Una vez terminado el II Congreso Internacional de Patrimonio de la Obra Pública y de la Ingeniería Civil, quería dejar en mi blog un recuerdo de mi participación, tanto como ponente en dos comunicaciones como moderador de tres mesas redondas. Ha sido un verdadero placer colaborar en el desarrollo extraordinario del evento. Un agradecimiento especial a todos los que lo han hecho posible.
Empecemos por las dos comunicaciones presentadas. Os paso un breve resumen y, cuando estén publicadas las actas, os enviaré el contenido completo de ambas comunicaciones.
YEPES, V. (2026). Lenguaje visual y patrimonio de la obra pública: reflexiones sobre la estética del color.II Congreso Internacional de Patrimonio de la Obra Pública y de la Ingeniería Civil, 7-10 abril, Castellón, Valencia y Alicante (Spain).
Este trabajo examina la relevancia del lenguaje visual y de la estética en la ingeniería civil, con énfasis en el color y la luz como herramientas de diseño integrador. Sus objetivos son analizar teorías de la percepción aplicadas a infraestructuras, evaluar el impacto cromático en el entorno y reflexionar sobre la preservación de la integridad de la obra pública. La metodología combina un enfoque cualitativo y deductivo, integrando la estética estructural —basada en las «Tres E» de Billington— con principios de la psicología de la Gestalt para el análisis visual. Los resultados destacan las armonías cromáticas (monocromáticas, análogas o complementarias) y su capacidad de mimetizar o resaltar estructuras, así como el papel de la luz en la definición del volumen y en la percepción estética. Se concluye que la ingeniería debe lograr una síntesis entre técnica y arte, donde la estética sea intrínseca, y se advierte que las intervenciones descontextualizadas, como la del puente Fernando Reig, pueden comprometer su valor patrimonial.
MARTÍN, R.; YEPES, V. (2026). Los elementos intangibles del paisaje de los puertos deportivos: vínculo entre patrimonio, identidad y turismo.II Congreso Internacional de Patrimonio de la Obra Pública y de la Ingeniería Civil, 7-10 abril, Castellón, Valencia y Alicante (Spain).
La consideración de los elementos intangibles del paisaje representa una oportunidad para mejorar la gestión de los puertos deportivos. La creación de un entorno atractivo, donde compartir experiencias y en el que es posible percibir un valor patrimonial náutico o portuario, puede suponer un foco de atracción en el entorno litoral, fortaleciendo la identidad del puerto deportivo y reforzando su imagen turística. Para la cuantificación, tanto económica como social, de estos elementos intangibles, se utilizan métodos de decisión multicriterio. Tomando como caso de estudio el puerto deportivo de Marina del Este (Granada), se observa que, si bien la contribución de estos intangibles no es la más importante, sí representa un valor añadido significativo. Su apreciación es mucho mayor para la sociedad que su valor económico estimado (54% frente al 8% del valor del puerto deportivo).
También tuve la ocasión de moderar tres sesiones, con ponentes de altísimo nivel. Os paso un breve resumen de las tres.
Os dejo algunas fotografías del evento.
Aquí os dejo un vídeo en el que me grabaron comentando brevemente el contenido de la sesión del primer día.
El sector del cemento y el hormigón pretende alcanzar la neutralidad en emisiones de carbono para el año 2050 integrando principios de economía circular en todas sus etapas productivas. Este cambio de paradigma, impulsado por la Global Cement and Concrete Association, propone sustituir el modelo lineal tradicional por estrategias que priorizan la reducción, la reutilización y el reciclaje de materiales.
Entre las acciones clave se encuentran el uso de combustibles alternativos en hornos de clínker, la incorporación de residuos industriales en las mezclas y el diseño de estructuras desmontables. Además, el sector apuesta por la innovación tecnológica para optimizar la capacidad natural del hormigón para absorber CO2 y prolongar la vida útil de las construcciones. El éxito de esta transición requiere una estrecha colaboración entre los sectores público y privado para establecer normativas que fomenten la sostenibilidad y la gestión eficiente de los recursos.
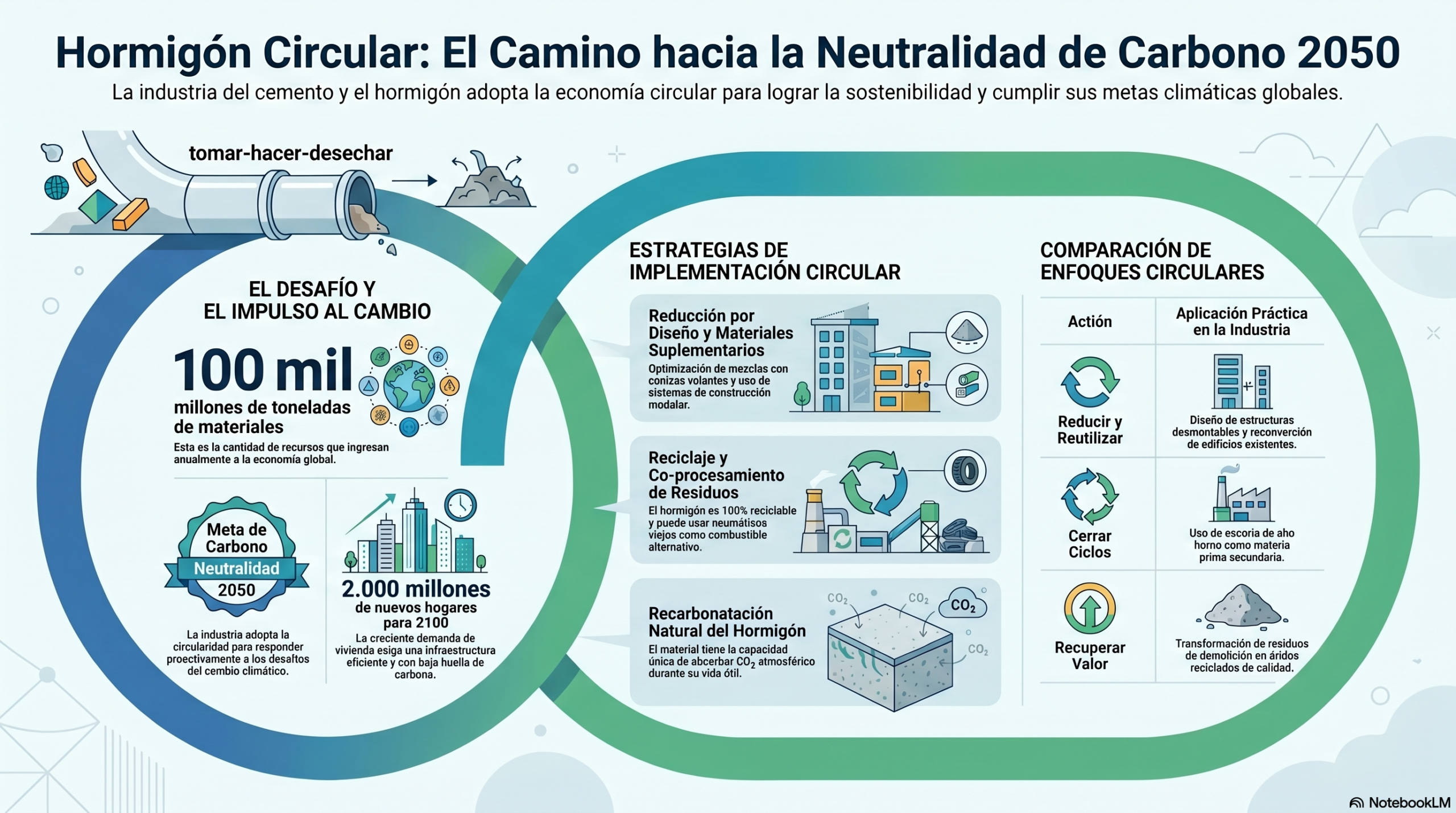
El desafío de los 100 mil millones de toneladas.
Según el Foro Económico Mundial, cada año la economía mundial consume la abrumadora cantidad de 100 mil millones de toneladas de materiales. Lo más alarmante es que cerca de la mitad de estos recursos se destinan exclusivamente a la ingeniería y la construcción.
Con una proyección de 2000 millones de nuevos hogares para el año 2100, el modelo lineal de «tomar-hacer-desechar» resulta físicamente inviable. La economía circular ya no es una opción romántica, sino el pilar técnico indispensable para alcanzar la neutralidad de emisiones de carbono en 2050.
