El desafío de los dos siglos: ¿es posible diseñar el tiempo?
Gracias a la vanguardia en ciencia de materiales y a los sistemas de monitorización estructural, hoy nos enfrentamos a un hito técnico sin precedentes: la capacidad de proyectar infraestructuras con una vida útil de doscientos años o más. Sin embargo, este logro de la ingeniería plantea una cuestión que la técnica por sí sola no puede resolver: ¿cómo podemos garantizar que estas obras sigan siendo hermosas y relevantes para las civilizaciones del siglo XXII?
Entramos entonces en el terreno de la durabilidad estética. No basta con que el hormigón resista la carbonatación o el acero la fatiga; la estructura debe poseer una vigencia formal imperecedera que la proteja del olvido o de la demolición por obsolescencia visual. El reto no es solo construir puentes que no se caigan, sino puentes que la posteridad no quiera dejar de mirar.
En este contexto, una posible respuesta apunta al diseño de estructuras racionales: sistemas concebidos con claridad constructiva, centrados en el detalle —y, por tanto, en su conservación— y dotados de una resiliencia que evite la tentación de la optimización extrema. Aquello que no se lleva al límite, ni en lo material ni en lo formal, tiende a adaptarse mejor con el paso del tiempo. Al fin y al cabo, los gustos estéticos, e incluso sus abusos, cambian; lo que hoy parece inevitablemente contemporáneo, mañana puede resultar superfluo. Analizamos el artículo de Beade Pereda (2022) sobre este interesante tema.
La responsabilidad del diseño: contra la tiranía de la rapidez.
Como ingenieros y arquitectos, debemos entender que un puente no es solo una solución logística para unir dos puntos. Es un acto de transformación emocional del paisaje. El diseño de infraestructuras tan prominentes conlleva una carga ética que a menudo se ignora en los despachos, donde prima la urgencia administrativa.
«Somos responsables de diseñar estructuras que, a lo largo de sus extensas vidas útiles, serán cruzadas y percibidas por innumerables personas, cuya experiencia estará determinada por la calidad del trabajo realizado en el diseño y la construcción de estos puentes».
La rapidez es, por definición, la enemiga del icono. Un puente que aspire a la inmortalidad requiere una contextualización profunda: debe respetar la historia, la cultura y la orografía del lugar. Cuando la construcción se despoja de esta sensibilidad para acelerar los plazos, el resultado suele ser una estructura genérica, un objeto de consumo inmediato que carece de alma e inevitablemente envejecerá mal.
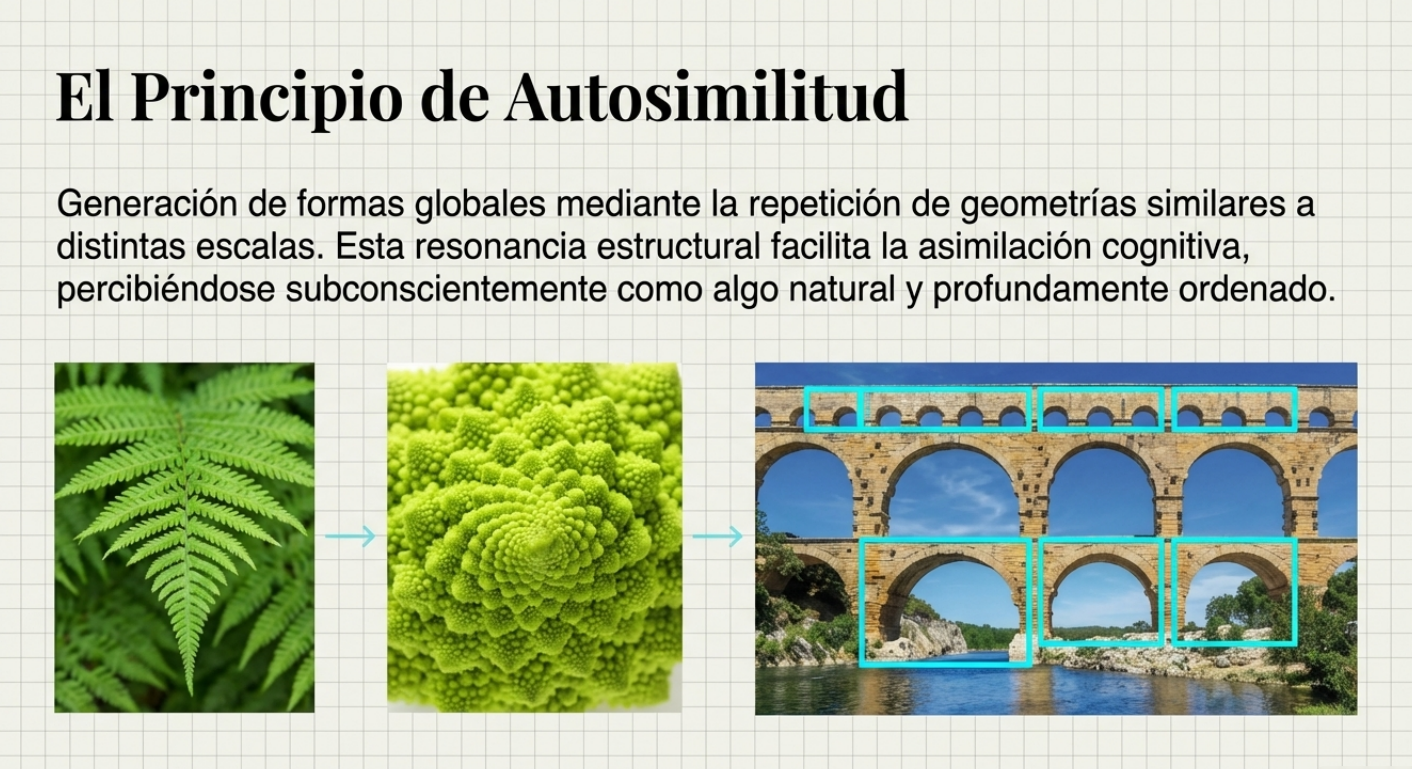
Jerarquía y autosimilitud: el orden que agradece la vista.
Al analizar obras maestras como el Pont du Gard, descubrimos que su belleza no es accidental, sino que responde a una coherencia casi fractal. Hablamos de la autosimilitud, un principio que logra la armonía mediante la repetición de geometrías a distintas escalas. No se trata solo de una sucesión de arcos, sino de una jerarquía visual en la que los arcos principales contienen a los secundarios.
Esta organización formal hace que la estructura sea legible desde cualquier distancia y reduce lo que denominamos «fatiga visual». El cerebro humano encuentra placer en este orden lógico. La simetría sigue siendo el estándar del equilibrio y la belleza universal, pero el uso deliberado de la asimetría, como en el puente Octavio Frias de Oliveira, se reserva para hitos que buscan romper la norma y establecerse como referencias visuales disruptivas en el tejido urbano.
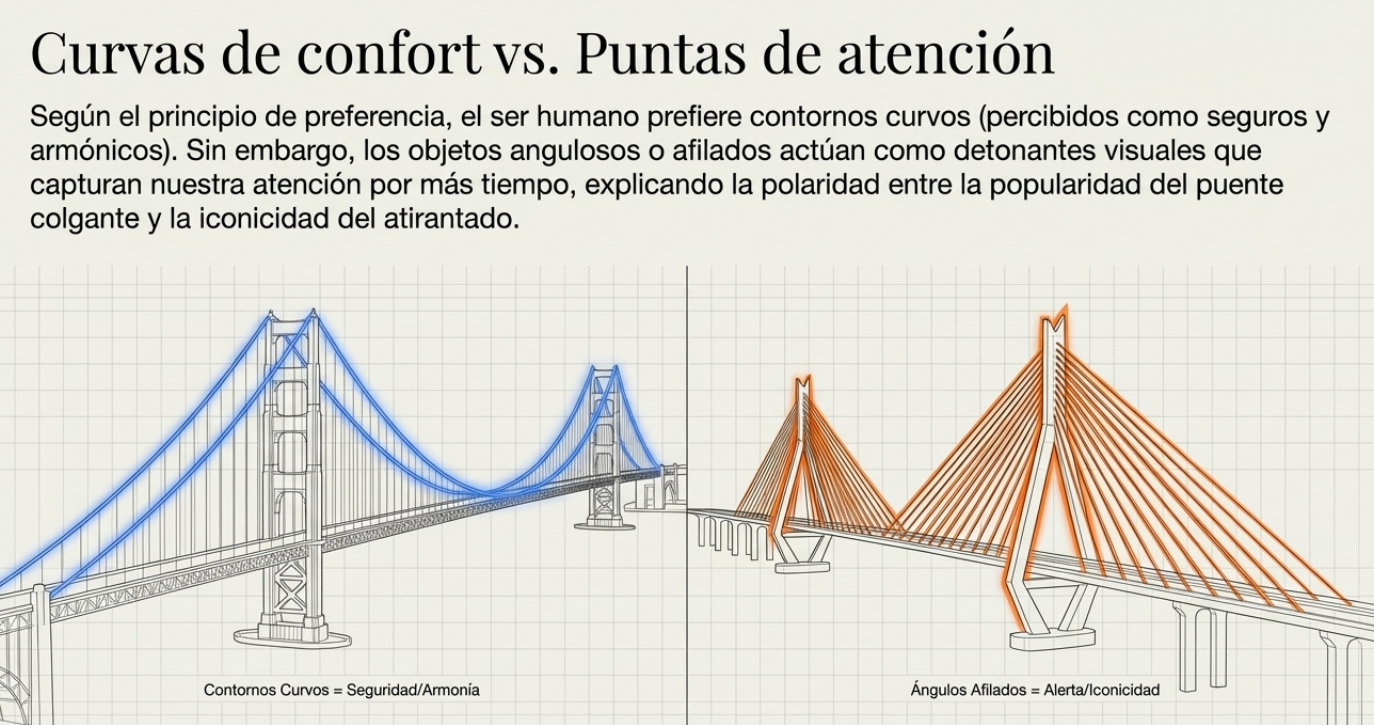
La geometría del instinto: por qué amamos el arco.
Nuestra respuesta ante la infraestructura está mediada por mecanismos subconscientes de supervivencia. Existe una clara preferencia atávica por las formas curvas. Los puentes en arco suelen gozar de una aceptación universal, ya que la curva se percibe como algo orgánico y seguro.
No obstante, existe un matiz fascinante en la tipología de los puentes colgantes. Estas estructuras suelen ser las más apreciadas porque logran el equilibrio psicológico perfecto: combinan la «curva de la catenaria» (que nos atrae instintivamente) con torres elevadas y afiladas. En contraste, los puentes atirantados modernos, con sus ángulos marcados y sus líneas agresivas, captan de inmediato nuestra atención. Son memorables y potentes, pero carecen de la calidez subconsciente que hace que el arco o el puente colgante sea una obra acogida con afecto inmediato por la ciudadanía.
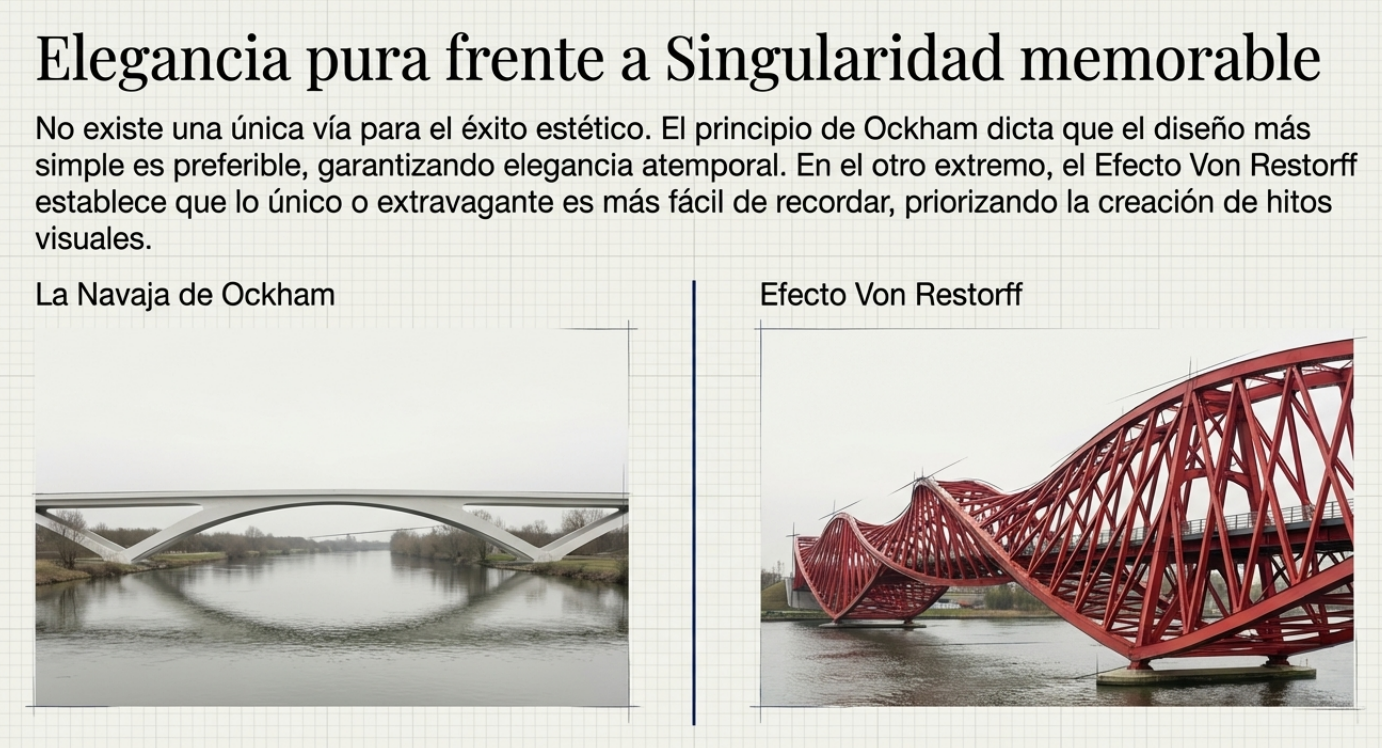
La navaja de Ockham frente a la trampa de la espectacularidad.
En la crítica de diseño solemos debatir entre dos filosofías contrapuestas:
Pureza formal (Navaja de Ockham): defiende que el diseño más simple entre soluciones equivalentes es el mejor. Puentes como el Stari Most o el puente Kintai demuestran que la elegancia de las proporciones y la honestidad estructural son inmunes a las modas.
Memorabilidad (efecto von Restorff): la búsqueda de lo excepcional para que se grabe en la memoria, como el puente Helix o el puente de la Torre de Londres.
Como profesionales, debemos advertir sobre los peligros del efecto von Restorff. Que un puente sea memorable no significa que sea «bueno». La espectacularidad gratuita a menudo se convierte en esclava de la tendencia del momento. La verdadera durabilidad estética reside en la simplicidad y la armonía técnica; un diseño que no grita suele ser el que más tiempo permanece en el imaginario colectivo.
El puente como destino: la escala de la experiencia.
Los puentes que han sobrevivido durante siglos en el afecto popular, como el Puente de Carlos en Praga o el Ponte Vecchio en Florencia, comparten un secreto: dejaron de ser «vías» para convertirse en «lugares». Estos puentes no solo se admiran desde la orilla, sino que se viven.
Para convertir una infraestructura en un destino, es fundamental atender a la escala humana.
Espacios interiores dramáticos: el uso de cubiertas y tejados (como en el puente Khaju) crea una atmósfera arquitectónica que trasciende el mero hecho de cruzar.
Integración del arte y el mobiliario: esculturas, barandillas estructurales y detalles ornamentales que invitan al peatón a detenerse.
El puente como mirador: diseñar el paso para que el usuario no solo pase, sino que experimente el paisaje a través de vistas enmarcadas y reflejos intencionados.
Conclusión: lo bello es consecuencia de lo correcto.
La durabilidad estética no es algo que se añada al final del proyecto, sino que es consecuencia de la integridad técnica y del respeto cultural. Un diseño excelente puede morir prematuramente si su mantenimiento exige añadidos posteriores que traicionen la intención original del autor. Por ello, la elección de materiales nobles y una concepción que facilite su conservación son decisiones de diseño fundamentales.
Como bien expresa el aforismo japonés: «Lo bello es la consecuencia de lo correcto».
Un puente ideal debe ser funcional y coherente, pero, sobre todo, debe integrarse en su entorno con una escala adecuada. Al proyectar las venas de nuestras ciudades futuras, debemos hacernos la siguiente pregunta: ¿Estamos diseñando objetos de consumo inmediato que la historia devorará en cincuenta años o estamos construyendo monumentos que las generaciones del siglo XXII protegerán como su legado más preciado?
Te dejo una conversación en la que puedes escuchar algunas de las ideas más interesantes.
En este vídeo se resumen bien los conceptos tratados.
Puente de Quebec, Canadá. Por Murielle Leclerc, CC BY-SA 3.0, https://commons.wikimedia.org/w/index.php?curid=20033047
Introducción: El puente que tuvo que caer para enseñar a construir.
Las grandes obras de la humanidad a menudo esconden historias de sacrificio y fracaso. Las estructuras que hoy admiramos por su grandeza fueron, en su momento, escenarios de tragedias que nos obligaron a aprender de la peor manera posible. Pocos ejemplos son tan crudos y reveladores como el del puente de Quebec, en Canadá. Su historia no solo es la de un colapso, sino también la de una catástrofe que sacudió los cimientos de la ingeniería y redefinió para siempre el significado de construir con responsabilidad.
La catástrofe del puente de Quebec no solo fue una tragedia de acero retorcido y vidas perdidas, sino también el catalizador que forjó una nueva conciencia ética en toda una profesión. Su legado no se mide en toneladas de acero, sino en los principios que hoy rigen la profesión de la ingeniería en Canadá y en todo el mundo.
