La técnica del gunitado, también conocida como hormigón proyectado, es un sistema constructivo que consiste en proyectar hormigón o mortero mediante un «cañón» (o manguera a alta presión) sobre cualquier tipo de superficie, incluso sobre la tierra. Su objetivo es construir un muro continuo, con mayor resistencia y menor espesor, capaz de soportar y contener la presión del terreno, independientemente del tipo de pendiente, y de ofrecer una impermeabilización óptima gracias a su baja porosidad. Una de las grandes ventajas frente al hormigón tradicional es que no requiere compactación (ni el autocompactante), por lo que puede adaptarse a superficies de todo tipo y geometría. La velocidad de impacto es la que compacta el material de inmediato. Actualmente, el hormigón proyectado es un elemento indispensable en los procedimientos de sostenimiento y revestimiento estructural de túneles y taludes.
Este hormigón se llamó originalmente «gunite» o «gunita» cuando Carl Akeley diseñó un duplicado de pistola de cemento de cámaras en 1910. Su aparato neumático aplicaba una mezcla de cemento y arena a gran velocidad sobre la superficie prevista. El desarrollo de la gunita en Europa siguió al de EE. UU. cuando un ingeniero de la empresa CEMENT-GUN CO. americana fundó la TORKRET GmbH en 1921, utilizándose entonces la gunita en reparaciones de muros defectuosos y, en mucho menor medida, en el revestimiento de túneles y galerías.
Podemos distinguir tres procesos de gunitado: mezcla seca, mezcla húmeda y mezcla semihúmeda. En el proceso de mezcla seca, se introduce y se mezcla el agua necesaria en la boquilla de aplicación, junto con el material seco de cemento (cenizas, escorias, humo de sílice, etc.), y los agregados se entregan a través de la pistola. El proceso de mezcla húmeda emplea hormigón que ha sido entregado y está bien mezclado, pero carece de los aceleradores necesarios. Los ingredientes suelen entregarse en camiones mezcladores de hormigón, listos para su uso, al igual que ocurre con el hormigón normal. La dosificación de cemento oscila entre 300 y 375 kg/m³, con relaciones agua/cemento de alrededor de 0,40 y 0,56, y con la limitación del tamaño máximo del árido, que generalmente es inferior a 10 mm, en función del tamaño de la manguera y la boquilla empleadas.
Os dejo varios vídeos sobre cómo se aplica la técnica. Espero que os gusten.
También os dejo el siguiente artículo por si os interesa.
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1998). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
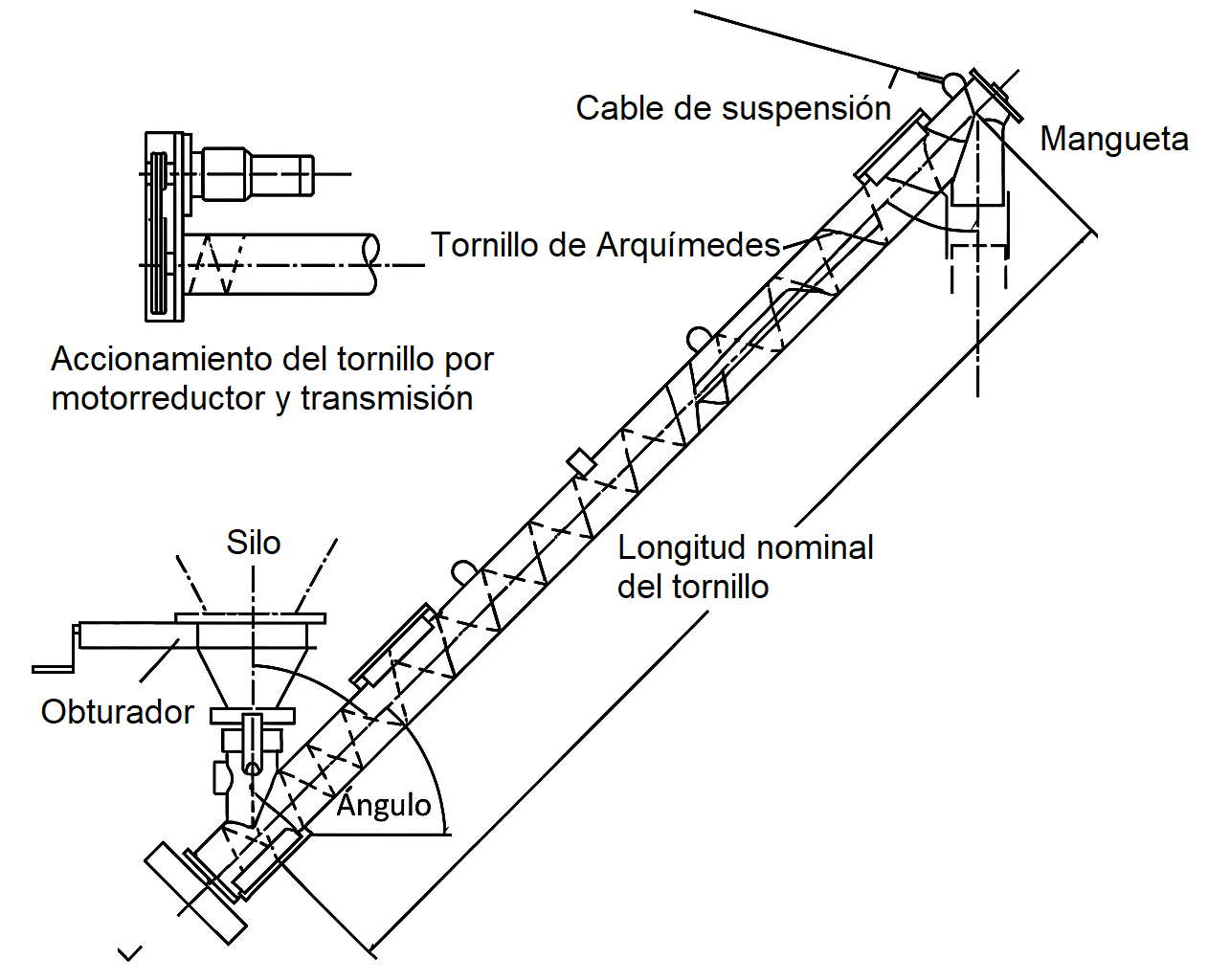
Figura 1. Tornillo sinfín que transporta cemento desde un silo hasta el dosificador. https://es.excteng.com/cement-screw-conveyor/
El cemento se transporta habitualmente desde la boca de descarga del silo hasta la báscula mediante un tornillo de Arquímedes, cuya longitud varía según la distancia a cubrir. El proceso de llenado empieza y termina al activar y detener la rotación de este mecanismo.
El tornillo transportador consta de una espiral helicoidal metálica que gira dentro de un tubo, el cual puede ser circular o tener forma de U, pero está cerrado en la parte superior por una chapa atornillada que permite la inspección en caso de atascos. Este tornillo se monta sobre un eje sostenido por cojinetes en ambos extremos y su rotación se acciona mediante un motorreductor en baño de aceite ubicado en uno de los extremos del eje. Además, debe contar con una tapa de registro en la parte inferior.
La pendiente de suministro puede alcanzar hasta 45°, lo que requiere una mayor potencia del motor eléctrico en comparación con el funcionamiento en horizontal y reduce el rendimiento del sistema.
Cuando la distancia a cubrir supera los 10 m, se pueden utilizar dos tornillos en serie, de modo que uno descargue en el otro. En este caso, ambos tornillos deben tener las mismas características o, alternativamente, el segundo tornillo puede tener una mayor capacidad de carga para evitar atascos.
Figura 2. Partes de un tornillo sinfín
En condiciones de alta humedad, los tornillos pueden obstruirse debido al fraguado del cemento durante los periodos de inactividad. Para evitarlo, es necesario calentar los tornillos, ya sea utilizando fibra de vidrio o, de manera más sencilla, envolviéndolos con sacos de papel atados.
Cuando los tornillos se instalan en pendientes pronunciadas, es importante considerar las condiciones de transporte y agregar fluidificadores de cemento al silo. Se ha demostrado que, al activar los fluidificadores, el cemento puede ascender por los tornillos en pendientes de hasta 30°, incluso sin que estos estén en funcionamiento.
El tornillo también puede cumplir una función de dosificación volumétrica. En este caso, se utiliza un temporizador para programar un tiempo específico de funcionamiento, expresado en segundos. Conocidos el número de revoluciones por segundo del tornillo y la cantidad de kilogramos de cemento que transporta en cada vuelta, el sistema se detiene automáticamente al final del tiempo determinado, descargando la cantidad exacta de cemento en la amasadora.
Normalmente, el cemento se dosifica por peso y, en este caso, el tornillo cumple únicamente una función de transporte, moviéndolo desde el silo hasta la báscula. Una vez alcanzado el peso requerido, el tornillo sinfín se detiene automáticamente y se reactiva en el siguiente ciclo de dosificación.
Os dejo algunos vídeos explicativos:
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J.et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
CORMON, P. (1979). Fabricación del hormigón. Editores Técnicos Asociados, Barcelona, 232 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MONTERO, E. (2006). Puesta en obra del hormigón. Exigencias básicas. Consejo General de la Arquitectura Técnica de España, Madrid, 750 pp.
