Nos acaban de publicar en la revista de Elsevier del primer cuartil, Environmental Impact Assessment Review, un artículo donde se valora la contribución de una infraestructura a la sostenibilidad social bajo condiciones de incertidumbre. Este artículo forma parte de nuestra línea de investigación BRIDLIFE en la que se pretenden optimizar estructuras atendiendo no solo a su coste, sino al impacto ambiental y social que generan a lo largo de su ciclo de vida.
Abstract:
Assessing the viability of a public infrastructure includes economic, technical and environmental aspects; however, on many occasions, the social aspects are not always adequately considered. This article proposes a procedure to estimate the social sustainability of infrastructure projects under conditions of uncertainty, based on a multicriteria deterministic method. The variability of the method inputs is contributed by the decision-makers. Uncertain inputs are treated through uniform and beta PERT distributions. The Monte Carlo method is used to propagate uncertainty in the method. A road infrastructure improvement case study in El Salvador illustrates this treatment. The main results determine the variability of the short and long-term social improvement indices by infrastructure and the probability of the position in prioritizing the alternatives. The proposed mechanism improves the reliability of the decision-making early in infrastructure projects, taking their social contribution into account. The results can complement environmental and economic sustainability assessments.
Keywords:
Infrastructure;
Multicriteria decision-making;
Uncertainty;
Social sustainability
Reference:
SIERRA, L.A.; YEPES, V.; PELLICER, E. (2017). Assessing the social sustainability contribution of an infrastructure project under conditions of uncertainty.Environmental Impact Assessment Review,67:61-72.
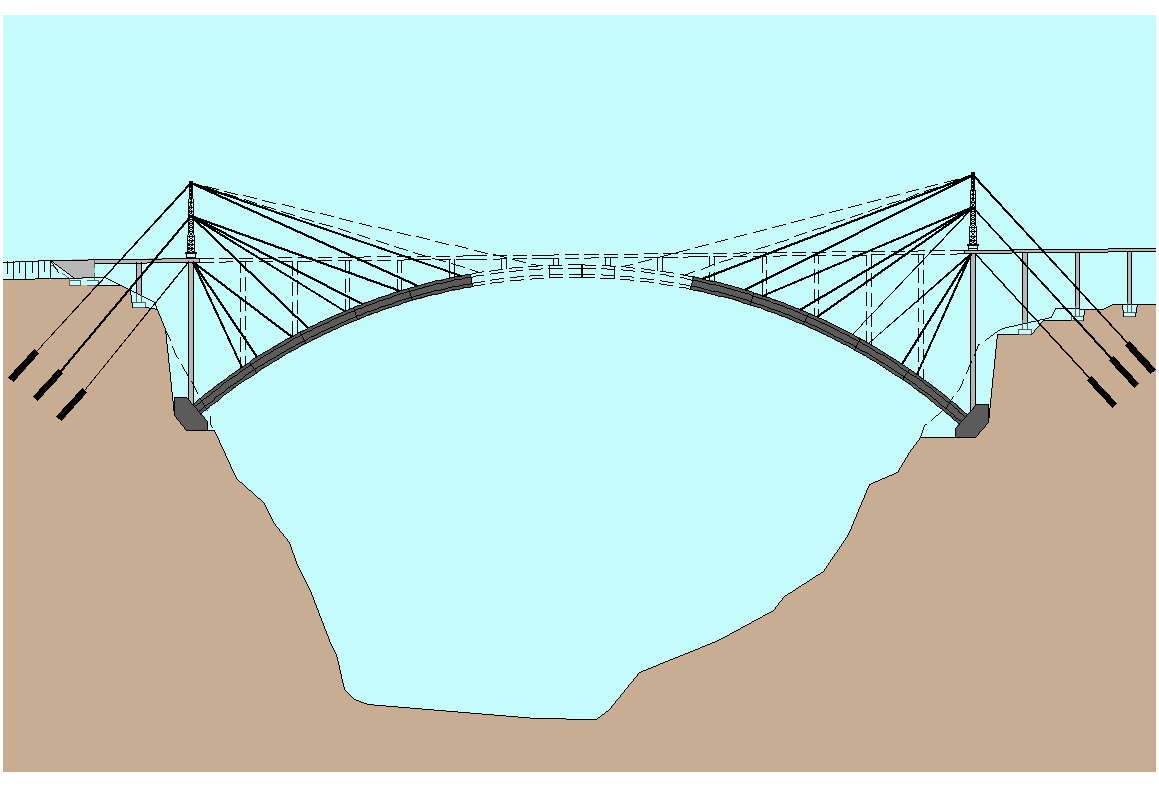
Se pueden construir puentes arco por voladizos sucesivos, sujetando cada tramo mediante tirantes desde torres provisionales. Una vez se tocan los semiarcos, se puede eliminar el atirantamiento y las torres y construir sobre el arco las pilas y el tablero. Es una técnica similar al avance por voladizos sucesivos de los tableros rectos, pudiéndose realizar con dovelas prefabricadas o bien por carro de avance hormigonando “in situ”. Este procedimiento constructivo permite la construcción de arcos de grandes luces, empleando un volumen de medios auxiliares reducido en comparación con otros métodos.
Este procedimiento constructivo se empleó en el montaje de cimbras, aunque hasta finales del siglo XIX no se empezó a utilizar para construir un arco completo. En efecto, James B. Eads construyó el puente metálico de San Luis (1867-1874) sobre el Mississippi con atirantamientos provisionales. El sistema también lo utilizó Gustave Eiffel en la construcción de los puentes arco metálicos de María Pía y Garabit.
Puente Eads, sobre el Mississippi en San Luis (Misuri). Diseñado por James Buchanan Eads, fue un puente metálico construido en 1874. Con tres arcos de 153, 158 y 153 m dispuso del arco más grande de su tiempo. Destacó también el empleo de cajones de aire comprimido para su cimentación.
Construcción del puente María Pía (Oporto). Gustave Eiffel y Théophile Seyring proyectaron este puente, que con 160 m de luz principal, fue el arco más largo del mundo entre 1877, fecha de su terminación, y 1884.
Viaducto de Garabit , sobre el río Truyère (Francia). Con sus 165 m de luz principal, fue el mayor arco desde 1884 a 1886. El puente lo construyó la compañía de Eiffel.
La técnica empezó a usarse en arcos de hormigón en 1952, cuando Freyssinet empleó parcialmente este método en los arranques de los arcos en los viaductos de la carretera al puerto de La Guaira, en Caracas. El tramo central de la cimbra se elevó desde el fondo del barranco, apoyándose en los arranques de arco atirantados.
Construcción del Viaducto 1 de la autopista Caracas, la Guaira (Venezuela). Los viaductos, construidos en 1952, son tres puentes arco biarticulados de 152, 146 y 138 m de luz, de E. Freyssinet.
Una realización más reciente construida con este sistema de atirantamiento provisional es el puente arco de ferrocarril sobre el embalse de Contreras en la línea de alta velocidad Madrid-Levante (Manterola et al., 2012). Se trata de un arco de 261 m de luz, con tablero superior de hormigón pretensado y una longitud total de 587, 25 m. Los semiarcos avanzan por voladizos sucesivos mediante hormigonado con carro de avance, para lo cual se disponen dos pilonos metálicos sobre el tablero, en la vertical de unas pilas provisionales.
Puente de ferrocarril sobre el embalse de Contreras. Detalle de la construcción del arco.
A continuación os dejo algunos vídeos que muestran la construcción del viaducto de Contreras. Espero que os sean de interés.
Referencia:
MANTEROLA, J.; MARTÍNEZ, A.; NAVARRO, J.A.; MARTÍN, B. (2012). Puente arco de ferrocarril sobre el embalse de Contreras en la línea de alta velocidad Madrid-Levante. Hormigón y Acero, 63:5-29.