A continuación, desvelamos cinco datos impactantes y poco conocidos sobre su catastrófica construcción que transformaron la ingeniería moderna.
1. El desastre ocurrió dos veces, no una.
La memoria colectiva recuerda el estruendoso colapso de 1907, pero la trágica historia del puente de Quebec no terminó ahí. La estructura falló catastróficamente en dos ocasiones distintas, con nueve años de diferencia entre ellas.
El primer colapso, ocurrido el 29 de agosto de 1907, se produjo durante la fase final de la construcción del brazo sur. Sin previo aviso, casi 19 000 toneladas de acero se precipitaron al río San Lorenzo en menos de 15 segundos. El estruendo fue tan violento que los habitantes de la ciudad de Quebec, situada a diez kilómetros de distancia, creyeron que se trataba de un terremoto. Murieron 75 trabajadores (otras fuentes hablan de 76). La investigación posterior determinó que la causa inmediata había sido el fallo por pandeo del cordón de compresión A9L, una viga masiva situada cerca del pilar principal, debido a un diseño deficiente de su entramado interno.
Desastre del puente de Quebec. Restos tras el colapso del tramo sur en 1907, que causó la muerte de 75 personas. Courtesy of Dominion Bridge Company Ltd./Library and Archives Canada/PA-109498
El segundo colapso (11 de septiembre de 1916) ocurrió durante el rediseño y la reconstrucción del puente. Mientras se izaba la sección central de 5000 toneladas para conectar los dos brazos del puente, se fracturó una pieza de fundición del equipo de elevación. La enorme pieza de acero se desplomó al río ante la mirada de miles de espectadores, llevándose la vida a otros trece trabajadores.
Como sombrío monumento a la tragedia, esa sección central, caída en 1916, todavía descansa en el lecho del río San Lorenzo. Este doble desastre subrayó la inmensa dificultad del proyecto y la necesidad de revisar por completo las prácticas y la ética de la ingeniería.
2. La «arrogancia» de un solo ingeniero fue la causa raíz.
El colapso de 1907 no fue un simple error de cálculo, sino que, en gran medida, fue el resultado de la soberbia profesional. La Comisión Real de Investigación, creada para analizar el desastre, señaló a un responsable principal: Theodore Cooper, uno de los ingenieros de puentes más prestigiosos de Estados Unidos de su época.
La arrogancia de Cooper se puso de manifiesto en una serie de decisiones fatales. La más grave fue ordenar, para ahorrar costes, alargar el vano principal del puente de 490 a 550 metros. Como concluyó la Comisión, se cometió «un grave error al asumir el peso muerto en los cálculos con un valor demasiado bajo y al no revisar posteriormente esta suposición». El peso real de la estructura era entre un 10 % y un 30 % mayor que el calculado, lo que constituyó un fallo directo de su supervisión. Su mala salud le impidió visitar la obra, por lo que la dirigió desde su oficina en Nueva York.
Esta negligencia se convirtió en una tragedia cuando Norman McLure, un joven ingeniero contratado por Cooper para inspeccionar la zona, empezó a enviar informes alarmantes. Las vigas de compresión inferiores, los cordones masivos que soportaban el peso, mostraban un pandeo visible, es decir, se estaban doblando. Cuando McLure se lo comunicó, la primera reacción de Cooper fue mostrarse incrédulo: «¿Cómo ha podido suceder eso?». Cooper desarrolló su propia teoría a distancia: las vigas debían haber sido golpeadas por equipos de elevación. McLure investigó y no encontró ninguna prueba. Las vigas continuaban doblándose bajo el peso mal calculado.
La arrogancia de Cooper alcanzó su punto álgido cuando Robert Douglas, un ingeniero del Gobierno canadiense, criticó las tensiones inusualmente altas de su diseño. Cooper respondió de forma tajante:
“This puts me in the position of a subordinate, which I cannot accept.”
La tragedia fue el resultado de un fallo de comunicación. El 29 de agosto, tras la insistencia de McLure, Cooper envió por fin un telegrama a la oficina de la constructora en Pensilvania en el que escribió: «No añadan más carga al puente». Sin embargo, asumió que el mensaje se transmitiría y que se detendrían los trabajos. No fue así. La gerencia del lugar ignoró la orden y decidió esperar hasta el día siguiente para actuar. A las 17:30 h de esa misma tarde, el puente se derrumbó.
3. La tragedia transformó para siempre a la comunidad Mohawk.
La catástrofe de 1907 no solo fue una tragedia de ingeniería, sino también un profundo trauma cultural para la comunidad Mohawk de Kahnawake, cuyos hombres eran reconocidos por su extraordinaria habilidad y valentía para trabajar en las alturas.
El coste humano fue devastador. De los 75 trabajadores que murieron en el primer derrumbe, 33 eran hombres Mohawk de la pequeña comunidad de Kahnawake. La pérdida fue tan grande que cuatro apellidos de la comunidad desaparecieron por completo tras la tragedia.
Lo que sucedió después fue un acto de resiliencia social sin precedentes. Las mujeres Mohawk, en un acto de «decisión matriarcal histórica», se reunieron y dictaminaron una nueva ley para proteger a su pueblo: nunca más se permitiría que los hombres de Kahnawake trabajaran todos juntos en un mismo proyecto de construcción. A partir de ese momento, debían dispersarse en pequeños grupos por toda Norteamérica.
Esta decisión tuvo una consecuencia inesperada y extraordinaria. Los herreros Mohawk se extendieron por Canadá y Estados Unidos, convirtiéndose en una fuerza laboral de élite en la construcción de los rascacielos más icónicos de Nueva York, como el Empire State Building, el Chrysler Building, el puente George Washington y, décadas después, el World Trade Center.
Anillo de hierro usado por los ingenieros canadienses – Imagen: WikiMedia.
4. El famoso anillo de hierro de los ingenieros no proviene del puente (pero la razón es más profunda).
En Canadá, los ingenieros recién graduados participan en una ceremonia solemne llamada «El Ritual de la Vocación de un Ingeniero», en la que reciben un anillo de hierro que llevan en el dedo meñique de la mano con la que escriben. Durante décadas ha circulado la poderosa leyenda de que los primeros anillos se fabricaron con el acero del puente de Quebec que se derrumbó.
Aunque es una historia bonita, es falsa. Fuentes oficiales, como «The Corporation of the Seven Wardens», que administra el ritual, confirman que se trata de un mito simbólico. Sin embargo, su verdadero origen está directamente ligado a una tragedia. El profesor H.E.T. Haultain, al sentir que la profesión necesitaba un «nexo de unión» moral, impulsó la creación de un juramento. Para ello, contó con la ayuda de una de las figuras literarias más importantes de la época: el autor y premio Nobel Rudyard Kipling.
Kipling escribió el texto del juramento (la «Obligación») y ayudó a diseñar el anillo. La primera ceremonia tuvo lugar el 25 de abril de 1925. La razón por la que se refuta activamente el mito es profunda: los anillos se fabrican con acero inoxidable estándar para garantizar que el mensaje sea la responsabilidad, no la superstición. Su superficie áspera sirve de recordatorio constante de las consecuencias de un trabajo mal hecho y del deber de servir a la humanidad por encima de todo.
Conclusión: un monumento de acero y una lección eterna.
Hoy en día, el puente de Quebec sigue en pie. Ostenta el récord del puente tipo ménsula más largo del mundo y es un eslabón vital del transporte en Canadá. Sin embargo, su verdadera grandeza no radica en sus miles de toneladas de acero, sino en las lecciones indelebles que se aprendieron de sus escombros. Es un monumento a las 88 personas que perdieron la vida en sus dos derrumbes y un recordatorio perpetuo de las consecuencias del error y de la arrogancia humana.
Su legado más duradero es invisible: los estándares éticos y la cultura de la responsabilidad que obligó a crear. El Ritual de la Vocación de un Ingeniero, nacido de su fracaso, ha sido adoptado por más de medio millón de ingenieros y se ha convertido en un poderoso símbolo de la profesión. La tragedia nos dejó una pregunta que sigue resonando hoy con más fuerza que nunca: ¿qué «puentes» estamos construyendo hoy con las nuevas tecnologías y prestando suficiente atención a las lecciones de humildad y responsabilidad que nos dejó esta tragedia de hace más de un siglo?
En este audio se recoge una conversación en la que se analizan los aspectos más relevantes de los desastres sufridos por este puente y por el Anillo de Hierro.
Este vídeo constituye una buena síntesis de las ideas fundamentales del artículo.
En este documento se sintetiza la información anterior.
Acaban de publicar un artículo nuestro en Results in Engineering, una de las revistas de mayor impacto científico, ubicada en el primer decil del JCR. Este trabajo trata sobre un sistema avanzado para el seguimiento de la salud estructural (SHM, por sus siglas en inglés) y la optimización de puentes de gran envergadura y estáticamente indeterminados (hiperestáticos).
La investigación se enmarca en el proyecto RESILIFE, que dirijo como investigador principal en la Universitat Politècnica de València. Además, muestra la internacionalización de nuestro grupo de investigación, en este caso, con China. A continuación, se presenta un resumen del trabajo y de la información de contexto.
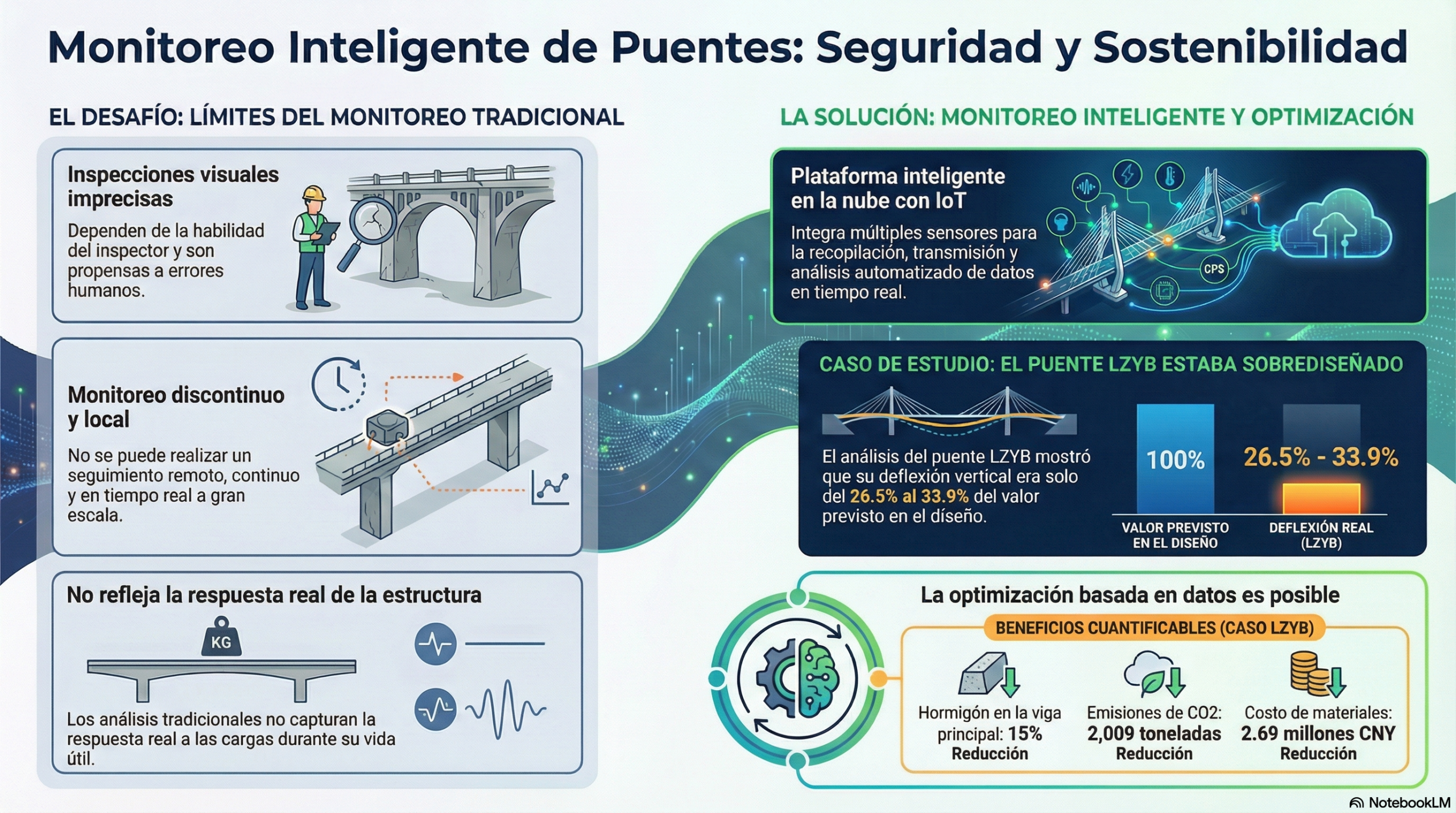
El problema central que se aborda en este trabajo es la insuficiencia de los métodos de supervisión tradicionales, ya que no permiten una vigilancia continua, en tiempo real y a distancia, crucial para garantizar la seguridad, la longevidad y el mantenimiento rentable de estas complejas infraestructuras.
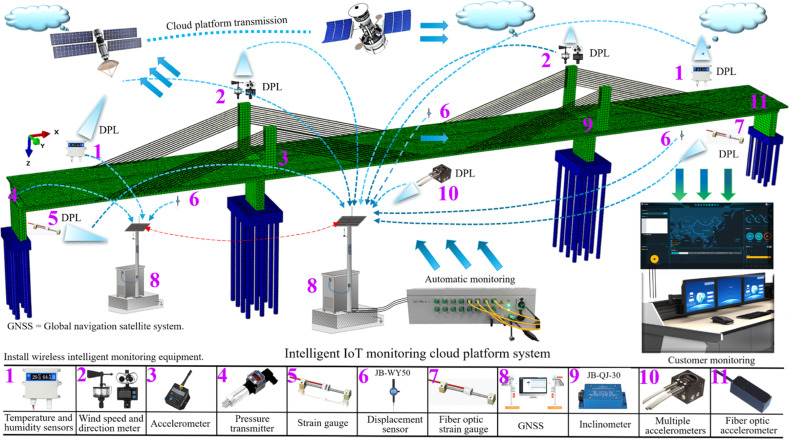
La solución propuesta es una plataforma inteligente en la nube para el control y la alerta temprana que integra la informática, la ingeniería de comunicaciones, el control y la automatización y la mecánica de ingeniería. Este sistema combina los datos de supervisión en tiempo real, obtenidos mediante la tecnología de Internet de las Cosas (IoT), con modelos de elementos finitos (FEM) para evaluar con precisión el estado de la estructura.
Su eficacia se demostró mediante un estudio de caso del Puente del Río Amarillo en China (LZYB). El análisis de los datos de seguimiento y las simulaciones por elementos finitos revelaron que el diseño original del puente era excesivamente conservador, ya que la deflexión vertical real bajo cargas operativas representaba entre el 26,5 % y el 33,9 % del valor predicho en el diseño.
Con base en este hallazgo, se optimizó el diseño de la viga principal del puente, lo que permitió reducir el volumen de hormigón de la losa de fondo en un 15 %. Un análisis posterior del ciclo de vida (LCA) cuantificó los beneficios de esta optimización, que incluyen una reducción de 2009,65 toneladas de emisiones de CO₂ y un ahorro económico de 2 694 189,55 CNY, sin comprometer la seguridad ni el rendimiento estructural. Este enfoque representa un nuevo paradigma para el mantenimiento seguro, económico y sostenible de infraestructuras críticas.
1. Introducción y desafíos de la auscultación estructural.
Los puentes de gran envergadura y estáticamente indeterminados están sometidos a múltiples factores que pueden afectar a su integridad, como la respuesta dinámica de la estructura y el daño por fatiga acumulada debido a la interacción de cargas múltiples y condiciones ambientales complejas. Las microfisuras internas pueden propagarse hasta convertirse en fisuras macroscópicas y provocar la inestabilidad y el fallo de la estructura.
1.1. Limitaciones de los métodos tradicionales.
Inspección visual: los métodos iniciales, basados en la inspección visual realizada por personal cualificado para detectar defectos superficiales, como las grietas por fatiga, son imprecisos y propensos a errores.
Supervisión de la salud estructural (SHM) convencional: ha mejorado la precisión, pero enfrenta desafíos como la falta de sensores adecuados para el monitoreo autónomo a largo plazo y de algoritmos eficaces para predecir y diagnosticar daños locales por fatiga.
Enfoques basados en algoritmos: existen dos métodos principales: los basados en modelos, que utilizan un modelo de elementos finitos preciso, pero que consumen mucho tiempo, y los basados en datos, que analizan series temporales continuas, pero que pueden verse limitados por las bajas tasas de transmisión de datos de las redes inalámbricas.
El estudio aborda estas limitaciones combinando las ventajas de ambos enfoques e integrando algoritmos innovadores de alta eficiencia para avanzar en la monitorización continua de la salud estructural.
2. Marco teórico e innovación del sistema.
El trabajo establece un modelo teórico complejo y una plataforma inteligente que integra múltiples disciplinas para superar las barreras técnicas del seguimiento tradicional.
2.1. Puntos clave de la innovación.
Modelo interdisciplinario: se desarrolló un modelo teórico modal complejo, multifactorial y de múltiples fuentes que combina la ciencia de la computación, la ingeniería de comunicaciones, el control y la automatización y la mecánica de ingeniería. Este modelo analiza el impacto de múltiples factores en las estructuras de los puentes y permite realizar un seguimiento de alertas tempranas en una plataforma en la nube.