MORILLA, I. (1992). Plantas de fabricación de hormigón y grava-cemento. Monografías de maquinaria. Asociación Española de la Carretera, Madrid.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. https://www.cdt.cl/hormigonado-en-tiempo-frio/
En tiempo frío, una de las medidas para reducir el riesgo de congelación es usar hormigón más caliente. Sin embargo, la protección contra las heladas no aumenta de forma proporcional a la temperatura del hormigón, ya que las pérdidas de calor son mayores cuanto mayor es la diferencia térmica. Además, a mayor temperatura, se necesita más agua de amasado, lo que puede provocar variaciones en la consistencia y, en ocasiones, un fraguado más rápido. Las pérdidas rápidas de humedad en las superficies calientes del hormigón pueden provocar fisuras. Por lo tanto, la temperatura del hormigón fresco en el momento de su colocación debe mantenerse lo más cerca posible de los valores mínimos adecuados para las temperaturas ambientales previstas.
A modo de orientación, las medidas recomendables para el hormigonado en tiempo frío son las siguientes:
Para temperaturas ambientales entre +5 °C y 0 °C, calentar el agua de amasado y los áridos y proteger el hormigón vertido de las heladas.
Para temperaturas entre 0 °C y -5 °C, se debe calentar el agua y los áridos y proteger eficazmente el hormigón.
Para temperaturas inferiores a -5 °C, se debe suspender el hormigonado o realizar la fabricación y la colocación dentro de un recinto que pueda calentarse.
Se puede aumentar la temperatura del hormigón calentando uno o varios de sus componentes. No se recomienda calentar el hormigón fresco durante su fabricación ni el ya fabricado. En cada caso, es necesario estudiar las medidas a adoptar, evaluando la viabilidad y la facilidad de cada opción, así como el cumplimiento de los requisitos que debe satisfacer el hormigón final.
En primer lugar, se deben proteger los materiales tanto como sea posible de la temperatura ambiente, especialmente del viento y de la escarcha, mediante cubiertas o mediante su almacenamiento en silos. También puede ser necesario aislar térmicamente los silos y las tuberías que transportan los materiales hacia la amasadora.
Además, es posible calentar los materiales para el hormigón. El método más sencillo consiste en calentar el agua mediante un sistema de resistencias o mediante vapor de agua en un depósito ubicado antes de la amasadora. Se debe contar con un depósito aislado para mantener el agua caliente. Además, la temperatura del agua debe mantenerse constante para evitar variaciones en las amasadas. En cualquier caso, se podría utilizar agua a temperaturas cercanas a la ebullición, aunque ello requiere un procedimiento de amasado más cuidadoso para evitar un fraguado relámpago. Aunque la cantidad de agua en el hormigón no es elevada, su calor específico es mucho mayor que el del cemento y de los áridos. Si la temperatura ambiente no es demasiado baja, este sistema puede ser suficiente.
La temperatura de los aditivos influye mínimamente en la del hormigón debido a su pequeña cantidad. El calentamiento del resto de los materiales debe realizarse mediante un sistema específico, ya que se trata de sólidos con baja capacidad de conducción de calor. Al calentar los áridos, su temperatura en ningún punto debe superar los 100 °C y su temperatura media debe ser inferior a 65 °C.
Si los áridos contienen hielo, nieve o grumos helados, deben deshacerse, por ejemplo, mediante aire caliente insuflado desde distintos puntos y luego almacenarse bajo lonas. Si la temperatura de los áridos es muy baja, debe iniciarse la descongelación el día anterior y mantener un calentamiento mínimo hasta el momento de su uso. Esto garantiza un contenido de humedad y de temperatura más uniforme.
Cuando la temperatura del aire es inferior a -5 °C, suele ser necesario calentar los áridos, además del agua de amasado, para elevar la temperatura del hormigón. Los áridos no deben calentarse por encima de 65 °C, ya que este valor es considerablemente superior al habitualmente necesario para alcanzar la temperatura deseada del hormigón fresco. Si la grava está libre de hielo o grumos helados y el agua de amasado se calienta a 60 °C, se pueden lograr temperaturas adecuadas en el hormigón simplemente calentando la arena, generalmente a una temperatura no superior a 40 °C. Si también es necesario calentar la grava, basta con que alcance los 15 °C.
Durante el proceso de calentamiento, se recomienda cubrir las superficies expuestas de los áridos con lonas para asegurar una distribución uniforme del calor. Además, se debe tener cuidado al utilizar las primeras cargas de áridos calentados con vapor, ya que pueden permanecer en las tolvas durante un tiempo prolongado. Para evitar problemas, puede ser útil descargar las primeras toneladas de árido muy caliente en la parte superior de la tolva.
Por otro lado, el cemento suele llegar a la planta caliente, pues no se enfría lo suficiente en la fábrica tras su calcinación y molienda. Así pues, puede ser beneficioso aislar el silo de la planta o almacenar el cemento en un silo previo, aislado, para evitar que se enfríe antes de transferirlo al silo principal de la planta.
El proceso de amasado no varía respecto al realizado en condiciones normales. El calor generado en la amasadora por el rozamiento del hormigón con la cuba y las palas, junto con el breve tiempo de permanencia en ella, evita que el agua de amasado se congele. Por esta razón, la amasadora no requiere un aislamiento específico. Sin embargo, es recomendable que la amasadora esté adecuadamente aislada, para lo cual pueden utilizarse materiales como espuma de poliestireno o fibra de vidrio para su recubrimiento externo.
La temperatura recomendada del hormigón durante el amasado debe ser de 3 a 4 °C superior a la necesaria en la obra, para compensar la pérdida de calor durante el transporte.
Es fundamental amasar los materiales durante un período prolongado y con suficiente energía para lograr una mezcla con una temperatura uniforme. También es esencial asegurarse de que ninguno de los componentes esté congelado y de que las temperaturas se mantengan constantes de una amasada a otra. Esto evita variaciones en la demanda de agua, en el aire ocluido, en la velocidad de fraguado y en el asentamiento del hormigón. Si el tamaño del árido es muy grande (63 mm o más), la masa de hormigón puede tardar hasta 20 minutos en alcanzar una temperatura uniforme.
Además, el uso de agua caliente puede reducir la eficacia de los aditivos, especialmente la del aireante. Por ello, se recomienda añadir los aditivos al final del proceso, cuando la temperatura del agua haya disminuido tras mezclarse con el resto de los materiales.
Si se utiliza una relación agua/cemento muy baja, es necesario controlar cuidadosamente la fluidez a la salida de la amasadora para asegurar que el hormigón llegue a la obra en condiciones óptimas para su colocación. En la Tabla 1 se pueden consultar las temperaturas mínimas recomendadas del hormigón a la salida de la amasadora, en función de la temperatura del aire y del espesor mínimo de la pieza a hormigonar.
Tabla 1. Temperaturas mínimas recomendadas en el hormigón a la salida de la amasadora
Temperatura del aire
Dimensión mínima de la sección en mm
< 300
300-900
900-1800
>1800
> -1 °C
16 °C
13 °C
10 °C
7 °C
-1 °C a -18 °C
18 °C
16 °C
13 °C
10 °C
< -18 °C
21 °C
18 °C
16 °C
13 °C
Referencias:
AA. VV. (2002). Hormigones de ejecución especial (seis tipos). Colegio de Ingenieros de Caminos, Madrid, 114 pp.
ACI COMMITTEE 306. Cold wheather concreting (ACI 306R-16). American Concrete Institute.
AENOR (2022). UNE 83151-1 IN Hormigonado en condiciones climáticas especiales. Parte 1: Hormigonado en tiempo frío. Madrid, 27 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. https://www.laterlite.es/productos/hormigones-estructurales-ligeros/latermix-beton-1600/
Las reglas básicas para el manejo del hormigón, ya abordadas en artículos anteriores, también se aplican al hormigón de áridos ligeros, sin especificaciones adicionales. Sin embargo, es crucial tener en cuenta su mayor propensión a la segregación. Por lo tanto, se deben extremar las precauciones respecto de la caída libre máxima, del uso de trompas y del hormigonado de elementos estrechos con bandas de plástico, entre otros aspectos.
La compactación del hormigón con áridos ligeros requiere una energía de vibración mayor que la del hormigón normal. Por lo tanto, se debe reducir la separación entre los puntos de inmersión de los vibradores al 70% de la distancia empleada en el hormigón convencional, ya que estos hormigones se dispersan menos lateralmente debido a su menor peso. Además, el radio de acción del vibrado es menor, por lo que es necesario colocar el hormigón en más puntos y distribuirlo manualmente en elementos horizontales, lo cual resulta más fácil que con los hormigones normales. El desplazamiento lateral mediante vibración es muy difícil y, además, conlleva el riesgo de segregación. Por otra parte, dado que algunos áridos ligeros tienden a flotar, es necesario tomar precauciones adicionales, como utilizar vibradores de superficie o rodillos para incorporarlos a la masa.
