Figura 1. ¿Qué factores influyen en la producción de un equipo?
En un artículo anterior se describió cómo se puede determinar la producción de los equipos. A continuación, vamos a profundizar en los factores que determinan la producción de un equipo. En efecto, para el responsable de una obra es imprescindible conocer los factores que influyen en los rendimientos de sus máquinas. Este conocimiento puede corregir y elevar los valores de la productividad. Dichos factores son los siguientes:
Factor de disponibilidad Fd: Relación entre el tiempo disponible y el tiempo laborable real. Si su valor es bajo, se deben investigar las causas: mala conservación, lentitud en las reparaciones, falta de repuestos, mal estado de la máquina o poca fiabilidad.
Factor de utilización Fu: Relaciona el tiempo de utilización con el de disposición. Nos indica la calidad de la organización y planificación de la obra. Un valor bajo de este factor puede deberse a una mala programación, a la falta de comunicación entre los mandos, a la falta de previsión de tajos alternativos, etc.
Eficiencia horaria, factor de eficacia o factor operacional Fe: Es el cociente entre la producción media por hora de utilización y la producción tipo de una máquina. Considera las horas de trabajo no productivo dedicado a tareas varias como traslados, preparación de tajo o tareas auxiliares. Depende fundamentalmente de la selección del personal y del método de trabajo. Normalmente su valor oscila entre 1,2 y 0,8.
Con estos tres factores se puede calcular la producción media por hora de utilización de una máquina Pl. En efecto:
Conviene destacar que, de los tres factores que corrigen la producción tipo solo el factor de disponibilidad depende directamente de la máquina y equipo de mantenimiento; los otros dependen de la organización de la obra, de la selección del personal y del método de trabajo. En las Tablas 1 y 2 se consideran los factores de producción en función de las condiciones de trabajo, la organización de la obra y los incentivos. Tienen carácter estimativo, por lo que sería aconsejable ajustar los coeficientes en cada caso.
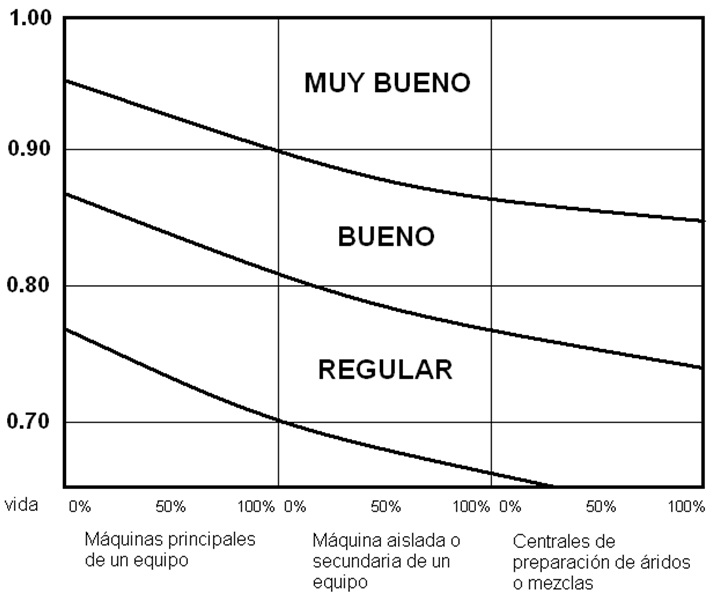
Figura 2. Factor de disponibilidad en una obra (Rojo, 2010)
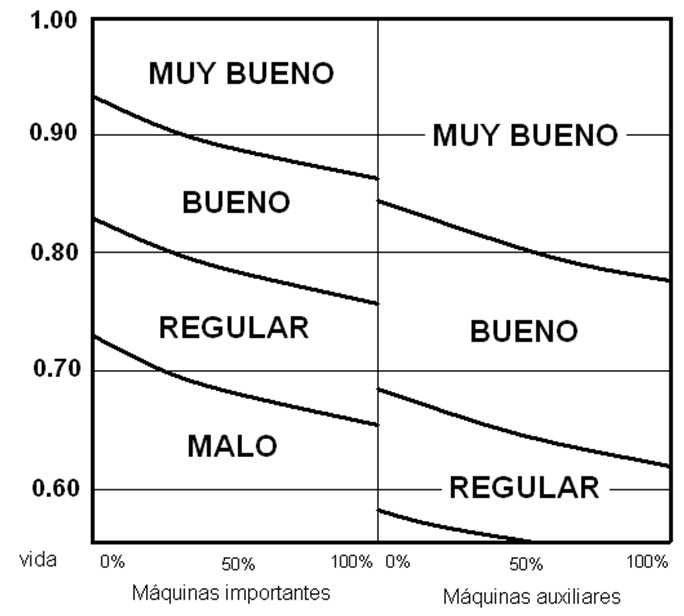
Figura 3. Factor de utilización según la importancia del equipo
Es posible definir un par de índices complementarios a los anteriores. Se denomina índice de paralizaciones p a la relación entre las interrupciones debidas a la organización de la obra, mal acoplamiento de máquinas, paradas por averías de otras máquinas, etc., y el laborable real.
Se llama factor de aprovechamiento Fa al cociente entre el tiempo de utilización de una máquina y el laborable real.
En las Tablas 1 y 2 se aportan algunas estimaciones groseras de los factores de producción, válidas a falta de mayores datos.