Los forjados de losa postesa o forjados postensados son forjados que han sido elaborados mediante la técnica de tesar cables de acero (armadura activa), después del fraguado del hormigón y cuando este ha alcanzado una resistencia suficiente para soportar las tensiones provocadas por dicho tesado. Se requieren hormigones y aceros de alta resistencia. Como consecuencia del trazado curvo de los tendones también aparecen fuerzas de desviación que pueden llegar a equilibrar el peso propio de la estructura, las cargas muertas e incluso parte de las sobrecargas. Existen dos variantes de la técnica: armadura postesa adherente y armadura postesa no adherente. Para forjados de edificación se suelen emplear armadura no adherente, por lo estricto de los cantos y por la facilidad de montaje. Este tipo de losas se utilizan en estructuras de edificios en altura, estructuras por debajo de la cota de rasante, cimentaciones por losa, parkings, puentes, depósitos, estructuras de edificaciones industriales, etc.
http://www.edingaps.com
Algunas de las ventajas del uso de estos sistemas son las siguientes:
Reducción de los materiales de construcción (hasta un 40% de hormigón y un 75% de acero).
La reducción de peso de la estructura permite reducir el espesor y el armado de la losa de cimentación.
Aumento de altura libre entre plantas al reducir a la mitad el canto de la losa comparado con un forjado tradicional.
Continuidad estructural que permite un menor número de juntas de hormigonado y dilatación, así como una mayor integridad estructural.
Reducción considerable del número de pilares y aumento de los vanos.
Evita la aparición de fisuras y es impermeable al estar el hormigón comprimido.
A continuación os dejo algunos vídeos explicativos.
A continuación os dejo un artículo donde se aplica la optimización heurística mediante recocido simulado de ménsulas cortas de hormigón armado, usando para ello elementos finitos con fisuración distribuida.
ROJAS, G.; ROJAS, P.; GONZÁLEZ-VIDOSA, F.; YEPES, V. (2012). Heuristic optimization of short corbels by smeared cracking finite element analysis. International Conference on Computer Aided Optimum Design in Engineering, 20-22 june. Computer Aided Optimum Design in Engineering XII. Vol. 125, pp. 71-82. Edited By: S. HERNANDEZ, University of A Coruña, Spain, C.A. BREBBIA, Wessex Institute of Technology, UK and W.P. DE WILDE, Vrije Universiteit Brussel, Belgium. DOI: 10.2495/OP120071 ISSN: 1743-3509 (on line).
Seguimos con este artículo un repaso histórico de los arcos. Como en su día se dijo, este es un «invento diabólico» que revolucionó en su momento el arte de construir. Vamos, pues a seguir con esta labor divulgadora, a sabiendas que nos dejamos muchas cosas por el camino.
Desde la Roma clásica al Renacimiento, los arcos y los estribos se diseñaban con reglas de buena práctica y con criterios geométricos. Los constructores, desconocedores de las nociones de las fuerzas y sus líneas de acción, tuvieron que utilizar reglas en forma de proporciones o bien hacer modelos. Estos criterios empíricos no deberían ser tan absurdos pues, como indica Huerta (1996), la prueba es que muchas estructuras construidas en la época “pre-científica” -donde se incluyen todas las catedrales góticas-, fueron concebidas de esta forma.
Los secretos del oficio, guardados celosamente por los gremios y transmitidos oralmente, en un lenguaje hermético y oscurantista, empiezan a difundirse con los tratados de Arquitectura a partir del Renacimiento. Diego de Sagredo, Alberti o Palladio encabezan un listado de tratadistas que divulgan el pensamiento arquitectónico renacentista.
Alberti[1] es el primer autor que establece, en 1452, las reglas para conseguir la estabilidad y constructibilidad de un puente de fábrica. Su tratado de arquitectura, De re aedificatoria, fue un compendio del saber constructivo de su época (Huerta, 2000:514). Sin embargo la edición en latín se publicó en 1485 –antes que la primera edición de Vitruvio[2]– y en España no se tradujo hasta 1582. La intuición mecánica de Alberti le sugiere que la forma del arco es la base para valorar su modo de trabajar: “El arco poco curvo es seguro para su propio peso, pero si se carga conviene componer muy bien su trasdós”, o bien: “El arco muy curvado será en sí mismo débil, cuanto más se carga menos problemas tendrá en su trasdós”. Cuanto más apuntado es un arco, es decir, cuanta mayor sensación visual da de no caer, más resistencia se le confiere.
Palladio[3], en su tratado I Quattro Libri dell’Architettura, de 1570, recoge el dimensionamiento de ejemplos de puentes romanos, dándolos como reglas prácticas.
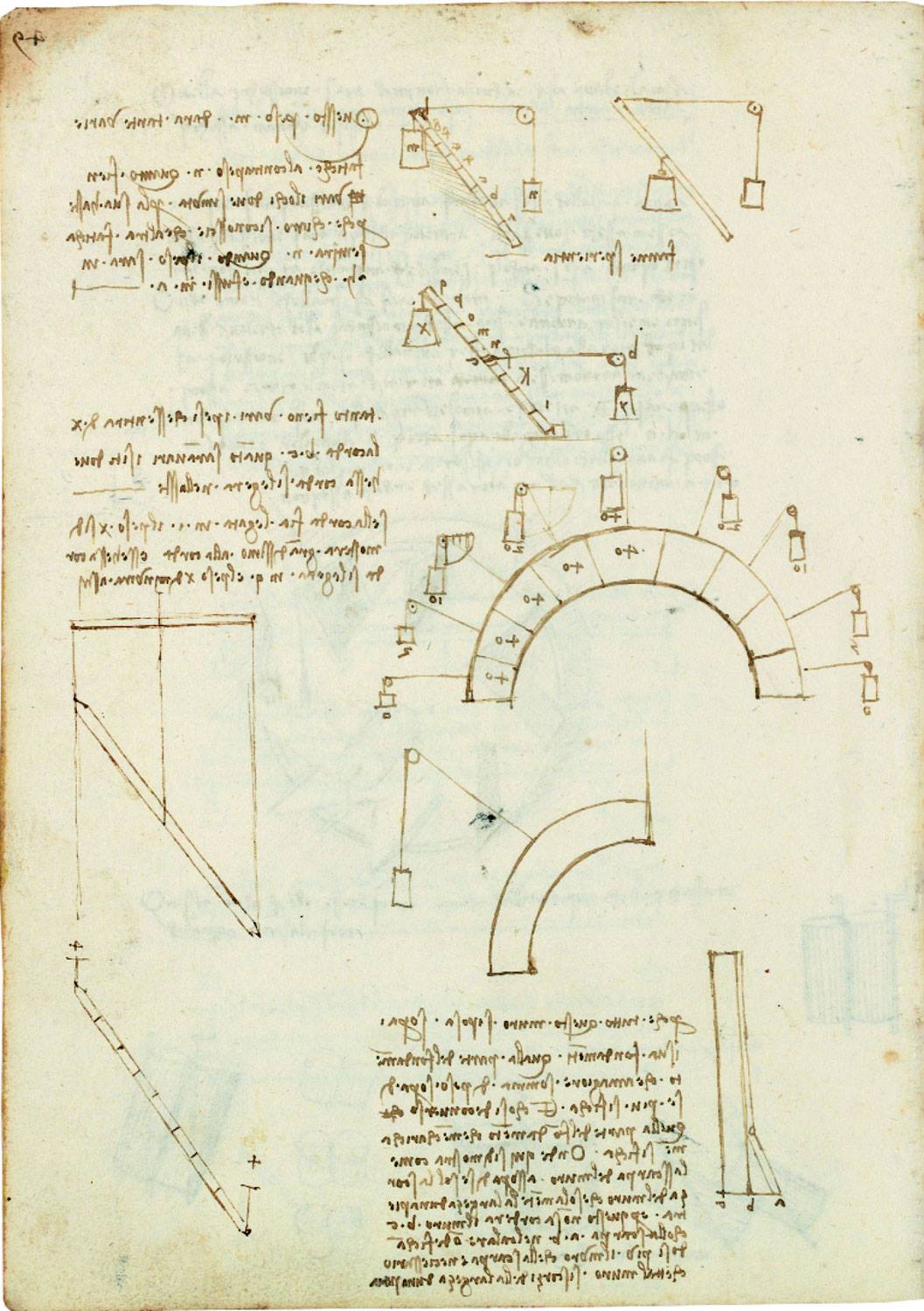
Leonardo da Vinci[4] fue el primero que intentó estudiar los arcos desde el punto de vista mecánico, como muestran numerosos dibujos del Códice de Madrid, aunque sus análisis desconocían la ley del paralelogramo de fuerzas, fundamental en cualquier estudio estático, que no se resolvió hasta 1586 por Stevenin[5] (Heyman, 1999:92), si bien se formula en su forma actual en 1724 por Varignon[6] en su obra Nouvelle mécanicque.