Más allá del reciclaje: las «9R» en el mundo del cemento.
Para transformar este sector, debemos comprender tres estrategias fundamentales: cerrar ciclos (utilizar residuos como la escoria de alto horno), estrechar ciclos (optimizar el uso de áridos reciclados) y ralentizar ciclos (extender la vida útil).
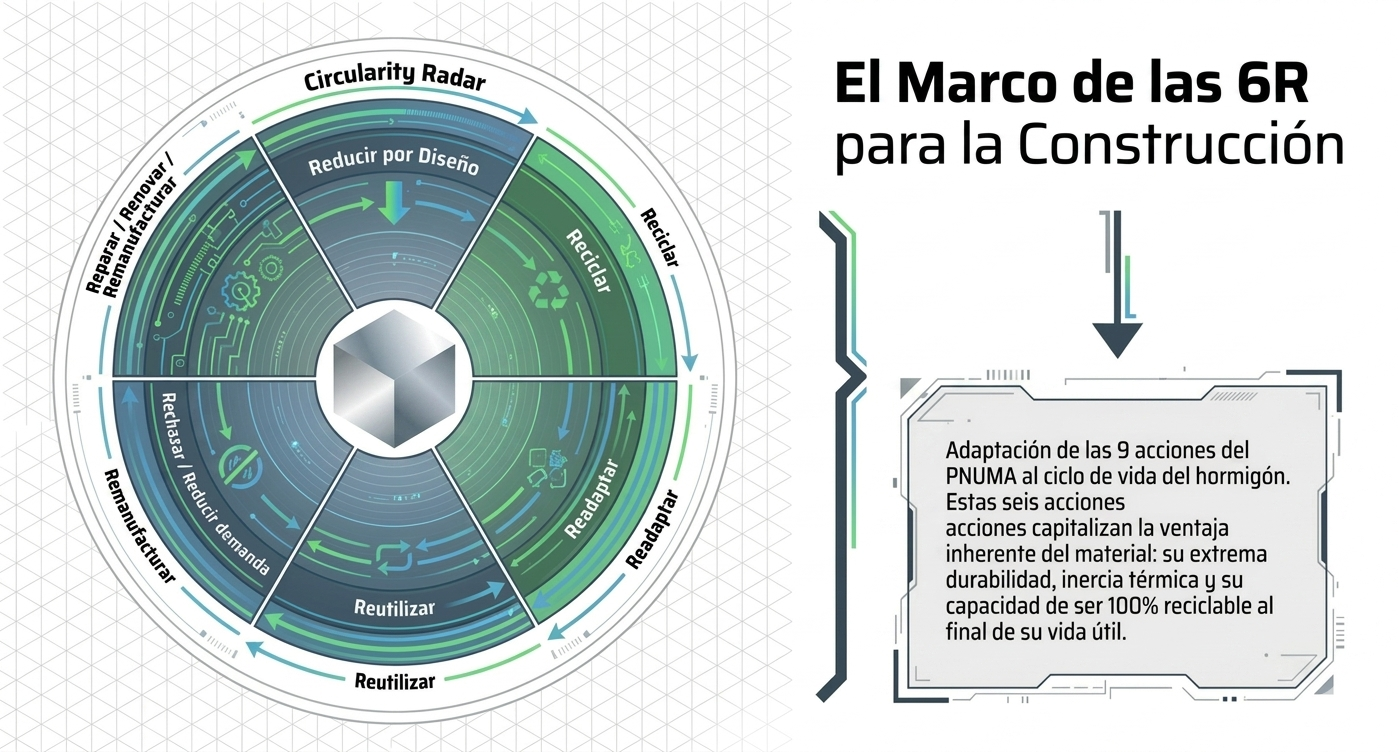
El Programa de Naciones Unidas para el Medio Ambiente (PNUMA) propone las «9R», que en la industria del hormigón se adaptan a estas seis categorías críticas:
Reducir por diseño: disminuir el uso de material virgen en la ingeniería.
Reciclar: procesar el hormigón al final de su vida útil para producir áridos reciclados de calidad controlada.
Readaptar: colocar en el mercado elementos que cumplan una función igual o mejor que la de uno nuevo.
Reutilizar: mantener los componentes en uso siempre que sea posible.
Rechazar y reducir: usar menos artículos y prolongar su vida útil.
Reparar, renovar y remanufacturar: mantener lo existente en lugar de demoler y reemplazar.
La durabilidad extrema del hormigón es su mayor activo circular. Su resistencia innata a incendios, inundaciones y condiciones meteorológicas adversas hace que las estructuras permanezcan útiles durante décadas con un mantenimiento mínimo.
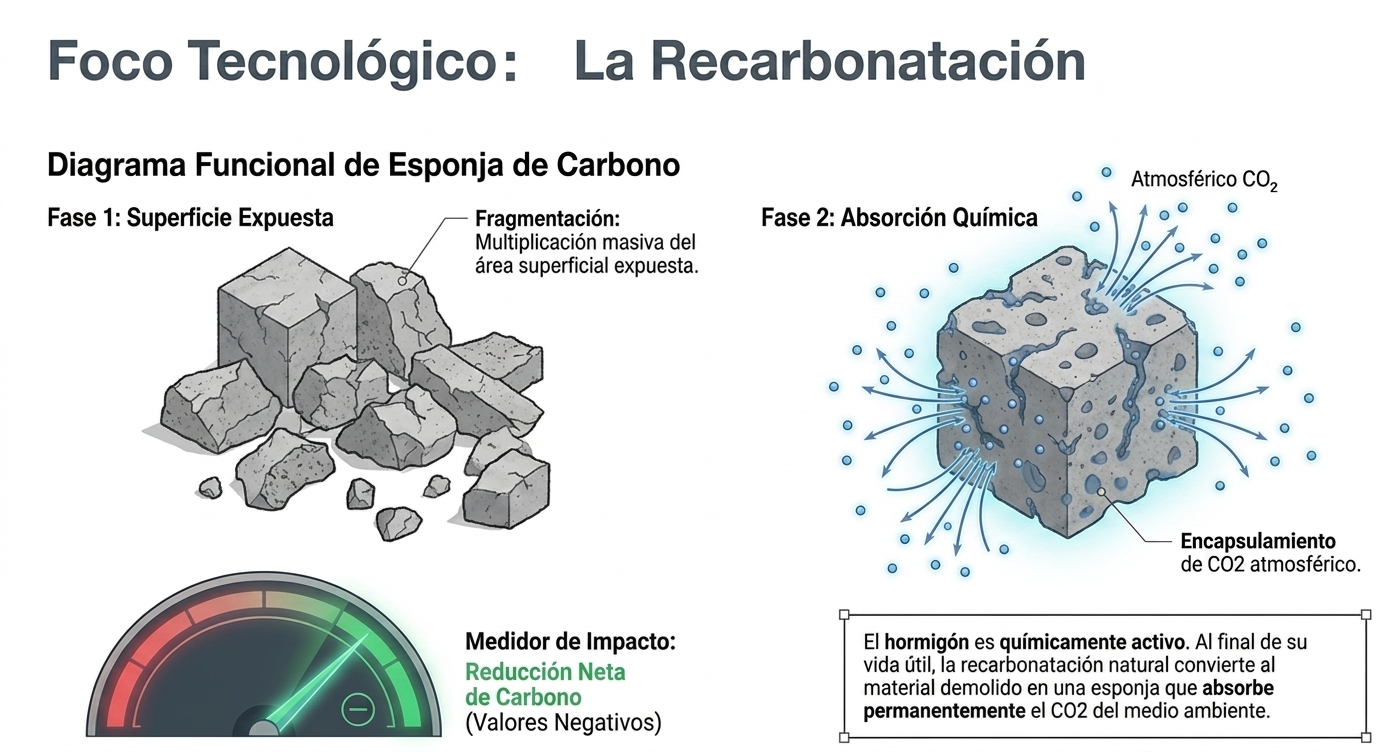
El hormigón como «esponja» de CO2: el fenómeno de la recarbonatación.
La recarbonatación es un proceso natural disruptivo en el que el hormigón absorbe CO₂ de la atmósfera. Este fenómeno convierte el material en un sumidero de carbono vivo. Un detalle técnico vital es que este proceso se maximiza tras la demolición, ya que aumenta la superficie expuesta del material.
