El revestimiento de un túnel constituye una estructura en contacto directo con la cavidad o con el sostenimiento previamente colocado. Esta estructura se coloca por motivos resistentes, para asegurar la impermeabilización, por razones estéticas de acabado o por razones funcionales, cuando lo que se quiere es mejorar la ventilación, la iluminación o la capacidad hidráulica. Si bien los revestimientos pueden realizarse con dovelas prefabricadas o utilizar revestimientos ornamentales sin función resistente, en este artículo comentaremos algunas ideas básicas sobre el revestimiento realizado con hormigón bombeado.
Lo primero que hay que decir es que el revestimiento no es necesario en algunos túneles que, por sus características, se mantienen estables durante muchos años. En otras ocasiones, cuando se va a excavar la sección, se puede realizar el revestimiento con un hormigón bombeado más o menos denso en función de las características geotécnicas, hasta conseguir un equilibrio tensión-deformación entre el propio terreno y el sostenimiento.
El revestimiento de los túneles se suele efectuar con hormigón en masa, aunque en casos especiales se pueden utilizar armaduras. Así, por ejemplo, al atravesar terrenos expansivos, zonas de falla o cuando se quieren asegurar determinadas juntas, como la de zapatas y contrabóveda, se puede emplear hormigón armado. Sin embargo, este tipo de estructura complica la ejecución.
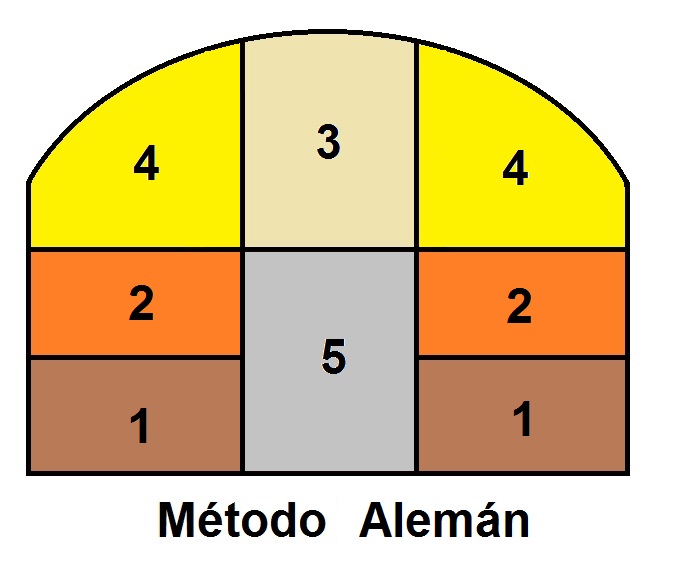
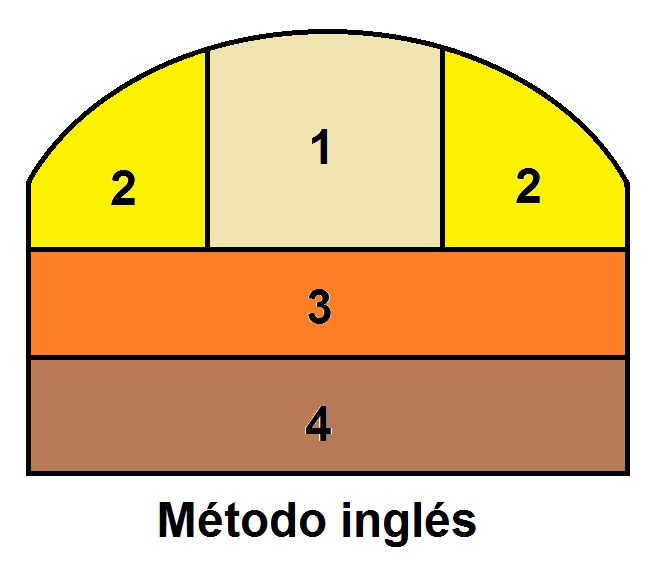
En los terrenos de buena calidad, el hormigonado se puede realizar a plena sección una vez terminada la excavación. Con terrenos de peor calidad o cuando la sección es muy grande, primero se excava y luego se hormigona la bóveda por bataches, y después los hastiales y, por último, la contrabóveda. Cuando el terreno empeora, se debe hormigonar el avance cerca del frente a medida que se ejecuta la excavación, así como los hastiales y la contrabóveda, con los correspondientes decalajes. Es importante tener en cuenta que, cuando se hormigona por fases, las juntas actúan como rótulas, transmitiendo solo los esfuerzos de compresión; por tanto, si existen cargas perpendiculares, las juntas se deberían efectuar con el machihembrado correspondiente para garantizar la continuidad estructural.

La puesta en obra del revestimiento consiste en rellenar con hormigón el espacio existente entre el encofrado y el terreno. Si la excavación y el revestimiento se realizan de forma simultánea, el revestimiento avanza de manera intermitente, al mismo ritmo que avanza la excavación. En este caso, se suelen utilizar módulos de unos 6 m, que pueden unirse entre sí y que se trasladan con un carretón manual o automotriz que debe dejar paso a los medios de excavación y desescombro. Cuando la excavación y el revestimiento son independientes, se utilizan encofrados telescópicos. En cualquier caso, los encofrados llevan ventanas distribuidas convenientemente que permitan la colocación y vibrado del hormigón.
El hormigón se transporta sobre neumáticos o sobre vía. Los medios de colocación que se utilizan son la bomba y el transportador neumático, aunque la tendencia actual se orienta hacia la utilización de la bomba. El rendimiento máximo puede ser de 50 m/día, por lo que es muy difícil superar los 1000 m/mes.
Una operación complementaria al revestimiento son las inyecciones de contacto a baja presión (inferior a 0,2 MPa), con lechada o mortero, que se usan para rellenar los huecos existentes en la roca y el hormigón próximo a la zona de contacto, y permiten sellar dicha superficie. Para ello, se perforan taladros de unos 50 mm de profundidad, con una densidad de uno cada 6 m², y una profundidad de 60-80 cm.
Os dejo a continuación algunos vídeos que os pueden ser de interés.
Referencias:
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F.; ALCALÁ, J. (2012). Técnicas de voladuras y excavación en túneles. Apuntes de la Universitat Politècnica de València. Ref. 530, 165 pp.