Códice de Leonardo da Vinci
La primera explicación científica del arco tuvo que esperar a Hooke[7], quien en 1676 apuntó que funcionaba justo al revés que un cable colgado, si bien no halló la ecuación matemática de dicha curva. En 1697 Gregory[8], de forma independiente a Hooke, formula la condición de estabilidad del arco cuando menciona la catenaria como directriz óptima. En 1695, La Hire[9] idealiza las dovelas en bolas de billar y observa que la forma resultante es como si engarzaran en un cable perfectamente elástico y sin peso, definiéndose su forma como antifunicular[10], lo contrario del cuelgue natural. Por tanto, el trazado de un arco ideal pasaría por conocer el estado de carga al que está sometido, donde el peso propio del arco es uno de los componentes principales, lo cual implica un proceso iterativo para establecer la forma definitiva.
Couplet, ofreció en 1730 una solución completa al problema, estableciendo el modo de colapso del arco por formación de un mecanismo de cuatro barras; pero fue Coulomb[11] en 1773 quien retomó el problema prácticamente de nuevo, dando una solución sintética a todos los modos de colapso posibles. A finales de la década de 1830, Moseley y Méry desarrollan casi simultáneamente el concepto de línea de empujes, que debe situarse dentro del espesor del arco. En 1833 Navier[12] enuncia la regla del tercio central, por donde debía circular la línea de presiones para evitar las tracciones. Poncelet[13], en 1835, desarrolla un método gráfico que ahorra considerablemente los tiempos de cálculo. Rankine[14] fue el primero en dar una aplicación práctica a la línea de empujes, siendo Barlow y Fuller los encargados de desarrollar la parte gráfica. En 1879 Castigliano[15]abre un nuevo enfoque analítico con planteamientos energéticos, sistematizándose a partir de ese momento el análisis de los arcos de fábrica. Ese mismo año Winkler propuso de forma explícita la aplicación de la teoría elástica para determinar la posición de la línea de empujes.
Sin embargo, el cálculo elástico, a pesar de su racionalidad, plantea sistemas de ecuaciones que son muy sensibles a las pequeñas variaciones en las condiciones de equilibrio (ver Huerta, 2005:78). Los procedimientos desarrollados por Heyman (1966) aplicando la teoría del análisis límite, validando el siguiente supuesto: si existe una configuración de equilibrio, es decir, una línea de empujes contenida dentro del arco, éste no se hundirá. Como consecuencia, la labor del calculista no es buscar el estado de equilibrio real del arco, sino encontrar estados razonables de equilibrio para la estructura estudiada (Heyman, 1967). Este ha sido el enfoque implícito en los diseños geométricos de los maestros de la antigüedad, tal y como indica Huerta (2005:81), justificando la validez de dichos planteamientos. Una recopilación del desarrollo histórico de la teoría del arco de fábrica puede seguirse en Huerta (1999, 2005).
[1] Leon Battista Alberti (1404-1472), fue arquitecto, matemático, humanista y poeta italiano.
[2] El texto fue descubierto en 1414 por Bracciolini. La edición princeps de la obra vitruviana fue publicada en latín por Giovani Suplicio da Verole en 1486, y en su epístola al cardenal Rafael Riario, se llama a esta obra divinum opus Vitruvi (Blánquez, 2007:XVII). En italiano no se imprimió hasta 1521 y en castellano hasta 1582.
[3] Andrea di Pietro della Góndola, más conocido como Andrea Palladio (1508-1580) fue un reconocido arquitecto italiano del Manierismo, que influyó notablemente en el Neoclasicismo. Una importante aportación a la ingeniería estructural fue la introducción del concepto de cercha o entramado.
[4] Leonardo di ser Piero da Vinci (1452-1519), nacido en Florencia, fue pintor y polímata, genial arquetipo del humanismo renacentista.
[5] Simón Stevenin (1548-1620), fue matemático holandés, ingeniero militar e hidráulico, entre otros oficios.
[6] Pierre Varignon (1654-1722), matemático francés precursor del cálculo infinitesimal, desarrolló la estática de estructuras.
[7] Robert Hooke, científico inglés (1635-1703). Formuló su famosa ley en la que describe cómo un cuerpo elástico se estira de forma proporcional a la fuerza que se ejerce sobre él. En esta época, para reclamar la paternidad de un descubrimiento, los hombres de ciencia enviaban anagramas a sus colegas para, después, cuando las circunstancias eran propicias, les hacían llegar o publicaban el mensaje que los anagramas escondías. Eso fue lo que ocurrió con la descripción que hizo Hooke en 1676 sobre el funcionamiento estructural del arco.
[8] David Gregory (1661-1708), profesor escocés de matemáticas y astronomía en la Universidad de Edimburgo.
[9] Philippe de La Hire, matemático, astrónomo y gnomonicista francés (1640-1719). La obra donde trata el arco es: Traité de mécanique: ou l’on explique tout ce qui est nécessaire dans la pratique des arts, & les propriétés des corps pesants lesquelles ont un plus grand usage dans la physique (1695).
[10] Del latín, funicŭlus, cuerda. Arenas (1996:10) define la antifunicularidad como una afinidad geométrica entre las ordenadas de la directriz de la bóveda y la ley de momentos flectores que produce el sistema de cargas sobre una viga virtual de la misma luz que el arco.
[11] Charles Agustin de Coulomb, físico e ingeniero militar francés (1736-1806), conocido por su famosa ley sobre atracción de cargas eléctricas. Elaboró en el campo estructural la actual teoría de la flexión y una primera teoría de la torsión (1787). También fueron importantes sus ideas sobre la deformación tangencial y el rozamiento.
[12] Claude Louis Marie Henri Navier, ingeniero y físico francés (1785-1836), trabajó en las matemáticas aplicadas a la ingeniería, la elasticidad y la mecánica de fluidos.
[13] Jean Victor Poncelet (1788-1867) fue un matemático e ingeniero francés que recuperó la geometría proyectiva.
[14] William John Macquorn Rankine, ingeniero y físico escocés (1820-1872), conocido también por sus trabajos en termodinámica.
[15] Carlo Alberto Castigliano, ingeniero italiano (1847-1884), elaboró nuevos métodos de análisis para sistemas elásticos.
REFERENCIAS
HEYMAN, J. (1966). The stone skeleton. International Journal of Solids and Structures, 2: 249-279.
HEYMAN, J. (1967). On the shell solutions of masonry domes. International Journal of Solids and Structures, 3: 227-241.
HEYMAN, J. (1999). Teoría, historia y restauración de estructuras de fábrica. CEHOPU, 2ª edición, Madrid.
HUERTA, S. (1996). La teoría del arco de fábrica: desarrollo histórico. Obra Pública, 38:18-29.
HUERTA, S. (2000): Estética y geometría: el proyecto de puentes de fábrica en los siglos XV al XVII, en Graciani, A.; Huerta, S.; Rabasa, E.; Tabales, M. (eds.): Actas del Tercer Congreso Nacional de Historia de la Construcción. Instituto Juan de Herrera/CEHOPU, Sevilla, 513-526.
HUERTA, S. (2005). Mecánica de las bóvedas de fábrica: el enfoque del equilibrio. Informes de la Construcción, 56(496):73-89.
El procedimiento consiste en construir los arcos verticalmente y luego abatirlos con ayuda de tirantes y cabrestantes con un giro alrededor de su extremo inferior. El giro se ve favorecido por el peso del semiarco, aunque al principio es necesario desplazarlo con unos cilindros hidráulicos horizontales. Luego las retenidas deben controlar el descenso, donde los semiarcos presentan esfuerzos flectores crecientes con su proyección horizontal. Este tipo de montaje supone importantes retenidas y rótulas de giro que pueden ser incompatibles con grandes luces, por lo que para estos casos se usan arcos metálicos, que incluso pueden quedar embebidos como autocimbras.