Este cambio de paradigma permite reducir las emisiones de carbono en el entorno construido. Como señala la Global Cement and Concrete Association (GCCA) en su posicionamiento oficial:
«La adopción de la economía circular es uno de los elementos clave para alcanzar la neutralidad de emisiones de carbono en 2050, como se menciona en la hoja de ruta del organismo internacional».
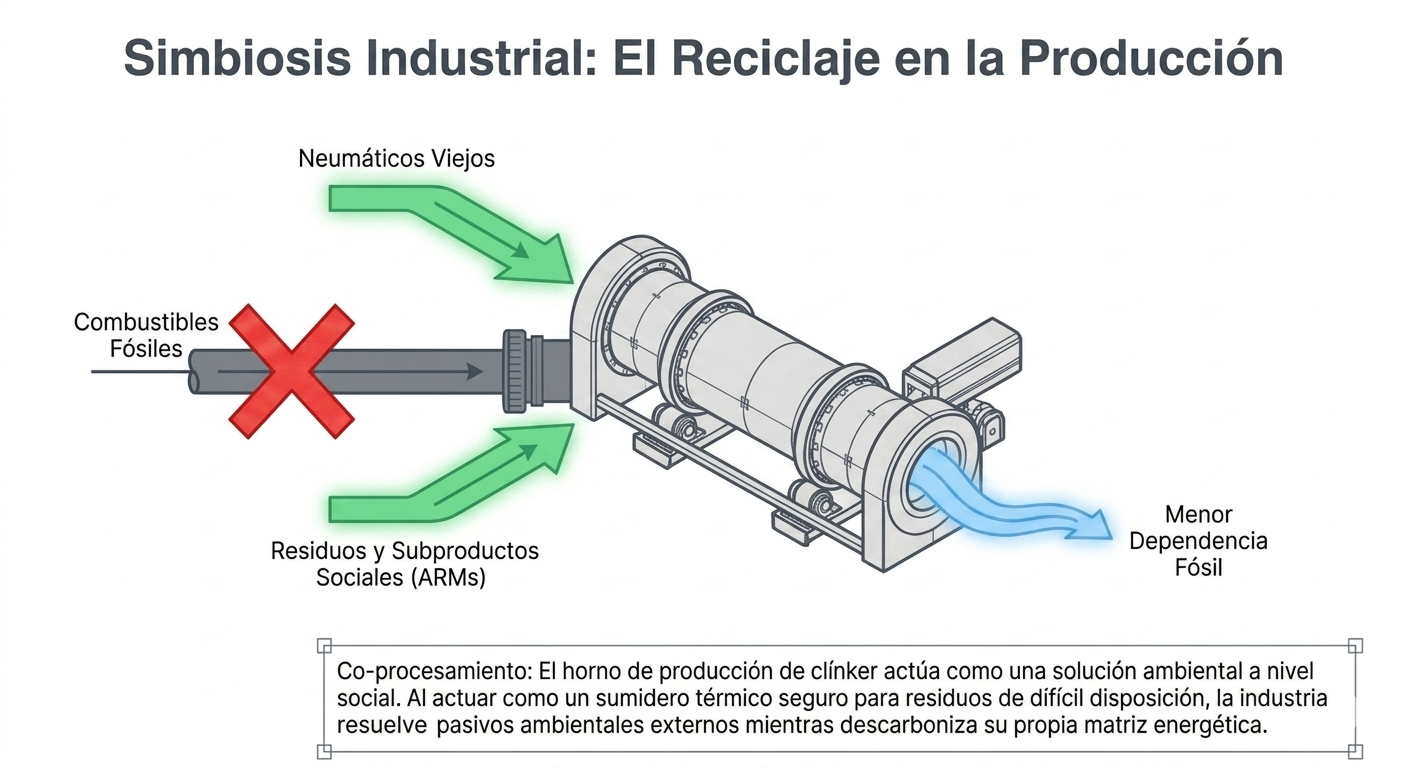
Coprocesamiento: transformando residuos en energía y materia.
La industria emplea el coprocesamiento, una forma de simbiosis industrial que utiliza residuos como combustibles y materias primas alternativas (ARMs). El uso de neumáticos viejos en hornos de clínker es un caso de éxito emblemático.
Esta práctica soluciona el problema crítico que supone la gestión de residuos de combustión lenta y perjudicial y reduce la dependencia de los combustibles fósiles. Es una eficiencia pura: transformar los desechos de la sociedad en un recurso industrial de alto valor.
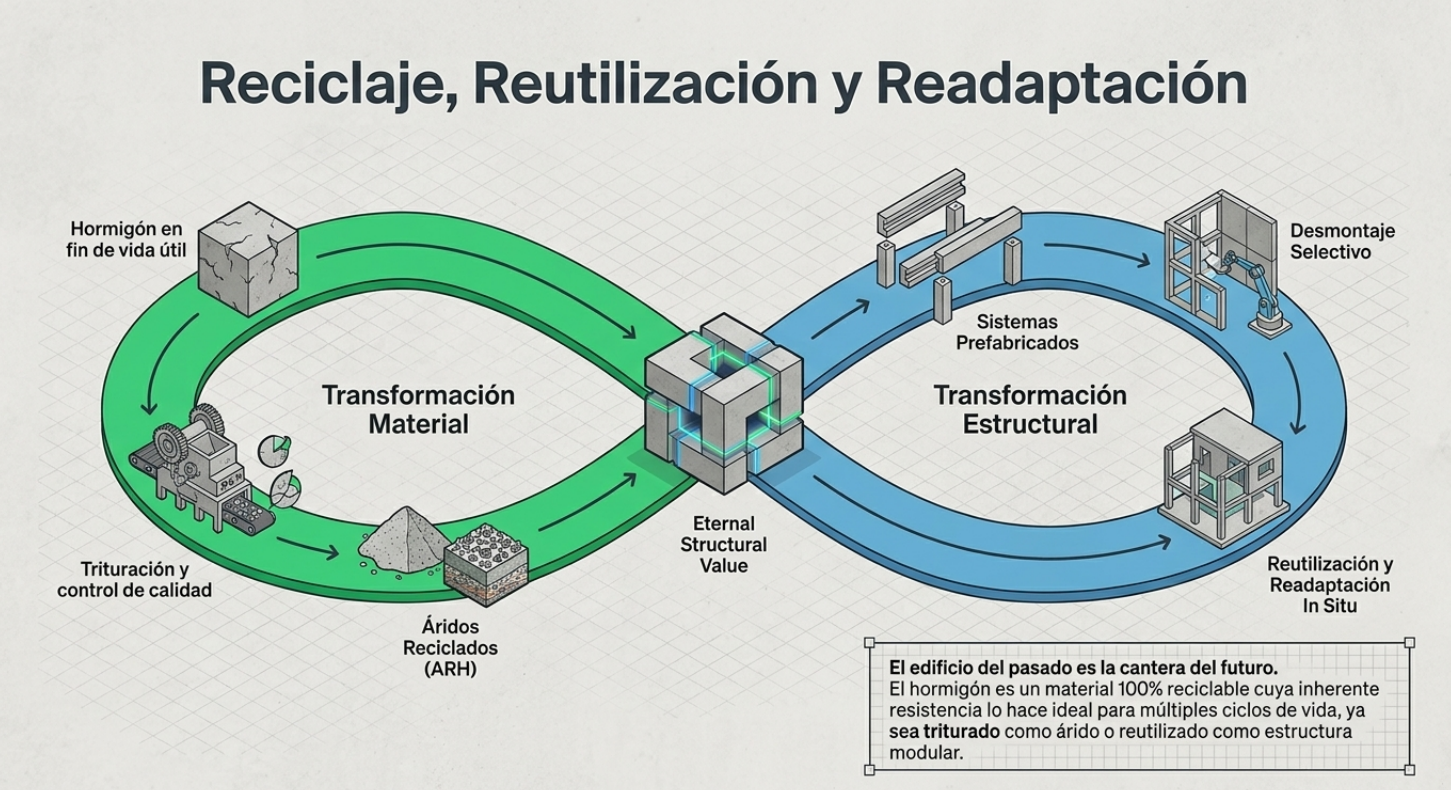
Diseño modular y desmontable: construir para el futuro.
La circularidad se define en la fase de proyecto. Actualmente, la innovación se divide en dos frentes:
Diseño de productos: Uso de materiales cementosos suplementarios, como las cenizas volantes, que optimizan la composición del hormigón y mejoran su resistencia.