Tabla 1. Estimación del producto entre la eficiencia horaria y el factor de utilización
Tabla 2. Estimación de la eficiencia horaria según los incentivos y la organización
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
ROJO, J. (2010). Manual de movimiento de tierras a cielo abierto. Fueyo Editores, S.L., Madrid, 926 pp.
Os presento en esta entrada un nuevo libro que he publicado sobre coste, producción y mantenimiento de maquinaria para construcción. El libro trata de los fundamentos del coste, la producción y el mantenimiento de la maquinaria empleada en la construcción de obras civiles y de edificación. Se desarrollan los aspectos relacionados con la selección de las máquinas, su vida económica y estructura de coste. Se introducen los conceptos básicos sobre disponibilidad, fiabilidad y mantenimiento de equipos, así como otros referentes a la gestión de inventarios y parques de maquinaria. Además, se explican aspectos necesarios para el cálculo de la producción de máquinas y conceptos relacionados con el estudio de métodos y medición del trabajo. El libro se complementa con un listado de referencias bibliográficas, así como numerosas cuestiones de autoevaluación y problemas resueltos que permiten al alumno ampliar y aplicar los conocimientos desarrollados. Este texto tiene como objetivo apoyar los contenidos lectivos de los programas de los estudios de grado relacionados con la ingeniería civil, la edificación y las obras públicas.
Sobre el autor: Víctor Yepes Piqueras. Doctor Ingeniero de Caminos, Canales y Puertos. Catedrático de Universidad, del Departamento de Ingeniería de la Construcción y Proyectos de Ingeniería Civil de la Universitat Politècnica de Valéncia. Número 1 de su promoción, ha desarrollado su vida profesional en empresas constructoras, en el sector público y en el ámbito universitario. Ha sido director académico del Máster Universitario en Ingeniería del Hormigón (acreditado con el sello EUR-ACE®), investigador del Instituto de Ciencia y Tecnología del Hormigón (ICITECH) y profesor visitante en la Pontificia Universidad Católica de Chile. Imparte docencia en asignaturas de grado y posgrado relacionadas con procedimientos de construcción y gestión de obras, calidad e innovación, modelos predictivos y optimización en la ingeniería. Sus líneas de investigación actuales se centran en la optimización multiobjetivo, la sostenibilidad y el análisis de ciclo de vida de puentes y estructuras de hormigón.
Siempre que intentamos hacer algo, nunca nos sale exactamente igual. Por ejemplo, si corremos 100 metros lisos y tuviésemos un cronómetro que midiera con 100 decimales de precisión, sería muy improbable que hiciésemos dos series en el mismo tiempo. Este concepto universal de la variabilidad es muy importante en los procesos productivos y en la calidad. Veamos qué significa.