Supervisión basada en IoT: se adopta un monitoreo en línea, automatizado y en tiempo real basado en el Internet de las cosas (IoT). De este modo, se soluciona la incapacidad de la tecnología tradicional para lograr un seguimiento espaciotemporal continuo y a gran distancia, y se transforma el seguimiento de un «basado en puntos, indirecto y de ajuste de curvas» a otro «espacial, directo y continuo».
Sistema de alerta temprana: proporciona un modelo eficaz de control y de alerta temprana para diversos tipos de deterioro, como grietas, deformaciones, envejecimiento y vibración dinámica. Valida la viabilidad de la estructura en términos de integridad, seguridad, durabilidad y control de la resistencia.
2.2. Componentes del modelo teórico.
El modelo matemático integra varios análisis para evaluar el estado de la estructura:
Daño por fatiga estructural: utiliza un modelo de daño por fatiga acumulativa no lineal para analizar la propagación de las fisuras y la degradación continua del módulo de elasticidad del hormigón.
Daño por fatiga del acero: se considera que la vida útil del puente está determinada principalmente por la fatiga de las barras de acero. El modelo calcula la profundidad crítica de la fisura y la tensión residual del acero.
Efecto de cargas múltiples: se aplica un modelo de mezcla gaussiana para analizar los datos de monitorización, que presentan una distribución de picos múltiples, y se calcula la deflexión total considerando la carga viva, la tensión térmica, la pérdida de pretensado y la retracción y la fluencia del hormigón.
Acoplamiento vehículo-puente: Construye una ecuación de un sistema de movimiento acoplado para analizar las interacciones mecánicas entre los vehículos y el puente.
Optimización dinámica estructural: utiliza un modelo matemático basado en la función lagrangiana para realizar un diseño de optimización dinámica con un ritmo de convergencia rápido.
3. Estudio de caso: el puente del río Amarillo (LZYB)
La metodología se aplicó a esta estructura atirantada, con un vano principal de 360 metros, ubicada en China.
3.1. Descripción del puente y sistema de control
Especificaciones: El LZYB es un puente extragrande para autopista de cuatro carriles con torres romboidales de hormigón armado (C50), una altura de torre de hasta 151 metros y cables atirantados de haces de alambre de acero paralelos galvanizados.
Sistema de monitorización: se instalaron 374 dispositivos de 10 tipos diferentes, incluidos sensores de temperatura y de humedad, acelerómetros, extensómetros y sensores de fibra óptica, entre otros. Estos dispositivos se ubicaron en puntos críticos de momento flector y de fuerza cortante, determinados mediante principios de mecánica y el modelo FEM. Los datos se transmiten en tiempo real a una plataforma en la nube basada en internet de las cosas (IoT, por sus siglas en inglés) para su análisis y alerta temprana.
Número
Elementos de control
Indicadores de alerta
Método de adquisición
1
Análisis del modelo de vehículo
Identificación de carga nominal (nº de ejes, longitud)
Videovigilancia
2
Análisis del flujo de tráfico
Autopista de 4 carriles (ADT 2 500-55 000 vehículos)
Videovigilancia; captura de video
3
Análisis de sobrepeso
Límite de 49 toneladas (se detectaron 82.5; 110 ton)
Frecuencia natural inferior al valor teórico calculado
Equipo de monitorización de fibra óptica
3.2. Análisis de los datos de monitorización en tiempo real (abril-julio).
Cargas de tráfico: se observó un crecimiento mensual significativo en el volumen total de tráfico, en el número de vehículos con sobrepeso y en el de vehículos que circulaban a exceso de velocidad. El tráfico medio diario osciló entre 7319 y 14 431 vehículos, con picos en junio y julio.
Respuesta estructural (deformación): la respuesta de deformación bajo cargas de vehículos mostró una distribución de picos múltiples. El análisis identificó que dicha respuesta se concentraba en la sección de 3.50 L a 5.50 L del lado oeste.
Acoplamiento temperatura-deflexión: se halló una fuerte correlación positiva entre la temperatura ambiental y la deflexión de la viga principal (R² = 0,6953). La deflexión máxima registrada fue de 628,9 mm. El análisis identificó las zonas de la viga principal en las que la influencia de la temperatura sobre la deflexión era más marcada.
3.3. Acoplamiento y análisis mediante el modelo de elementos finitos (MEF).
Se creó un modelo 3D del LZYB en Abaqus/CAE 2021 para simular su comportamiento bajo cargas de diseño. Los resultados de la simulación fueron los siguientes:
Energía: la energía máxima se concentró en la losa de fondo de la viga principal, entre los vanos 2 y 3.
Deformación: la máxima deformación (0,004813 µε) se observó en la parte media de los cables atirantados.
Tensión: La tensión máxima (991,175 MPa) se localizó también en los cables atirantados, concretamente en el cable 3-1.
Desplazamiento: El desplazamiento vertical máximo calculado fue de 0,002267 metros en el centro del vano principal (sección 6L/12 de la viga).
4. Discusión: optimización y evaluación de la sostenibilidad.
La comparación entre los datos de supervisión en tiempo real y los resultados del FEM sirvió de base para optimizar el diseño.
4.1. Redundancia estructural identificada.
El análisis comparativo reveló una discrepancia significativa: la deflexión vertical global del puente durante su funcionamiento (entre 0,0021 y 0,5944 m) representaba entre el 26,50 % y el 33,90 % del valor máximo predicho por el modelo FEM con cargas de diseño (hasta 2,2434 m). Este hecho indica que el diseño estructural es significativamente conservador o «redundante».
4.2. Optimización del diseño de la viga principal.
Aprovechando la redundancia identificada, se llevó a cabo un proceso de optimización del diseño acoplado de la viga principal. Se analizó el impacto de reducir el volumen de hormigón de la viga de forma iterativa.
Resultado de la optimización: se determinó que era posible reducir el volumen de hormigón de la losa de fondo de la viga principal en un 15 % (es decir, reducir su espesor a 70 mm) sin comprometer el cumplimiento de los requisitos de rendimiento bajo las cargas de diseño originales.
4.3. Evaluación del ciclo de vida (LCA) y de los beneficios.
Se realizó una evaluación del ciclo de vida (LCA) para cuantificar los beneficios ambientales y económicos del diseño optimizado.
Beneficios ambientales y económicos: la reducción del 15 % del hormigón utilizado en la viga principal se traduce en un ahorro significativo a lo largo de todo el ciclo de vida del proyecto.
Indicador de evaluación
Reducción
Calentamiento global (GWP100a)
2009,65 toneladas de CO2 eq.
Acidificación (AP)
8,86 toneladas de SO2 eq.
Eutrofización (FEP)
7,12 toneladas de PO4 eq.
Polvo en suspensión (PMFP)
79,63 toneladas
Ahorro económico (coste de material)
2 694 189,55 CNY
5. Conclusiones y hallazgos clave
La investigación demuestra con éxito la viabilidad de un sistema inteligente de supervisión en la nube, acoplado a un modelado FEM, para analizar la seguridad y optimizar el diseño de puentes de gran envergadura.
Resultados clave:
Fallo de cables: el fallo de los cables es un factor crítico para la estabilidad de los puentes atirantados y debe ser un objetivo principal del seguimiento.
Ubicación de la tensión máxima: la tensión más alta se concentra en los cables más largos (en este caso, el cable n.º 10), específicamente en la zona situada a menos de 2 metros de la parte superior de la torre principal.
Diseño del sistema de monitorización subóptimo: el diseño actual de los puntos de control resulta ineficiente. No hay sensores en la parte superior de la torre, donde la tensión es máxima, mientras que hay demasiados en la viga principal.
Enfoque del mantenimiento: el mantenimiento rutinario de los cables atirantados debe centrarse en las zonas de conexión de la parte superior de la torre y de la viga principal.
Innovación y limitaciones: La principal innovación del estudio consiste en aplicar de manera sistemática datos medidos y el modelado FEM 3D para resolver problemas de seguridad y optimización en puentes complejos. Esto ofrece un ejemplo práctico de supervisión en tiempo real y de análisis de la solidez de los datos. Una limitación reconocida es la falta de un estudio en profundidad sobre los efectos destructivos de las sobrecargas de peso y de velocidad, lo que sugiere una línea de investigación para el futuro.
Acaban de publicar un artículo nuestro en Structural Engineering and Mechanics, una de las revistas de referencia del JCR. Este trabajo sintetiza los resultados de un estudio en el que se presenta un marco de optimización multiobjetivo innovador para el diseño de pasarelas peatonales con estructuras mixtas de acero y hormigón.
La investigación se enmarca en el proyecto RESILIFE, que dirijo como investigador principal en la Universitat Politècnica de València. A continuación, se presenta un resumen del trabajo y de la información contextual.
El objetivo principal de esta investigación ha sido equilibrar la eficiencia económica y medioambiental con la seguridad estructural y el confort del usuario, integrando de manera única la resiliencia ante incendios. A diferencia de investigaciones previas, este trabajo incorpora seis escenarios distintos de exposición al fuego, desde 320 hasta 720 segundos, para evaluar el rendimiento de la estructura en condiciones extremas.
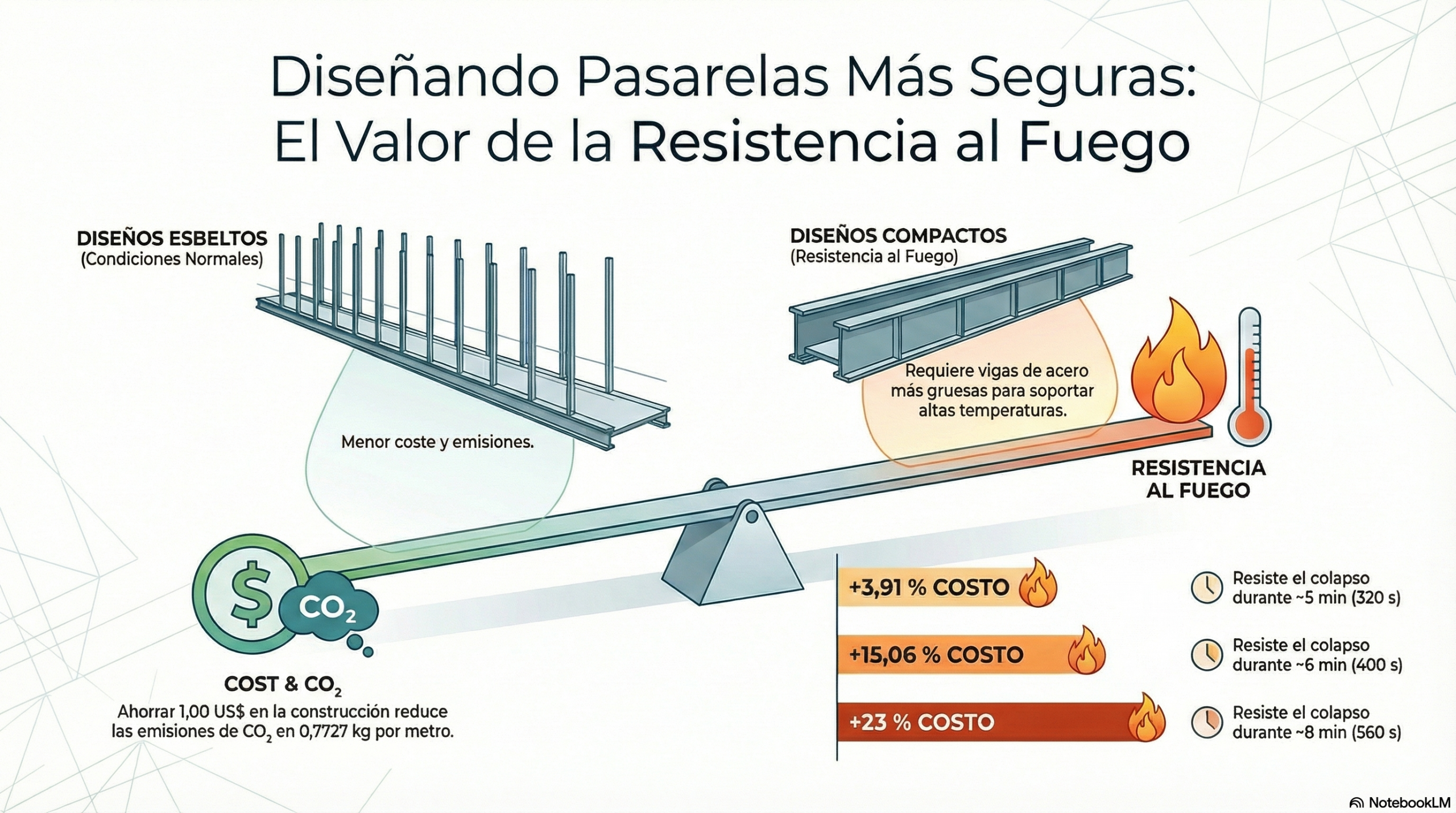
Los resultados revelan una relación directa y lineal entre el coste y las emisiones de CO₂, lo que demuestra que por cada dólar estadounidense (1 USD) ahorrado en el coste por metro de la estructura, se reduce la emisión de 0,7727 kg de CO₂. Este descubrimiento posiciona la optimización de costes como una estrategia que favorece la sostenibilidad económica y medioambiental.
Un descubrimiento clave es que se pueden lograr mejoras sustanciales en la seguridad contra incendios con inversiones moderadas. Un aumento del 23 % en el coste permite que la estructura resista casi 8 minutos (460 segundos) de exposición al fuego antes de colapsar, mientras que incrementos menores, del 3,91 % y 15,06 %, aseguran la estabilidad durante 320 y 400 segundos, respectivamente. El estudio también pone de manifiesto un cambio fundamental en la configuración del diseño óptimo: mientras que los diseños esbeltos son más eficientes en términos de coste y emisiones en condiciones normales, las configuraciones más compactas son necesarias para garantizar la seguridad en caso de exposición prolongada al fuego. Estos resultados ofrecen directrices prácticas para el desarrollo de infraestructuras urbanas más seguras, resilientes y sostenibles.
1. Marco de optimización multiobjetivo.
El estudio aborda una brecha crítica en ingeniería estructural: la falta de investigaciones que apliquen métodos de optimización a infraestructuras reales, integrando simultáneamente criterios de sostenibilidad (económicos, medioambientales y sociales) y de seguridad, especialmente en condiciones extremas, como la exposición al fuego.
1.1. Metodología aplicada
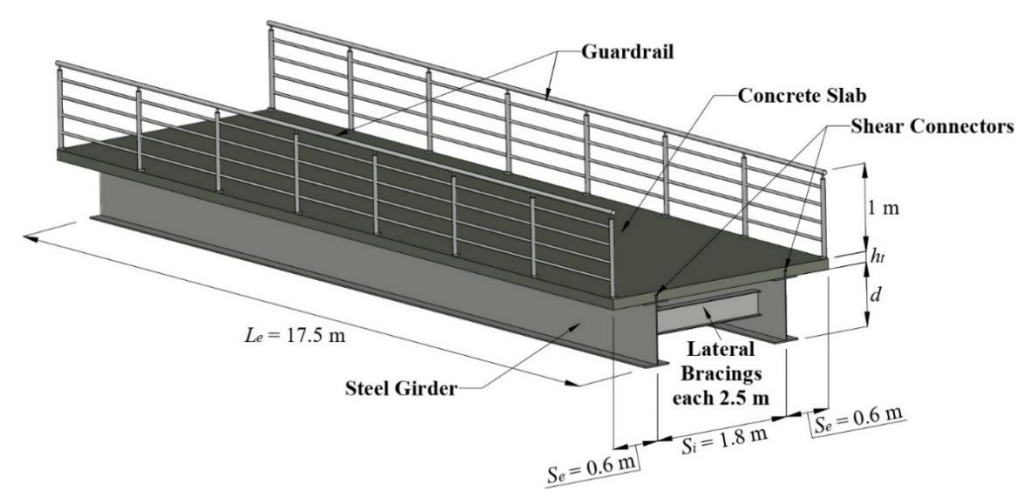
El análisis se centra en una pasarela peatonal de estructura mixta de acero y hormigón, con una luz de 17,5 metros, ubicada en el sur de Brasil. Con el fin de hallar las soluciones óptimas, se empleó un algoritmo de Búsqueda de Armonía Multiobjetivo (MOHS, por sus siglas en inglés), desarrollado a medida en Python. El proceso de optimización busca minimizar simultáneamente tres funciones objetivo:
Coste: coste de los materiales necesarios para construir la estructura, basado en los precios del mercado brasileño.
Emisiones de CO₂: el impacto ambiental, medido por las emisiones de CO₂ asociadas a la producción de los materiales, para lo que se han utilizado indicadores específicos de la región objeto de estudio.
Aceleración vertical máxima: medida del confort de los peatones, calculada a partir de las vibraciones inducidas por su movimiento.
El modelo tiene en cuenta ocho variables de diseño discretas, como el espesor de la losa de hormigón y las dimensiones de las vigas de acero, lo que da como resultado un espacio de búsqueda de 7×10¹¹ soluciones posibles.
Ilustración de la pasarela mixta
1.2. Escenarios de exposición al fuego.
Una de las innovaciones centrales del estudio es incorporar la resiliencia al fuego en el proceso de optimización. Se ha simulado un escenario de incendio de un vehículo debajo de una pasarela utilizando una curva tiempo-temperatura específica, desarrollada a partir de pruebas experimentales realizadas en puentes no confinados. Además de la condición a temperatura ambiente (0 segundos), se analizaron seis periodos de exposición al fuego que provocaron una degradación significativa de las propiedades mecánicas del acero.
Periodo de exposición al fuego (s)
Temperatura del acero (°C)
Factor de reducción (límite elástico)
Factor de reducción (módulo de elasticidad)
0
20
1,00
1,00
320
200
1,00
0,90
400
300
1,00
0,80
460
400
1,00
0,70
510
500
0,78
0,60
560
600
0,47
0,31
720
700
0,23
0,13
2. Hallazgos clave y análisis de resultados.
El proceso de optimización generó un frente de Pareto tridimensional que muestra los equilibrios entre coste, emisiones y confort en los distintos escenarios de incendio.