Diseño de proyectos: Implementación de sistemas prefabricados y modulares.
El concepto de «diseñar para el desensamblaje» permite tratar los edificios completos como bancos de materiales. Las losas y los paneles prefabricados pueden desmontarse y reutilizarse en nuevas estructuras, lo que elimina de raíz la generación de escombros.
Un pacto por la transparencia y la innovación.
La GCCA y sus miembros se han comprometido a acelerar las métricas circulares y a fomentar la colaboración público-privada. No obstante, para ampliar estos resultados se necesitan marcos regulatorios valientes.
Una de las propuestas más urgentes es la eliminación gradual de los vertederos destinados a los residuos de construcción. Al prohibir el envío de escombros de hormigón a vertederos, se garantiza su reincorporación al ciclo productivo, de modo que cada tonelada de material mantenga su valor máximo.
Conclusión: ¿Estamos preparados para dejar atrás la era del desperdicio?
La transición hacia la economía circular supone un cambio de paradigma que genera valor, resiliencia y eficiencia operativa. Al integrar la recarbonatación, el coprocesamiento con ARMs y el diseño desmontable, la industria está redefiniendo el concepto de construcción.
El fin de la era del desperdicio no es solo una meta medioambiental, sino también una realidad técnica en curso. Ante este avance, la pregunta es inevitable: ¿Seguiremos viendo al hormigón como un material inerte o lo reconoceremos finalmente como la infraestructura que nos protegerá en 2050?
En esta conversación puedes escuchar los aspectos más importantes de la revolución circular del hormigón.
En este vídeo se resumen bien las ideas más interesantes sobre este tema.
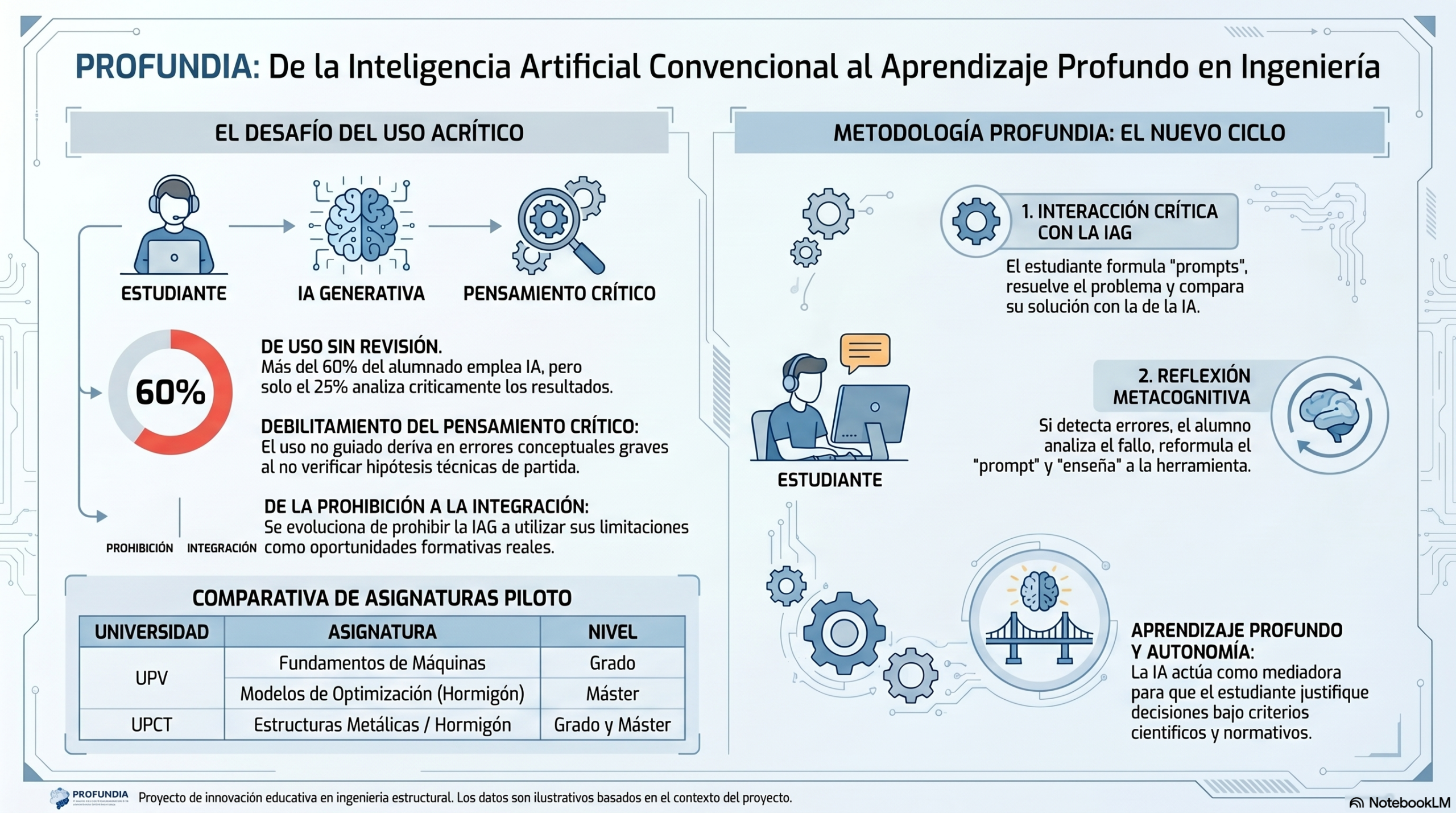
En ingeniería civil, un error de cálculo no es solo una errata en un examen, sino una cuestión de seguridad pública y de responsabilidad ética. Por ello, el panorama actual resulta alarmante: mientras que más del 60 % de los estudiantes reconoce utilizar inteligencia artificial generativa (IAG) en sus tareas, apenas un 25 % realiza una revisión crítica de los resultados.
Esta dependencia acrítica amenaza con diluir el rigor técnico necesario para diseñar infraestructuras seguras. Ante este desafío nace el proyecto PROFUNDIA, liderado por el catedrático Víctor Yepes en la Universitat Politècnica de València (UPV), en colaboración con la Universidad Politécnica de Cartagena (UPCT). Nuestra misión es clara: transformar la IA de un «atajo peligroso» en un motor de aprendizaje profundo que refuerce la autonomía del futuro ingeniero.
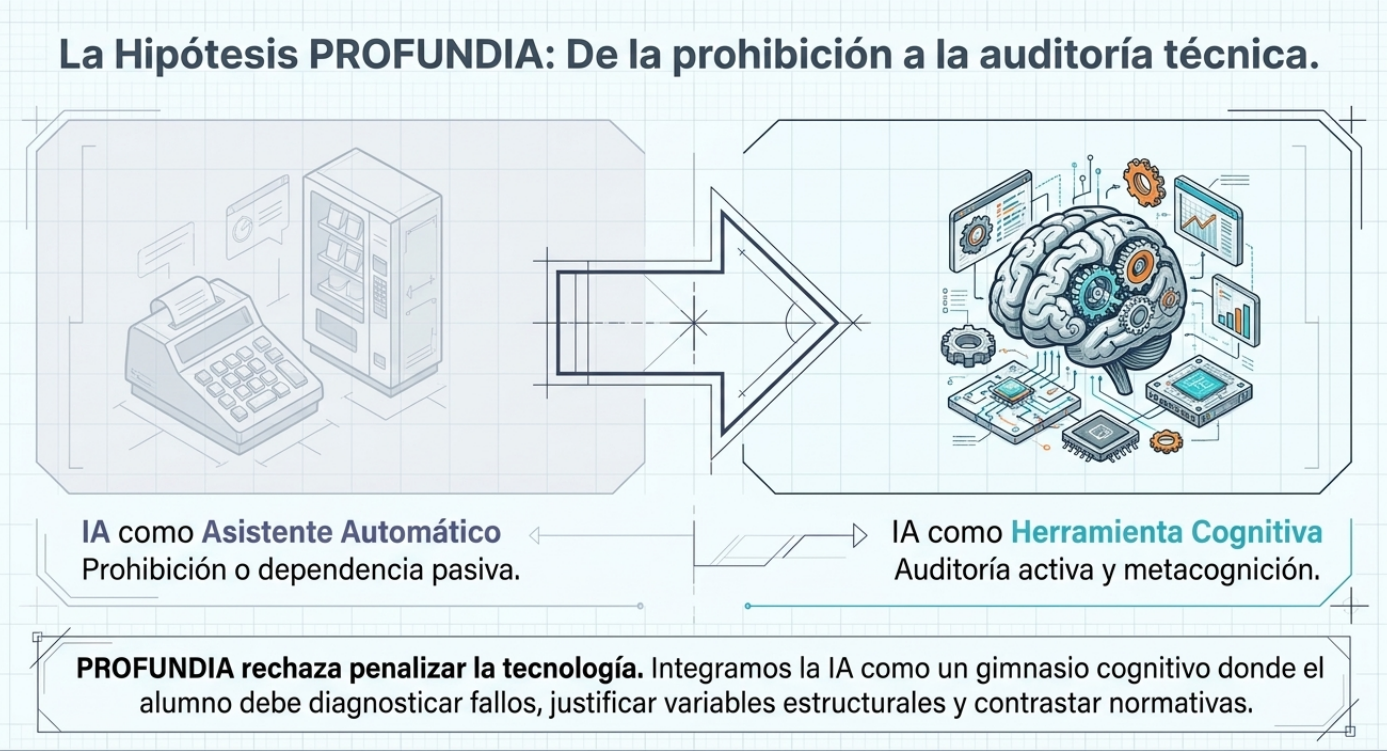
El fin de la era de la prohibición: de «No usar» a «Usar para pensar».