Cuando se construyen arcos de hormigón, los encofrados se sitúan casi en vertical, lo que permite un ahorro considerable en cimbras. Lo habitual es construir dos semiarcos que se cierran en clave al alcanzar su posición definitiva, pero también se puede abatir una longitud inferior al semiarco y montar el tramo central mediante un izado vertical.
Puente Paul Sauer o del río Storms. Puente de arco de hormigón, de 100 m de luz, en el Cabo Oriental de Sudáfrica. Inaugurado en 1955, la diseño Riccardo Morandi.
Este procedimiento constructivo lo utilizó Riccardo Morandi para arcos de hasta 100 m, como por ejemplo en el puente Paul Sauer, sobre el río Storms, en Sudáfrica. Otro puente reseñable con esta tecnología es el de Argentobel, en Alemania, con 145 m de luz. En España destaca el puente Arcos de Alconétar, en el embalse de Alcántara, formado por dos estructuras gemelas de 400 m de longitud, cuyo vano principal es un arco metálico de tablero superior, de 220 m de luz. A fecha de hoy, se trata del arco de mayor luz construido en el mundo con este procedimiento. Otras realizaciones españolas de interés son el Viaducto de Arroyo del Valle, el Viaducto de O’Eixo o el Viaducto sobre el río Deza (que ostentaría el récord actual de arcos de hormigón construido mediante este procedimiento, con una luz de 150 m).
Abatimiento de los semiarcos en el puente Arcos de Alconétar. Viaducto doble, con arco metálico de 220 m, en la autovía de La Plata (Cáceres). Inaugurado en 2006.
Os paso a continuación un vídeo de voxelestudios sobre la construcción del puente Arcos de Alconetar. Espero que os guste.
También podemos ver un vídeo de OHL sobre este mismo puente.
Os dejo un vídeo sobre el Viaducto sobre el río Deza (AVE).
Y también otro vídeo sobre la construcción del Viaducto de O’Eixo (AVE).
Referencias:
del Pozo, F.J.; Arrieta, J.M.; Madrid, A.J. Viaducto Arroyo del Valle. Línea de Alta Velocidad Madrid-Segovia-Valladolid. Congreso ACHE, 20 pp. (enlace)
Llombart, J.A.; Revoltós, J.; Couto, S. (2006). Puente sobre el río Tajo, en el embalse de Alcántara («Arcos de Alconétar»). Hormigón y Acero, 242:5-38. (enlace)
Puente de la Trinidad, sobre el cauce del río Turia, en Valencia. (Fotografía de Víctor Yepes, 2010).
Con este artículo, vamos a seguir divulgando procesos constructivos históricos; en este caso, el arco. En otros posts anteriores ya comentamos el origen y el diseño del arco. Espero que os gusten estas pinceladas sobre procedimientos de construcción ya históricos. Os dejo algunas referencias bibliográficas (Yepes, 2010) y enlaces a otras páginas web para que podáis ampliar la información, que es necesariamente breve debido al formato de este post.
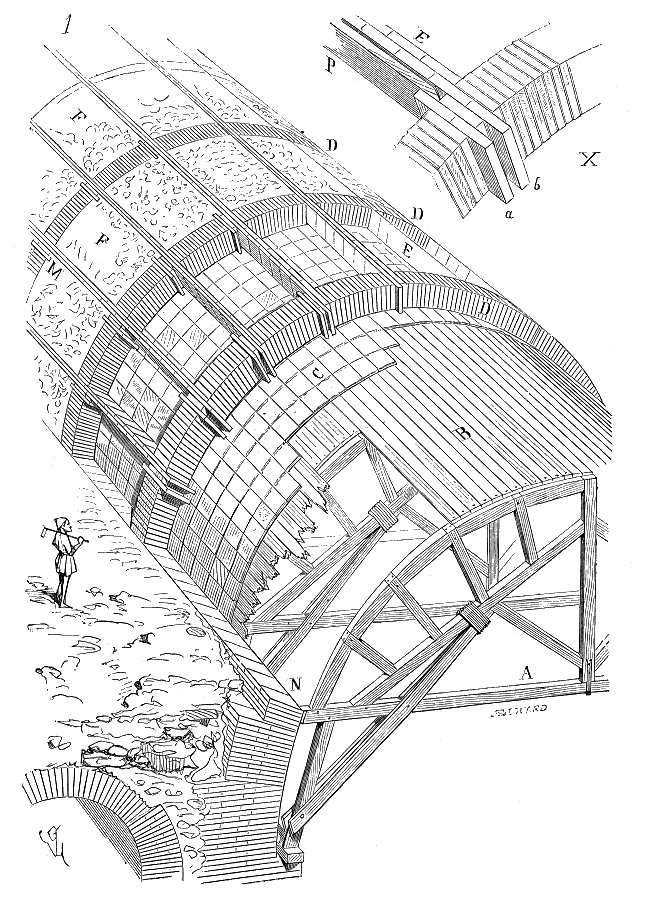
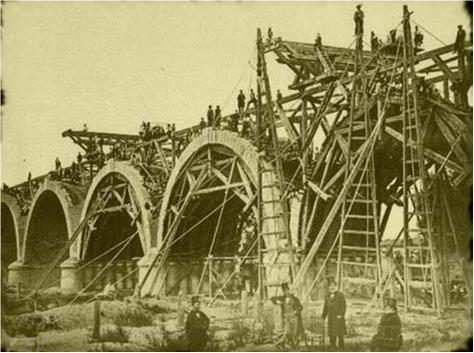
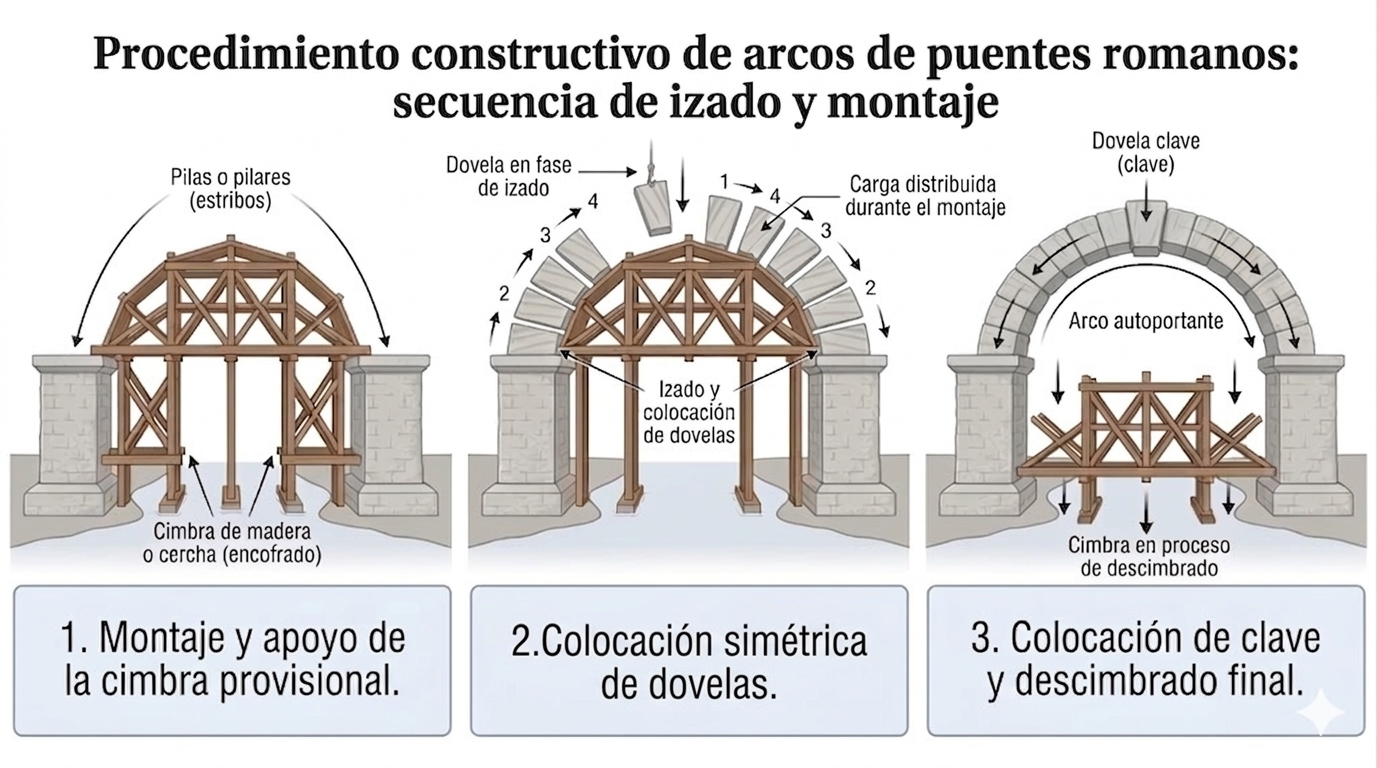
Los romanos construyeron con arcos de medio punto. Esta disposición geométrica era de composición cómoda, pues resultaba muy sencillo trazar la directriz y relativamente fácil construir la cimbra —normalmente compuesta por al menos dos arcos de círculo de madera sólidamente triangulados—. Las cimbras se construían con cerchas o armaduras de madera, unidas entre sí por correas, sobre las cuales se clavaban tablas o listones para formar el forro o la superficie de apoyo de las dovelas. El perfilado de la superficie de asiento se terminaba con una ligera capa de mortero, yeso o barro (Moreno, 1985).