2.1. Relación lineal entre el coste y las emisiones de CO₂.
Se identificó una relación directa y consistente entre el coste de fabricación y las emisiones de CO₂ en todos los escenarios analizados. Los datos demuestran que cada real brasileño (R$) ahorrado mediante la optimización equivale a una reducción de 0,1358 kg de CO₂. Convertido a dólares estadounidenses, esto equivale a una reducción de 0,7727 kg de CO₂ por cada dólar estadounidense ahorrado por metro de pasarela.
Esta correlación confirma que la optimización económica es una herramienta eficaz para promover la sostenibilidad medioambiental, especialmente en regiones que necesitan desarrollar infraestructuras sin sacrificar la eficiencia económica.
2.2. Intercambio entre la resistencia al fuego y el coste.
Como era de esperar, aumentar la resistencia de la estructura al fuego implica un mayor coste y, por tanto, más emisiones. Sin embargo, el estudio demuestra que es posible lograr mejoras significativas en la seguridad con incrementos de coste relativamente bajos o moderados.
Un incremento del 3,91 % en el coste permite que la estructura resista durante 320 segundos (5 minutos) de fuego.
Un incremento del 15,06 % extiende la resistencia a 400 segundos (6,5 minutos).
Un incremento moderado del 23 % evita el colapso durante casi ocho minutos (460 segundos), lo que proporciona un tiempo valioso para la evacuación.
Diseñar para resistir un incendio de 12 minutos (720 segundos) incrementa el coste en más del 400 %, por lo que resulta inviable en la mayoría de los casos.
2.3. Impacto en el confort de los peatones.
Los objetivos de coste y confort son conflictivos: un mayor confort (menor aceleración vertical) exige una mayor rigidez estructural, lo que se traduce en un mayor consumo de materiales.
Pasar de un nivel de confort «mínimo» a «medio» implica un aumento del coste promedio del 44 %.
Mejorar el nivel de confort de «medio» a «máximo» solo requiere un aumento promedio del 6 % en el coste, lo que sugiere que es una inversión factible en la mayoría de los escenarios.
La excepción es el escenario de 12 minutos de fuego, en el que alcanzar el nivel de confort «máximo» supone un 68 % más que el «medio», debido a la grave degradación del rendimiento del acero.
3. Implicaciones prácticas y configuraciones óptimas de diseño.
El análisis de las variables de diseño de las soluciones óptimas revela patrones claros y ofrece implicaciones prácticas para la ingeniería.
3.1. Evolución del diseño en función de la exposición al fuego.
La configuración geométrica óptima de la pasarela varía drásticamente según el tiempo de exposición al fuego considerado.
En ausencia de fuego o con una exposición breve, la solución más eficiente es un diseño de alta esbeltez, con vigas de acero altas y delgadas que se acercan a los límites normativos. Así se minimiza el consumo de material, lo que reduce costes y emisiones.
Con una exposición prolongada al fuego (es decir, superior a 510 segundos), la solución óptima se desplaza hacia configuraciones más compactas y menos esbeltas. Se observa un aumento considerable del espesor del alma y de las alas de las vigas de acero.
Este cambio se debe a que, a altas temperaturas, el límite de esbeltez (que depende del módulo de elasticidad y del límite elástico del acero) disminuye considerablemente. En los escenarios más extremos, el límite de esbeltez deja de ser una restricción activa y el algoritmo prioriza la robustez geométrica para cumplir con otros requisitos de diseño.
Periodo de exposición (s)
Esbeltez óptima / Límite de esbeltez
0
99,17 %
460
99,54 %
560
68,45 %
720
46,98 %
3.2. Estrategias de materiales.
Preferencia por el acero: el estudio revela que, para aumentar la seguridad contra incendios, es más rentable y sostenible incrementar el consumo de acero (a pesar de la degradación de sus propiedades) que aumentar la rigidez mediante una losa de hormigón más gruesa.
Interacción total: en todas las soluciones óptimas de menor coste, el grado de interacción entre la viga de acero y la losa de hormigón es del 100 % (α = 1,0), lo que indica que el comportamiento compuesto completo es la opción más eficiente.
4. Conclusiones principales
El estudio presenta un marco sólido para el diseño de pasarelas mixtas de acero y hormigón y demuestra que es posible equilibrar sostenibilidad, economía y seguridad. Las conclusiones más relevantes son las siguientes:
Sostenibilidad y coste vinculados: existe una relación lineal y cuantificable entre la reducción de costes y la disminución de las emisiones de CO₂, por lo que la optimización económica puede utilizarse como herramienta para la sostenibilidad ambiental.
Seguridad contra incendios asequible: es posible mejorar significativamente la seguridad de una pasarela ante un incendio con incrementos de coste moderados y económicamente viables.
El diseño se adapta al riesgo: la configuración óptima de una estructura no es universal; los diseños esbeltos son ideales para condiciones normales, pero las configuraciones compactas son cruciales para la resiliencia en escenarios de incendio prolongados.
Implicaciones para el diseño: los resultados subrayan la importancia de incorporar escenarios de riesgo extremo en las primeras fases del diseño estructural para crear infraestructuras más seguras y resilientes sin comprometer desproporcionadamente los recursos.
Estas conclusiones se aplican únicamente a la tipología de estructura y al escenario de incendio estudiados, así como a los costes y a los factores de emisión regionales. Por tanto, se requieren más investigaciones para validar y extender estos resultados a otros contextos.
Figura 1. Construcción por voladizos sucesivos. By Störfix [GFDL (http://www.gnu.org/copyleft/fdl.html) or CC-BY-SA-3.0 (http://creativecommons.org/licenses/by-sa/3.0/)], from Wikimedia Commons
Al cruzar un gran viaducto que se alza sobre un profundo valle, es inevitable preguntarse cómo se construye una estructura de esa magnitud sin apoyos en el suelo. No hay andamios que se eleven cientos de metros hasta alcanzar el tablero. La respuesta reside en un método constructivo que, a primera vista, parece desafiar la gravedad: la construcción mediante voladizos sucesivos.
El sistema de construcción por voladizos sucesivosin situ es un método avanzado para la construcción de puentes de hormigón pretensado desarrollado en la década de 1950. Está diseñado específicamente para superar grandes luces, de entre 60 y más de 200 metros, un rango en el que las soluciones tradicionales con cimbradas o empujadas no son viables. El principio fundamental consiste en construir el tablero del puente de manera progresiva y simétrica a ambos lados de una pila. El tablero se divide en segmentos denominados «dovelas», que se hormigonan in situ y se anclan a la sección previamente construida mediante cables de pretensado.
A continuación, desvelamos cinco claves que explican cómo la ingeniería hace posible levantar estos gigantes de hormigón «en el aire».
1. El equilibrio perfecto: construir hacia el vacío.
El principio esencial de este sistema es el equilibrio. En lugar de avanzar desde el terreno hacia arriba, el puente se construye hacia los lados desde la parte superior de cada pilastra, extendiéndose en voladizo en ambas direcciones simultáneamente. Cada nuevo segmento, o dovela, se añade alternativamente en ambos sentidos, manteniendo las cargas compensadas. Así, la pila actúa como un eje de un balancín: si un lado crece, el otro debe crecer también para mantener la estabilidad.
Figura 2. Esquema del principio de la construcción por voladizos. Dibujo: V. Yepes
Cuando, por necesidades de la obra, se avanza más en un extremo que en otro, se instalan apoyos provisionales para garantizar la seguridad. Por lo general, cada ciclo constructivo permite ejecutar un par de dovelas por semana. Estas piezas se fijan a la parte ya construida mediante pretensado, tensando cables de acero internos que comprimen el hormigón y le confieren una gran resistencia.
2. Las máquinas colgantes: los carros de avance.
La construcción en voladizo es posible gracias a unas máquinas tan ingeniosas como espectaculares: los carros de avance. Estas estructuras móviles se suspenden del tablero ya construido y sirven como plataformas de trabajo desde las cuales se colocan las armaduras, el encofrado y el hormigón fresco del siguiente tramo.
Históricamente, se empleaban dos tipos: los de vigas superiores y los de vigas inferiores. Los primeros, más ligeros, tendían a deformarse bajo el peso del hormigón, lo que podía provocar fisuras en las juntas. Los segundos resolvían este problema, pero requerían tensiones de pretensado mayores. La evolución tecnológica ha llevado a los carros autoportantes, sistemas más rígidos y precisos en los que el propio encofrado actúa como estructura indeformable. En la actualidad, son auténticas fábricas colgantes que avanzan paso a paso sobre el vacío construyendo el puente del que dependen.
Figura 3. Carro de avance moderno, anclado al tablero. http://www.sten.es/encofrados/viaductos/
3. El puente no es «un» puente hasta el final.
Durante gran parte del proceso, el puente no existe como estructura continua. Cada pila soporta dos voladizos independientes que se acercan sin tocarse. Solo al final del proceso se unen mediante dos operaciones críticas. En primer lugar, se ejecuta la dovela de cierre, es decir, el segmento que une físicamente los extremos de los voladizos. Sin embargo, en ese momento, la estructura aún se comporta como dos piezas simplemente apoyadas. La verdadera transformación se produce con el tesado de continuidad: se introducen nuevos cables de acero a lo largo del eje del tablero y se tensan, de modo que el conjunto se convierte en una viga continua. Tras este paso, el puente empieza a comportarse como una unidad estructural, aunque el proceso de ajuste no termina ahí. Con el tiempo, el hormigón experimenta una redistribución lenta de esfuerzos debido a la fluencia, una deformación progresiva que lleva la estructura a su estado de equilibrio final.
4. La dovela más compleja: el punto de partida.
Aunque una pareja de dovelas estándar puede ejecutarse en una semana, la dovela 0 —la primera— requiere una atención especial. Se construye directamente sobre la pila y sirve de base para instalar los carros de avance. A diferencia del resto, no se ejecuta con el sistema en voladizo, sino mediante procedimientos convencionales en tres fases: losa inferior, almas y losa superior.
Además, incorpora riostras interiores robustas para resistir las grandes cargas iniciales. Su ejecución puede prolongarse hasta cuatro semanas, a las que hay que sumar otro mes para el montaje de los equipos auxiliares. Es un proceso lento, pero esencial para que el resto del proceso se desarrolle con rapidez y seguridad.
5. Apuntar alto para acabar recto: el arte de la contraflecha.
A medida que el tablero avanza, su propio peso hace que los voladizos tiendan a descender ligeramente. Para compensar este efecto, los ingenieros aplican una contraflecha: cada dovela se construye unos milímetros por encima de su posición final. Cuando la estructura está terminada y las cargas se equilibran, el puente alcanza la alineación horizontal perfecta.
Este ajuste requiere un control predictivo extraordinario. Hay que tener en cuenta variables como el peso de cada dovela, la posición de los carros, la magnitud del pretensado, la fluencia del hormigón, la relajación de los cables y las deformaciones diferidas. Durante toda la obra se realiza un control topográfico continuo que compara la posición real con los cálculos previstos. Si se detectan desviaciones, se corrigen en el ciclo siguiente. Gracias a esta precisión, las dos mitades del puente que avanzan desde pilas opuestas pueden encontrarse en el centro del vano perfectamente alineadas y a la cota prevista.
La ingeniería invisible que nos sostiene.
Cada gran viaducto que vemos como una estructura estática es, en realidad, el resultado de una compleja coreografía de equilibrio, maquinaria y cálculo. La construcción mediante voladizos sucesivos combina precisión geométrica, control estructural y un profundo conocimiento del comportamiento del hormigón. La próxima vez que cruces un gran puente, quizá recuerdes que, durante meses, hubo bajo tus pies una auténtica danza de ingeniería suspendida en el aire.
Os dejo esta conversación en la que se habla sobre esta técnica de construcción de puentes.
En este vídeo tenéis un resumen de las ideas básicas, explicadas de forma divulgativa.
La madera fue el primer material estructural utilizado en la construcción de puentes, mucho antes que la piedra, el metal o el hormigón. La madera permite fabricar piezas lineales aptas para resistir esfuerzos de compresión y tracción y, por tanto, también de flexión. Su uso ha evolucionado desde los rudimentarios troncos apoyados en los cauces hasta las complejas estructuras actuales de madera laminada y materiales compuestos. En la actualidad, este material está experimentando un notable resurgimiento, impulsado por sus virtudes técnicas: una excelente relación resistencia-peso, facilidad de mecanizado y de transporte, y la capacidad de crear elementos prefabricados de gran longitud.
A diferencia de la mampostería, que requiere morteros y recurre al arco para salvar grandes luces, la madera permite ensamblajes con continuidad estructural. Esto permite diseñar diseños lineales, ligeros y flexibles que se adaptan a una amplia variedad de vanos. El desarrollo de la madera laminada encolada (en inglés, glulam), los adhesivos estructurales, los tratamientos de protección en autoclave y las normativas estandarizadas, como el Eurocódigo 5, han consolidado la madera como una alternativa duradera y viable frente a los materiales convencionales.
Clasificación estructural
Los puentes de placas de madera son estructuras que funcionan como placas continuas, normalmente compuestas por tableros de madera contralaminada (CLT), y tienen luces limitadas o se combinan con vigas para alcanzar dimensiones mayores. Por otro lado, los puentes de barras de madera están formados por piezas lineales que configuran vigas, arcos o cerchas (vigas reticuladas), lo que les permite cubrir luces más amplias.
Tipo estructural
Descripción
Luz típica
Vigas
Vigas macizas o de glulam, a menudo en configuraciones triarticuladas.
3 a 24 m
Viga reticulada (cercha)
Sistema triangulado (p. ej., tipo Howe o Pratt) de barras que operan bajo esfuerzo axial.
9 a 45 m
Arco triarticulado
Fabricado en glulam, sometido predominantemente a compresión.
12 a 70 m
Colgante
El tablero está suspendido mediante cables de acero anclados a mástiles.
Luces variables
De apertura
Tablero con piezas móviles o deslizantes.
Hasta 24 m
2. Evolución histórica de los puentes de madera.
Orígenes antiguos e ingeniería primitiva: La madera es uno de los materiales estructurales más antiguos que la humanidad ha utilizado para superar obstáculos naturales. Desde la prehistoria, concretamente desde la invención del hacha de piedra, alrededor del año 15 000 a. C., los seres humanos utilizaban troncos como puentes sobre ríos o arroyos. Los palafitos eran construcciones de madera levantadas sobre el agua, similares a los puentes. En algunas culturas subtropicales también empleaban lianas, que prefiguraban los puentes colgantes. No obstante, los ejemplos más sofisticados datan de épocas posteriores. Aunque en la Antigüedad clásica los puentes de piedra en arco fueron los más duraderos, la madera desempeñó un papel esencial en la ingeniería militar. Uno de los ejemplos más conocidos es el puente que Julio César construyó sobre el Rin, diseñado para montarse y desmontarse rápidamente aprovechando las corrientes del río para estabilizar sus uniones. Otro ejemplo es el legendario Ponte Sublicio (c. 642 a. C.) sobre el Tíber, concebido para ser destruido en caso necesario, lo que subraya la importancia estratégica de los puentes de madera en la Antigüedad.
Puente de Julio César en el Rin. https://www.cienciahistorica.com/2015/08/25/acojonar-enemigo/
Edad Media, Renacimiento y «siglo de oro» europeo: Aunque durante la Edad Media predominaban las estructuras de mampostería, la madera seguía utilizándose en puentes, especialmente en forma de cubiertas que protegían la superestructura de las inclemencias del tiempo. Ya desde el Renacimiento, ingenieros como Leonardo da Vinci idearon puentes de madera desmontables o de montaje rápido, lo que evidencia una notable anticipación técnica. En Suiza, por ejemplo, los puentes cubiertos como el Kapellbrücke y el Spreuerbrücke (siglos XIV-XVI) demuestran que la cubierta de madera prolongaba la vida útil de la estructura al protegerla de la humedad y del sol. El siglo XVIII se considera un periodo de auge de los puentes de madera en Europa. Ingenieros como Hans Ulrich Grubenmann, en Suiza, desarrollaron puentes de madera laminada empernada y arcos rebajados, logrando luces de más de 50 metros, lo que situó a la madera, en términos de vano, en niveles comparables a los de la piedra.
Puente Kapellbrücke de Lucerna (Suiza). https://worldcitytrail.com/es/2025/01/04/spreuerbrucke-en-lucerna/
El impulso industrial y las cerchas reticuladas: El gran salto tecnológico en la construcción de puentes de madera se produjo en el siglo XIX, como resultado de la Revolución Industrial y del desarrollo de las redes ferroviarias, sobre todo en Norteamérica. La necesidad de construir puentes de forma rápida y con luces mayores impulsó el uso de conexiones metálicas y de tipos estructurales más eficientes. Aparecieron patentes como las de Ithiel Town (cercha Town), William Howe (cercha Howe) y Thomas Pratt (cercha Pratt). Un ejemplo histórico es el puente Colossus Bridge, construido por Lewis Wernwag en 1812 sobre el río Schuylkill, en Filadelfia. Con un vano de 103,7 metros y conectores de hierro, en su época se consideró el puente de madera de vano único más largo de Estados Unidos. Estas innovaciones permitieron que la madera compitiera con otros materiales estructurales.