Durante los últimos años, la respuesta académica dominante ha sido la restricción. Sin embargo, en un entorno profesional de alta exigencia, prohibir la tecnología es una batalla perdida que solo agrava la brecha entre el aula y la realidad. PROFUNDIA propone un cambio de paradigma radical: integrar la IA como una «herramienta cognitiva» o «mindtool», bajo la filosofía constructivista de Jonassen.
No buscamos que el estudiante aprenda «de» la tecnología como si esta fuera un oráculo, sino «con» la tecnología. Al utilizar la IA como mediadora, el alumno no se limita a recibir datos, sino que debe «luchar» con la herramienta para construir un modelo mental sólido de los fenómenos físicos. En ingeniería, el objetivo no es obtener el número final, sino comprender el comportamiento estructural que ese número representa.
«Enseñar» a la IA para aprender ingeniería.
El corazón de nuestra metodología se basa en un concepto disruptivo: el «sesgo deliberado hacia el error». En asignaturas críticas como «Modelos predictivos de estructuras de hormigón» o «Resistencia de materiales», hemos observado que la IA tiende a «alucinar» al proponer hipótesis de partida o al aplicar normativas específicas. En lugar de considerar esto como una limitación, lo convertimos en nuestra principal ventaja pedagógica.
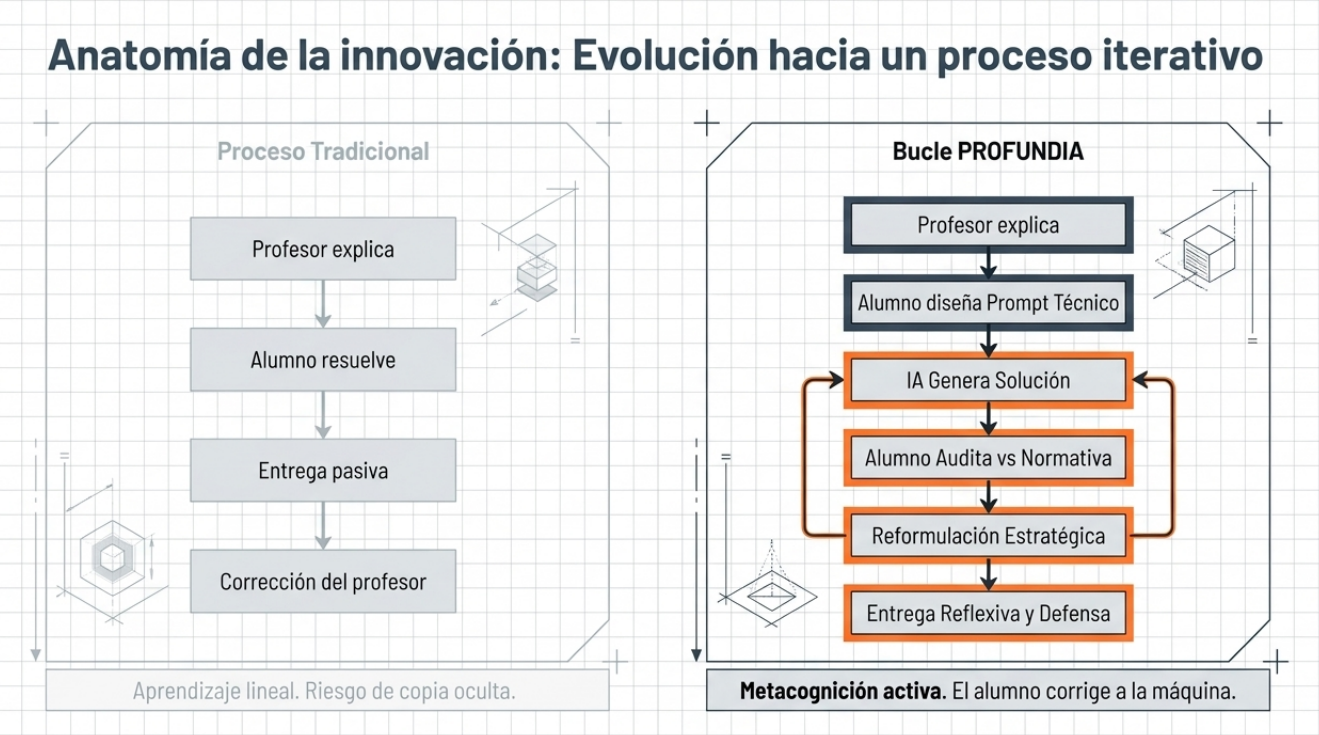
Obligamos al estudiante a enfrentarse a las respuestas de la IA no como verdades absolutas, sino como borradores que deben ser auditados. Para corregir los cálculos de la máquina en una viga o en un pórtico, el alumno primero debe dominar la teoría de forma exhaustiva.
«En PROFUNDIA, el estudiante invierte los roles tradicionales: deja de ser un receptor pasivo para convertirse en el «maestro» de la IA, validando, cuestionando y corrigiendo la tecnología con su propio juicio técnico y rigor científico».
El ciclo del «prompt crítico»: reflexión metacognitiva.
Para estructurar este proceso, hemos diseñado una secuencia metodológica (basada en la Figura 2 del proyecto) que obliga al estudiante a reflexionar metacognitivamente de manera constante.
Formulación del prompt: el alumno debe traducir un problema de estructuras metálicas o de hormigón a un lenguaje técnico preciso, definiendo cargas, luces y condiciones de contorno.
Comparación crítica: se contrasta el resultado de la IA con modelos analíticos propios y con programas informáticos profesionales de cálculo.
Detección de errores y reformulación: aquí es donde ocurre el aprendizaje real. El estudiante debe identificar si el error de la IA se debe a un cálculo matemático incorrecto, a una hipótesis física errónea o a un desconocimiento del Código Estructural. Tras el análisis, debe guiar a la IA, mediante nuevos mensajes, hacia la solución correcta.
Justificación técnica: el paso final consiste en validar la solución según los criterios científicos y normativos vigentes, a fin de garantizar que la respuesta no solo «parezca» correcta, sino que también sea técnicamente viable y segura.
Más allá del aula: preparación para el mundo real.
La colaboración entre la UPV y la UPCT (con los profesores Antonio Tomás y Pedro Martínez-Pagán) permite validar este modelo en diversos contextos, desde los grados hasta los másteres. El objetivo no es simplemente aprobar la asignatura de Estructuras Metálicas, sino desarrollar el criterio técnico experto que hoy demandan las empresas de ingeniería.
En el ejercicio profesional, el ingeniero es el último responsable de la empresa que avala un proyecto. PROFUNDIA prepara a los egresados para que puedan actuar como auditores tecnológicos, capaces de aprovechar la eficiencia de la IA sin comprometer nunca la integridad estructural ni la seguridad de las personas.
Un entorno de aprendizaje enriquecido.