La cimbra, por tanto, es el elemento esencial para dar forma al arco. Esta estructura auxiliar se apoya directamente sobre el suelo mediante unos soportes, bien sobre unos huecos —mechinales— o en unas piedras salientes —canes— que solían dejarse a la altura del arranque de las bóvedas para ahorrar madera (Adam, 2002). Con esta última solución, los constructores añadían valor ornamental a las cornisas dispuestas a nivel de la última hilada horizontal. Para economizar materiales, a veces los constructores ensamblaban algunas bóvedas con tongadas paralelas yuxtapuestas, sin cruzar las juntas. Ello permitía levantar cada arco contiguo por separado con la misma cimbra, que se desplazaba lateralmente. Incluso se podían separar los arcos paralelos, y haciendo de cimbra los arcos ya construidos, colocar posteriormente unas losas de complemento. En otras ocasiones, se podían disponer varias roscas de dovelas; así, una vez colocada la primera, esta resistía el peso de las demás, lo que permitía aligerar la cimbra.
Proceso de cimbrado en la construcción de una bóveda romana. Eugène Viollet-le-Duc (1856).
El trabajo de construir una cimbra comenzaba con la elección del tipo de árboles que presentaran un porte y una madera adecuados. En la Hispania romana era frecuente el uso del roble, del castaño, del fresno, del olmo, de la haya, del abeto y del álamo. Tras el talado del árbol, se retiraban las ramas, dejando un tronco que posteriormente se transformaba mediante hacha y sierra en tablones. Una vez ensamblada, la cimbra se situaba en su posición mediante andamios construidos en la obra. Hasta el siglo XVIII, el cálculo de los grosores de las piezas de madera para su construcción se realizaba mediante reglas prácticas validadas por la experiencia. Así, en el tratado de Palladio (1570), se establecen tipologías básicas de puentes de madera y se señala que las dimensiones en un caso particular serán proporcionales a las allí señaladas.
Construcción del puente de los Franceses, siglo XIX.
Una vez instalada la cimbra, se comenzaban a colocar las dovelas de forma simétrica desde los salmeres o arranques hasta llegar a la última pieza, la clave. El avance simétrico se realizaba para repartir adecuadamente el peso de la sillería sobre los pilares y evitar una posible deformación indebida de la cimbra. A partir de ese momento, la cimbra ya puede retirarse, pues el arco funciona por sí solo.
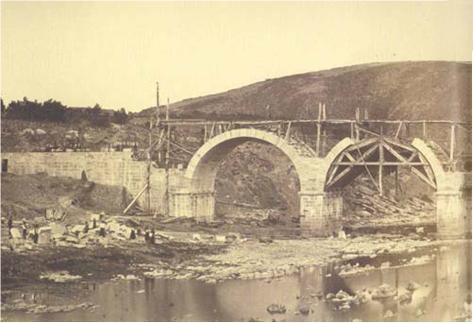
La construcción de las bóvedas romanas podía ejecutarse arco a arco, cimbrando de forma independiente cada uno de ellos, puesto que las pilas eran tan robustas como para contrarrestar el empuje desestabilizante de la bóveda adyacente recién descimbrada. Se podía empezar la construcción desde uno de los extremos y terminar en el otro, o bien empezarla desde ambos extremos a la vez. Este aspecto permitía un gran ahorro de madera en las cimbras. El resultado era la construcción de arcos de radio constante, con dovelas idénticas (Monleón, 1986). Otra ventaja adicional es que ha permitido la supervivencia de los actuales puentes romanos, puesto que el colapso de una de las bóvedas en caso de conflicto bélico, o bien a causa de la socavación de una de sus pilas, permitiría que el resto de las bóvedas permaneciesen estables, reconstruyéndose solo la parte dañada (Arenas, 2002).
Construcción de un puente sobre el río Tera (Zamora). Foto de Laurent, siglo XIX.
Ya entrados en el siglo XVI, la construcción de las bóvedas seguía realizándose a la romana, es decir, reutilizando la misma cimbra en varios arcos iguales. En el caso de disponer de un gran arco central, sus empujes se recogían construyendo previamente los arcos laterales. El ensamblaje de la cimbra no se realizaba con la anchura total que tendría la bóveda, sino que se hacía por fases, desde los laterales hacia el centro, manteniendo la simetría. Como el viento podría llevar al traste esta fase constructiva, se arriostraban las estrechas cimbras con sogas de cáñamo. Además, para garantizar el correcto asiento de las dovelas, se cubría la cimbra con una capa de yeso.
El izado de las dovelas sobre la cimbra se realizaba mediante una grúa. Algunos de estos ingenios fueron proyectados por los propios arquitectos o ingenieros en las obras, como es el caso de Juan de Herrera, que diseñó sus propias grúas para las obras del Monasterio de El Escorial, tras la muerte del arquitecto Juan Bautista de Toledo, en 1567. Los ingenieros romanos no tuvieron que imaginar nuevos procedimientos para izar cargas pesadas, pues los griegos ya disponían de máquinas elevadoras o machinae tractores, perfectamente ideadas para cualquier carga del momento (Adam, 2002). Una grúa muy utilizada era la provista de ruedas de pisar que pivotaban sobre un eje vertical, lo que permitía orientarlas con facilidad. La polea y el torno elevador se asociaban para formar una máquina elevadora que ha mantenido su éxito durante mucho tiempo: la cabria, constituida por un par de piezas de madera unidas en ángulo agudo y sujetas mediante tirantes de fijación. Estas máquinas disponían de unas tenazas de hierro, empleadas desde los romanos, que sujetaban los sillares.
Los extremos del puente, los estribos, se construían en primer lugar, pues la primera bóveda empezaba a transmitir sus empujes en cuanto se descimbraba. Se componen de un muro frontal, de aparejo similar al de las pilas, y de unos muros laterales que se denominan “de acompañamiento” cuando son paralelos al puente y “aletas” en caso contrario. Estos muros contienen el relleno del intradós o el derramamiento de tierras y también sirven para encauzar la corriente del río (León y Espejo, 2007).
En otros posts completaremos información sobre el descimbrado de la bóveda y la terminación de la calzada de este tipo de puentes de arco de fábrica.
ADAM, J.P. (2002). La construcción romana. Materiales y técnicas. León: Editorial de los Oficios.
ARENAS, J.J. (2002). Caminos en el aire: los puentes. Colección ciencias, humanidades e ingeniería. Ed. Colegio de Ingenieros de Caminos, Canales y Puertos, Madrid.
LEÓN, J.; ESPEJO, S. (2007). Aspectos resistentes de los puentes romanos, en Memorias del Seminario Puente de Alcántara: Restauración de puentes romanos. Fundación San Benito de Alcántara.