Puente Colossus Bridge, construido por Lewis Wernwag en 1812 sobre el río Schuylkill, en Filadelfia. https://www.structuremag.org/article/the-colossus-of-the-schuylkill-river/
Siglos XX y XXI: innovación tecnológica y sostenibilidad: Durante gran parte del siglo XX, los materiales dominantes fueron el acero y el hormigón, que relegaron en parte a la madera. No obstante, en ese periodo se sentaron las bases para su renacimiento: la invención de la madera laminada encolada (glulam), los adhesivos estructurales de alto rendimiento y los tratamientos en autoclave mejoraron sustancialmente la estabilidad dimensional, la durabilidad y la fiabilidad de la madera como material estructural. En la actualidad, la madera está experimentando un notable resurgimiento en la ingeniería de puentes, gracias también a los criterios de sostenibilidad y de ecología. Normativas como el Eurocódigo 5 (EN 1995-2: Puentes de madera) han aportado solidez a su uso desde el punto de vista ingenieril. Además, la aparición de la madera contralaminada (CLT) y el desarrollo de estructuras híbridas (madera-acero o madera-hormigón), junto con las herramientas de modelado digital (BIM) y la prefabricación, han devuelto a la madera su papel esencial en las infraestructuras sostenibles.
Puente de madera laminada sobre el Pisuerga. http://www.mediamadera.com/es/puentes-de-madera
3. Consideraciones técnicas y materiales
Los puentes modernos se construyen con madera de ingeniería, un material estable y de alto rendimiento.
A. Materiales estructurales clave
Madera laminada encolada (glulam): permite fabricar vigas curvadas o rectas de gran sección y longitud, optimizando la resistencia.
Madera contralaminada (CLT): paneles de gran formato y rigidez bidireccional, muy utilizados en tableros de placa por su capacidad de prefabricación modular.
Maderas compuestas estructurales (LVL, PSL): productos derivados de chapas o de virutas que ofrecen uniformidad y alto rendimiento mecánico.
B. Durabilidad, protección y mantenimiento
La longevidad de un puente de madera depende fundamentalmente de un diseño inteligente que controle la humedad:
Protección constructiva: el diseño debe evitar la acumulación de agua mediante drenajes e inclinaciones y asegurar una ventilación adecuada. La cubierta protectora sigue siendo la mejor defensa a largo plazo.
Tratamiento: selección de especies duraderas (según EN 350) o aplicación de tratamientos protectores en autoclave (sales de cobre, etc.) para alcanzar las clases de uso 3 y 4.
Mantenimiento: revisiones periódicas y reaplicación de protectores superficiales para combatir la radiación UV solar.
El diseño estructural de los puentes de madera se basa en normativas internacionales rigurosas. En Europa, la referencia principal es el Eurocódigo 5 (EN 1995-2: Puentes), que establece los criterios esenciales de cálculo por el método de estados límite, la durabilidad de la madera y el dimensionamiento de las uniones e incorpora factores de modificación críticos. Además, el Manual de diseño de puentes AASHTO LRFD (Load and Resistance Factor Design) ofrece una metodología de diseño basada en factores de carga y resistencia que predomina en Norteamérica y otras regiones. Estas dos directrices se complementan con las guías técnicas detalladas del US Forest Service, que ofrecen buenas prácticas especializadas para la construcción y la durabilidad de estas estructuras.
4. Aplicaciones y mercado
Los puentes de madera tienen una amplia gama de usos:
Vehiculares: carreteras secundarias y entornos rurales, diseñados para soportar cargas moderadas.
Peatonales y para ciclistas: son los más comunes y destacan por su estética cálida y su excelente integración paisajística en parques y entornos naturales.
Sistemas híbridos: la combinación de glulam con losas de hormigón o acero permite construir puentes con vanos más largos y con mayor resistencia al tráfico pesado.
La sostenibilidad es el motor actual. La madera es un material renovable, reciclable y que captura carbono, y se suministra mediante sistemas de construcción industrializados (prefabricación), lo que asegura una rápida ejecución en obra. En el mercado actual se integran fabricantes de glulam, ingenierías especializadas y constructoras modulares, capaces de producir estructuras completas mediante sistemas industrializados.
5. Comparativa de materiales estructurales para puentes
Propiedad / criterio
Madera estructural
Acero
Hormigón armado / pretensado
Piedra
Resistencia específica (resistencia/peso)
Muy alta (estructuras ligeras).
Alta.
Media.
Baja.
Durabilidad natural
Limitada si no se protege; mejorable con tratamientos.
Alta si se protege contra la corrosión.
Muy alta.
Muy alta.
Mantenimiento
Requiere revisiones y repintado o reaplicación de protector.
Requiere control de la corrosión y de la pintura.
Bajo.
Mínimo.
Coste inicial
Medio o bajo (según el tipo de madera y el diseño).
Alto.
Medio.
Alto.
Coste de mantenimiento
Moderado.
Alto.
Bajo.
Muy bajo.
Comportamiento frente al fuego
Predecible (carbonización superficial).
Excelente.
Muy bueno.
Excelente.
Comportamiento ante agentes climáticos
Sensible a la humedad y a los rayos UV; requiere protección.
Lejos de ser obras provisionales, los puentes de madera son una síntesis de tradición e innovación tecnológica. Desde los primeros troncos prehistóricos hasta los diseños actuales con madera laminada encolada, contralaminada y estructuras híbridas, la madera ha demostrado su versatilidad, sostenibilidad y competitividad técnica. Gracias a la ingeniería moderna y a las normativas internacionales, la madera se consolida como un material estructural de referencia en el ámbito de las infraestructuras sostenibles.
Los procedimientos de montaje por movimientos horizontales de puentes atirantados se aplican cuando el puente —total o parcialmente— se construye fuera de su posición definitiva y se traslada posteriormente hasta ella. Este enfoque permite reducir la interferencia con el cauce, el tráfico o las infraestructuras existentes, además de mejorar la seguridad y el control de calidad, ya que la mayor parte de los trabajos se realizan en condiciones estables sobre tierra firme.
En todos los casos, las torres y el tablero deben comportarse de forma solidaria durante el desplazamiento, apoyándose el conjunto en pilas o apoyos provisionales que garanticen la estabilidad global. La elección del método depende de las condiciones geométricas del emplazamiento, de las luces principales, de la rigidez del sistema atirantado y de la disponibilidad de medios auxiliares.
Se distinguen tres métodos fundamentales de ejecución:
a) Puentes empujados longitudinalmente
Este procedimiento es similar al empleado en los puentes de vigas lanzadas incrementalmente, pero está adaptado a la configuración atirantada. El tablero se construye por tramos en una orilla y se empuja progresivamente hacia el vano principal mediante gatos hidráulicos. Para compensar los momentos negativos en el frente de avance, se coloca una nariz de lanzamiento o una estructura auxiliar ligera.
Durante el empuje, los apoyos provisionales y las torres soportan cargas variables, por lo que es necesario controlar continuamente la tensión en los tirantes y realizar ajustes secuenciales para evitar sobreesfuerzos o deformaciones excesivas. Para ello, se utilizan dispositivos deslizantes de baja fricción, como placas de neopreno-PTFE sobre acero inoxidable o carros rodantes en combinación con gatos sincronizados. Además, se realiza una instrumentación topográfica y extensométrica en tiempo real para controlar la geometría de avance.
Un ejemplo representativo es el puente de la calle Jülicher, en Düsseldorf, donde este sistema se aplicó con éxito, combinando el control hidráulico de las tensiones en los tirantes con el uso de apoyos provisionales sobre las pilas intermedias durante el avance del tablero. El mismo procedimiento se empleó en el puente de la calle Franklin, también en Düsseldorf, siguiendo una metodología constructiva similar.
Puente de la calle Jülicher en Düsseldorf, Alemania. https://de.wikipedia.org/wiki/Br%C3%BCcke_J%C3%BClicher_Stra%C3%9Fe
b) Puentes girados
Cuando las condiciones del terreno o del cauce hacen inviable el empuje longitudinal, se puede recurrir al giro del puente completo o de sus semitableros desde una posición lateral de montaje. El conjunto se apoya temporalmente sobre una articulación o pivote reforzado bajo la torre principal, mientras el extremo libre describe un sector circular hasta alcanzar su posición definitiva.
Durante la maniobra, es fundamental mantener el equilibrio del centro de gravedad y la estabilidad frente al vuelco o la torsión, por lo que suelen emplearse lastres temporales y gatos hidráulicos sincronizados. La precisión se garantiza mediante un control topográfico y de tensiones en los tirantes antes y después del giro.
El puente sobre el canal del Danubio, en Viena, es un ejemplo clásico de dos semipuentes girados hasta su posición final. Otro caso notable es el puente de Ben-Ahin (Père Pire) sobre el río Mosa, en Bélgica, que se construyó por completo en una orilla y se giró alrededor de su pila principal en 1987. La maniobra, que desplazó decenas de miles de toneladas, supuso en su momento un récord europeo por el peso movilizado mediante una rotación controlada. Este puente, construido en 1988, fue en su momento el de mayor masa girada del mundo. La pila tiene 84 metros de altura; el tablero mide 341 metros de largo y pesa 16 000 toneladas. Lo soportan 40 cables en abanico situados en un plano.
Puente de Ben-Ahin, Bélgica. Imagen: C. Pujos. Fuente: http://www.puentemania.com/3502
c) Puentes ripados transversalmente
El ripado o traslación transversal consiste en construir el puente en su ubicación final y trasladarlo lateralmente mediante sistemas de deslizamiento controlado. Este método requiere alineamientos precisos entre la posición inicial y la definitiva, así como patines o cojinetes de deslizamiento lubricados, que a menudo se combinan con transportadores modulares autopropulsados (SPMT, por sus siglas en inglés) o con gatos de empuje y freno.
El puente de Oberkassel, en Düsseldorf, es un ejemplo representativo de este tipo de maniobra. La estructura principal se desplazó lateralmente desde su zona de ensamblaje hasta el eje del río mediante carros rodantes y guías transversales, bajo una monitorización topográfica en tiempo real que garantizó la precisión del posicionamiento final. El puente tiene una luz principal de 257,75 m y una torre central de 100 m de altura sobre el tablero. Su superestructura metálica, de 35 m de ancho, está formada por una viga cajón de tres células con losa ortótropa.
Puente sobre el Rin Düsseldorf-Oberkassel. Fuente: https://www.visitduesseldorf.de/en/attractions/oberkasseler-bruecke-bridge-b2338616ec
El ripado presenta ventajas en emplazamientos con suficiente espacio lateral, ya que reduce los trabajos en el cauce y minimiza las afecciones medioambientales o de tráfico. No obstante, exige un estudio detallado del coeficiente de fricción, de las reacciones en los apoyos provisionales y de los esfuerzos transitorios en los tirantes y en las pilas durante el movimiento.
Consideraciones generales
En los puentes atirantados, los movimientos horizontales requieren una planificación constructiva precisa y un análisis estructural temporal que contemple la evolución de las tensiones, las deformaciones y la estabilidad global en cada fase. Es fundamental modelar los estados transitorios y definir procedimientos de tensado, destensado y control geométrico con el apoyo de instrumentación avanzada (celdas de carga, inclinómetros y estaciones totales automatizadas).
En la práctica, estos métodos ofrecen varias ventajas: permiten trabajar en seco y en condiciones controladas, reducen los riesgos laborales y minimizan la interferencia con el entorno. Entre sus principales limitaciones se encuentran el coste de los equipos especializados, la complejidad de las maniobras y la necesidad de personal altamente cualificado.
En resumen, el montaje por movimientos horizontales es una técnica versátil y segura, plenamente consolidada en la ingeniería de puentes moderna, que combina la precisión geométrica con la eficiencia constructiva. Ha demostrado su viabilidad en numerosos puentes atirantados europeos, como los de Düsseldorf, Viena y Ben-Ahin.
Puente de Brooklyn. https://www.nuevayork.net/puente-brooklyn
Cuando pensamos en un puente, solemos verlo como una maravilla de la ingeniería, un símbolo de conexión y progreso. Es una estructura que nos lleva de un punto a otro, superando un obstáculo. Sin embargo, detrás de esa aparente simplicidad se esconde un desafío monumental: construir un puente que no solo sea funcional y seguro, sino también sostenible.
Esta tarea es mucho más compleja de lo que parece. La sostenibilidad en ingeniería no se reduce a marcar una casilla, sino que implica un complejo proceso de toma de decisiones para conciliar los objetivos a menudo contrapuestos de la economía, el medio ambiente y la sociedad. Esta complejidad es el tema central de un profundo estudio académico titulado A Review of Multi-Criteria Decision-Making Methods Applied to the Sustainable Bridge Design, que analiza 77 artículos de investigación publicados a lo largo de 25 años para comprender cómo toman los expertos estas decisiones cruciales.
Este artículo recoge las lecciones más impactantes y, en ocasiones, sorprendentes, de esa exhaustiva investigación. En él descubriremos qué aspectos dominan el debate sobre los puentes sostenibles, qué puntos ciegos persisten y cómo están evolucionando las herramientas para diseñar las infraestructuras del futuro.
Las 5 lecciones más sorprendentes sobre los puentes sostenibles.
El análisis de décadas de investigación revela patrones inesperados y desafíos ocultos en la búsqueda de la infraestructura perfecta. A continuación, exploramos los cinco hallazgos más sorprendentes.
Ecoducto en la Autopista A6 Austria-Eslovaquia. https://blogs.upm.es/puma/2019/01/14/ecoductos-puentes-verdes-para-la-fauna/
Lección 1: «Sostenible» no solo significa «ecológico», sino que es un delicado equilibrio a tres bandas.
La palabra «sostenible» a menudo se asocia exclusivamente con el medio ambiente. Sin embargo, el estudio subraya que la verdadera sostenibilidad se apoya en tres pilares fundamentales: los factores económicos (coste y mantenimiento), los ambientales (emisiones de CO₂ e impacto en el ecosistema) y los sociales (seguridad, impacto en la comunidad y estética).
Estos tres pilares suelen tener objetivos contrapuestos. Un material más barato puede tener un mayor impacto ambiental. Un diseño que minimice las molestias a la comunidad podría ser mucho más costoso. Lograr un consenso entre ellos es un acto de equilibrio complejo. Curiosamente, el estudio revela que los factores sociales son los menos estudiados y comprendidos de los tres. Esta brecha de conocimiento no es solo una curiosidad académica, sino una de las barreras más significativas que nos impiden conseguir infraestructuras que sirvan de verdad a la sociedad a largo plazo.
Lección 2: Nos obsesiona cómo viven los puentes, pero ignoramos cómo mueren.
El ciclo de vida de un puente abarca desde su diseño y construcción hasta su demolición o reciclaje final. El estudio presenta una estadística demoledora sobre en qué fase del ciclo de vida se centra la atención de los investigadores. De los 77 artículos analizados, un abrumador 68,83 % se centra en la fase de «operación y mantenimiento».
En un drástico contraste, solo un minúsculo 2,6 % de los estudios se dedica a la fase final de «demolición o reciclaje». Esta enorme diferencia pone de manifiesto una importante laguna. La investigación sugiere que esto podría deberse a que la fase final se percibe como de «menor impacto general». Sin embargo, a medida que la sostenibilidad se convierte en una preocupación primordial, esta suposición se está poniendo en tela de juicio, lo que nos obliga a considerar el impacto completo de nuestra infraestructura, desde su concepción hasta su eliminación.
Lección 3: La ingeniería de vanguardia a veces necesita lógica «difusa»
Dado que la investigación está tan fuertemente sesgada hacia la fase de mantenimiento, es lógico que las herramientas más populares sean las que mejor se adaptan a sus desafíos únicos. Esto nos lleva a una paradoja fascinante en la ingeniería: en un campo tan preciso, podría parecer contradictorio utilizar un método llamado «lógica difusa» (fuzzy logic). Sin embargo, el estudio la identifica como una de las herramientas más populares, ¿la razón? Muchas decisiones críticas se basan en información cualitativa, incierta o subjetiva.
Una inspección visual para evaluar el estado de una estructura, por ejemplo, no proporciona un número exacto, sino una apreciación experta que puede contener vaguedad («ligero deterioro», «corrosión moderada»). La lógica difusa permite a los sistemas informáticos procesar esta «incertidumbre o vaguedad» del lenguaje humano y convertirla en datos matemáticos para tomar decisiones más sólidas. Es una fascinante paradoja: utilizar un concepto que suena impreciso para tomar decisiones de ingeniería de alta tecnología con mayor fiabilidad.
Lección 4: Las herramientas que usamos para decidir no son infalibles.
Para tomar decisiones tan complejas, los ingenieros utilizan «métodos de decisión multicriterio» (MCDM). Sin embargo, el estudio advierte de que los métodos tradicionales tienen importantes limitaciones. Imagínese que tiene que elegir un nuevo material para un puente. Esa única elección afecta simultáneamente al coste final, a la durabilidad de la estructura y a su huella de carbono. Estos factores están profundamente interconectados. No obstante, una limitación significativa de las herramientas tradicionales de toma de decisiones es que suelen partir de la poco realista suposición de que estos criterios son independientes entre sí. Ignorar estas interdependencias puede llevar a soluciones subóptimas.
Los métodos tradicionales de toma de decisiones suelen partir de supuestos poco realistas en relación con los problemas del mundo real, como la independencia de los criterios, la agregación lineal o la elección de la mejor alternativa entre un conjunto fijo en lugar de la alternativa que permita alcanzar los niveles de aspiración deseados.
Lección 5: el futuro no consiste en elegir la «mejor» opción, sino en alcanzar la «meta» deseada.
Este último punto supone un cambio de paradigma. Los métodos de decisión tradicionales funcionan como un concurso: se presenta una lista fija de alternativas (puente de acero, de hormigón o mixto) y el método las clasifica para seleccionar la «mejor».