La innovación de este proyecto no radica en el software (ChatGPT es solo una herramienta), sino en la redefinición metodológica del entorno de aprendizaje. Hemos transformado el aula en un laboratorio de interacción social y psicológica en el que la IA actúa como un «agente activo» dentro del equipo de trabajo. Esta dinámica fomenta una mayor implicación del alumnado, que percibe el aprendizaje no como una carga, sino como el desarrollo de la maestría en las herramientas que definirán su futuro.
Conclusión: Hacia una ingeniería de pensamiento profundo.
La visión de PROFUNDIA consiste en formar ingenieros que lideren la tecnología en lugar de depender de ella. La eficiencia de un algoritmo es una herramienta poderosa, pero carece de la comprensión profunda y de la responsabilidad ética que definen nuestra profesión.
Al final, cuando nos enfrentamos al diseño de un puente o una infraestructura de gran envergadura, debemos plantearnos una pregunta provocadora: en un futuro en el que las máquinas pueden realizar cálculos en milisegundos, ¿seremos capaces de formar a ingenieros con la suficiente intuición y criterio técnico como para negarnos a firmar un proyecto que la IA considera «eficiente», pero que el juicio humano reconoce como un riesgo de colapso? El futuro de nuestra seguridad depende de esa capacidad crítica.
En esta conversación puedes escuchar las ideas más interesantes de este proyecto.
Blight, T., Martínez-Pagán, P., Roschier, L., Boulet, D., Yepes-Bellver, L., & Yepes, V. (2025). Innovative approach of nomography application into an engineering educational context. PloS one, 20(2), e0315426.
Castro-Aristizabal, G., Acosta-Ortega, F., & Moreno-Charris, A. V. (2024). Los entornos de aprendizaje y el éxito escolar en Latinoamérica. Lecturas de Economía, (101), 7-46.
Hadgraft, R. G., & Kolmos, A. (2020). Emerging learning environments in engineering education. Australasian Journal of Engineering Education, 25(1), 3-16.
Jiang, N., Zhou, W., Hasanzadeh, S., & Duffy Ph D, V. G. (2025). Application of Generative AI in Civil Engineering Education: A Systematic Review of Current Research and Future Directions. In CIB Conferences (Vol. 1, No. 1, p. 306).
Jonassen, D. H., Peck, K. L., & Wilson, B. G. (1999). Learning with technology: A constructivist perspective. Columbus, OH: Merrill/Prentice-Hall.
Liao, W., Lu, X., Fei, Y., Gu, Y., & Huang, Y. (2024). Generative AI design for building structures. Automation in Construction, 157, 105187.
Navarro, I. J., Marti, J. V., & Yepes, V. (2023). Evaluation of Higher Education Students’ Critical Thinking Skills on Sustainability. International Journal of Engineering Education, 39(3), 592-603.
Onatayo, D., Onososen, A., Oyediran, A. O., Oyediran, H., Arowoiya, V., & Onatayo, E. (2024). Generative AI applications in architecture, engineering, and construction: Trends, implications for practice, education & imperatives for upskilling—a review. Architecture, 4(4), 877-902.
Pellicer, E., Yepes, V., Ortega, A. J., & Carrión, A. (2017). Market demands on construction management: View from graduate students. Journal of Professional Issues in Engineering Education and Practice, 143(4), 04017005.
Perkins, D., & Unger, C. (1999). La enseñanza para la comprensión. Argentina: Paidós.
Torres-Machí, C., Carrión, A., Yepes, V., & Pellicer, E. (2013). Employability of graduate students in construction management. Journal of Professional Issues in Engineering Education and Practice, 139(2), 163-170.
Xu, G., & Guo, T. (2025). Advances in AI-powered civil engineering throughout the entire lifecycle. Advances in Structural Engineering, 13694332241307721.
Zhou, Z., Tian, Q., Alcalá, J., & Yepes, V. (2025). Research on the coupling of talent cultivation and reform practice of higher education in architecture. Computers and Education Open, 100268.
En la ingeniería civil, la espectacularidad de una excavadora desplazando toneladas de tierra o de una grúa de doble vano posicionando estructuras suele acaparar la atención de los directores de proyecto. Sin embargo, el verdadero éxito financiero no se decide en la acción, sino en la quietud de los talleres. Una máquina parada no solo es un equipo inactivo, sino también una pérdida de liquidez y un coste de oportunidad que puede reducir drásticamente el margen de beneficio de cualquier contrato.
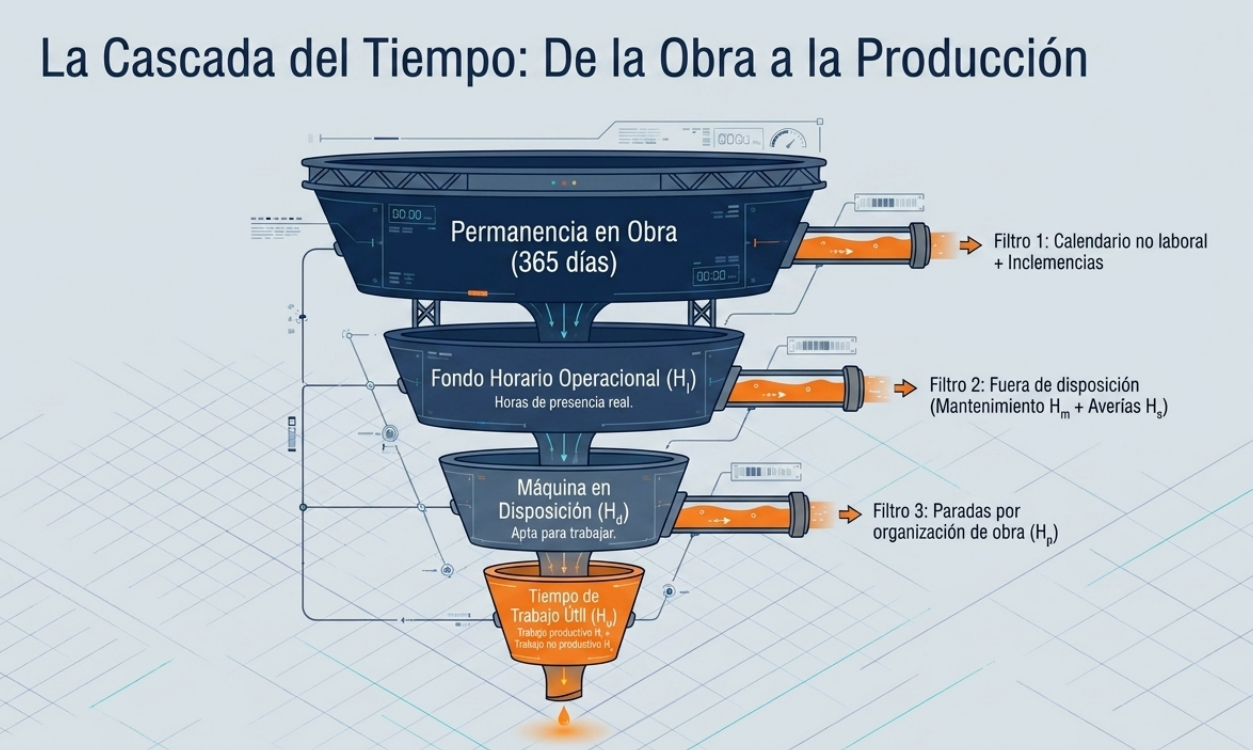
La disponibilidad de la flota no es una cuestión de azar, sino una ciencia de precisión basada en la gestión del fondo horario. El ingeniero sabe que el tiempo de permanencia en obra es un recurso finito que debe desglosarse con precisión matemática: desde el tiempo laborable real (Hl), que depende del clima, hasta el tiempo de máquina en disposición (Hd), que depende de la eficacia del equipo de mantenimiento.
La paradoja de la liquidez: el mantenimiento preventivo no es un gasto.
Para una gerencia con visión a corto plazo, el mantenimiento preventivo (sustituir piezas que aún funcionan) parece un lujo innecesario. Sin embargo, el mantenimiento correctivo (reparar después de la avería) es, en realidad, la política más costosa. Las averías inesperadas destruyen la capacidad de programación, provocan paradas en cadena en los equipos dependientes y elevan los costes de mano de obra de emergencia.
Desde la perspectiva de la gestión de activos, el mantenimiento preventivo planificado es una garantía de la operatividad. Permite transformar la incertidumbre en una variable controlada.