La vibración del hormigón con áridos ligeros debe realizarse con el máximo cuidado para evitar la segregación y la separación de los áridos en capas de densidad variable. La compactación del hormigón ligero se realiza casi exclusivamente mediante vibradores. El menor peso de este hormigón amortigua el efecto del vibrado, ya que las ondas mecánicas se propagan con mayor facilidad en materiales de mayor densidad. Además, los áridos porosos ligeros atenúan las vibraciones, lo que reduce significativamente el radio efectivo del vibrador.
Como regla general, debe duplicarse el número de puntos de vibración interna o, si se utilizan vibradores externos, deben colocarse el doble de puntos. Los vibradores internos deben introducirse al menos tres veces por metro. Debido a la limitada penetración de la vibración en este tipo de hormigón, no es necesario utilizar equipos muy potentes. Se recomienda emplear agujas vibradoras con diámetros de entre 50 y 70 mm y frecuencias de entre 150 y 200 Hz.
En elementos horizontales, es crucial evitar la segregación del hormigón. Mientras que en el hormigón normal el exceso de vibrado provoca que el mortero y la lechada migren hacia la superficie, dejando el árido grueso en el fondo, en el hormigón de áridos ligeros ocurre lo contrario: los áridos flotan y el cemento se acumula en el fondo. Por ello, se debe controlar cuidadosamente el tiempo de vibrado y aplicar la regla de vibrar en muchos puntos durante poco tiempo. Se recomienda usar hormigones con un asentamiento de cono entre 60 y 100 mm, ya que asentamientos mayores pueden provocar la flotación del árido grueso y dificultar el acabado. El asentamiento del hormigón con áridos ligeros debe ser aproximadamente la mitad del recomendado para el hormigón con áridos normales, en cualquier aplicación específica.
El uso de aire ocluido y la cantidad mínima óptima de agua son esenciales para asegurar que estos hormigones ligeros tengan la trabajabilidad necesaria para un vertido y un acabado adecuados, especialmente aquellos hechos con áridos triturados, angulares e intensamente vesiculares. De este modo, se minimizan el sangrado, la segregación y la flotación no deseados de las partículas de árido más grandes y menos densas hacia la superficie.
El riesgo de flotación del árido ligero aumenta con vibraciones excesivas. Para lograr un buen acabado superficial en la cara expuesta del hormigón, es fundamental utilizar herramientas adecuadas que presionen el árido ligero e integren adecuadamente en la masa, asegurando que quede recubierto con lechada. El uso de reglas vibrantes proporciona buenos acabados superficiales, ya que hunden los áridos gruesos y cubren la superficie con una capa de pasta, lo que mejora el acabado y facilita el pulido posterior. En cambio, si se utiliza una regla normal entre los bordes del encofrado, los áridos gruesos superficiales pueden desplazarse, lo que provoca oquedades y defectos en la superficie.
En cuanto al curado, la capacidad de absorción de agua de los áridos hace que, en general, el hormigón disponga de suficiente agua para completar el proceso de hidratación sin necesidad de aporte externo, especialmente cuando se emplean áridos saturados. Sin embargo, si se emplean áridos secos, es necesario extremar las condiciones de curado, añadiendo agua, para asegurar un proceso de hidratación adecuado. Además, se debe evitar la desecación superficial, como en los hormigones normales, especialmente en condiciones de baja humedad relativa y altas temperaturas. Los tiempos de curado deben ser similares a los requeridos para los hormigones normales.
El curado del hormigón de áridos ligeros debe comenzar inmediatamente después de su colocación, con mayor rigor que en el hormigón normal. La mayor difusión del vapor de agua provoca un secado más rápido, por lo que es fundamental extremar el curado para evitar la formación de grietas y los problemas derivados de la pérdida de agua durante la hidratación del cemento. Es necesario proteger las superficies expuestas, cubriéndolas con tejidos húmedos, láminas de plástico, añadiendo suficiente agua o utilizando membranas de curado.
Se recomienda mantener el curado durante 7 días si la temperatura supera los 10 °C.
En elementos prefabricados, también puede utilizarse el curado al vapor, aunque se deben tomar ciertas precauciones para evitar problemas derivados de una mayor absorción de agua por parte de los áridos, lo que podría calentar en exceso la masa de hormigón.
Diversos experimentos recomiendan que la temperatura en la cámara de vapor no supere los 60-65 °C. Esto implica un tiempo mínimo de espera de 3 horas antes de iniciar el tratamiento y una velocidad de calentamiento limitada a 20 °C/h. Con estas restricciones y un tratamiento total de 12 a 18 horas, se logran las resistencias necesarias para proceder al destensado sin causar problemas posteriores.
Debido a la menor conductividad térmica de los áridos ligeros, estos hormigones tienden a liberar menos calor durante la hidratación. Sin embargo, dado que los áridos ligeros tienen un módulo de elasticidad menor, la microfisuración de la matriz resultante suele ser menor que la de los hormigones normales.
He preparado un vídeo sobre el hormigón ligero. Espero que os sea útil.
Os dejo un vídeo ilustrativo sobre la puesta en obra de un hormigón ligero elaborado con arlita.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Panteón de Agripa, con hormigón ligero (de áridos de roca volcánica). https://es.wikipedia.org/
El hormigón de áridos ligeros, comúnmente conocido como «hormigón ligero», tiene numerosas aplicaciones en el hormigón estructural, tanto en elementos armados como en pretensados. Se utiliza en estructuras de edificios, principalmente en losas, cubiertas laminares, puentes y elementos prefabricados. Su desarrollo ha estado ligado a la capacidad de fabricar áridos ligeros y, actualmente, la gama de resistencias que puede alcanzar es similar a la de los hormigones ordinarios.
La primera utilización documentada de hormigón ligero data del siglo II a. C., durante la construcción del Panteón de Roma (Figura 1). Para cubrir la bóveda de 44 m de diámetro, los ingenieros romanos emplearon una mezcla de argamasa y piedra pómez para reducir su peso.
El Código Estructural define en su Anejo 8 el hormigón con áridos ligeros (HL) como aquel hormigón de estructura cerrada, cuya densidad aparente, medida en condición seca hasta peso constante, es inferior a 2000 kg/m³ y superior a 1200 kg/m³, y que contiene una cierta proporción de áridos ligeros, tanto naturales como artificiales. Se excluyen los hormigones celulares, tanto de curado estándar como de curado en autoclave. Es importante resaltar que la densidad aparente (o peso unitario) en el estado fresco es superior a la del hormigón con árido normal y depende del grado de saturación del árido ligero y del contenido de agua de amasado.
El hormigón ligero es más caro que el hormigón ordinario. Sin embargo, el coste total de la estructura o construcción se reduce al emplear un material que genera cargas menores, lo que optimiza el armado y las cimentaciones. Básicamente, los áridos ligeros utilizados en hormigones estructurales son de origen artificial.
Figura 2. Hormigón ligero blanco. https://www.trasbordo.es/bachillerato-ohs-hormigon-ligero-estructural-blanco/
Un problema habitual durante el amasado, el transporte y la colocación de este hormigón es la segregación negativa. En este fenómeno, los áridos de mayor tamaño y menor densidad tienden a elevarse en la masa, es decir, a flotar. Este efecto se vuelve especialmente pronunciado con ciertos áridos ligeros durante el vertido y la vibración del hormigón.
La mayoría de los hormigones ligeros experimentan una retracción significativa o cambios volumétricos durante el endurecimiento, especialmente cuando hay variaciones en la humedad ambiental. Estas variaciones pueden causar problemas importantes. La retracción hidráulica depende en gran medida del tipo de árido y de la dosificación de la mezcla, mientras que los cambios de volumen por variación de la humedad dependen de la permeabilidad del hormigón y de los áridos empleados. El curado a vapor a presión reduce estos cambios de manera muy eficaz.
Las instalaciones de fabricación son fundamentales para alcanzar las características deseadas del hormigón ligero, así como para asegurar la constancia y la homogeneidad de sus propiedades, garantizando la seguridad y la fiabilidad que el usuario requiere. Debido a las particularidades del hormigón ligero y de algunos de sus componentes, es esencial disponer de acopios bien definidos que eviten la contaminación de los áridos y de las instalaciones. Además, es necesario contar con balsas u otros sistemas que permitan la inmersión o el riego de los áridos para su adecuada humectación.
Amasado
El amasado del hormigón puede realizarse de manera seca o húmeda, siendo esta última la más recomendable debido a la mayor regularidad del producto final. Además, es importante destacar que se debe aumentar el tiempo de amasado respecto del hormigón normal para controlar la absorción del árido y lograr un producto homogéneo.
Para el amasado, se pueden utilizar amasadoras de caída libre o de salida forzada, siendo estas últimas más efectivas, ya que presentan menos pérdida de conglomerante por adherencia.
Las amasadoras de caída libre tienden a formar adherencias de la pasta de cemento y de los finos en las paredes del tambor, debido a que el efecto desincrustante de los áridos ligeros sobre las paredes durante el amasado es mucho menor que el de los áridos normales. Esto es especialmente relevante en las mezclas con poca agua y algo de cemento, habituales en estos hormigones para alcanzar resistencias elevadas.