Sin embargo, los nuevos métodos híbridos que están surgiendo proponen un enfoque diferente. En lugar de elegir simplemente una opción de una lista, buscan soluciones que alcancen «niveles de aspiración» o metas predefinidas. Por ejemplo, el objetivo podría ser diseñar un puente que no supere un coste X, no genere más de Y toneladas de CO₂ y tenga una vida útil de Z años. Este cambio de un modelo de «el mejor de la clase» a otro de «cumplir el objetivo» transforma fundamentalmente el desafío de la ingeniería. Transforma la tarea de seleccionar de un catálogo de opciones en inventar activamente nuevas soluciones que puedan satisfacer múltiples objetivos de sostenibilidad, a menudo contradictorios.
Conclusión: un puente hacia el futuro.
El viaje hacia la construcción de puentes verdaderamente sostenibles nos enseña que la ingeniería moderna es mucho más que cálculos y materiales. Se trata de un proceso de toma de decisiones dinámico, lleno de matices, compensaciones y una profunda reflexión sobre el impacto a largo plazo de nuestras creaciones. No se trata de seguir una simple lista de verificación «verde», sino de navegar por una compleja red de factores económicos, sociales y medioambientales en constante tensión.
El camino a seguir, iluminado por esta investigación, está claro. Debemos ampliar nuestra definición de sostenibilidad más allá de lo puramente ecológico para valorar adecuadamente el impacto social. Debemos diseñar para la demolición con la misma seriedad con la que diseñamos para la durabilidad. Además, debemos adoptar herramientas nuevas y más sofisticadas que reflejen la realidad interconectada de estas complejas decisiones. La próxima vez que cruces un puente, ¿solo verás una estructura de acero y hormigón o el resultado de un complejo debate entre economía, sociedad y medio ambiente?
Os dejo este audio donde podéis aprender más sobre el tema.
En este vídeo se resumen las ideas más interesantes de este artículo.
Figura 1. Desencofrado en paso superior. Pista de Silla (Valencia). Imagen: V. Yepes
1. Introducción a los pasos superiores pretensados.
Los pasos superiores pretensados construidos in situ constituyen una de las soluciones estructurales más extendidas y fiables para el desarrollo de obras lineales, como carreteras y ferrocarriles, en España. Su prevalencia se debe a una combinación de eficiencia estructural, robustez y notable capacidad de adaptación a las geometrías de cruce requeridas por la infraestructura moderna.
Estas estructuras se definen por una serie de características geométricas fundamentales que optimizan su comportamiento y coste.
Relación canto/luz: La esbeltez del tablero es un indicador clave de su eficiencia. Esta relación se obtiene dividiendo el canto entre la distancia entre apoyos (luz). Por lo general, esta proporción es de aproximadamente 1/25, aunque puede llegar a un límite práctico de 1/30 cuando existen restricciones severas de gálibo vertical. Superar este umbral conduce a diseños que requieren un pretensado excesivo, lo que invalida la eficiencia del concepto estructural y obliga a replantear el diseño por completo.
Configuraciones de vanos: La disposición de los vanos se adapta al obstáculo que hay que salvar, lo que da lugar a configuraciones estandarizadas por la práctica. En autovías, las configuraciones más comunes responden a una lógica funcional:
Dos vanos (por ejemplo, 30-30 m): configuración ideal para autovías de doble calzada, ya que se aprovecha la mediana central para ubicar una pila de apoyo.
Tres vanos (por ejemplo, 20-36-20 m): trazado común para salvar obstáculos más anchos cuando no es factible o deseable una pila central.
Cuatro vanos (por ejemplo, 12-18-18-12 m): solución para cruces amplios que requieren una distribución de apoyos más regular.
Cuando el cruce es esviado (no es perpendicular), las luces aumentan para mantener los gálibos, lo que puede llevar a configuraciones como 14-20-20-14 m. En las líneas de alta velocidad (AVE), son habituales los puentes de tres vanos con luces de 12-17-12 m.
Tipos de estribos: Los estribos, apoyos extremos del puente, pueden ser abiertos o cerrados. Se desaconseja rigurosamente el uso de estribos flotantes en tableros hiperestáticos (continuos sobre múltiples apoyos) debido al elevado riesgo de asientos diferenciales en el terraplén, fenómeno para el que estas estructuras no están preparadas y que comprometería gravemente su integridad.
La preferencia por las soluciones construidas in situ frente a las prefabricadas se debe principalmente a su mejor comportamiento frente a impactos accidentales de vehículos que exceden el gálibo permitido. Su capacidad para redistribuir cargas imprevistas les confiere una resiliencia intrínseca, fundamental para garantizar la seguridad a largo plazo de la infraestructura.
El éxito de estas estructuras depende de una ejecución meticulosa en cada fase. A continuación, se detallará el proceso constructivo, comenzando por los cimientos de la obra: la ejecución de los alzados.
2. Construcción de cimentaciones y alzados (pilas y estribos).
Los alzados del puente (pilas y estribos) representan entre el 30 % y el 50 % del coste total de la estructura y constituyen un componente crítico. Su correcta ejecución, desde la cimentación hasta la coronación, es la garantía fundamental de la estabilidad global y de la transmisión adecuada de las cargas al terreno.
El proceso comienza con la construcción de las cimentaciones, siguiendo una secuencia rigurosa:
Excavación y verificación geotécnica: Se excava el terreno hasta la cota de cimentación definida en el proyecto. En este punto, es fundamental comprobar que el terreno de apoyo real posee las características de resistencia contempladas en el cálculo. Si el estrato esperado no se encuentra a la cota prevista, se debe profundizar la excavación hasta dar con él y rellenar el excedente de profundidad con hormigón pobre. Si el terreno adecuado no aparece, hay que detenerse y reconsiderar el diseño de la cimentación. Una práctica constructiva recomendable consiste en realizar una sobreexcavación de unos 5 cm para que el hormigón, que podría contaminarse con material de las paredes, quede fuera del recubrimiento estructural.
Hormigón de limpieza y armaduras de zapata: Sobre el terreno verificado, se vierte una capa de hormigón de limpieza de entre 10 y 15 cm de espesor. Su función es crear una superficie de trabajo nivelada y limpia, esencial para el montaje correcto de las armaduras pasivas de la zapata. A continuación, se colocan las mallas inferior y superior de armadura, separadas entre sí por barras denominadas «pates», que garantizan la geometría y permiten el tránsito de los operarios sin deformar la armadura.
Figura 2. Cimbra porticada. Imagen: V. Yepes
Una vez completada la cimentación, se procede a la ejecución de los soportes, como en el caso de un estribo abierto:
Montaje de armaduras y encofrados: Se coloca la armadura pasiva del soporte, que suele llegar premontada desde el taller. A continuación, se instalan los encofrados, que suelen ser metálicos en el caso de los paramentos no vistos. Estos se aploman y se arriostran con puntales inclinados para garantizar su estabilidad frente a la presión hidrostática del hormigón fresco.
Hormigonado de soportes: El hormigonado se realiza con un cubilote y una manguera que desciende hasta el fondo del encofrado para evitar la segregación del hormigón al caer desde gran altura. Se utiliza hormigón tipo HA-25 y se vibra en capas de unos 30 cm para asegurar una compactación homogénea.
Desencofrado: El encofrado se retira normalmente a las 24 horas. El acabado superficial de estos paramentos no vistos suele ser de calidad básica, ya que quedarán cubiertos por el relleno de tierras.
Una vez ejecutados los soportes, se procede al relleno de tierras en la parte trasera del estribo. Esta operación requiere una compactación rigurosa para evitar desprendimientos futuros bajo las cargas de tráfico. Es fundamental coordinar esta tarea con la construcción del cargadero, es decir, la viga de coronación que une los soportes. En la práctica, la coordinación entre los equipos de movimiento de tierras y los de estructuras suele ser un punto conflictivo, pero es imprescindible compactar el relleno antes de hormigonar el cargadero para poder acceder con la maquinaria de compactación.
En paralelo, se construyen las pilas intermedias. Un ejemplo común son las pilas circulares, que se ejecutan con encofrados metálicos semicirculares que se ensamblan para formar los diámetros más frecuentes: 1,00 m o 1,20 m.
Una vez finalizados los alzados, la obra está preparada para la siguiente fase crucial: el montaje de la estructura auxiliar que soportará el tablero.
3. Sistemas de cimbrado y encofrado del tablero.
La ejecución del tablero in situ requiere un sistema de soporte temporal robusto y preciso. Este sistema está compuesto por dos elementos funcionalmente distintos: la cimbra, que es la estructura de apoyo global que transmite las cargas al terreno, y el encofrado, que es el molde en contacto directo con el hormigón y que le confiere su geometría final. A continuación, se analizan las dos metodologías principales empleadas.
3.1 Método 1: cimbra tubular con encofrado de madera.
Este es el sistema más tradicional y versátil. La cimbra tubular (tipo PAL) está formada por torres de perfiles huecos de planta cuadrada o triangular que cubren toda la superficie inferior del tablero. Su montaje, realizado por una cuadrilla de cinco personas, suele durar una semana.
La seguridad y estabilidad de este sistema dependen de varios factores críticos:
Estabilidad y arriostramiento: Para evitar el colapso «en castillo de naipes», es imprescindible escalonar los terraplenes laterales de los vanos extremos y conectar las torres entre sí mediante barras de arriostramiento longitudinales y transversales.
Cimentación y apoyo: La cimbra requiere un terreno con una tensión admisible mínima de 0,10 MPa. Para cumplir este requisito, suele mejorarse el terreno con una capa de grava-cemento y se reparten las cargas de las torres mediante tableros de madera longitudinales o zapatas individuales bajo cada pie.
Drenaje: Una gestión deficiente de las aguas torrenciales puede erosionar el terreno de apoyo y provocar el desplome de la cimbra, por lo que el control de estas aguas es un aspecto fundamental de la seguridad.
Figura 3. Cimbra con torres modulares. Imagen: V. Yepes
Sobre la cimbra tubular se monta el encofrado de madera, cuyo montaje puede llevar de una a tres semanas:
Nivelación y ajuste fino: En la parte superior de cada torre hay husillos de nivelación que permiten ajustar la cota del encofrado con precisión milimétrica. Un aspecto notable de estos diseños es la omisión deliberada de la contraflecha (curvatura ascendente). Esto es posible porque la flecha descendente debida al peso propio y la contraflecha ascendente generada por el pretensado tienen magnitudes similares y se anulan mutuamente, lo que caracteriza un diseño de pretensado eficiente.
Componentes del encofrado: El sistema está compuesto por largueros (vigas longitudinales apoyadas en los husillos), costillas (elementos transversales que dan forma a la sección) y el forro de tabla, que es la superficie en contacto directo con el hormigón.
Elementos específicos: Se deben ejecutar encofrados particulares para elementos como los dados de apoyo sobre los neoprenos y los cajetines de los anclajes del sistema de pretensado.
3.2. Método 2: cimbra industrial con encofrado metálico.
Este sistema es una alternativa más moderna y rápida. Consiste en torres de carga metálicas de alta capacidad, separadas aproximadamente cada 12 metros, sobre las cuales se apoyan vigas en celosía que sostienen los paneles de encofrado metálicos.
Figura 4. Cimbra porticada. Imagen: V. Yepes
Las particularidades de este sistema frente al método tradicional son:
Cimentación: Cada pareja de torres puede soportar cargas de hasta 250 toneladas, por lo que es necesario construir zapatas de hormigón armado de unos 40 cm de espesor. Si el terreno no es adecuado, puede ser necesario realizar pilotajes en estas cimentaciones temporales.
Ventajas: Su principal ventaja es la rapidez de montaje, ya que permite alcanzar ciclos de hormigonado de un tablero al mes. Además, su diseño diáfano permite mantener el paso de los vehículos por debajo de la estructura durante la construcción.
Calidad de acabado: El acabado superficial que deja el encofrado metálico suele ser de peor calidad estética que el de la madera. Para mejorarlo, se pueden aplicar tratamientos al hormigón para dejar el árido visto.
Descimbrado: A diferencia del sistema tubular, el descimbrado se realiza mediante gatos de tornillo situados en la base de las torres, que permiten descender toda la estructura de forma controlada.
Una vez completado el montaje de la cimbra y el encofrado, la estructura está lista para recibir el esqueleto de acero que le conferirá su resistencia.
4. Colocación de armaduras pasivas y activas.
Esta fase consiste en montar el entramado de acero que reforzará el hormigón. Existen dos tipos de armaduras con funciones diferentes: las pasivas, que absorben esfuerzos locales y controlan la fisuración, y las activas, que conforman el sistema de pretensado que proporciona la capacidad portante principal del puente.
Las armaduras pasivas presentan una cuantía que oscila entre 50 y 70 kg/m² de tablero, mientras que las armaduras activas tienen una cuantía menor, que varía entre 12 y 25 kg/m.
Figura 5. Aligeramientos de poliestireno entre armaduras pasivas.
El proceso de montaje se desarrolla de la siguiente manera:
Montaje de armaduras pasivas: Las barras de acero llegan a la obra cortadas y dobladas desde el taller. El montaje comienza con las armaduras transversales («barcas») y las barras maestras longitudinales, con las que se construye un armazón base estable. Una zona que requiere especial atención es el diafragma de estribos (riostra de estribos), una viga transversal integrada diseñada para distribuir las inmensas fuerzas concentradas de los anclajes del pretensado (de hasta 4548 toneladas) en el cuerpo del tablero. El armado en esta zona debe ser extremadamente denso; un armado deficiente podría provocar la rotura del hormigón durante el pretensado. No se trata de una preocupación teórica. En España se han producido accidentes mortales debido a un armado inadecuado en las zonas de anclaje. Por este motivo, considero que la revisión de este detalle específico del armado es uno de los puntos de control más críticos de todo el proceso constructivo.
Colocación de aligeramientos de poliestireno (porexpan): Para optimizar la sección, se emplean bloques de poliestireno como aligeramientos internos. Su función estructural consiste en mejorar la relación inercia/área, al reducir el peso propio y aumentar la eficiencia del pretensado. Estos bloques tienden a flotar en el hormigón fresco. Para evitarlo, se sujetan con barras de acero superiores y transversales. Aun así, la fuerza ascensional es tan elevada que obliga a hormigonar el tablero en tongadas.
Instalación de armaduras activas (pretensado):
Trazado de las vainas: Se colocan las vainas (tubos metálicos corrugados) que alojarán los cables. Su trazado se realiza siguiendo la ley de momentos flectores: se colocan en la parte superior del tablero, sobre los apoyos, y en la parte inferior, en el centro de los vanos, con una tolerancia de colocación de solo 1 cm. Es crucial garantizar un espacio horizontal mínimo de 5 a 6 cm entre las vainas, especialmente en vanos y sobre pilas. Si las vainas quedan alineadas verticalmente, las fuerzas radiales del pretensado pueden generar tracciones que rompan el hormigón entre ellas.
Tubos de purga: En los puntos más altos del trazado (generalmente, sobre las pilas) se instalan tubos de purga. Estos tubos son fundamentales para permitir la salida del aire durante la inyección posterior de mortero, lo que garantiza la protección completa del acero y la durabilidad del puente.
Enfilado de torones: El día antes del hormigonado, los torones de acero se enfilan en las vainas mediante una enfiladora mecánica, dejando un metro de cable sobrante en cada extremo para el anclaje del gato de tesado.
Figura 6. Enfilando cables de pretensado. Youtube.
Tras el meticuloso ensamblaje e inspección de las armaduras, se alcanza el punto de no retorno: el vertido monolítico que dará al puente su forma definitiva.
5. Hormigonado del tablero.
El hormigonado del tablero es una de las fases más críticas y logísticamente complejas. Debe ejecutarse de forma continua, de principio a fin y sin juntas de construcción, para garantizar la integridad monolítica de la estructura.
Una planificación logística adecuada es fundamental para garantizar un hormigonado ininterrumpido:
Volumen y suministro: Se manejan volúmenes de entre 300 y 700 m³, normalmente de hormigón HP-35. Para evitar paradas, la estrategia habitual consiste en contratar el suministro de dos plantas diferentes, de modo que una pueda cubrir a la otra en caso de avería.
Equipos: Es indispensable contar con una bomba de hormigón de repuesto en la obra para sustituir de inmediato la principal en caso de fallo.
Condiciones ambientales: La operación se pospone ante riesgo de heladas o si las temperaturas superan los 40 °C. No obstante, una vez iniciado, el hormigonado debe continuar incluso si comienza a llover.
Figura 7. Hormigonado del tablero. https://economis.com.ar/puente-san-francisco-en-andresito-se-avanzo-con-el-hormigonado-del-tablero/
El proceso de ejecución en obra se realiza con un estricto control de calidad:
Técnica de vertido en tongadas: Para evitar la flotación de los aligeramientos de poliestireno, el hormigonado se realiza en tres capas o tongadas sucesivas: primero la losa inferior, luego las almas y, por último, la losa superior. Es fundamental que el vibrador penetre en la capa anterior para asegurar un vínculo monolítico y evitar juntas frías entre vertidos.
Control de calidad del hormigón: Se comprueba la consistencia del hormigón con el cono de Abrams y se toman muestras cilíndricas (aproximadamente seis por cada tercio de las cubas) para realizar ensayos de rotura en el laboratorio y confirmar que la resistencia alcanza los valores requeridos a los 7 y 28 días.
La cuadrilla de trabajo se guía por «tochos», barras con marcas de cota establecidas según la topografía, para garantizar que la superficie final del tablero tenga la geometría exacta definida en los planos.
Cuando el hormigón alcanza la resistencia necesaria, se somete la estructura a su primera prueba de carga real: el pretensado.
6. Operaciones de pretensado del tablero.
Figura 8. Tesado de los cables.
El tesado de los cables es la operación estructuralmente más crítica, ya que somete al puente a una de sus situaciones de carga más exigentes: la combinación del pretensado máximo con únicamente el peso propio de la estructura.