«Reparar antes de que se produzca la avería es estratégicamente superior, ya que se evitan daños colaterales, se puede programar la intervención fuera del horario laboral y se reduce el número de piezas que hay que sustituir».
Gestión de riesgos en la compra: el mito de la máquina nueva.
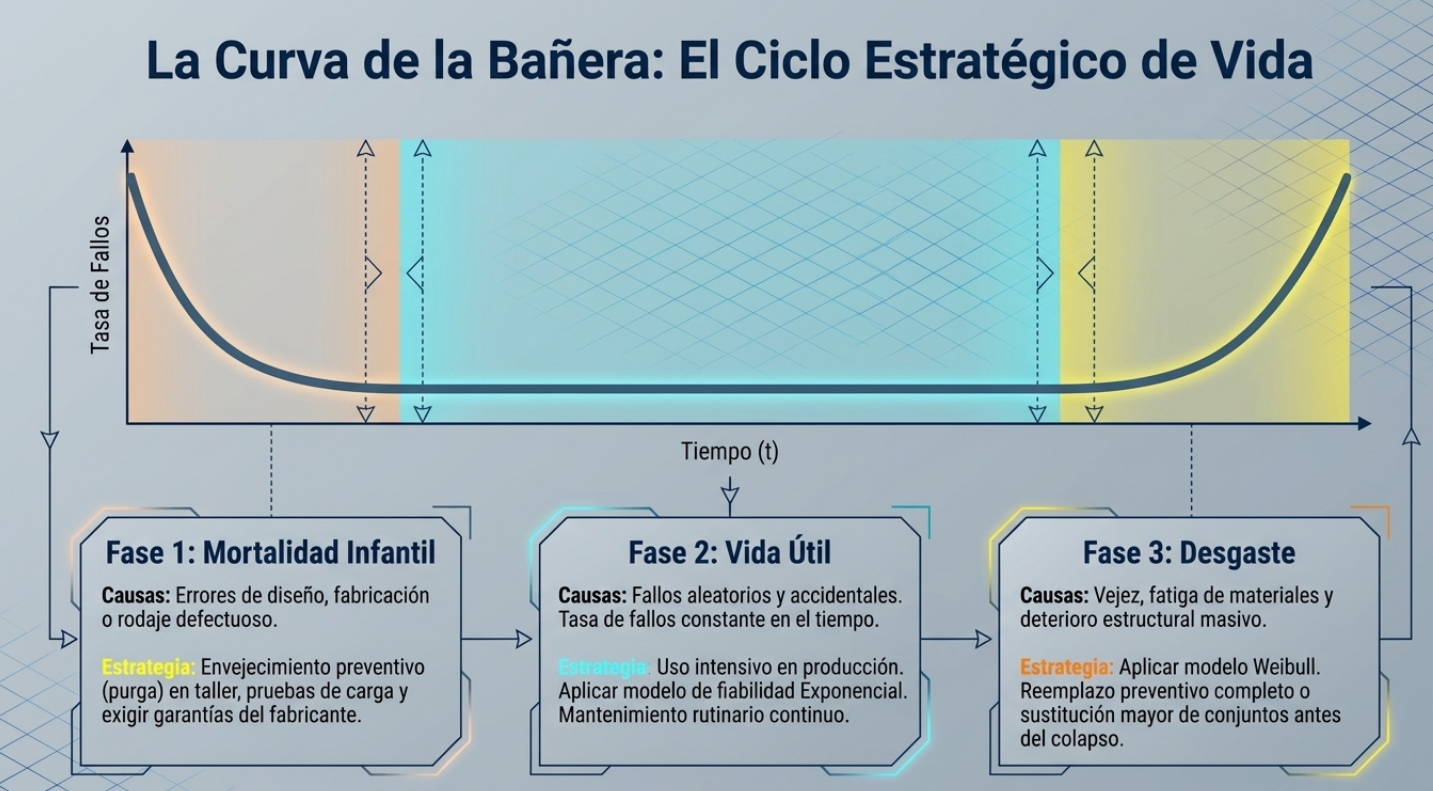
La ingeniería de fiabilidad nos enseña que una máquina recién salida de fábrica no es sinónimo de infalibilidad. La curva de la bañera describe tres fases críticas que todo gerente de flota debe conocer para proteger su inversión:
Mortalidad infantil: una tasa elevada de fallos en el inicio de la vida útil, debida a errores de diseño, fabricación o montaje.
Estrategia empresarial: el estratega debe exigir periodos de «purga» o de rodaje preliminar y negociar los SLA (acuerdos de nivel de servicio) de modo que esta fase de fallos precoces se produzca bajo la responsabilidad del proveedor y no en la ruta crítica del proyecto.
Vida útil (tasa de fallos constante): periodo de estabilidad operativa durante el cual la fiabilidad depende de un mantenimiento rutinario y riguroso. Es aquí donde se maximiza el retorno de la inversión.
Periodo de desgaste: el envejecimiento incrementa los costes. Un tractor que alcanza su vida económica (por ejemplo, 20 000 horas) requiere una decisión estratégica: una gran reparación o una renovación total para evitar el colapso de la productividad.
El factor humano: el sentido de propiedad frente a la optimización de turnos.
La fiabilidad de una máquina es inversamente proporcional a la dilución de la responsabilidad sobre ella. Cuando se añaden turnos adicionales o se comparten conductores para maximizar el uso del fondo horario, el «sentido de propiedad» del operario se desvanece. Sin un responsable único, el cuidado diario (limpieza, engrase e inspección visual) disminuye y aumentan las averías.
Sin embargo, el directivo sénior debe evaluar el dilema:
En el caso de la maquinaria pesada, donde el coste del operario es mínimo en comparación con el valor del activo y sus costes fijos, la decisión estratégica suele ser operar en varios turnos. El riesgo de avería se asume como una variable controlada con el fin de acortar plazos y diluir los gastos fijos.
En equipos más pequeños, la asignación de un único conductor-propietario sigue siendo la mejor garantía de longevidad.
El clima como jefe de obra: de Hl a Hd.
El éxito de una obra depende de la comprensión de la transición entre lo que el clima permite (Hl, tiempo laborable real) y lo que la gestión de flotas asegura (Hd, tiempo en disposición). La climatología no es una excusa, sino un coeficiente de reducción predecible. Estadísticamente, meses como diciembre o enero pueden ofrecer apenas el 60 % de las horas laborables disponibles que julio.
El impacto de la lluvia es un ejemplo de «geología aplicada al negocio». Una precipitación de 30 mm/día puede suponer la pérdida de un día de trabajo en suelos granulares (gravas), pero detendrá la producción por hasta cuatro días en suelos arcillosos debido a la saturación.