MONLEÓN, S. (1986). Curso de puentes, Vol. I. Colegio de Ingenieros de Caminos, Canales y Puertos. Valencia, 216 pp.
MORENO, F. (1985). Arcos y bóvedas. Ed. CEAC, 15ª edición, Barcelona.
YEPES, V. (2010). Puentes históricos sobre el viejo cauce del Turia. Un análisis histórico, estético y constructivo a las obras de fábrica. Universitat Politècnica de València. Inédito.
Construcción del viaducto de Millau (Francia) mediante empuje de su tablero
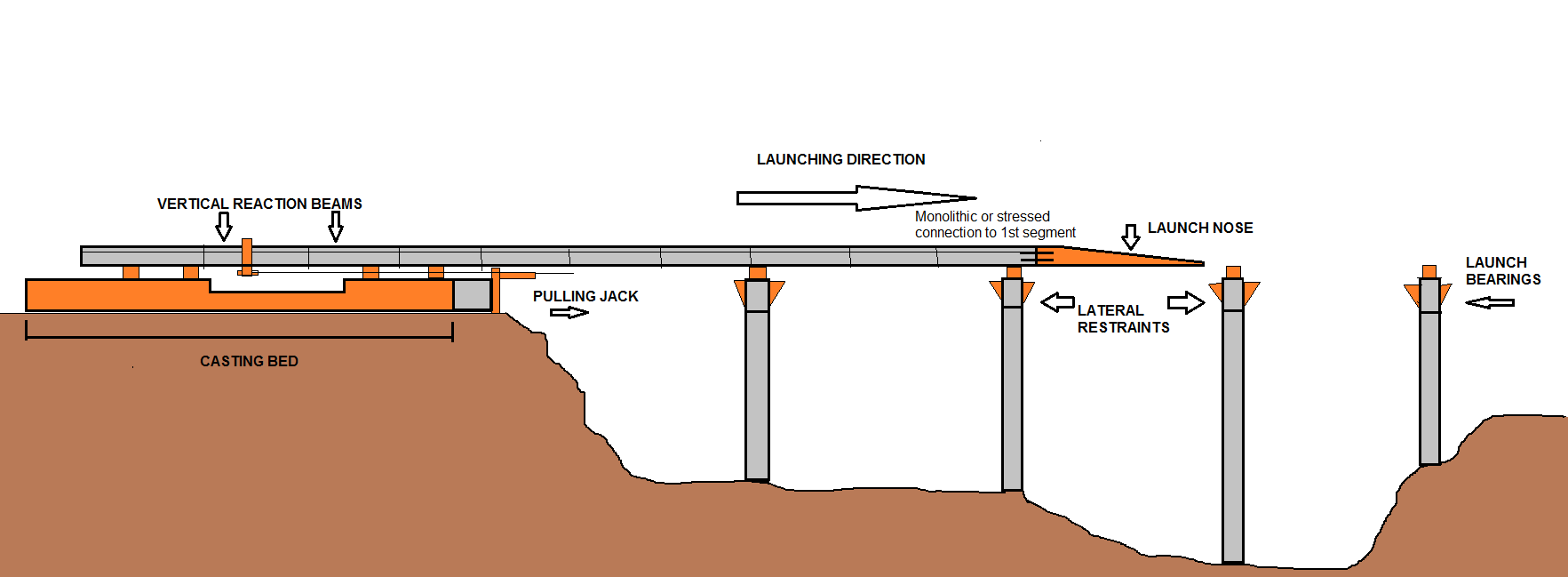
El procedimiento de empuje consiste en fabricar o montar el tablero detrás del estribo en un parque fijo y, después, trasladarlo longitudinalmente sobre las pilas, por fases sucesivas, hasta alcanzar su posición definitiva al llegar al otro estribo, sin necesidad de cimbras. El tablero se desliza con gatos sobre estribo y pilas, con ayuda de un pico de lanzamiento. Para que el procedimiento sea efectivo, el puente necesita un tablero de canto constante y un trazado en planta recto y pendiente nula o ascendente; sin embargo, con los actuales sistemas de retenida, se permiten pendientes descendentes y alineaciones circulares. Otro trazado imposibilita que cualquier parte del puente pase por los mismos puntos durante la traslación, lo que complica la ejecución. Al principio el procedimiento se utilizó con tableros metálicos, pero hoy se aplica también a cajones de hormigón.
Las solicitaciones propias del empuje requieren secciones en cajón con cantos importantes y constantes, con relaciones canto/luz de 1/10 a 1/15. El procedimiento constructivo provoca una ley de momentos flectores con valores muy altos cuando el vano está entero en voladizo. Para reducir el peso del tablero, se dispone de un pico de avance o nariz metálica en la parte delantera del dintel del tablero.
Este sistema requiere medios auxiliares de coste elevado y ofrece una buena calidad de ejecución al agrupar todas las operaciones en una zona específica. Su ventaja económica radica en la posibilidad de preparar un parque de fabricación fijo, en el eje del puente, donde se pueda realizar una dovela de 10 a 25 m de longitud. En el caso de dovelas de hormigón, se realiza un pretensado inicial para absorber los esfuerzos del lanzamiento y se deja el pretensado definitivo para soportar las cargas de servicio en una segunda fase. Cada segmento normalmente se completa en una semana. Posteriormente, se consolidó el método de dovelas largas hormigonadas “in situ” en una instalación industrializada que se monta detrás del estribo, aunque es habitual seguir empleando dovelas. Existe la posibilidad de fabricar y empujar desde un solo lado o desde ambos lados del puente. El método del empuje ha permitido resolver satisfactoriamente la construcción de puentes sobre obstáculos importantes situados por debajo del tablero, pues no requiere cimbrado.
Esquema del proceso del lanzamiento del tablero de un puente
El empuje de puentes se desarrolló en la segunda mitad del siglo XIX para situar en su situación definitiva grandes viaductos metálicos de celosía. De hecho, la ligereza de los tableros metálicos y mixtos es una ventaja frente a los de hormigón, mucho más pesados; sin embargo, es habitual construir estos puentes con hormigón pretensado. Los puentes de ferrocarril, en particular, son estructuras idóneas para construir mediante empuje, pues han de soportar, además de su peso propio, cargas de servicio elevadas que obligan a dimensionar secciones con una gran capacidad resistente. Al construir el puente, donde solo actúa el peso propio, el exceso de capacidad puede aprovecharse sin sobredimensionar la estructura.
El primer viaducto de segmentos de hormigón prefabricados empujados fue el Puente de Ager, en Austria, en 1959, donde se usaban dovelas cortas prefabricadas; sin embargo, muchos autores citan el puente sobre el río Caroní (Venezuela), con un vano principal de 96 m y terminado en 1964, de Leonhardt y Baur, como iniciadores de esta técnica con el hormigón. En este caso, se utilizaron pilas intermedias para el lanzamiento y así reducir la luz de lanzamiento. Este procedimiento encarece la construcción, pues no tiene sentido que las pilas provisionales no queden definitivas. Solamente podría plantearse el uso de una sola pila provisional en caso de una luz de empuje extraordinaria. En España, el primer puente empujado de hormigón se construyó en 1972 en la línea férrea Almería-Linares, sobre el río Andarax (Almería), con un vano principal de 42,5 m.
Primer y Segundo Puente sobre el río Caroni (Venezuela). Diseñado por F. Leonhardt y H. Baur. Terminado en 1963, une San Félix y Puerto Ordaz
Es un sistema costoso que solo resulta de interés económico para longitudes de puente superiores a 300 – 400 m (Ministerio de Fomento, 2000). Este procedimiento presenta ventajas claras en los puentes muy largos, pues permite aplicar la construcción industrializada —según Pérez-Fadón (2004), es rentable a partir de 600 m de longitud— o bien reutilizarla en varios puentes. Fuera de estos rangos, los medios auxiliares no se amortizan lo suficiente.