El enemigo de todo proceso es la variación, siendo la variabilidad inevitable. Cuando se fabrica un producto o se presta un servicio, es materialmente imposible que dos resultados sean exactamente iguales. Esto se debe a múltiples motivos, algunos evitables y otros no. Por un lado, existen múltiples causas comunes, aleatorias y no controlables, que hacen que el resultado cambie siguiendo habitualmente una distribución de probabilidad normal. Se dice que dicho proceso se encuentra bajo control estadístico, siendo este el enfoque que sobre el concepto de calidad propugna Deming y que vimos en un artículo anterior. Por otra parte, existen unas pocas causas asignables que ocurren de forma fortuita y que podemos detectar y corregir. Ocurren de forma errática y, por fortuna, se solucionan fácilmente. Las causas comunes son difíciles de erradicar porque requieren un cambio en el proceso, la máquina o el sistema que produce los resultados, y ese cambio es responsabilidad de la gerencia. Kaoru Ishikawa decía que el 85 % de los problemas en un proceso eran responsabilidad de la gerencia, comentario que fue mal recibido por parte de la alta dirección de las empresas.
Para aclarar y entender estos conceptos, os dejo un Polimedia explicativo, de poco más de siete minutos, que espero os guste.
La «ripabilidad» de una roca representa una medida del grado de dificultad de la misma para ser excavada con equipos de convencionales; mediante la rotura del terreno con un tractor o buldócer que permite su excavación o carga directa. Si bien hay numerosos factores que afectan la ripabilidad, como por ejemplo la resistencia fracturación, dirección del buzamiento de la roca, etc., en términos de producción, los factores dominantes son: la resistencia a la compresión simple de la roca, el grado de meteorización, la velocidad sísmica, la resistencia y rugosidad de las juntas, su separación, y sobre todo la masa del tractor. Las empresas constructoras de maquinaria suelen ofrecer gráficos como el que os dejo aquí abajo, donde se establecen los valores (en función de la velocidad sísmica) para los cuales un terreno es ripable.
Ripabilidad (D9) vs. Velocidad de Onda Sísmica (Caterpillar, Handbook of Ripping 8th Edition)
Ahora hablaremos del escarificador. Es un equipo que un tractor oruga pesado lleva en su parte posterior un bastidor, accionado hidráulicamente, provisto de uno o varios dientes rompedores. Con el avance del tractor y accionado mediante cilindros hidraúlicos, el diente escarificador o «ripper», provisto en su extremo de una uña dirigida hacia abajo, penetra y desgarra el terreno cuando éste es excesivamente duro o cohesivo para ser removido con la hoja frontal. Actualmente los tractores más utilizados en los trabajos de escarificación son los de peso igual o superior a las 35 t. y potencia igual o superior a los 300 CV. La pregunta es: ¿qué podemos hacer para conseguir una mayor producción, un menor coste y una mayor seguridad al trabajar ripando? A continuación os dejo un Polimedia y varios vídeos para recordar los conceptos básicos sobre el tema. Espero que os gusten.
Referencias:
YEPES, V. (1997). Equipos de movimiento de tierras y compactación. Problemas resueltos. Colección Libro Docente nº 97.439. Ed. Universitat Politècnica de València. 253 pág. Depósito Legal: V-4598-1997. ISBN: 84-7721-551-0.
YEPES, V. (2014). Maquinaria de movimiento de tierras. Apuntes de la Universitat Politècnica de València, Ref. 204. Valencia, 158 pp.
La capacidad de la hoja empujadora de un buldócer (bulldozer en inglés) depende de la geometría de dicha hoja y de las características del material que va a empujar. Es importante limitar la capacidad de la hoja en función de la potencia del tractor y de las características del material. Puede admitirse que la sección del volumen de tierra acumulada delante de la hoja y en la dirección del empuje, forma una cuña, cuya altura es la altura de la hoja “H”, y cuya base depende del ángulo de reposo o talud natural del material, que denominaremos “α”. Es fácil deducir que el volumen teórico sería, considerando que el terreno es llano:
donde,
VL = Volumen de material suelto.