Para llevar a cabo el tesado, deben cumplirse unos requisitos previos:
Resistencia del hormigón: El hormigón debe alcanzar una resistencia mínima especificada de 27,5 MPa para el hormigón HP-35. Este valor, que suele alcanzarse a los siete días, es necesario para que el hormigón soporte las altas cargas concentradas en los anclajes y para limitar las pérdidas de pretensado a largo plazo.
Equipo de tesado: El equipo consta de un gato de pretensado, una centralita hidráulica y un grupo electrógeno.
El procedimiento de tesado de cada tendón, que dura aproximadamente 45 minutos, sigue una secuencia metódica:
Secuencia: El tesado sigue un orden definido en los planos, generalmente desde los tendones centrales hacia los extremos para mantener la simetría de las cargas.
Preparación: Se enfilan los bloques de anclaje («quesos») y se colocan las cuñas cónicas que los bloquearán.
Aplicación de carga y control dual: Se aplica la presión hidráulica al gato de forma gradual. La correcta aplicación de la fuerza se verifica mediante un doble control: se mide la presión en el manómetro y, simultáneamente, el alargamiento real del cable.
Criterio de aceptación: El tesado se considera correcto si la desviación media entre el alargamiento real y el teórico es inferior al 5 %. Si la discrepancia es mayor, el primer paso es reevaluar el alargamiento teórico utilizando el módulo de elasticidad real del acero, obtenido de los ensayos de control de calidad, ya que esta es una causa frecuente de disparidad.
Tras tesar desde un extremo, se repite la operación desde el otro; el alargamiento total es la suma de ambos. Una vez aprobado el tesado, se cortan los sobrantes de los torones y se puede proceder al descimbrado.
Para garantizar la durabilidad a largo plazo de la armadura activa, es imprescindible realizar la siguiente operación: la inyección de las vainas.
7. Inyección de vainas.
La inyección consiste en rellenar los conductos (vainas) que alojan los cables de pretensado con un mortero específico. Cumple dos funciones fundamentales:
Protección contra la corrosión: El mortero aísla las armaduras activas del ambiente exterior, lo que previene su oxidación.
Adherencia: La inyección crea un vínculo mecánico sólido entre la armadura activa y el hormigón circundante.
El procedimiento se realiza de la siguiente manera:
Equipo y mezcla: Se utiliza una amasadora y una bomba de inyección. Está prohibido amasar a mano.
Proceso de relleno: El mortero se inyecta a presión (aproximadamente 0,50 N/mm²) desde un extremo de la vaina.
Purga de aire: A medida que el mortero avanza, se abren los tubos de purga en los puntos más altos para expulsar el aire atrapado. No se cierran hasta que por el tubo emane un «chorro sólido de inyección». Este paso es absolutamente crítico. Una inyección deficiente con aire ocluido «puede dar lugar, en un plazo de 10 a 20 años, a la corrosión de las armaduras activas y al desplome del puente».
Una vez asegurada la integridad estructural interna, se procede a las fases de acabado exterior y de superestructura.
8. Acabados y superestructura.
Esta fase incluye todos los trabajos destinados a la finalización estética y funcional del puente, desde el tratamiento de las superficies de hormigón hasta la instalación de los elementos de circulación.
La calidad de los acabados del hormigón visto depende directamente del tipo de encofrado utilizado:
Encofrado de madera: Proporciona un acabado de alta calidad que deja marcada la veta de la tabla y es ideal para entornos urbanos. Para mantener esta calidad, suele limitarse el número de usos. Si se busca la máxima calidad, suele exigirse madera de primera puesta.
Encofrado metálico: Puede dejar acabados de menor calidad, con marcas visibles en las juntas y manchas si no se toman precauciones.
Desde el punto de vista estético, la esbeltez del puente (con una relación luz/canto de 27,5, por ejemplo) es uno de sus principales atributos. Para preservar la elegancia visual que aporta la esbeltez del tablero, debe evitarse el uso de parapetos de hormigón macizo. Estos añaden un volumen visual que contradice la eficiencia estructural del diseño. Las barandillas metálicas abiertas son la opción más apropiada para mantener la estética deseada.
Finalmente, se ejecutan los elementos de la superestructura.
Aceras: Se forman mediante un bordillo, una solera de hormigón in situ y una imposta lateral. Es fundamental que dispongan de armaduras de conexión con el tablero que resistan los impactos de los vehículos sin desprenderse.
Otros elementos: La construcción se completa con la colocación del firme (pavimento asfáltico) y de las juntas de calzada en los estribos.
Una vez terminada la superestructura, el puente está listo para su validación final mediante la prueba de carga.
9. Prueba de carga.
La prueba de carga es la fase final y obligatoria para todos los puentes con una luz superior a 12 metros en España. Su objetivo es verificar experimentalmente el comportamiento real de la estructura y comprobar que este se corresponde con las previsiones del cálculo antes de su puesta en servicio.
Figura 9. Prueba de carga. https://www.laensa.com/prueba-carga-se40/
La prueba se diseña y ejecuta siguiendo estas pautas:
Objetivo y configuración: El propósito es someter al puente a un tren de cargas que genere esfuerzos cercanos al 70 % de los del tren de cargas del proyecto. Por ejemplo, para un puente cuyo tren de cargas de proyecto suma 348 toneladas, una prueba típica podría emplear ocho camiones de 30 toneladas cada uno, que sumarían 240 toneladas..
Estados de carga: Los camiones se disponen en distintas configuraciones diseñadas para provocar el máximo efecto en las secciones críticas: por ejemplo, en el centro de un vano para generar el máximo momento flector positivo o sobre las pilas para generar el máximo momento flector negativo.
Durante la prueba, se aplica un estricto criterio de aceptación:
Medición de deformaciones: Los desplazamientos verticales (flechas) del tablero se miden con gran precisión mediante pértigas y relojes comparadores.
Resultados típicos: La experiencia demuestra que las flechas medidas suelen representar aproximadamente el 85 % de las teóricas calculadas.
Ciclo de carga y descarga: Se mide la posición en vacío, con carga instantánea, con carga estabilizada y tras la descarga. Para que la prueba se considere satisfactoria, la recuperación de la flecha tras la descarga debe superar el 90 % de la deformación total medida.
La superación de la prueba de carga no es un mero trámite final, sino la validación final de un proceso riguroso. Representa la confirmación de que la intención del diseño se ha traducido meticulosamente en la realidad física mediante una ejecución disciplinada en cada etapa previa. El resultado se documenta en un acta oficial y el paso superior queda listo para entrar en servicio.
Los pasos superiores de hormigón pretensado ejecutados in situ son elementos estructurales fundamentales en la construcción de obras lineales, como carreteras y ferrocarriles. Su correcta ejecución es fundamental para garantizar la durabilidad de la infraestructura y, lo que es más importante, la seguridad de los usuarios. Este Plan de Calidad se ha desarrollado como un instrumento de control riguroso, centrado en la identificación sistemática de los puntos críticos de control (PCC), los riesgos inherentes a cada fase y los procedimientos de verificación necesarios para mitigarlos. Basado en las mejores prácticas del sector, su objetivo es servir de guía técnica y procedimental para la dirección de obra y el contratista, garantizando el cumplimiento estricto de las especificaciones del proyecto y la consecución de los más altos estándares de calidad.
Figura 1. Paso superior en la autovía A-7, en Cocentaina (Alicante). Imagen: Lorena Yepes-Bellver
Este documento abarca las fases clave en la construcción de este tipo de estructuras y cubre el proceso constructivo de manera integral. En concreto, el plan abarca:
La ejecución de las cimentaciones y alzados (pilas y estribos).
El montaje, nivelación y aseguramiento de cimbras y encofrados.
La correcta colocación de armaduras pasivas, activas y elementos aligerantes.
La planificación y ejecución del hormigonado del tablero.
La operación de tesado del pretensado.
La inyección de vainas para la protección de la armadura activa.
Los controles de acabados y la ejecución de la prueba de carga final.
El proceso constructivo comienza con la ejecución de los alzados, una fase fundamental que sienta las bases para la estabilidad y el correcto comportamiento de toda la estructura.
2. Control de calidad en la construcción de alzados (pilas y estribos).
La construcción de los alzados, que incluye las pilas y los estribos, es una fase de gran importancia. Al representar entre el 30 % y el 50 % del coste total del puente, su correcta ejecución, y en particular la de sus cimentaciones, es la base sobre la que se sustenta la estabilidad de toda la estructura. Las estadísticas del sector son claras: aproximadamente un tercio de los fallos estructurales se deben a cimentaciones deficientes, por lo que esta etapa es un punto de control de máxima prioridad.
Figura 2. Cimentación provisional para las torres de una cimbra porticada. Imagen: V. Yepes
2.1 Verificación geotécnica y cota de cimentación.
El principal riesgo de una verificación incorrecta del terreno de cimentación es la aparición de asientos diferenciales. Un terreno con características resistentes inferiores a las previstas en el proyecto puede provocar movimientos incompatibles con la naturaleza hiperestática de la estructura, lo que conlleva una redistribución de esfuerzos no prevista y, en casos graves, fallos estructurales.
Los procedimientos de verificación y control para este punto crítico son los siguientes:
Revisión documental: antes de iniciar la excavación, es obligatoria la revisión exhaustiva del anexo geotécnico y del anexo de cálculo del proyecto. El equipo de obra debe familiarizarse con los sondeos y las recomendaciones de cimentación.
Inspección visual y verificación in situ: una vez alcanzada la cota final de excavación, se debe realizar una comprobación visual para confirmar que el estrato de apoyo se corresponde con el terreno esperado según los sondeos.
Protocolo de actuación ante discrepancias: si el terreno esperado no se encuentra en la cota prevista, el procedimiento estándar consiste en profundizar la excavación hasta localizarlo y, posteriormente, rellenar el sobreexceso con hormigón pobre. Si tras una profundización razonable no se localiza el estrato, se deberá detener el proceso, plantear un nuevo sondeo y revisar el diseño de la cimentación.
Control de cimentaciones profundas: en el caso de cimentaciones por pilotes, se debe verificar el estadillo de excavación y comprobar que el empotramiento de la punta en el estrato resistente cumple con lo especificado en el proyecto.
2.2 Colocación de armaduras y encofrados de soportes
Una ejecución deficiente en esta fase introduce múltiples riesgos: recubrimientos de hormigón insuficientes que exponen las armaduras a la corrosión, longitudes de empalme de las esperas inadecuadas que impiden la transmisión correcta de esfuerzos y comprometen la capacidad estructural, y una estabilidad deficiente del encofrado que puede provocar su deformación o colapso bajo la presión del hormigón fresco.
Procedimiento de verificación
Criterio de aceptación/rechazo
Medición de recubrimientos: Verificar la correcta colocación de separadores para garantizar la distancia entre la armadura y el encofrado.
El recubrimiento debe cumplir estrictamente con las especificaciones del plano. Se debe colocar un número de separadores suficiente para evitar el hundimiento de la malla superior al ser pisada, utilizando pates o soportes equivalentes de hormigón a razón de, al menos, 1 ud/m².
Comprobación de empalmes: Medir la longitud de solape de las esperas de los soportes.
La longitud debe ser igual o superior a la especificada en el proyecto para garantizar la correcta transmisión de esfuerzos.
Apeo y estabilidad del encofrado: Inspeccionar el sistema de apuntalamiento del encofrado de los soportes, incluyendo los puntales inclinados.
El encofrado debe estar perfectamente aplomado y arriostrado para asegurar su estabilidad y planeidad durante el hormigonado.
2.3 Hormigonado de soportes y curado
El principal riesgo durante el hormigonado de elementos esbeltos y verticales, como los soportes, es la segregación del hormigón. Verter el hormigón desde una altura excesiva hace que los áridos gruesos se separen de la pasta de cemento, por lo que el elemento resultante no es homogéneo y tiene una resistencia local inferior a la prevista.
Para controlar este riesgo, es obligatorio utilizar un embudo metálico y una manguera que descienda hasta el fondo del encofrado. El vertido debe realizarse en capas de aproximadamente 30 cm de espesor, vibrando cada una de ellas para garantizar una compactación adecuada y una distribución homogénea de los componentes del hormigón.
Figura 3. Estribo abierto. Imagen: V. Yepes
2.4. Ejecución y compactación del relleno del trasdós (estribos abiertos).
La coordinación y ejecución del relleno en estribos abiertos es un aspecto crítico que a menudo se subestima. Una compactación deficiente del terreno, especialmente en la zona acotada entre los soportes y bajo el futuro cargadero, puede provocar el desmoronamiento del terraplén cuando la estructura entre en servicio y se vea sometida a las cargas dinámicas del tráfico.
El procedimiento de control clave es secuencial: el relleno y la compactación de las tierras del cono de derrame deben realizarse antes de ejecutar el cargadero superior del estribo. Esta secuencia es la única que garantiza el acceso de la maquinaria de compactación a toda la superficie del trasdós, lo que asegura un grado de compactación uniforme y adecuado en la zona más crítica. Es fundamental señalar que, dado que los equipos de movimiento de tierras y los de estructuras suelen gestionar tajos distintos, coordinar esta tarea no siempre es sencillo, pero es imprescindible para garantizar la calidad final del estribo.
Una vez completados y verificados los alzados, la construcción avanza hacia el montaje de la estructura auxiliar que dará forma al tablero: la cimbra y el encofrado.
3. Control de calidad de cimbras y encofrados del tablero.
La cimbra es una estructura temporal, pero su función durante la construcción es absolutamente crítica. Debe soportar el peso total del hormigón fresco del tablero, las armaduras y las sobrecargas de ejecución, y transmitir estas cargas de forma segura al terreno. Si falla durante el hormigonado, las consecuencias son catastróficas. Los dos sistemas más habituales son la cimbra tubular con encofrado de madera, que ofrece un acabado superficial de mayor calidad, y la cimbra industrial con encofrado metálico, que permite un montaje más rápido a costa de un acabado estético inferior.
3.1. Estabilidad y cimentación de la cimbra.
La estabilidad de la cimbra está amenazada por varios riesgos fundamentales que deben ser controlados rigurosamente:
Fallo del terreno de apoyo: Cimentar sobre un terreno con una tensión admisible inferior a la requerida (el mínimo habitual para cimbra tubular es de 1.00 kp/cm²).
Desplome en «castillo de naipes»: Ausencia de arriostramientos longitudinales y transversales que conecten las torres entre sí, impidiendo una respuesta conjunta de la estructura.
Erosión y lavado: Una escorrentía no controlada de aguas torrenciales puede socavar los apoyos de la cimbra y provocar su colapso.
Deslizamiento en taludes: La falta de un escalonamiento adecuado en los terraplenes laterales donde apoyan los vanos de compensación compromete la estabilidad de las torres.
Figura 4. Escalonamiento con pequeños muros de hormigón junto al estribo. Imagen: V. Yepes
Riesgo identificado
Procedimiento de verificación y control
Criterio de aceptación
Fallo del terreno de apoyo
Inspeccionar el terreno y verificar que se ha ejecutado la capa de mejora de 30 cm de grava-cemento. Comprobar la disposición de tableros o zapatas de madera para el reparto de cargas.
El terreno debe cumplir la tensión admisible especificada en el proyecto de cimbra. Las medidas de mejora y reparto deben estar correctamente ejecutadas.
Desplome en «castillo de naipes»
Inspeccionar visualmente la existencia y correcta instalación de las barras de arriostramiento en ambas direcciones, uniendo todas las torres.
Todas las torres deben estar arriostradas conforme al proyecto de cimbra. No se admitirá la ausencia de estos elementos.
Erosión por lluvia
Verificar la ejecución de una zanja de drenaje aguas arriba y una zanja lateral que evacúe el agua de forma controlada.
El sistema de drenaje debe ser funcional y capaz de gestionar la escorrentía previsible.
Deslizamiento en taludes
Comprobar que los terraplenes laterales han sido escalonados y, si es necesario, reforzados con muretes de hormigón.
La ejecución del escalonamiento debe coincidir con los planos del proyecto de cimbra para garantizar un apoyo seguro.
3.2 Nivelación y geometría del encofrado del tablero.
La precisión en la nivelación del encofrado debe ser milimétrica y crítica. Un principio clave del diseño de estas estructuras es el equilibrio de deformaciones, por lo que no se aplica una contraflecha, ya que las flechas producidas por el peso propio y por la acción del pretensado están diseñadas para compensarse entre sí. Por este motivo, la precisión topográfica inicial del encofrado es un factor absolutamente imprescindible, ya que define directamente la rasante final del tablero.
El procedimiento de control topográfico es esencial. Un topógrafo debe nivelar de manera individual cada uno de los husillos de la cimbra, siguiendo las cotas definidas en los planos del proyecto. Este ajuste preciso garantiza que la geometría del tablero, incluidos los peraltes y los acuerdos, se construya con la máxima fidelidad al diseño.
Una vez verificada la geometría y la estabilidad del «molde» (encofrado), el siguiente punto crítico de control es la correcta colocación de su contenido: las armaduras pasivas y activas.
Figura 5. Encofrado del tablero. Imagen: V. Yepes
4. Control de calidad en la colocación de armaduras y aligeramientos.
Las armaduras de una estructura de hormigón pretensado cumplen una función dual: la armadura pasiva gestiona los esfuerzos secundarios de cortante y torsión, mientras que la armadura activa (los cables de pretensado) confiere al puente su capacidad principal para salvar grandes luces de manera eficiente. Cualquier error en la disposición o la cantidad de acero en esta fase compromete de forma directa e irreversible la capacidad portante de la estructura.
4.1 Trazado y sujeción de vainas de pretensado.
El trazado de las vainas de pretensado es un riesgo de primer orden. La armadura activa no es más que una armadura de tracción que debe colocarse donde se producen dichas tracciones: en la parte superior, sobre las pilas, y en la inferior, en el centro del vano. Si su posición vertical (excentricidad) es incorrecta, la fuerza de pretensado no generará el momento flector interno deseado, lo que invalidaría los cálculos del proyecto y comprometería la seguridad y el comportamiento de la estructura.