El campo de luces óptimo para los tableros empujados se encuentra entre 30 y 50 m, aunque, de forma excepcional, dicho intervalo se amplía desde 25 hasta 100 m. Normalmente, cuando se requieren luces altas, por encima de 50 m, se requieren apoyos o atirantamientos provisionales. Se han empleado luces de empuje superiores, por ejemplo, en el acueducto de Alcanadre, de J. Manterola y L.F. Troyano, con una luz de 60 m debido a que el dintel debe soportar la sobrecarga del agua, lo que permite una mayor luz óptima.
En el caso de una luz muy grande, se puede construir el puente realizando un lanzamiento desde ambos apoyos y terminando en el centro de la luz con dos voladizos convergentes. Por ejemplo, Millanes y Matute (1999) describen la construcción de un viaducto con un tramo continuo singular, compuesto por dos vanos de 40 m y un vano central de 80 m, que se construyó mediante el lanzamiento de las vigas desde un carro. Se emplearon dos pilas provisionales y se tesó la losa para dar continuidad antes de eliminarlas.
El empuje de puentes entra en competencia con la construcción de tramos sucesivos con autocimbra. Por debajo de 30 m existen autocimbras en alquiler que abaratan los costes respecto a los puentes empujados. Sin embargo, por encima de dicho límite, los costes de la cimbra autoportante empiezan a crecer exponencialmente, quedando en desventaja a partir de 100 m. Por otra parte, las cimbras desmontables, con o sin pila auxiliar intermedia, compiten cuando hay luces repetitivas y un gran número de vanos, especialmente en puentes de baja altura y en terrenos poco abruptos. El procedimiento de la cimbra autoportante presenta claras ventajas en puentes muy largos, donde los medios auxiliares se amortizan adecuadamente. Además, es un procedimiento que permite cualquier geometría en planta del puente, frente a los empujados.
Os paso una animación en 3D de Octavio Martins que explica muy bien el procedimiento constructivo. Espero que os sea útil.
También la empresa ULMA nos ofrece una animación con estas características.
Referencias:
MILLANES, F.; MATUTE, L. (1999). Viaducto sobre el río Lambre. Hormigón y Acero, 213: 33-39.
MINISTERIO DE FOMENTO (2000). Obras de paso de nueva construcción. Conceptos generales. Madrid, 94 pp.
PÉREZ-FADÓN, S. (2004). Construcción de viaductos para líneas de FFCC. Tableros empujados. Revista de Obras Públicas, 3445: 47-52.
Playa de San Lorenzo, Gijón. Fotografía de Víctor Yepes
Resumen: El artículo destaca la importancia de la adopción voluntaria de sistemas de gestión de las playas como soporte de gran parte de la actividad turística española. Se describen brevemente las normas específicas recientemente desarrolladas para las playas turísticas de uso intensivo, en especial la UNE 150104 y el proyecto de norma PNE 187001. Además, un análisis de la evolución de los certificados de gestión en las playas de la Comunidad Valenciana permite comprobar la aplicabilidad de estos sistemas y su compatibilidad entre sí. El trabajo concluye que los sistemas de gestión y los distintivos de calidad de las playas representan una oportunidad de mejora en los ámbitos sociales, económicos y medioambientales del litoral. Sin embargo, resulta necesaria una revisión de estas normas en el marco de una gestión integrada del litoral, pues en este momento están excesivamente orientadas a la satisfacción de los consumidores turísticos. No hacerlo supone olvidar aspectos fundamentales que podrían acarrear la pérdida de los atractivos naturales y paisajísticos que motivan, entre otros, los viajes turísticos.
Palabras clave: playa, sistemas de gestión, gestión integrada de las zonas costeras, turismo, calidad, sostenibilidad.
Referencia:
YEPES, V. (2012). Sistemas voluntarios de gestión de playas de uso intensivo. En: Rodríguez-Perea, A., Pons, G.X., Roig-Munar, F.X., Martín-Prieto, J.Á., Mir-Gual, M. y Cabrera, J.A. (eds.). La gestión integrada de playas y dunas: experiencias en Latinoamérica y Europa: Mon. Soc. Hist. Nat. Balears, 19: 61-76. ISBN: 978-84-616-2240-5. Palma de Mallorca.
Es más, ¿es posible que un ordenador diseñe de forma automática estructuras óptimas sin darle ninguna pista ni información previa? Estoy convencido de que a la vuelta de un par de años, todos los programas comerciales tendrán paquetes de optimización estructural que permitirán reducciones de coste del 5 al 15% respecto a los programas actuales. Ya os adelanto que esta nueva tecnología va a traer consigo nuevas patologías en las estructuras de hormigón, que, con la optimización, se parecen más a las estructuras metálicas. Con el tiempo habrá que introducir capítulos o restricciones en las futuras versiones de la EHE o de los Eurocódigos. En este post continuamos comentando aspectos relacionados con la modelización matemática, la optimización combinatoria, las metaheurísticas y los algoritmos.
Toda esta aventura la empezamos en el año 2002, con el primer curso de doctorado sobre optimización heurística en la ingeniería civil, que luego hemos ido ampliando y mejorando en el actual Máster Oficial en Ingeniería del Hormigón. Ya tenemos varias tesis doctorales y artículos científicos al respecto para quienes de vosotros estén curiosos o interesados en el tema. Para aquellos que queráis ver algunas aplicaciones concretas, os recomiendo el siguiente capítulo del libro que escribimos sobre la optimización de distintas estructuras mediante un algoritmo tan simple como la cristalización simulada. Para quienes tengan más curiosidad, os dejo algunas publicaciones de nuestro grupo de investigación en el apartado de referencias.
Os paso, para abrir la boca, una forma sencilla de optimizar a través de este Polimedia. Espero que os guste.
Referencias:
MOLINA-MORENO, F.; MARTÍ, J.V.; YEPES, V. (2017). Carbon embodied optimization for buttressed earth-retaining walls: implications for low-carbon conceptual designs.Journal of Cleaner Production, 164:872-884. https://authors.elsevier.com/a/1VLOP3QCo9NDzg
GARCÍA-SEGURA, T.; YEPES, V.; FRANGOPOL, D.M. (2017). Multi-Objective Design of Post-Tensioned Concrete Road Bridges Using Artificial Neural Networks.Structural and Multidisciplinary Optimization, 56(1):139-150. doi: 10.1007/s00158-017-1653-0
YEPES, V.; MARTÍ, J.V.; GARCÍA-SEGURA, T.; GONZÁLEZ-VIDOSA, F. (2017). Heuristics in optimal detailed design of precast road bridges.Archives of Civil and Mechanical Engineering, 17(4):738-749. DOI: 10.1016/j.acme.2017.02.006
MOLINA-MORENO, F.; GARCÍA-SEGURA; MARTÍ, J.V.; YEPES, V. (2017). Optimization of Buttressed Earth-Retaining Walls using Hybrid Harmony Search Algorithms.Engineering Structures, 134:205-216. DOI: 10.1016/j.engstruct.2016.12.042
GARCÍA-SEGURA, T.; YEPES, V. (2016). Multiobjective optimization of post-tensioned concrete box-girder road bridges considering cost, CO2 emissions, and safety.Engineering Structures, 125:325-336. DOI: 10.1016/j.engstruct.2016.07.012.