L = Anchura de la hoja empujadora.
H = Altura de la hoja empujadora.
α = Ángulo del talud en reposo del material.
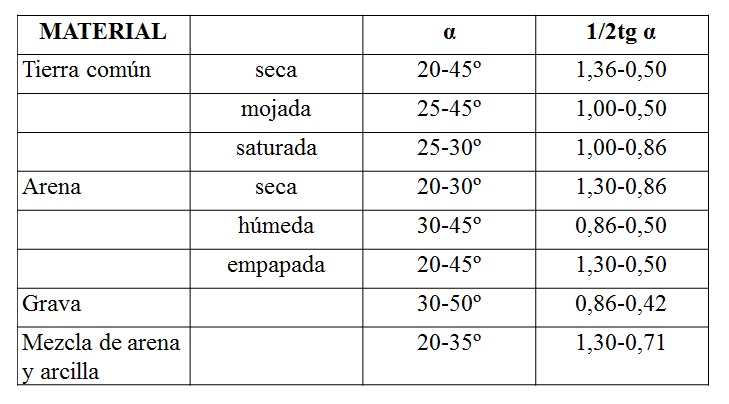
La siguiente tabla proporciona, para distintos materiales, sus ángulos de talud en reposo y el factor 1/2 tgα:
Los distintos fabricantes de maquinaria nos proporcionan directamente la capacidad de cada hoja, o un coeficiente del tipo de hoja “K”, que multiplicando a L·H2 nos da su capacidad. Dicho coeficiente es habitual que se acerque a 0,80 para las hojas universales y varía entre 0,5 y 0,7 para las hojas rectas.
Por si os gustan los nomogramas, os dejo uno que hemos hecho en colaboración con el profesor Pedro Martínez Pagán. Espero que os sea de interés.
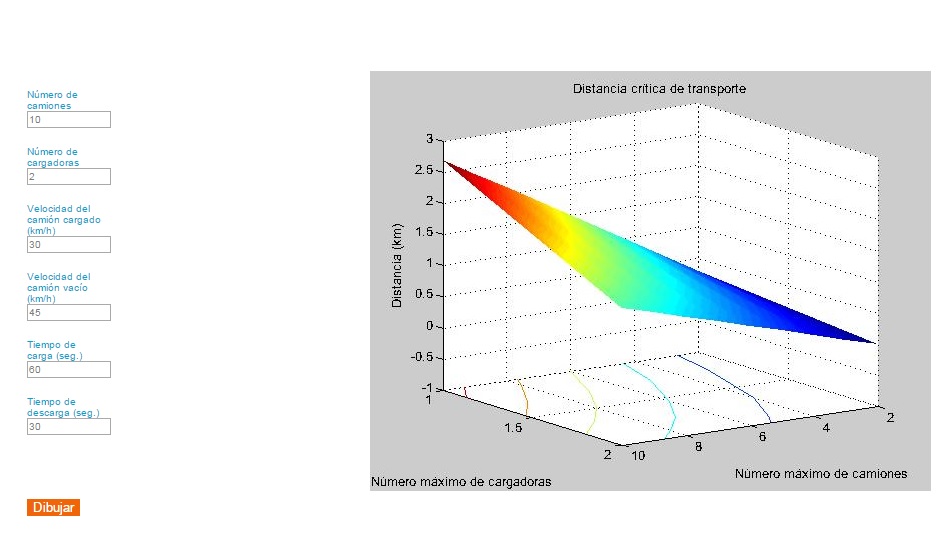
Aquí nos vamos a ocupar de la distancia crítica de transporte. En un movimiento de tierras, por ejemplo, es aquella distancia en la que el equipo de cargadoras y camiones está equilibrado. Es decir, ni sobran ni faltan camiones o cargadoras. O dicho de otra forma, es la distancia de transporte en la que no existen esperas en las máquinas. Esta es una distancia teórica, puesto que para calcularla debemos conocer todos los datos de antemano, y estos no son deterministas. Por otra parte, en obra ocurre lo contrario: tenemos una distancia de transporte como dato, pero en este caso se trataría de saber cuántos camiones y cargadoras serían necesarios para que no existiesen demoras. Afortunadamente en obra se puede corregir rápidamente cualquier desfase. Para entender este concepto os paso un laboratorio virtual que usan nuestros alumnos para facilitar la comprensión de este concepto. Espero que os guste.