El protocolo de verificación del trazado de vainas es el siguiente:
Verificación por puntos: Se debe comprobar la cota vertical de todas las vainas en intervalos de 2.00 a 3.00 metros, contrastando las mediciones con los planos de pretensado.
Tolerancia: El trazado en vertical debe ajustarse con una tolerancia máxima de un centímetro, siendo especialmente rigurosos en las secciones críticas sobre pilas y en los centros de vano.
Sujeción: Es imperativo asegurar que las vainas estén firmemente sujetas a los estribos de las almas para evitar su movimiento o desplazamiento durante las operaciones de hormigonado.
Espaciamiento: Se debe verificar que existe un hueco horizontal mínimo de 5-6 cm entre vainas contiguas. Este espacio es crucial para permitir que el hormigón fluya correctamente y envuelva por completo las vainas, evitando la formación de coqueras.
4.2 Sujeción de aligeramientos contra la flotación.
Los aligeramientos de poliestireno expandido, al tener una densidad muy baja, están sometidos a una gran fuerza de flotación cuando se vierte el hormigón fresco. Este riesgo es crítico, por ejemplo, en un tablero con cuatro aligeramientos de 80 cm de diámetro, ya que el empuje de flotación puede alcanzar las 4,83 t/m, una fuerza muy superior al peso de la armadura pasiva que los recubre (aproximadamente 0,72 t/m). Si los aligeramientos no están adecuadamente anclados, flotarán y se desplazarán de su posición teórica, lo que alterará la sección transversal del tablero y constituirá un defecto estructural de difícil y costosa solución.
Figura 6. Aligeramiento puente losa.
Para mitigar este riesgo, deben aplicarse obligatoriamente dos medidas de control combinadas:
Anclaje mecánico: verificar la colocación de un sistema de sujeción robusto. Este sistema puede consistir en barras de acero (por ejemplo, de 12 o 16 mm de diámetro) dispuestas por encima de los aligeramientos y atadas a los cercos de las almas, o bien en flejes metálicos que rodean los aligeramientos y se anclan al fondo del encofrado.
Hormigonado por fases: se debe exigir que el hormigonado del tablero se realice en tres tongadas o capas sucesivas (losa inferior, almas y losa superior). Esta estrategia de vertido es fundamental, ya que el peso del hormigón de cada capa contrarresta de forma progresiva la fuerza ascensional, impidiendo la flotación.
4.3. Control de armado en zonas de alta concentración de esfuerzos.
La riostra sobre los estribos es una de las zonas más críticas de la estructura. Su función es difundir las cargas altamente concentradas de todos los anclajes del pretensado (que pueden sumar miles de toneladas, como las 4548 t del caso de referencia) hacia el resto del tablero. Un armado insuficiente en esta zona puede provocar la rotura de la riostra durante la operación de tesado, lo que supondría un fallo frágil y catastrófico. La gravedad de este riesgo no es teórica: recientemente se ha producido algún caso en España con víctimas mortales y heridos graves.
Como procedimiento de control, se establece una inspección final obligatoria y la emisión de un visto bueno formal por parte de la dirección de obra para la totalidad del armado del tablero antes de autorizar el inicio del hormigonado. Por experiencia, se sabe que las prisas en esta revisión final son la causa principal de la omisión de armaduras de refuerzo críticas. Este control debe ser un «punto de espera» formal y sin prisas en la planificación de la obra.
Una vez que el acero está correctamente posicionado y asegurado, el siguiente paso es hormigonar el tablero, una operación logística de gran envergadura y alta criticidad.
5. Control de calidad en el hormigonado del tablero.
El hormigonado del tablero de un paso superior es una operación logística de alta criticidad. Debe ejecutarse de forma continua, sin juntas de construcción, y conlleva el uso de grandes volúmenes de hormigón (normalmente entre 300 y 700 m³). Este proceso exige una planificación exhaustiva y la implementación de planes de contingencia para evitar cualquier interrupción que pueda afectar a la monoliticidad y a la integridad estructural del elemento.
5.1 Aseguramiento del suministro continuo de hormigón.
El principal riesgo durante esta fase es la interrupción del hormigonado. Cualquier detención prolongada crearía una junta fría que actuaría como un plano de debilidad estructural, algo inaceptable en el tablero de un puente. Los puntos de fallo más probables son una avería en la planta de hormigón o una avería mecánica en la bomba de hormigonado.
Para mitigar este riesgo, es obligatorio disponer de un plan de contingencia robusto:
Doble suministro: Se debe contratar el hormigón con dos plantas de producción independientes o, como alternativa, contratar una planta principal y mantener una segunda planta en servicio de guardia, lista para asumir la producción en caso de fallo de la primera.
Bomba de repuesto: Es imprescindible disponer de una segunda bomba de hormigón en la obra, totalmente operativa y lista para sustituir a la principal de forma inmediata en caso de avería.
Logística de personal: La jornada de hormigonado, que puede extenderse por más de 10 horas, debe ser planificada con personal suficiente para permitir turnos de descanso. Asimismo, el avituallamiento (comida y bebida) debe ser provisto en la propia obra para no interrumpir el ritmo de trabajo.
5.2. Control de calidad del hormigón en fresco y endurecido.
El control de calidad del material es tan importante como la logística de su colocación. Dichos controles deben ser sistemáticos y rigurosos.
Fase de control
Parámetro a controlar
Procedimiento de verificación
Criterio de aceptación/rechazo
Recepción en obra
Trabajabilidad (cono)
Realizar el ensayo del cono de Abrams a todas las cubas antes de su vertido en la bomba.
El cono medido debe estar dentro de la tolerancia especificada (p. ej., para un cono de 12 cm, se acepta ±2 cm). Las cubas fuera de rango deben ser rechazadas y vertidas en un lugar previsto para ello.
Muestreo para ensayo
Resistencia a compresión
Realizar un muestreo estadístico (p. ej., de un tercio de las cubas). De cada amasada controlada, se deben fabricar 6 probetas para su ensayo en laboratorio.
El resultado del ensayo a 28 días debe cumplir o superar la resistencia característica de proyecto (p. ej., HP-35).
Control para tesado
Resistencia temprana
Ensayo a compresión de una serie de probetas a 7 días (o 3 días si se prevé un tesado temprano). Se recomienda curar una serie de estas probetas a pie de puente, en las mismas condiciones ambientales que el tablero, para obtener una medida más representativa de la resistencia real.
La resistencia media obtenida debe alcanzar el valor mínimo especificado en el proyecto para autorizar el tesado (p. ej., 27.5 MPa).
Una vez colocado el hormigón y alcanzada la resistencia necesaria, se pasa a la siguiente fase crítica: el pretensado, que constituye la auténtica prueba de carga de la estructura.
6. Control de calidad en el pretensado del tablero.
La operación de tesado del tablero es extremadamente crítica. En esta fase, la estructura se somete a una de sus situaciones de carga más desfavorables, ya que se aplica la fuerza máxima de pretensado con únicamente el peso propio del tablero actuando. Esta situación pone a prueba los límites de resistencia tanto del hormigón en las zonas de anclaje como del acero de alta resistencia de los tendones.
Figura 7. Anclajes de hormigón postesado. https://www.becosan.com/es/hormigon-pretensado/
6.1 Verificación dual de la fuerza de tesado.
El principal riesgo de esta operación es aplicar una fuerza de pretensado incorrecta, ya sea por exceso o por defecto. Un tesado insuficiente no conferirá a la estructura la capacidad portante para la que fue diseñada, por lo que quedará vulnerable ante las cargas de servicio. Por el contrario, un tesado excesivo puede provocar daños por compresión en el hormigón o incluso la rotura de los propios tendones.
Para garantizar la correcta aplicación de la fuerza, es obligatorio realizar un procedimiento de control dual.
Control de presión: Monitorizar y registrar la presión aplicada al gato hidráulico a través del manómetro de la centralita.
Control de alargamiento: Medir físicamente con una cinta métrica el alargamiento real que experimentan los tendones en cada extremo.
El criterio principal de aceptación es que la media de la desviación entre los alargamientos reales medidos y los alargamientos teóricos calculados en el proyecto debe ser inferior al 5 %. Si se supera este umbral, se debe detener la operación. Hay que informar inmediatamente al proyectista, analizar las posibles causas (por ejemplo, una discrepancia en el módulo de deformación real del acero de las bobinas suministradas) y no proceder hasta haberlas determinado.
6.2 Secuencia de tesado y seguridad operacional.
Una secuencia de tesado incorrecta, por ejemplo, asimétrica, puede inducir esfuerzos parásitos en la estructura que no se tuvieron en cuenta en el cálculo. Además, la operación conlleva un riesgo intrínseco muy elevado debido a las grandes energías almacenadas; la rotura de un anclaje o de un tendón puede tener consecuencias mortales.
Los procedimientos de control que se deben aplicar son:
Secuencia de tesado: Verificar que la operación sigue estrictamente el orden de tesado de los tendones especificado en los planos del proyecto. Generalmente, la secuencia procede desde los tendones centrales hacia los extremos, manteniendo siempre la simetría para no inducir momentos torsores no deseados.
Seguridad: Se prohíbe de forma taxativa la permanencia de personal no esencial en la zona posterior a los anclajes durante la aplicación de la carga.
Tras el tesado y su aprobación, es crucial proteger el acero activo contra la corrosión mediante la inyección de las vainas.
7. Control de calidad en la inyección de vainas.
La inyección de las vainas con mortero cumple dos funciones vitales: en primer lugar, proteger las armaduras activas de alta resistencia contra la corrosión y, en segundo lugar, garantizar la adherencia entre el cable y el hormigón circundante. No se debe subestimar la importancia de esta fase; los fallos por corrosión debidos a una inyección deficiente en el Reino Unido provocaron una moratoria en la construcción de este tipo de puentes, lo que subraya la gravedad de ejecutar incorrectamente este proceso.
7.1. Vaciado completo del aire ocluido.
El principal riesgo durante la inyección es la presencia de aire atrapado en los puntos más altos del recorrido de la vaina. Estas bolsas de aire impiden que el mortero de protección llegue a todas las partes del cable, por lo que quedan secciones del acero expuestas a la humedad y, por tanto, a un alto riesgo de corrosión a largo plazo.
El procedimiento de inyección y purga debe seguirse meticulosamente:
Se inyecta la lechada de mortero por uno de los extremos de la vaina a una presión controlada (alrededor de 5 kp/cm²).
Se espera hasta que la lechada fluya de manera continua por el extremo opuesto, momento en el que dicho extremo se tapa para presurizar la vaina.
A continuación, se abre el primer tubo de purga, que se encuentra en el punto más alto cercano al punto de inyección (normalmente sobre una pila).
Se mantiene el tubo de purga abierto hasta que por él salga un chorro sólido y continuo de inyección, sin burbujas de aire. En ese momento, se cierra herméticamente.
El proceso de purga se repite de forma secuencial para todos los tubos situados en los puntos altos a lo largo del trazado del cable.
Esta operación debe realizarse lo antes posible una vez recibido el visto bueno del tesado, sin posponerla, para minimizar el tiempo que el acero activo permanece desprotegido.
Una vez finalizadas las fases estructurales principales, se procede a ejecutar los elementos de acabado y a verificar el comportamiento final de la estructura mediante la prueba de carga.
8. Control de calidad de los acabados y prueba de carga.
Aunque la integridad estructural del puente ya está asegurada en esta fase, la ejecución de los acabados define su durabilidad y su aspecto final, mientras que la prueba de carga supone la aceptación formal de la obra y demuestra empíricamente que su comportamiento bajo carga es el esperado.
Figura 8. Prueba de carga. https://indaico.es/servicios/pruebas-de-carga
8.1 Ejecución de la prueba de carga.
La prueba de carga, que es obligatoria para puentes con luces superiores a 12 metros, tiene como objetivo someter la estructura a un estado de cargas que genere esfuerzos equivalentes a aproximadamente el 70 % de los producidos por el tren de cargas del proyecto. Supone la verificación final y tangible del trabajo realizado.
Los procedimientos de control para la prueba son los siguientes:
Proyecto de prueba: Se debe exigir un proyecto específico de prueba de carga, preparado por el calculista de la estructura. Este documento debe definir el número de camiones, sus pesos exactos y sus posiciones sobre el tablero para los distintos estados de carga que se van a probar (por ejemplo, el máximo momento flector positivo en el vano central y el máximo momento negativo sobre las pilas).
Medición de deformaciones: Utilizando equipos de precisión, se deben medir los desplazamientos verticales (flechas) en puntos clave del tablero. Las mediciones se toman antes de la carga (lectura de cero), durante la aplicación de la carga (respuesta instantánea) y tras un periodo de estabilización.
Medición de recuperación: Tras la retirada completa de la carga, se mide la flecha remanente para evaluar el comportamiento elástico de la estructura.
Criterios de aceptación: Se deben cumplir dos criterios principales:
La flecha máxima medida debe ser coherente con la calculada teóricamente (la experiencia indica que suele ser en torno al 85 % de la teórica).
La recuperación elástica debe ser superior al 90 % de la flecha máxima medida.
Acta de prueba: Los resultados de la prueba deben formalizarse en un acta oficial que se incorporará al expediente final de la obra como constancia de la correcta ejecución y comportamiento de la estructura.
8.2 Ejecución correcta de la superestructura.
Por último, hay que comprobar los elementos de la superestructura que completan el puente:
Aceras: Es crucial verificar la existencia de las armaduras de conexión (normalmente redondas de 12 a 25) que anclan la acera al tablero. Esta armadura evita que la acera pueda ser arrancada por impactos accidentales de vehículos contra el bordillo.
Estética: Se debe comprobar que los elementos de borde, como barandillas metálicas o parapetos, respetan la estética de la esbeltez del tablero. Se debe evitar el uso de parapetos de hormigón macizo, ya que aumentan visualmente el canto y restan elegancia al diseño. Esto es especialmente relevante si se han utilizado sistemas de cimbra industrial que, como se mencionó, priorizan la velocidad sobre la calidad del acabado superficial y dejan marcas y manchas que deben gestionarse para obtener un resultado final aceptable.
El cumplimiento riguroso y sistemático de todos los puntos de control detallados en este plan es esencial para garantizar la entrega de una estructura segura, duradera y conforme a los más altos estándares de calidad en ingeniería civil.
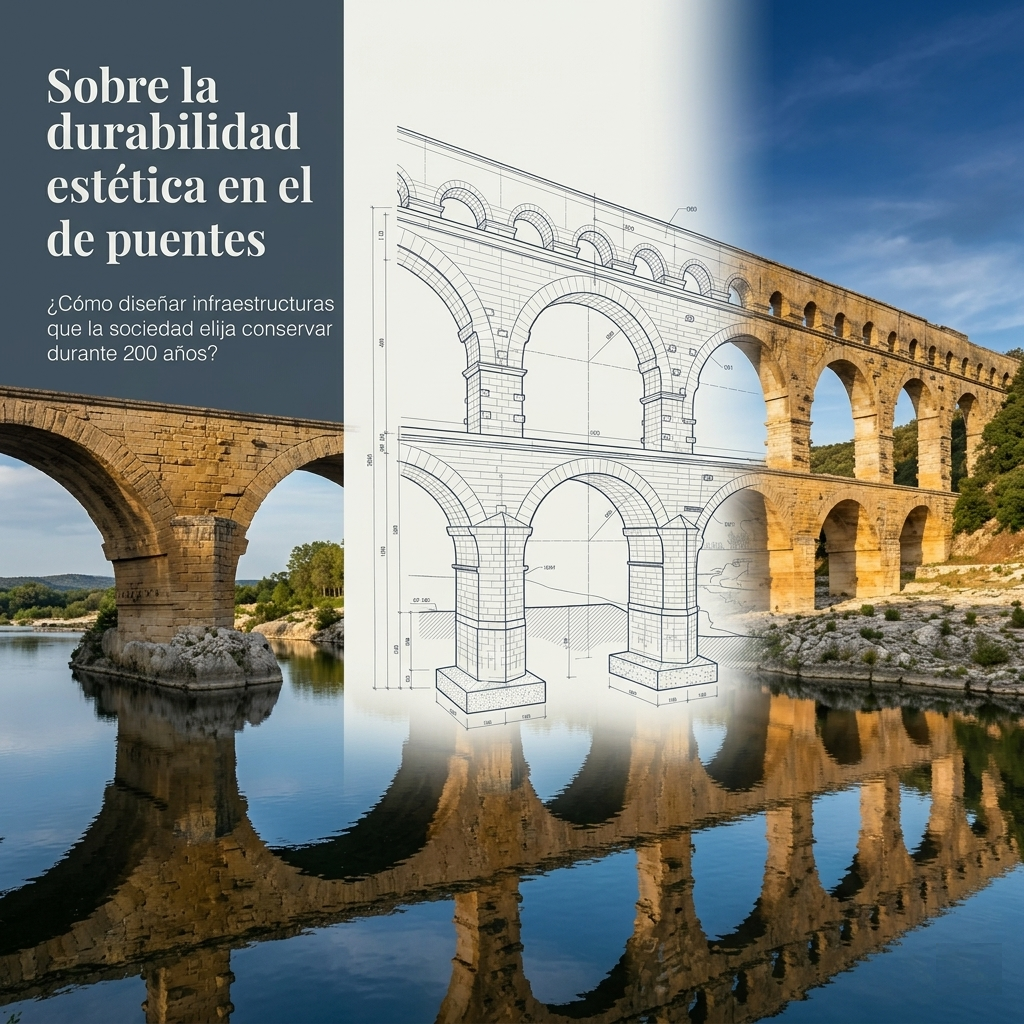 El desafío de los dos siglos: ¿es posible diseñar el tiempo?
El desafío de los dos siglos: ¿es posible diseñar el tiempo?