La secuencia de carga en la amasadora es otro aspecto crucial que debe tenerse en cuenta, ya que puede variar en función de los siguientes factores:
La densidad del árido ligero utilizado.
El grado de saturación de ese árido
El uso de aditivos o su ausencia.
En función de estos factores, se debe decidir si cargar y amasar primero el árido y la arena con agua para evitar variaciones en el contenido de agua de amasado y, por ende, en la relación agua/cemento. También es importante evitar la absorción de aditivos por el árido, ya que podría reducir su eficacia.
Una opción es añadir toda el agua al principio para evitar estos problemas; sin embargo, es preferible utilizar amasadoras forzadas de alto rendimiento.
El amasado debe seguir esta secuencia: incorporar los áridos ligeros, poner en marcha la hormigonera y añadir al menos dos tercios del agua de amasado. Se debe mezclar durante 30 segundos a 1 minuto, luego añadir el cemento y el agua restante. Amasar durante 2 minutos con la carga total. Si la amasadora se ha detenido, dar diez vueltas a velocidad de mezclado antes de descargar para evitar la segregación.
Los aditivos en polvo se deben añadir mezclados con el cemento, mientras que los aditivos líquidos se incorporan con la segunda carga de agua de amasado. Durante la primera carga de agua, los áridos absorben parte del agua, por lo que los aditivos no deben mezclarse en esta etapa, ya que serían absorbidos por los áridos y perderían su efectividad. Lo mismo ocurre si se añade cemento en seco, pues la lechada absorbida por los áridos reduciría su contenido de cemento. Por lo tanto, los aditivos no deben incorporarse hasta que los áridos hayan sido debidamente humedecidos.
Si se utilizan áridos secos, es necesario mezclar el árido grueso y la arena con una cantidad de agua equivalente al 40 %-60 % del total antes de añadir el cemento, durante al menos un minuto. Se debe calcular la cantidad total de agua añadiendo al agua efectiva para la pasta de cemento la cantidad que absorben los áridos en 30 minutos. Si se emplean áridos secados en horno, puede ser necesario mantener la hormigonera parada durante un tiempo tras la primera incorporación de agua, para permitir así una absorción uniforme. De no hacerlo, la trabajabilidad del hormigón podría disminuir rápidamente durante el amasado.
En el caso de utilizar áridos húmedos, es crucial determinar previamente su contenido de humedad y restarlo de la cantidad de agua absorbida en 30 minutos. Es importante destacar que la correcta adición de agua tiene un impacto significativo tanto en la resistencia como en la trabajabilidad del hormigón.
En general, el tiempo de amasado necesario para los hormigones con áridos ligeros es mayor que el de los hormigones con áridos normales. Este tiempo adicional se utiliza para humedecer adecuadamente los áridos antes de añadir el cemento y para homogeneizar la mezcla después de incorporar el aditivo y añadir toda el agua de amasado. Este proceso prolongado evita que la rápida absorción de agua y del aditivo por el árido ligero reduzca la trabajabilidad del hormigón y la eficacia del aditivo. En general, se aconseja no superar los 2 minutos de amasado para evitar la trituración de los áridos ligeros. Aunque en la práctica los tiempos de hasta tres minutos no suelen causar daños apreciables, no se recomienda exceder el tiempo indicado, especialmente con áridos de baja dureza y baja resistencia.
Transporte
El transporte del hormigón ligero se realiza con los mismos medios que el del hormigón convencional. Sin embargo, es importante evitar sistemas que favorezcan la segregación, como los camiones estacionarios o las cintas. En la práctica, el uso de estos sistemas ya está muy restringido incluso para los hormigones normales.
El transporte del hormigón debe realizarse en camiones hormigonera, pues esto permite corregir la disminución de la docilidad que ocurre durante el transporte. Asimismo, evita la tendencia a la segregación del árido ligero en hormigones de alta docilidad mediante un amasado previo al vertido. Es importante destacar que la consistencia del hormigón puede reducirse durante el transporte más que en la de los hormigones normales. Además, se observa una mayor tendencia a la segregación, especialmente en hormigones de mayor fluidez y con áridos de menor densidad. Por lo tanto, se recomienda utilizar aditivos o adiciones que reduzcan el contenido de agua y mejoren la estabilidad del hormigón.
El transporte por camión es un método habitual, ya que facilita el control de las precauciones técnicas y del equipo necesario, como la humedad de los áridos, el orden de amasado y las hormigoneras de salida forzada en planta. Los tiempos de transporte son comparables a los de los hormigones convencionales, aunque durante el traslado puede producirse una pérdida de consistencia debido a la absorción de agua por los áridos ligeros. Para prevenir estos problemas, es crucial humedecer adecuadamente los áridos antes de su uso. La cantidad exacta de agua de amasado debe determinarse mediante ensayos previos, considerando la humedad de los áridos, el tiempo de transporte y la consistencia requerida en la obra. Se deben seguir las pautas de amasado establecidas y ajustar la consistencia en la obra, si es necesario, añadiendo agua adicional o un aditivo fluidificante. Este ajuste no afectará la resistencia, siempre que se realice de manera controlada para alcanzar el asentamiento de cono especificado y compensar así el exceso de agua absorbido por los áridos. Sin embargo, se recomienda probar el procedimiento mediante ensayos previos.
El mezclado exclusivo en camión presenta problemas con estos hormigones debido a la formación de grumos de pasta en las paredes del tambor, lo cual debe evitarse. Es preferible realizar el amasado por completo en planta y luego transportar el hormigón a la velocidad de giro del camión. Antes de descargar, se recomienda girar el tambor diez veces a la velocidad de amasado. No es necesario imponer limitaciones estrictas al número total de revoluciones durante el transporte para evitar la trituración de los áridos, ya que, en la práctica, este fenómeno no se ha observado.
Cuando se transporta hormigón con áridos ligeros por tubería, es crucial tener en cuenta cómo la presión de bombeo afecta a la absorción de agua por los áridos ligeros. Una presión elevada aumenta la absorción de agua, mientras que una disminución de la presión puede provocar un exceso de agua respecto del cemento. En el primer caso, puede comprometerse la trabajabilidad y complicarse la operación de bombeo, por lo que es esencial presaturar los áridos. En el segundo caso, la resistencia del hormigón se verá comprometida y su estructura interna perderá compacidad. Por lo tanto, es fundamental ajustar la dosificación para prever y mitigar estas alteraciones, limitando adecuadamente las distancias y alturas de bombeo. Por ello, se recomienda realizar pruebas de bombeo para verificar que las características del hormigón fresco no se vean afectadas de manera notable.
Se adjunta el Anejo 8 del Código Estructural, con recomendaciones sobre el uso de hormigón con áridos ligeros.
Os dejo algunos vídeos que espero que os interesen.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Hormigón autocompactante. https://www.construex.com.bo/
El hormigón autocompactante se define por su capacidad de fluir y consolidarse por su propio peso, sin necesidad de vibración. Este material se desarrolló en los años 80 para mejorar el llenado de moldes en zonas de difícil acceso. Entre sus ventajas destacan la rapidez de ejecución, la reducción de mano de obra y el mejor acabado superficial. Para ello, es esencial el uso de aditivos superplastificantes y agentes modificadores de la viscosidad. Este tipo de hormigón presenta una menor permeabilidad y una mayor durabilidad, con una dosificación típica que incluye cemento, aditivos y áridos de tamaño controlado para asegurar su fluidez y cohesión.
En general, no se requieren equipos especiales para fabricar hormigón autocompactante; pueden utilizarse las amasadoras convencionales empleadas para el hormigón compactable por vibración. Sin embargo, es fundamental controlar de forma continua el contenido de humedad de los áridos y ajustar el agua de amasado en función de los resultados de dicho control. Además, es necesario establecer un esquema de control casi continuo durante la elaboración de las primeras mezclas, ajustando los tiempos de amasado en función de los resultados. Cabe señalar que, por lo general, los tiempos de amasado del hormigón autocompactante deben ser ligeramente mayores que los del hormigón convencional.
Dado que el hormigón autocompactante no requiere compactación durante su colocación y es capaz de fluir dentro del encofrado, llenando naturalmente su volumen y consolidándose bajo su propio peso, los rendimientos de colocación son mucho mayores que los del hormigón convencional. En elementos horizontales, como losas de piso, forjados, soleras o pavimentos, estos rendimientos son aún mayores, lo que permite reducir los tiempos de ejecución hasta en un 20 o 25 %, según la naturaleza de la construcción. Esta reducción en los tiempos de ejecución va acompañada de una disminución del 50 % en la mano de obra necesaria para su colocación, lo que compensa su mayor coste frente a otros hormigones.
Otro factor a considerar es que se necesita menos equipo para colocar el hormigón autocompactante. Ya sea vertido directamente desde el camión mezclador o a través de un tubo flexible de goma cuando se utiliza un sistema de bombeo, no es necesario emplear equipos como palas y rastrillos para colocarlo ni llanas para acabarlo. Además, al eliminar la vibración del material, se prescinde del uso de los equipos de compactación necesarios en el hormigón convencional.