¿Cómo podemos averiguar la producción de una máquina en una obra? Muchas veces se cometen errores de bulto a la hora de establecer el volumen producido de los equipos por parte de los responsables de una obra. No es apropiado acudir a libros, folletos o incluso obras anteriores; tampoco es lo mismo una máquina que trabaje en solitario que un grupo de ellas que trabajen coordinadas. Cada obra tiene sus peculiaridades y es fácil cometer errores que pongan en riesgo la previsión de resultados correspondiente. En posts anteriores ya resaltamos la importancia de la productividad y del fondo horario de la maquinaria. No basta con conocer con precisión el coste horario de las máquinas, sino que es imprescindible conocer la producción de los equipos en nuestra obra para poder establecer el coste unitario correspondiente. Vamos, pues a dar una pincelada a estos conceptos. Para ello os dejo una presentación sobre la producción de los equipos que se basa en los apuntes de clase de la asignatura Procedimientos de Construcción. Espero que os guste este Polimedia divulgativo.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
En artículos anteriores nos hemos referido a temas tan importantes como el despilfarro y los costes de calidad en las empresas. Seis Sigma constituye una metodología de gestión que ha significado para ciertas empresas una reducción drástica de sus fallos y costes de calidad. Si bien esta metodología se desarrolló fundamentalmente para disminuir la variabilidad de procesos repetitivos, también es verdad que la filosofía que subyace en Seis Sigma posiblemente pueda reducir significativamente el coste y el número de fallos debido a una calidad deficiente en el diseño y la ejecución de los proyectos de construcción. Veamos aquí, como siempre, con ánimo divulgativo, alguno de los aspectos más característicos de esta metodología.
La historia de Seis Sigma se inicia a mediados de los años 80 en Motorola, cuando un ingeniero (Mikel Harry) comienza a estudiar la reducción en la variación de los procesos para mejorarlos. Esta herramienta tenía una fuerte base estadística y pretendía alcanzar unos niveles de calidad en los procesos y en los productos de la organización próximos a los cero defectos. Constituye una metodología sistemática para reducir errores, concentrándose en la mejora de los procesos, el trabajo en equipo y con una gran implicación por parte de la Dirección (de Benito, 2000; Membrado, 2004; Harry y Schroeder, 2004).
En los años 90, Jack Welch, presidente de General Electric, decidió utilizar Seis Sigma consiguiendo resultados económicos espectaculares. Desde entonces, Seis Sigma se ha convertido en una de las herramientas de mejora más empleadas, habiendo sido adoptada por compañías como Motorola, General Electric, Allied Signal, Polaroid, Toshiba, Honeywell, City Bank o American Express. Más recientemente, Seis Sigma ha llegado a Europa, donde numerosas empresas están empezando a implantarla (en España, empresas como Telefónica, e-La Caixa o Iberia).
