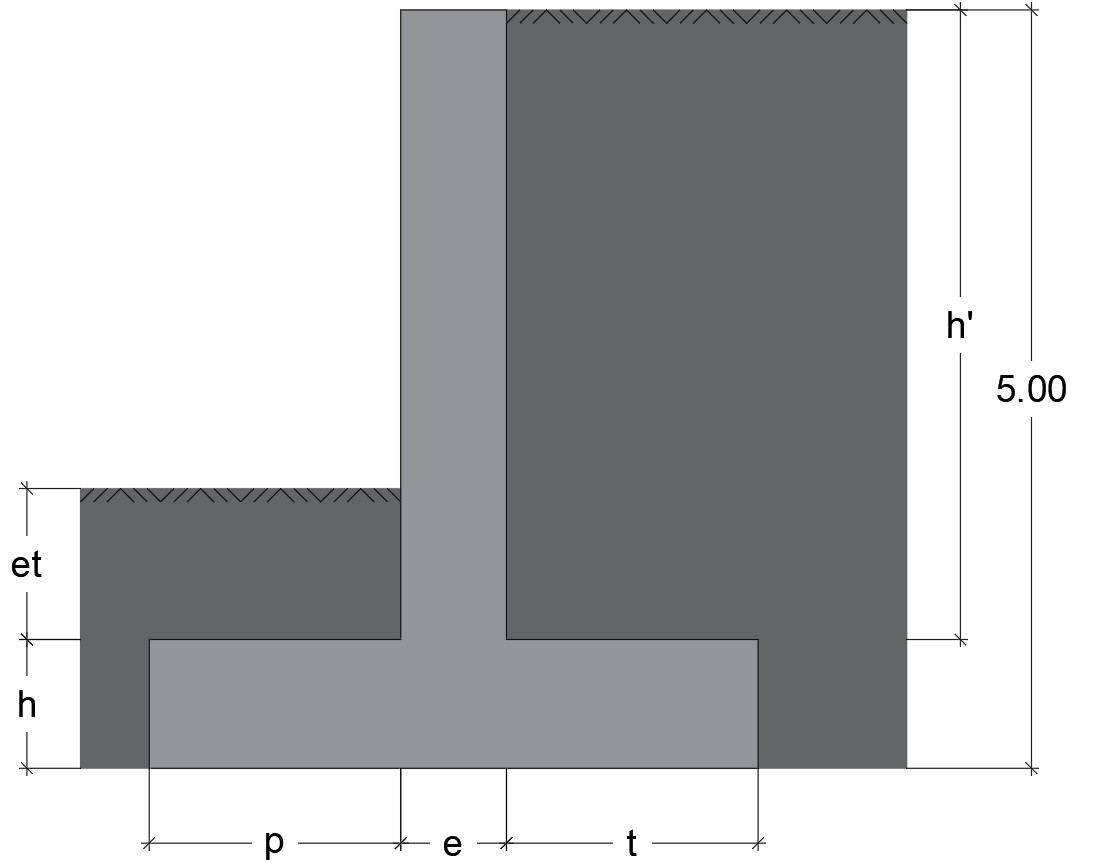
Este trabajo describe la introducción de la metodología de superficie de respuesta en un curso de postgrado. Este caso se realiza en la asignatura de «Modelos predictivos y de optimización de estructuras de hormigón«. Esta asignatura se enmarca en el Plan de Estudios del Máster Universitario en Ingeniería del Hormigón. Los estudiantes aprenden aquí conceptos como la optimización de estructuras mediante algoritmos heurísticos, la toma de decisiones multicriterio, técnicas de diseño de experimentos y metamodelos como la superficie de respuesta para obtener resultados óptimos. En este caso de estudio, el objetivo es obtener una solución óptima de un muro de hormigón armado, utilizando las emisiones de CO2 como función objetivo para reducir su impacto. Para aplicar esta metodología, los estudiantes aprovechan programas comerciales. Por un lado, para realizar el análisis estadístico que permita obtener la superficie de respuesta se utiliza Minitab. Por otro lado, los estudiantes comprueban la resistencia de la estructura utilizando el software de cálculo estructural Cype. Como resultado de esta metodología se consigue que los estudiantes alcancen un mejor nivel en competencias transversales, como el diseño y el proyecto, el pensamiento crítico, el análisis y la resolución de problemas o el uso de software específico. En este trabajo se presentan futuros estudios de investigación relacionados con el uso de técnicas de optimización de estructuras por parte de los estudiantes aplicando otras técnicas de optimización diferentes.
Referencia:
YEPES, V.; MARTÍNEZ-MUÑOZ, D.; MARTÍ, J.V. (2021). Application of the response surface methodology in a postgraduate optimization course. 15th annual International Technology, Education and Development Conference (INTED 2021), 8th-9th March, 2021, pp. 869-878, Valencia, Spain. ISBN: 978-84-09-27666-0