Figura 2. https://www.desarrolla.es/utilizacion-de-hormigon-autocompactante/
El momento en que deben añadirse los aditivos, especialmente los superplastificantes, debe determinarse en consulta con el proveedor. Asimismo, una vez seleccionada la dosificación, cualquier problema de consistencia de la masa debe resolverse preferiblemente ajustando la dosificación de los aditivos, en particular la cantidad de superplastificante, siempre y cuando la relación agua/cemento permita realizar estas correcciones sin superar los límites establecidos en los ensayos de dosificación.
La fabricación del hormigón autocompactante es similar a la del hormigón convencional vibrado, pero requiere una mayor atención a la regularidad de la dosificación. Esto se debe a que el hormigón autocompactante es más exigente en cuanto a la uniformidad de los materiales y a la precisión en la dosificación del agua. Debido a su mayor cohesión, es preferible amasar el hormigón autocompactante con dos tercios de la cantidad total de agua. Una vez lograda una buena homogeneización, se debe añadir el tercio restante de agua, junto con los aditivos necesarios para completar el amasado.
Al suministrar el hormigón en la obra, puede ser conveniente volver a readitivar el material para asegurar que mantiene las condiciones de autocompactabilidad necesarias para su correcta colocación. La readitivación debe realizarse bajo la supervisión del fabricante del hormigón, quien determinará el tipo y la dosis exacta de aditivo necesarios, así como verificará que el tiempo de amasado en el camión después de la readitivación sea el adecuado.
Se recomienda el uso de la técnica de hormigonado con bomba para este tipo de hormigón. Para obtener mejores resultados, el hormigón debe bombearse desde la parte más baja del encofrado. Si se opta por el hormigonado por caída libre, la altura de vertido no debe superar los 5 m y la distancia horizontal de desplazamiento debe limitarse a un máximo de 10 m para evitar la segregación del material.
Los encofrados deben ser no absorbentes y es fundamental prestar especial atención a su diseño, ya que el hormigón autocompactante ejerce presiones más elevadas durante su colocación. Dado que el hormigón autocompactante es un material muy fluido, los encofrados deben ser estancos. Esto evita que la lechada se filtre por las juntas y provoque la formación de «nidos de grava» una vez desencofrado el elemento.
El curado del hormigón autocompactante es similar al del hormigón convencional y se aplican los mismos procedimientos. Es importante comenzar el curado lo antes posible para evitar la pérdida de agua superficial por evaporación, lo que podría provocar retracción plástica y asentamiento, especialmente en condiciones adversas, como altas temperaturas, viento y baja humedad relativa. Estos factores son aun más críticos cuando se combinan. Además, dado que el hormigón autocompactante contiene componentes más finos (cemento y aditivos) que el hormigón convencional, el curado es más importante.
Se pueden emplear los mismos procedimientos para el acabado de las superficies de hormigón autocompactante, en términos de textura y color, que los utilizados en el hormigón convencional.
En superficies sin tratamiento adicional, el hormigón autocompactante ofrece una mayor uniformidad y, por lo tanto, un mejor acabado que el hormigón convencional. Esto se debe a que, al evitar la vibración, se elimina el principal factor que provoca la falta de homogeneidad cromática en las caras visibles del hormigón. En el hormigón convencional, esta heterogeneidad se debe a la distribución aleatoria del agua en la mezcla, lo que genera diferentes procesos de hidratación con proporciones variables de agua y cemento, que dan lugar a variaciones en el color del cemento hidratado. No obstante, hay que tener precaución con los niveles de acabado en las superficies libres, procediendo a su nivelación y a su acabado superficial con útiles especiales, dado que la aplicación de reglas metálicas resulta problemática en ocasiones.
A continuación, os dejo algunos vídeos ilustrativos.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Presa ejecutada con RCC. https://vietnamconstruction.vn/en/roller-compacted-concrete-properties-advantages-applications/
Los hormigones compactados con rodillo (HCR, por sus siglas en inglés) son mezclas de cemento, áridos y agua, en proporciones adecuadas, que permiten consolidar la masa mediante rodillos compactadores.
Estos hormigones tienen una relación agua/cemento lo suficientemente baja como para alcanzar altas resistencias, lo que les permite soportar las cargas de los equipos de consolidación. Sin embargo, esta relación no es lo suficientemente baja como para impedir que la pasta se distribuya entre los áridos durante el proceso de amasado y compactación, logrando así su unión.
Esto garantizaría una consolidación efectiva, lo cual es crucial para lograr densidad, resistencia a la compresión (que puede superar los 60 MPa), uniformidad y textura superficial satisfactorias. El hormigón seco compactado se construye sin juntas, encofrados, acabados, refuerzos de acero ni pasadores. Estas características hacen que el hormigón seco compactado resulte sencillo, rápido y económico. Su economía se debe en gran medida a los métodos de construcción de alta velocidad y a gran escala.
Uno de los inconvenientes del HCR es su sensibilidad a las variaciones de la humedad durante el proceso de compactación. Un exceso o un defecto de agua, así como una densidad insuficiente, puede reducir considerablemente la resistencia mecánica y afectar negativamente a la uniformidad de la superficie. Por otro lado, la falta de humedad puede provocar segregación en la superficie del hormigón. Sin embargo, el HCR presenta un cambio de volumen potencial, debido a la pérdida de humedad o a la retracción por secado, significativamente menor que el del hormigón convencional, gracias a su menor contenido de agua en la mezcla.
El HCR surgió como alternativa a la construcción de presas, con sus primeros antecedentes en la reparación de estructuras a finales de la década de 1970. Esta técnica respondió a los problemas de fisuración del hormigón tradicional causados por las elevadas temperaturas generadas durante la hidratación del cemento. Posteriormente, el método se perfeccionó para su aplicación en presas de gravedad, y la primera experiencia concreta fue la construcción de la presa de Willow Creek en 1982, en Oregón (Estados Unidos). Desde entonces, su uso se ha expandido rápidamente a nivel mundial. El HCR también se desarrolló como una solución económica para pavimentos, capaz de soportar cargas pesadas y de resistir el daño causado por los ciclos de congelación y descongelación. El pavimento compactado con rodillo puede abrirse al tráfico al día siguiente y presenta un aspecto similar al asfalto.
Lo que distingue a los HCR de los hormigones tradicionales es su mayor sequedad, lo que permite su colocación en obra con los equipos empleados en la construcción de terraplenes y presas de materiales sueltos (Figura 2). A pesar de esta diferencia, una vez endurecidos, sus características son muy similares a las de los hormigones convencionales.
Figura 2. Colocación del hormigón HCR. https://hormigonaldia.ich.cl/novedades-tecnologicas/hormigon-compactado-con-rodillo-hcr-solucion-rapida-persistente-y-a-bajo-costo/
En los últimos tiempos, este tipo de hormigones ha despertado un creciente interés en obras en las que se colocan en capas delgadas, como presas y pavimentos, donde la superficie predomina sobre el espesor. Su estructura es similar a la de las gravas-cemento, aunque, debido a su mayor contenido de conglomerante y a las mayores resistencias que presentan, se asemeja más a los hormigones convencionales.
Las mezclas de estos hormigones deben tener una dosificación precisa de pasta, ya que un exceso puede provocar un efecto «colchón», generando ondas en la capa que se está compactando frente al rodillo, especialmente si debajo ya hay capas compactadas. Por el contrario, una cantidad insuficiente de pasta provoca que los áridos entren en contacto entre sí y se trituren bajo la presión del rodillo.
Actualmente, se está avanzando en el desarrollo de plantas de dosificación y amasado específicamente diseñadas para la fabricación de hormigón seco compactado (HCR). Estas plantas utilizan tanto centrales clásicas discontinuas como sistemas de amasado continuo. La dosificación del HCR puede realizarse de varias maneras: mediante dosificación convencional por peso, dosificación continua por peso con cintas pesadoras o dosificación volumétrica continua, utilizando alimentadores de paletas o de banda estriada.
Si bien cada método de transporte tiene sus ventajas, cualquiera que se utilice, los equipos deben diseñarse para minimizar la segregación, que puede ser un problema, particularmente con mezclas menos trabajables con árido de gran tamaño. Los camiones hormigonera son adecuados incluso para áridos de hasta 76 mm de tamaño. Sin embargo, los camiones de cajón basculante no son recomendables para áridos de más de 40 mm, ya que pueden presentar segregación.
En la construcción de presas, es esencial garantizar un suministro abundante de hormigón. Un rodillo vibrante de 4,5 m de ancho puede compactar hasta 260 m³ de hormigón en cuatro pasadas, a una velocidad de 3,75 km/h, con un espesor de 25 cm. Esto requiere el uso de centrales de gran capacidad y, en muchos casos, de amasado continuo para mantener el ritmo de trabajo.
Cuando las plantas de amasado están cerca de los lugares de colocación, pueden utilizarse cintas transportadoras, vagonetas, dúmperes, cubas y otros medios. En todo momento, el hormigón debe protegerse del viento y de la lluvia durante el transporte. Además, se recomienda limpiar los neumáticos de los dúmperes para evitar la entrada de terrones de arcilla y otros materiales contaminantes.