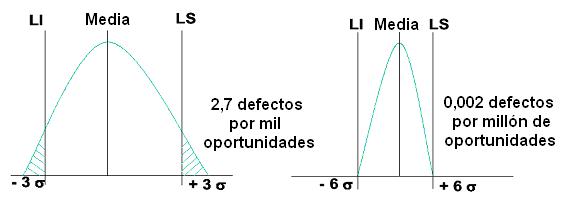
La letra griega sigma (s) se emplea en estadística para representar la variación típica de una población. El “nivel sigma” de un proceso mide la distancia entre la media y los límites superior e inferior de la especificación correspondiente (Figura 3). Ha sido habitual considerar como suficiente que un proceso tuviese una desviación de ±3s, lo cual significa que dicho proceso era capaz de producir solo 2,7 defectos por cada mil oportunidades. La idea de un “porcentaje de error aceptable” (a veces denominado un “nivel de calidad aceptable”) es un curioso remanente de la era del “control de calidad”. En aquellos tiempos se podían encontrar maneras de justificar estadísticamente los naturales fallos humanas, sosteniendo que nadie podía ser perfecto. Hoy día dicho nivel de calidad es inaceptable para muchos procesos (supondría aceptar 68 aterrizajes forzosos en un aeropuerto internacional cada mes, o bien 54.000 prescripciones médicas erradas por año). Seis Sigma hace referencia a un nivel de calidad capaz de producir con un mínimo de 3,4 defectos por millón de oportunidades (0,09 aterrizajes forzosos en un aeropuerto internacional cada mes, o una prescripción médica errada en 25 años). Esta calidad se aproxima al ideal del cero-defectos y puede ser aplicado no solo a procesos industriales, sino a servicios y, por supuesto, al proceso proyecto-construcción.
Niveles sigma de un proceso
Sin embargo, los principios estadísticos anteriores poco tienen que ver con lo que actualmente se entiende por Seis Sigma. De hecho, es una filosofía que promueve la utilización de herramientas y métodos estadísticos de manera sistemática y organizada, que permite a las empresas alcanzar considerables ahorros económicos a la vez que mejorar la satisfacción de sus clientes, todo ello en un periodo de tiempo muy corto.
Los cambios radicales se consiguen básicamente traduciendo las necesidades de los clientes al lenguaje de las operaciones y definiendo los procesos y las tareas críticas que hay que realizar de forma excelente. En función de las intervenciones de análisis y mejora siguientes, Seis Sigma lleva el funcionamiento de los productos, servicios y procesos a niveles nunca conseguidos anteriormente.
Seis Sigma se utiliza para eliminar los costes de no calidad (desperdicios, reprocesos, etc.), reducir la variación de un aspecto o característica de un producto, acortar los tiempos de respuesta a las peticiones de los clientes, mejorar la productividad y acortar los tiempos de ciclo de cualquier tipo de proceso, centrándose en aquellas características o atributos que son clave para los clientes y, por tanto, mejorando notablemente su satisfacción. Para ello, la Dirección identifica las cuestiones que más incidencia tienen en los resultados económicos y asigna a los mejores profesionales, tras formarlos intensivamente, a trabajar en los mismos.
Los elementos clave que soportan la filosofía Seis Sigma son los siguientes: (a) conocimiento de los requerimientos del cliente, (b) dirección basada en datos y hechos, (c) mejora de procesos y (d) implicación de la Dirección.
Un elemento básico en Seis Sigma es la formación. Para ello se definen diferentes papeles para distintas personas de la organización, con denominaciones peculiares y características. El directivo que va a definir, concretar, monitorizar y apoyar los proyectos de mejora se designa Champion. Para desarrollar estos proyectos se escogen y preparan expertos conocidos con los nombres de Master Black Belt, Black Belt y Green Belt, quienes se convierten en los agentes de cambio, en conjunto con los equipos de trabajo seleccionados para los mismos.