MARTÍ, J.V.; GARCÍA-SEGURA, T.; YEPES, V. (2016). Structural design of precast-prestressed concrete U-beam road bridges based on embodied energy.Journal of Cleaner Production, 120:231-240. DOI: 10.1016/j.jclepro.2016.02.024
GARCÍA-SEGURA, T.; YEPES, V.; ALCALÁ, J.; PÉREZ-LÓPEZ, E. (2015). Hybrid harmony search for sustainable design of post-tensioned concrete box-girder pedestrian bridges.Engineering Structures, 92:112-122. DOI: 10.1016/j.engstruct.2015.03.015 (link)
LUZ, A.; YEPES, V.; GONZÁLEZ-VIDOSA, F.; MARTÍ, J.V. (2015). Diseño de estribos abiertos en puentes de carretera obtenidos mediante optimización híbrida de escalada estocástica.Informes de la Construcción, 67(540), e114. DOI: 10.3989/ic.14.089
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ-VIDOSA, F. (2015). Memetic algorithm approach to designing of precast-prestressed concrete road bridges with steel fiber-reinforcement.Journal of Structural Engineering ASCE, 141(2): 04014114. DOI:10.1061/(ASCE)ST.1943-541X.0001058(descargar versión autor)
YEPES, V.; GARCÍA-SEGURA, T.; MORENO-JIMÉNEZ, J.M. (2015). A cognitive approach for the multi-objective optimization of RC structural problems.Archives of Civil and Mechanical Engineering, 15(4):1024-1036. doi:10.1016/j.acme.2015.05.001
YEPES, V.; MARTÍ, J.V.; GARCÍA-SEGURA, T. (2015). Cost and CO2 emission optimization of precast-prestressed concrete U-beam road bridges by a hybrid glowworm swarm algorithm.Automation in Construction, 49:123-134. DOI: 10.1016/j.autcon.2014.10.013 (link)
GARCÍA-SEGURA, T.; YEPES, V.; MARTÍ, J.V.; ALCALÁ, J. (2014). Optimization of concrete I-beams using a new hybrid glowworm swarm algorithm. Latin American Journal of Solids and Structures, 11(7):1190 – 1205. ISSN: 1679-7817. (link)
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ-VIDOSA, F.; LUZ, A. (2013). Diseño automático de tableros óptimos de puentes de carretera de vigas artesa prefabricadas mediante algoritmos meméticos híbridos.Revista Internacional de Métodos Numéricos para Cálculo y Diseño en Ingeniería, DOI: http://dx.doi.org/10.1016/j.rimni.2013.04.010.
TORRES-MACHÍ, C.; YEPES, V.; ALCALA, J.; PELLICER, E. (2013). Optimization of high-performance concrete structures by variable neighborhood search.International Journal of Civil Engineering, 11(2):90-99 . ISSN: 1735-0522. (link)
MARTÍNEZ-MARTÍN, F.; GONZÁLEZ-VIDOSA, F.; HOSPITALER, A.; YEPES, V. (2013). A parametric study of optimum tall piers for railway bridge viaducts.Structural Engineering and Mechanics, 45(6): 723-740. (link)
MARTINEZ-MARTIN, F.J.; GONZALEZ-VIDOSA, F.; HOSPITALER, A.; YEPES, V. (2012). Multi-objective optimization design of bridge piers with hybrid heuristic algorithms.Journal of Zhejiang University-SCIENCE A (Applied Physics & Engineering, 13(6):420-432. DOI: 10.1631/jzus.A1100304. ISSN 1673-565X (Print); ISSN 1862-1775 (Online). (link)
MARTÍ, J.V.; GONZÁLEZ-VIDOSA, F.; YEPES, V.; ALCALÁ, J. (2013). Design of prestressed concrete precast road bridges with hybrid simulated annealing.Engineering Structures, 48:342-352. DOI:10.1016/j.engstruct.2012.09.014. ISSN: 0141-0296.(link)
YEPES, V.; GONZÁLEZ-VIDOSA, F.; ALCALÁ, J.; VILLALBA, P. (2012). CO2-Optimization Design of Reinforced Concrete Retaining Walls based on a VNS-Threshold Acceptance Strategy.Journal of Computing in Civil Engineering ASCE, 26 (3):378-386. DOI: 10.1061/(ASCE)CP.1943-5487.0000140. ISNN: 0887-3801. (link)
CARBONELL, A.; YEPES, V.; GONZÁLEZ-VIDOSA, F. (2011). Búsqueda exhaustiva por entornos aplicada al diseño económico de bóvedas de hormigón armado. Revista Internacional de Métodos Numéricos para Cálculo y Diseño en Ingeniería, 27(3):227-235. (link) [Global best local search applied to the economic design of reinforced concrete vauls]
CARBONELL, A.; GONZÁLEZ-VIDOSA, F.; YEPES, V. (2011). Heuristic optimization of reinforced concrete road vault underpasses.Advances in Engineering Software, 42(4): 151-159. ISSN: 0965-9978. (link)
MARTÍNEZ, F.J.; GONZÁLEZ-VIDOSA, F.; HOSPITALER, A. (2011). Estudio paramétrico de pilas para viaductos de carretera.Revista Internacional de Métodos Numéricos para Cálculo y Diseño en Ingeniería, 27(3):236-250. (link)
MARTÍNEZ, F.J.; GONZÁLEZ-VIDOSA, F.; HOSPITALER, A.; ALCALÁ, J. (2011). Design of tall bridge piers by ant colony optimization.Engineering Structures, 33:2320-2329.
PEREA, C.; YEPES, V.; ALCALÁ, J.; HOSPITALER, A.; GONZÁLEZ-VIDOSA, F. (2010). A parametric study of optimum road frame bridges by threshold acceptance.Indian Journal of Engineering & Materials Sciences, 17(6):427-437. ISSN: 0971-4588. (link)
PAYÁ-ZAFORTEZA, I.; YEPES, V.; GONZÁLEZ-VIDOSA, F.; HOSPITALER, A. (2010). On the Weibull cost estimation of building frames designed by simulated annealing.Meccanica, 45(5): 693-704. DOI 10.1007/s11012-010-9285-0. ISSN: 0025-6455. (link)
MARTÍ, J.V.; GONZÁLEZ-VIDOSA, F. (2010). Design of prestressed concrete precast pedestrian bridges by heuristic optimization.Advances in Engineering Software, 41(7-8): 916-922. http://dx.doi.org/10.1016/j.advengsoft.2010.05.003
MARTÍNEZ, F.J.; GONZÁLEZ-VIDOSA, F.; HOSPITALER, A.; YEPES, V. (2010). Heuristic Optimization of RC Bridge Piers with Rectangular Hollow Sections.Computers & Structures, 88: 375-386. ISSN: 0045-7949. (link)
PAYÁ, I.; YEPES, V.; HOSPITALER, A.; GONZÁLEZ-VIDOSA, F. (2009). CO2-EfficientDesign of Reinforced Concrete Building Frames.Engineering Structures, 31: 1501-1508. ISSN: 0141-0296. (link)
YEPES, V.; ALCALÁ, J.; PEREA, C.; GONZÁLEZ-VIDOSA, F. (2008). A Parametric Study of Optimum Earth Retaining Walls by Simulated Annealing. Engineering Structures, 30(3): 821-830. ISSN: 0141-0296. (link)
PEREA, C.; ALCALÁ, J.; YEPES, V.; GONZÁLEZ-VIDOSA, F.; HOSPITALER, A. (2008). Design of Reinforced Concrete Bridge Frames by Heuristic Optimization.Advances in Engineering Software, 39(8): 676-688. ISSN: 0965-9978. (link)
PAYÁ, I.; YEPES, V.; GONZÁLEZ-VIDOSA, F.; HOSPITALER, A. (2008). Multiobjective Optimization of Reinforced Concrete Building Frames by Simulated Annealing.Computer-Aided Civil and Infrastructure Engineering, 23(8): 596-610. ISSN: 1093-9687. (link)
PAYÁ, I.; YEPES, V.; CLEMENTE, J.J.; GONZÁLEZ-VIDOSA, F. (2006). Optimización heurística de pórticos de edificación de hormigón armado.Revista Internacional de Métodos Numéricos para Cálculo y Diseño en Ingeniería, 22(3): 241-259. [Heuristic optimization of reinforced concrete building frames]. (link)
 Nos acaban de publicar en la revista de Elsevier del primer cuartil, Environmental Impact Assessment Review, un artículo donde se valora la contribución de una infraestructura a la sostenibilidad social bajo condiciones de incertidumbre. Este artículo forma parte de nuestra línea de investigación BRIDLIFE en la que se pretenden optimizar estructuras atendiendo no solo a su coste, sino al impacto ambiental y social que generan a lo largo de su ciclo de vida.
Nos acaban de publicar en la revista de Elsevier del primer cuartil, Environmental Impact Assessment Review, un artículo donde se valora la contribución de una infraestructura a la sostenibilidad social bajo condiciones de incertidumbre. Este artículo forma parte de nuestra línea de investigación BRIDLIFE en la que se pretenden optimizar estructuras atendiendo no solo a su coste, sino al impacto ambiental y social que generan a lo largo de su ciclo de vida.