Entre la fabricación y la colocación del hormigón no deben transcurrir más de 45 minutos. Este tiempo puede variar en función del tipo de conglomerante utilizado y de la temperatura ambiente. La colocación de estos hormigones se realiza con los mismos equipos que en los movimientos de tierra, como buldóceres, camiones, motoniveladoras y palas mecánicas.
La compactación se realiza con rodillos autopropulsados, generalmente vibrantes. La selección de los rodillos debe basarse en su peso, maniobrabilidad, tamaño del cilindro y características de la vibración, como la amplitud y la frecuencia. Los rodillos muy pesados, de 4 a 5 toneladas, no pueden acercarse a los encofrados ni a otros obstáculos; por lo tanto, los 25 cm más cercanos a estos se compactan con rodillos más ligeros.
El número de pasadas necesarias para lograr una consolidación completa del hormigón varía en función de las características de la mezcla y del espesor de las capas a compactar. El espesor habitual para la compactación es de 20 a 30 cm. Sin embargo, siempre es necesario realizar ensayos previos en tramos de prueba para determinar el número de pasadas necesarias para alcanzar el peso específico deseado del hormigón.
La energía suministrada por los rodillos es tan alta que, incluso con mezclas secas bien dosificadas, puede formarse humedad en la superficie de las capas tras su paso. Esta humedad tiende a evaporarse rápidamente antes de que comience el fraguado. El grado de compactación en obra se determina comparando el peso específico del hormigón colocado con el de la misma mezcla en el laboratorio. Los equipos portátiles para medir el peso específico son rápidos y muy adecuados para este tipo de trabajos.
La baja humedad del hormigón compactado obliga a curarlo de manera eficaz. El curado de estos hormigones se realiza de la misma manera que con los hormigones tradicionales, manteniéndolos húmedos durante 7 días. Los productos filmógenos de curado no se utilizan en presas porque dificultarían la unión entre las capas de hormigón.
El revestimiento aguas arriba de las presas generalmente se realiza con hormigón convencional, mediante encofrados o paneles prefabricados, con o sin membrana impermeabilizante. El revestimiento aguas abajo se realiza con paneles rigidizadores o con hormigón convencional colocado en encofrado, dejando un sobreancho que sirve como hormigón de sacrificio.
A continuación, os dejo algunos vídeos que espero os resulten de interés.
También os dejo un documento sobre presas de hormigón compactado con rodillo.
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
El amasado del hormigón tiene como objetivo cubrir los áridos con una capa de pasta de cemento y mezclar todos los componentes hasta obtener una masa uniforme. Este proceso se realiza en mezcladoras u hormigoneras. Es fundamental que la mezcla se mantenga uniforme durante las operaciones de descarga, lo cual depende tanto de su cohesión como del diseño de la hormigonera.
Este proceso puede llevarse a cabo utilizando amasadoras fijas o móviles, mediante uno de los siguientes procedimientos: completamente en una amasadora fija, comenzando y terminando en una amasadora fija o móvil, o iniciando en una amasadora fija y terminando en una móvil antes del transporte. Todas las amasadoras cuentan con componentes comunes, como una cuba, paletas y un cargador. El amasado se realiza según dos técnicas principales:
Mediante la elevación de los áridos y su caída libre, como en el caso de las hormigoneras y las mezcladoras de eje horizontal.
A través del empuje de los elementos, con ayuda de paletas, sobre el fondo horizontal de un cilindro, como en el caso del amasado forzado con mezcladoras de eje vertical.
Las hormigoneras se clasifican en tres tipos: basculantes o de eje inclinado, de eje horizontal y de eje vertical, consideradas tradicionales. Actualmente, para la producción de hormigón a gran escala se utilizan hormigoneras de doble tambor y amasadoras de ejes gemelos con paletas.
Un buen amasado es fundamental para garantizar la homogeneidad del hormigón, lo cual influye directamente en la adecuada hidratación del cemento. Este proceso no solo implica la técnica de amasado, sino también factores como el tiempo de amasado y el tipo de máquina empleada. En este contexto, numerosos parámetros influyen en un buen amasado (Tiktin, 1994):
Tipo de amasadora o mezcladora
Velocidad y duración del amasado
Capacidad de amasado
Número de amasadas por hora
Orden de carga de los componentes
Dosificación de agua mínima
La velocidad del amasado debe mantenerse por debajo de la velocidad crítica, definida como la velocidad a partir de la cual los materiales comienzan a centrifugarse. Si tomamos el diámetro de la cuba como parámetro, la velocidad crítica de amasado en r.p.m. puede calcularse fácilmente con la fórmula n = 42√D. Además, el tiempo de amasado no debe ser demasiado corto, ya que los materiales no se mezclarían adecuadamente, ni demasiado largo, para evitar fenómenos de segregación, especialmente en hormigones secos o con áridos de gran tamaño.
El número de amasadas por hora depende de varios factores, como la duración del ciclo de trabajo de la instalación, los medios disponibles para dosificar y alimentar los componentes, y el sistema de transporte del hormigón. Generalmente, este número oscila entre 10 y 60 amasadas por hora. Como orientación, pueden tomar los siguientes datos de la Tabla 1.
Tabla 1. Número de amasadas/hora para distintos tipos de hormigoneras
TIPOS
N.º amasadas/hora
Hormigoneras de cuba basculante, sin skip o cargador
10/15
Hormigoneras de cuba basculante con skip
15/20
Hormigoneras de tambor reversible con skip
20/30
Mezcladora con skip
30/40
Mezcladora sin skip, abastecida por torre
45/60
Es importante distinguir entre la capacidad de hormigón fresco y la capacidad necesaria de áridos, cuya relación es aproximadamente 0,70. Esta diferencia se debe a que, al introducir los materiales en el tambor en rotación, se llenan los huecos y se reduce el volumen.
La relación entre el volumen de los componentes previos al amasado y el del hormigón fresco es de aproximadamente 1,50. Los fabricantes de maquinaria suelen indicar dos valores: por ejemplo, una amasadora 750/500 puede recibir 750 litros de mezcla de áridos, cemento y agua y suministrar 500 litros de hormigón fresco.
Además, es importante considerar que el hormigón colocado en la estructura es compacto y representa aproximadamente el 90 % del volumen del hormigón fresco.
Las hormigoneras tradicionales se caracterizan por tres capacidades principales: la capacidad total de su cuba (Vt), la capacidad máxima de carga de los componentes, excluyendo el agua (Vc), y la capacidad máxima de producción de hormigón fresco (Vf). Las relaciones entre Vc y Vt, así como entre Vf y Vt, suelen ser las indicadas en la Tabla 2.
Tabla 2. Relación de volúmenes en función del tipo de hormigonera (Fernández-Cánovas, 2007)
Relación de volúmenes
Tipo de hormigonera
Eje basculante
Eje horizontal
Eje vertical
Vc / Vt
0,7
0,4
0,6 a 0,7
Vf / Vt
0,5
0,3
0,4 a 0,5
El orden de llenado de las hormigoneras varía según su tipo, aunque en las instalaciones automatizadas dicha carga es prácticamente simultánea. Siempre es recomendable comenzar por introducir una parte del agua de amasado, seguida inmediatamente de los componentes sólidos, si fuera posible, de manera simultánea con el resto del agua. Cuando se utilizan aditivos plastificantes o superplastificantes, deben añadirse al final de la carga, tras que la hormigonera haya girado varias veces para iniciar el amasado. En algunas mezclas secas, es beneficioso humedecer primero el árido grueso con una parte del agua y luego añadir el resto de los componentes.
Si las hormigoneras se alimentan de silos y se quiere mejorar la resistencia a flexotracción del hormigón, conviene introducir primero los áridos gruesos, seguidos de una parte de cemento y de agua. A continuación, se hace girar esta mezcla unas cuantas veces para que la pasta envuelva los áridos y, después, se añade la arena y el resto del cemento y del agua. De esta forma, se mejora significativamente la adhesión entre los componentes.
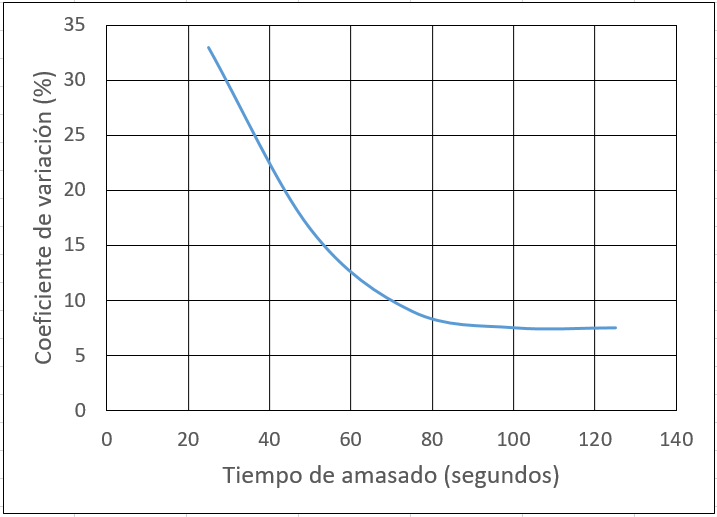
Es imprescindible respetar los tiempos mínimos de amasado para evitar la falta de homogeneidad en las masas parcialmente mezcladas. Estos tiempos dependen en gran medida de la velocidad de giro de las hormigoneras, es decir, de la raíz cuadrada del diámetro de la cuba. Se ha observado que, en hormigoneras tradicionales, tiempos de amasado inferiores a 90 segundos producen hormigones con una notable falta de homogeneidad, evidenciada por los coeficientes de variación obtenidos en ensayos de compresión. Tras un minuto y medio, los hormigones se han vuelto uniformes y no muestran mejoras significativas. Es durante el primer minuto y cuarto cuando los componentes del hormigón se mezclan adecuadamente.