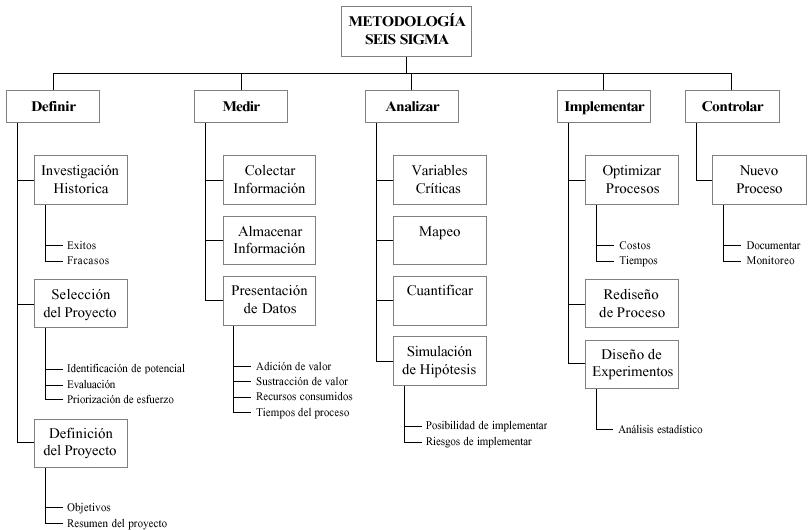
LA METODOLOGÍA SEIS SIGMA
El proceso comienza con un “cambio radical… de actitud”. La Dirección debe ser consciente de que la mejora continua ya no es suficiente para alcanzar los objetivos estratégicos, financieros y operativos. La mejora radical es necesaria para reducir con rapidez los desperdicios crónicos.
Los proyectos son seleccionados en función de los beneficios. La empresa Seis Sigma aporta una metodología de mejora basada en un esquema denominado DMAIC: Definir los problemas y situaciones a mejorar, Medir para obtener la información y los datos, Analizar la información recogida, Incorporar y emprender mejoras en los procesos y, finalmente, Controlar o rediseñar los procesos o productos existentes. Las claves del DMAIC se encuentran en:
Medir el problema. Siempre es necesario tener una clara noción de los defectos que se están produciendo, tanto en cantidad como en coste.
Enfocarse al cliente. Sus necesidades y requerimientos son fundamentales, y deben tenerse siempre en consideración.
Verificar la causa raíz. Es necesario llegar hasta la causa relevante de los problemas, y no quedarse en los efectos.
Romper los malos hábitos. Un cambio verdadero requiere soluciones creativas.
Gestionar los riesgos. La prueba y el perfeccionamiento de las soluciones es una parte esencial de Seis Sigma.
Medir los resultados. El seguimiento de cualquier solución significa comprobar su impacto real.
Sostener el cambio. La clave final es conseguir que el cambio perdure.
La metodología DMAIC hace mucho énfasis en el proceso de medición, análisis y mejora y no está planteada como un proceso de mejora continua, pues los proyectos Seis Sigma deben tener una duración limitada en el tiempo. Los proyectos Seis Sigma surgen bajo el liderazgo de la Dirección, quien identifica las áreas a mejorar, define la constitución de los equipos y garantiza el enfoque hacia el cliente y sus necesidades y a los ahorros económicos. Sin embargo, antes de que un equipo Seis Sigma aborde el ciclo de la mejora, han de desarrollarse una serie de actividades necesarias para el éxito del proyecto: (1) identificación y selección de proyectos, (2) constitución del equipo, (3) definición del proyecto, (4) formación de los miembros del equipo, (5) ejecución del proceso DMAIC y (6) extensión de la solución.
Seis Sigma utiliza casi todo el arsenal de herramientas conocidas en el mundo de la calidad. Sin embargo, no son los instrumentos los que fundamentan por sí solos el éxito de la metodología Seis Sigma; de hecho, es la infraestructura humana y su formación la que con estas herramientas consigue el éxito.
Metodología DMAIC para la mejora
Referencias:
DE BENITO, C.M. La mejora continua en la gestión de calidad. Seis sigma, el camino para la excelencia. Economía Industrial, 331, p. 59-66.
HARRY, M.; SCHROEDER, R. Six Sigma. Ed. Rosetta Books, 2000.
MEMBRADO, J. Curso Seis Sigma. Una estrategia de mejora. Qualitas Hodie, 95, p. 16-21.
PÉREZ, J.B.; SABADOR, A. Calidad del diseño en la construcción. Ed. Díaz de Santos, 2004.