Figura 2. Influencia del tiempo de amasado en la homogeneidad del hormigón (Fernández-Cánovas, 2007)
El tiempo de amasado varía en función de la hormigonera utilizada, su volumen, la composición granulométrica de los áridos y la cantidad de agua en la mezcla. Se recomienda un tiempo mínimo de amasado de un minuto y cuarto, más quince segundos adicionales por cada fracción de 400 litros de exceso respecto de los 750 litros de capacidad máxima de hormigón fresco de la hormigonera. Con experiencia, es posible determinar visualmente si la masa de hormigón está lo suficientemente amasada. Los hormigones con áridos gruesos se mezclan más rápido que los con áridos finos, y los muy secos requieren más tiempo de amasado que los más fluidos. La dosificación mínima de agua determina el tipo de máquina que debe utilizarse. Si se busca alcanzar relaciones agua/cemento inferiores a 0,60, no se pueden utilizar hormigoneras y es necesario recurrir a mezcladoras.
A continuación, os dejo lo expuesto en el artículo 51.2.4 del Código Estructural sobre equipos de amasado.
51.2.4 Equipos de amasado.
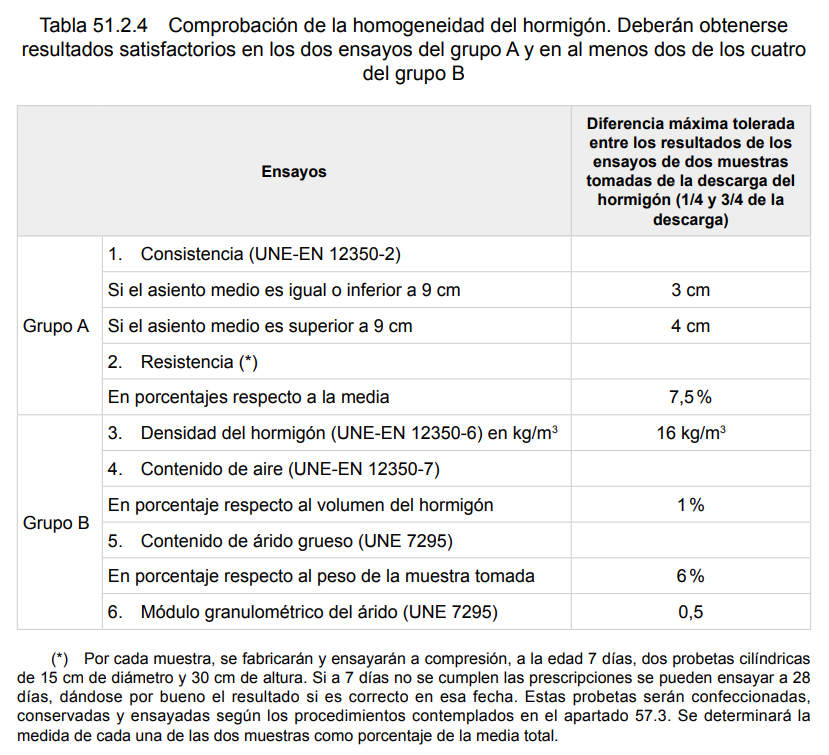
Los equipos pueden estar constituidos por amasadoras fijas o móviles capaces de mezclar los componentes del hormigón de modo que se obtenga una mezcla homogénea y completamente amasada, capaz de satisfacer los dos requisitos del grupo A y al menos dos de los del grupo B, de la tabla 51.2.4.
Estos equipos se examinarán con la frecuencia necesaria para detectar la presencia de residuos de hormigón o mortero endurecido, así como desperfectos o desgastes en las paletas o en su superficie interior, procediéndose, a comprobar anualmente el cumplimiento de los requisitos de la tabla 51.2.4, salvo que exista una reglamentación específica que marque una frecuencia mayor.
Las amasadoras, tanto fijas como móviles, deberán ostentar, en un lugar destacado, una placa metálica en la que se especifique: — para las fijas, la velocidad de amasado y la capacidad máxima del tambor, en términos de volumen de hormigón amasado; — para las móviles, el volumen total del tambor, su capacidad máxima en términos de volumen de hormigón amasado, y las velocidades máxima y mínima de rotación.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Estoy en proceso de revisión de las pruebas de imprenta del nuevo Manual de Referencia denominado: “Estructuras auxiliares de construcción: andamios, apeos, entibaciones, encofrados y cimbras”. Estará disponible en las librerías durante el mes de septiembre de 2024.
Este libro aborda de manera amplia las estructuras auxiliares utilizadas en la construcción, abarcando tanto el ámbito de la edificación como el de las obras de ingeniería civil. El libro trata de los aspectos relacionados con los apeos y apuntalamientos, las entibaciones, los andamios, los encofrados y las cimbras. La novedad de esta obra radica en el tratamiento constructivo de estas técnicas, en el que las fotografías e ilustraciones aportan valor a las explicaciones del texto. Además de incluir una amplia bibliografía, se aportan cuestiones de autoevaluación con respuestas para el aprendizaje de los conceptos más importantes, así como problemas resueltos. Es un libro de texto dirigido a estudiantes de ingeniería y arquitectura, con una marcada orientación hacia la construcción. No obstante, también se estructura como un manual de consulta para los profesionales relacionados con el proyecto y la construcción de obras. Además, este libro complementa los aspectos constructivos de otros textos estructurales o geotécnicos, más orientados a la teoría y a los problemas.
¿Qué es un Manual de Referencia en la Universitat Politècnica de València?
Colección de carácter multidisciplinar, orientada a la formación y al ejercicio profesional. Los contenidos han sido seleccionados por el comité editorial atendiendo a la oportunidad de la obra, por su originalidad en el estudio y la aplicación de una materia, el apoyo gráfico y práctico con ejercicios demostrativos que sustentan la teoría, la adecuación de su metodología y la revisión bibliográfica actualizada. Los títulos de la colección se clasifican en distintas series según el área de conocimiento y la mayoría de ellos están disponibles tanto en formato papel como en formato electrónico.
Todos los títulos de la colección están evaluados por especialistas en la materia según el método doble ciego, tal como se recoge en la página web de la Editorial (http://www.upv.es/entidades/AEUPV/info/891747normalc.html), lo que garantiza la transparencia en todo el proceso.
Para conocer más información sobre la colección, los títulos que la componen y cómo adquirirlos puede visitar la web, enlace a la página de la colección en www.lalibreria.upv.es
Víctor Yepes Piqueras. Catedrático de universidad del Departamento de Ingeniería de la Construcción y Proyectos de Ingeniería Civil de la Universitat Politècnica de València. Número 1 de su promoción, ha desarrollado su vida profesional en empresas constructoras, en el sector público y en el ámbito universitario. Ha recibido el Premio a la Excelencia Docente del Consejo Social de la UPV. Es investigador del Instituto de Ciencia y Tecnología del Hormigón (ICITECH) y profesor visitante en la Pontificia Universidad Católica de Chile. Ha sido director académico del Máster Universitario en Ingeniería del Hormigón (acreditado con el sello EUR-ACE). Imparte docencia en asignaturas de grado y posgrado relacionadas con procedimientos de construcción y gestión de obras, calidad e innovación, modelos predictivos y optimización en la ingeniería. Sus líneas de investigación actuales se centran en la optimización multiobjetivo, la sostenibilidad y el análisis de ciclo de vida de puentes y estructuras de hormigón.
Acaban de publicarnos en la revista Journal of Building Engineering, que está en el primer decil del JCR, un artículo sobre el mantenimiento preventivo y sostenible de los métodos modernos de construcción en entornos hostiles. Estos métodos, conocidos como “construcción inteligente“, son alternativas a la construcción tradicional. El gobierno del Reino Unido utilizó este término para describir una serie de innovaciones en la construcción de viviendas, la mayoría de las cuales se basan en tecnologías de construcción en fábrica. Este concepto abarca una amplia gama de tecnologías basadas en la fabricación modular, ya sea en el lugar de construcción o en otra ubicación, y está revolucionando la forma en que se construyen edificios de manera más rápida, rentable y eficiente. También se conoce comúnmente como construcción “off-site”. El trabajo se enmarca en el proyecto de investigación HYDELIFE, que dirijo como investigador principal en la Universitat Politècnica de València.