YEPES, V.; PELLICER, E. (2005). Aplicación de la metodología seis sigma en la mejora de resultados de los proyectos de construcción. Actas IX Congreso Internacional de Ingeniería de Proyectos. Málaga, 22, 23 y 25 de junio de 2005, libro CD, 9 pp. ISBN: 84-89791-09-0.
¿Qué hace una máquina desde que llega a una obra? ¿Por qué se pierde dinero en una obra cuando las máquinas se encuentran paradas? Resulta evidente que es totalmente engañoso intentar hacer un presupuesto de una obra con datos erróneos en relación con la producción de los equipos, el uso del tiempo de la máquina, la organización de la obra, etc. Existen técnicos sin mucha experiencia que piensan que los datos de producción o incluso los costes horarios de las máquinas son datos que alguien nos tiene que dar y que se pueden buscar en folletos e incluso por internet. En este post vamos a intentar divulgar alguno de los conceptos básicos que tienen que ver con la producción de los equipos y que iremos ampliando en otros posts posteriores. Espero que os guste.
De los días que una máquina permanece en una obra, sólo una parte es reconocida por la legislación laboral y la organización de la obra para trabajar: es el tiempo de calendario laborable. El resto del tiempo la máquina permanece estacionada o puede ser utilizado para su mantenimiento o reparación. Las máquinas sólo pueden aprovechar un número de horas del calendario laborable denominado tiempo laborable realHl debido a circunstancias fortuitas como los fenómenos atmosféricos, las huelgas, las catástrofes y otros motivos no previstos. La máquina se encuentra operativa, apta y dispuesta para el trabajo durante el tiempo de máquina en disposiciónHd. Cuando la máquina se encuentra fuera de disposición, unas horas Hm se emplean en tareas previsibles como el mantenimiento, y otras horas Ha son imprevisibles como las reparaciones de averías. Un equipo en estado operativo puede estar parado Hp horas por causas ajenas a la propia máquina debido a una deficiente organización de la obra, a la falta de tajo, a la imprevisión de los suministros, al mal dimensionamiento de los equipos, a las averías de otras máquinas, etc. Por tanto una máquina sólo dispone de un tiempo de trabajo útil Hu, donde puede producir durante Ht horas, o bien realizando trabajos no productivos o complementarios como cambios o preparación de tajos durante Hc horas.
Un caso habitual en la construcción consiste en la utilización de varias máquinas cuyos ciclos individuales de trabajo tienen un intervalo común. Por ejemplo, una cargadora con varios camiones, o bien un equipo de mototraíllas convencionales ayudadas en su carga por un tractor. En estos casos, los ciclos individuales de las máquinas se pueden agrupar formando un ciclo del equipo que se repite periódicamente.
Al recurso que limita la producción de un equipo se le denomina cuello de botella. Su identificación es esencial porque cualquier cambio introducido en el funcionamiento repercutirá en la capacidad de producción del equipo, y por ende, en su productividad. El recurso que causa el estrangulamiento es el que determina la producción del equipo. Se define como factor de acoplamiento o “match factor” a la relación entre la máxima producción posible de los equipos auxiliares respecto a la máxima producción posible de los equipos principales. El coste más bajo de producción se obtiene para factores de acoplamiento próximos a la unidad, pero por debajo de ella.
Para aclarar estos conceptos tan importantes en el cálculo de producciones y costes en las máquinas de movimiento de tierras, os paso este Polimedia para divulgar los conceptos básicos. Espero que os guste.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
YEPES, V. (1997). Equipos de movimiento de tierras y compactación. Problemas resueltos. Colección Libro Docente nº 97.439. Ed. Universitat Politècnica de València. 253 pág. Depósito Legal: V-4598-1997. ISBN: 84-7721-551-0
YEPES, V. (2015). Coste, producción y mantenimiento de maquinaria para construcción. Editorial Universitat Politècnica de València, 155 pp. ISBN: 978-84-9048-301-5.