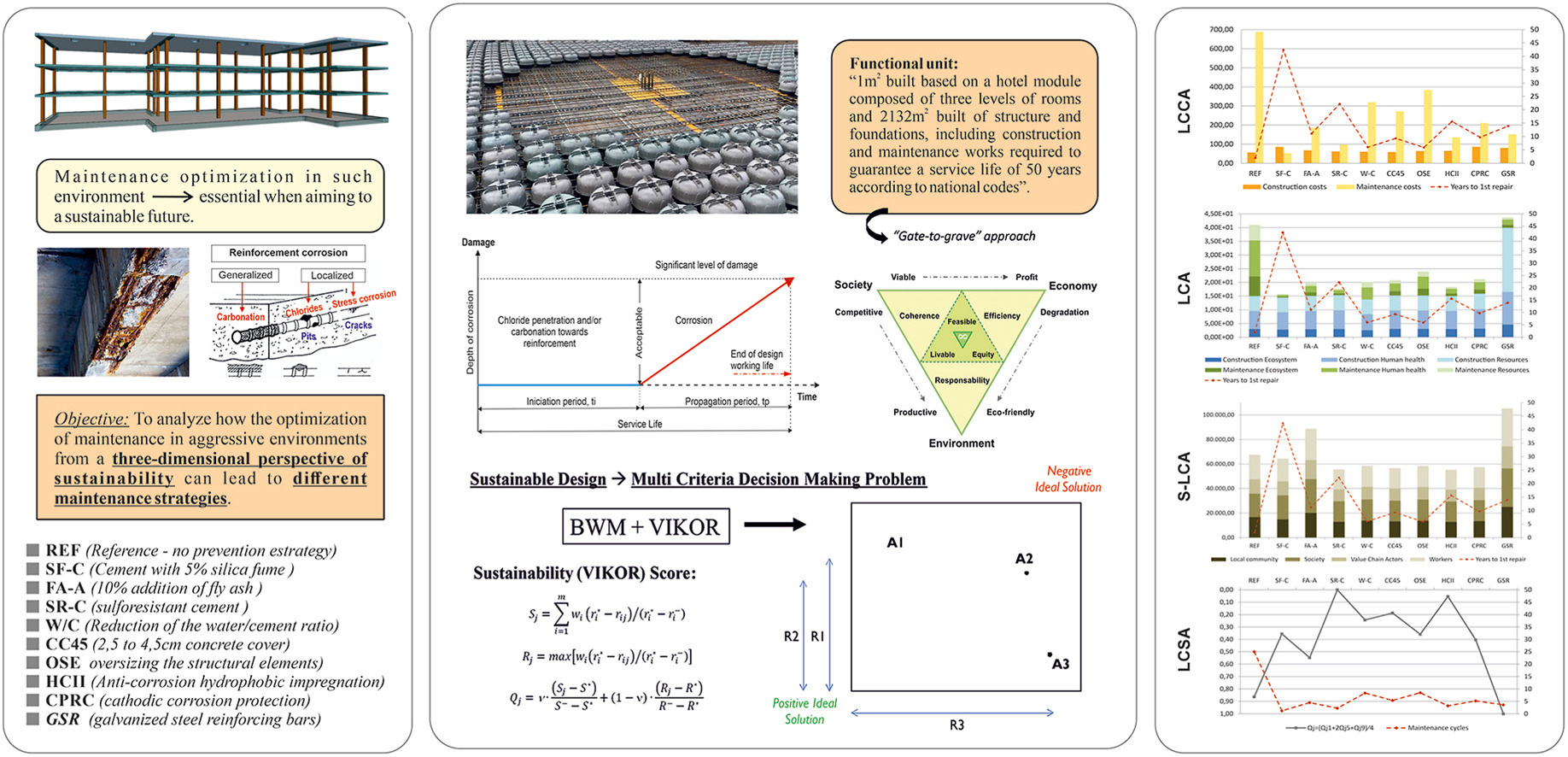
La industria de la construcción desempeña un papel significativo en la presión medioambiental, atribuida principalmente a su elevado consumo de recursos, impulsado, sobre todo, por el auge de la construcción residencial. Los Métodos Modernos de Construcción (MMC) representan un paradigma innovador para diseñar y construir infraestructuras y edificios de manera más eficiente, combinando materiales convencionales con técnicas no convencionales. El artículo pretende aplicar este enfoque a una estructura de edificación basada en MMC, minimizando el impacto de su ciclo de vida mediante la optimización del consumo de materiales de construcción, con especial atención a los efectos de la fase de mantenimiento desde una perspectiva preventiva. Este estudio se centra en la evaluación de la sostenibilidad de los forjados planos de hormigón armado que emplean un sistema de cuerpo estructural hueco, haciendo hincapié explícitamente en los factores de agresividad ambiental que contribuyen a la corrosión, como la carbonatación y los cloruros. La investigación explora diez opciones de diseño para un edificio residencial público frente al mar, examinando su impacto en la economía, el medio ambiente e incluso la sociedad en lo que respecta a los ciclos de mantenimiento necesarios a lo largo de la vida útil de la estructura, en función de la estrategia preventiva empleada para cada diseño. Para evaluar la sostenibilidad de estas opciones, los investigadores emplearon una combinación del método del mejor-peor (BWM) y la técnica VIKOR, considerando nueve criterios relacionados con la sostenibilidad. El estudio concluyó que el hormigón con un 5% de humo de sílice es la opción más rentable y respetuosa con el medio ambiente, y que la impregnación hidrófoba reduce el impacto social. Sin embargo, en comparación con las evaluaciones unidimensionales y bidimensionales, el estudio demuestra la importancia de considerar simultáneamente los impactos económicos, medioambientales y sociales del ciclo de vida de un diseño para lograr la sostenibilidad en el mantenimiento con una visión holística. Este enfoque condujo a una calificación de sostenibilidad un 86% más alta para un diseño que utilizaba cemento sulforresistente en la mezcla de hormigón que la opción de partida.
Aspectos destacables:
El estudio evalúa el impacto en el ciclo de vida de diez opciones de diseño mejoradas para un módulo hotelero de tres pisos en un entorno costero, con el objetivo de mejorar la durabilidad y reducir las necesidades de mantenimiento a lo largo de la vida útil de la estructura.
Los resultados óptimos se obtienen del intervalo de mantenimiento preventivo, lo que hace hincapié en la importancia de las estrategias de mantenimiento proactivo para mejorar la sostenibilidad y la longevidad de las estructuras de construcción de hormigón basadas en MMC.
El documento proporciona evaluaciones exhaustivas del ciclo de vida según las normas ISO 14040, que abordan las tres dimensiones simultáneamente, ofreciendo una visión holística del desempeño en materia de sostenibilidad en los proyectos de construcción.
Al centrarse en el mantenimiento preventivo, la investigación destaca el potencial de obtener beneficios ambientales y económicos a lo largo de 50 años, ya que contribuye a la sostenibilidad general de las estructuras de los edificios en entornos hostiles.
Al incorporar las opiniones de expertos mediante el método de toma de decisiones multicriterio de BMW, el estudio ofrece un análisis completo de diversos aspectos de la sostenibilidad en los proyectos de construcción, promoviendo prácticas de toma de decisiones sostenibles en la industria.
Los resultados subrayan la importancia de la toma de decisiones sostenibles en la construcción, en consonancia con los esfuerzos mundiales para reducir el impacto ambiental y promover prácticas ecológicas en la industria.
La investigación hace hincapié en la importancia de las estrategias de mantenimiento preventivo sostenibles para mejorar la longevidad y la sostenibilidad de las estructuras de hormigón basadas en el MMC, y destaca los beneficios de los enfoques de mantenimiento proactivo.
Podéis descargar el artículo gratuitamente al tratarse de una publicación de acceso abierto:
The construction industry plays a significant role in environmental strain, mainly due to its substantial resource consumption, driven by the surge in residential construction. Modern Methods of Construction (MMC) presents an innovative paradigm for designing and constructing infrastructure and buildings more efficiently, using conventional materials with unconventional techniques. The article aims to apply this approach to an MMC-based building structure, minimizing its life-cycle impact by optimizing material consumption, with particular attention to the effects of the maintenance phase from a preventive perspective. This study focuses on assessing the sustainability of reinforced concrete flat slabs employing a hollow structural body system, explicitly emphasizing environmental aggressiveness factors that contribute to corrosion, such as carbonation and chlorides. The research explores ten design options for a waterfront public residential building, examining their impact on the economy, the environment, and even society, regarding the maintenance cycles required over the structure’s lifetime, depending on the preventive strategy employed for each design. To assess the sustainability of these options, researchers used a combination of the best-worst method (BWM) and the VIKOR technique, considering nine sustainability criteria. The study found that 5% silica fume concrete is the most cost-effective and environmentally friendly option, with hydrophobic impregnation reducing social impacts. However, compared to one— and two-dimensional evaluations, the study demonstrates the importance of simultaneously considering a design’s life cycle’s economic, environmental, and social impacts to achieve sustainability in maintenance with a holistic view. This approach led to an 86% higher sustainability rating for a design using sulforesistant cement in the concrete mix than the baseline.
Keywords:
Modern Methods of Construction; Life Cycle Assessment; Sustainable design; Multi-criteria Decision-making; Preventive maintenance; Corrosion