Directrices operacionales de operatividad límite:
Condición
Límite técnico
Impacto operativo
Mezclas bituminosas
< 5 ºC
Parada total de pavimentación
Tratamientos superficiales
< 10 ºC
Riesgo crítico de ejecución
Materiales húmedos
< 0 ºC
Imposibilidad de manipulación
Precipitación Ligera
1 mm/día
Limita unidades sensibles
Precipitación Intensa
10 mm/día
Exige protección especial o parada
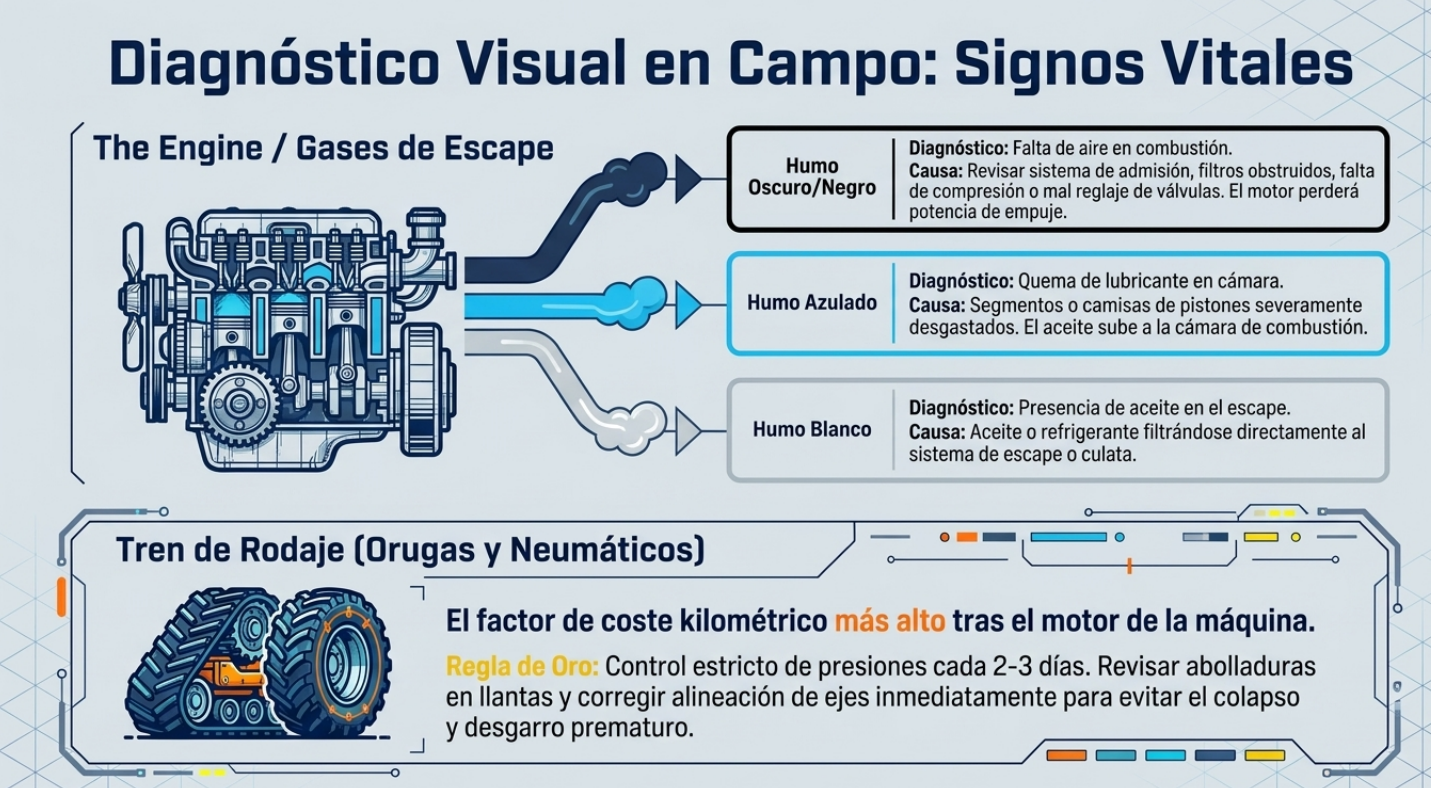
El lenguaje de la combustión: diagnóstico preventivo por colores.
Un motor diésel no falla en silencio, sino que emite señales visuales que el estratega debe interpretar para tomar decisiones inmediatas sobre el mantenimiento del motor. Ignorar el color del humo del escape equivale a quemar el margen de beneficio en la cámara de combustión.
Humo oscuro: indica una combustión incompleta por falta de aire. Es una alerta para revisar los sistemas de admisión, los filtros obstruidos o el reglaje de las válvulas. Supone una pérdida directa de potencia y de eficiencia.
Humo azulado: alerta de consumo de lubricante. Los segmentos o las camisas están desgastados, lo que permite que el aceite pase a los cilindros. Anticipa una reparación mayor inminente.
Humo blanco: presencia de aceite directamente en el sistema de escape o fallos graves en la inyección. Se requiere una intervención técnica urgente para evitar un fallo catastrófico del bloque del motor.
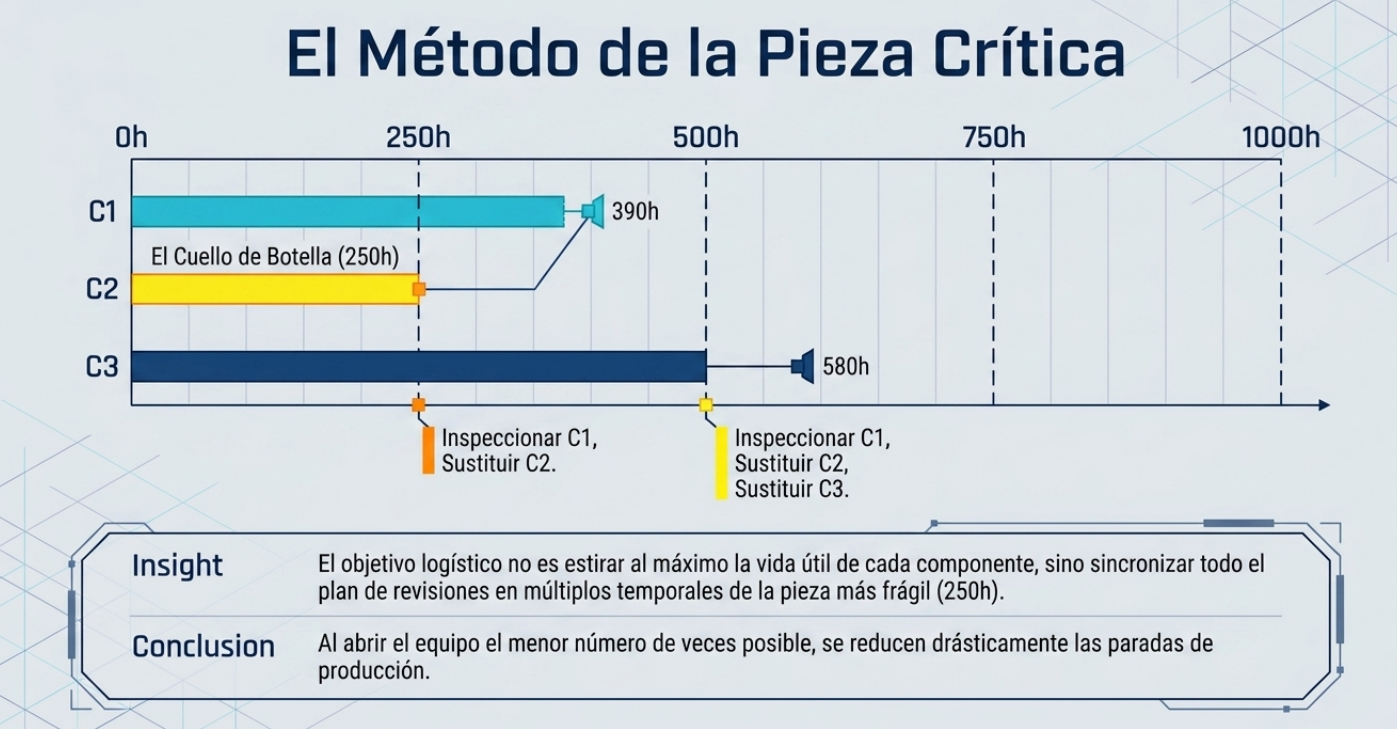
La dictadura de la «pieza crítica»: sincronización de la disponibilidad.
El objetivo del mantenimiento no es que cada componente alcance su vida útil máxima individual, sino minimizar el número de veces que la máquina deja de estar disponible (Hd). El método de la pieza crítica establece que el componente con la menor esperanza de vida determina el ritmo de todo el sistema.
Si el componente C2 requiere intervención cada 250 horas, el plan de mantenimiento debe sincronizarse en múltiplos de dicho intervalo (500, 750, 1000 horas). Desde el punto de vista financiero, es más inteligente sustituir un componente que aún tiene un 15 % de vida útil si eso permite realizar la intervención simultáneamente con la pieza crítica y así evitar una segunda parada innecesaria apenas unas semanas después. La eficiencia operativa reside en la sincronización, no en el aprovechamiento extremo de cada rodamiento.
Conclusión: hacia el mantenimiento productivo total (TPM).
La excelencia en la gestión de activos culmina en el mantenimiento productivo total (TPM). Esta filosofía exige que la fiabilidad deje de ser una responsabilidad exclusiva del departamento de taller y se convierta en una tarea compartida por todos los miembros de la organización. Desde la alta dirección, que debe basar sus planes de obra en bases de datos históricas de mantenimiento, hasta el operario, que actúa como primer sensor de anomalías.
Al fin y al cabo, la maquinaria de construcción es el motor que impulsa su capital. La pregunta para el líder es clara: ¿Prefiere gobernar sus activos con la ciencia de la fiabilidad o permitir que la incertidumbre de las averías gobierne el destino de sus beneficios?
En esta conversación puedes escuchar las ideas más interesantes sobre este tema.
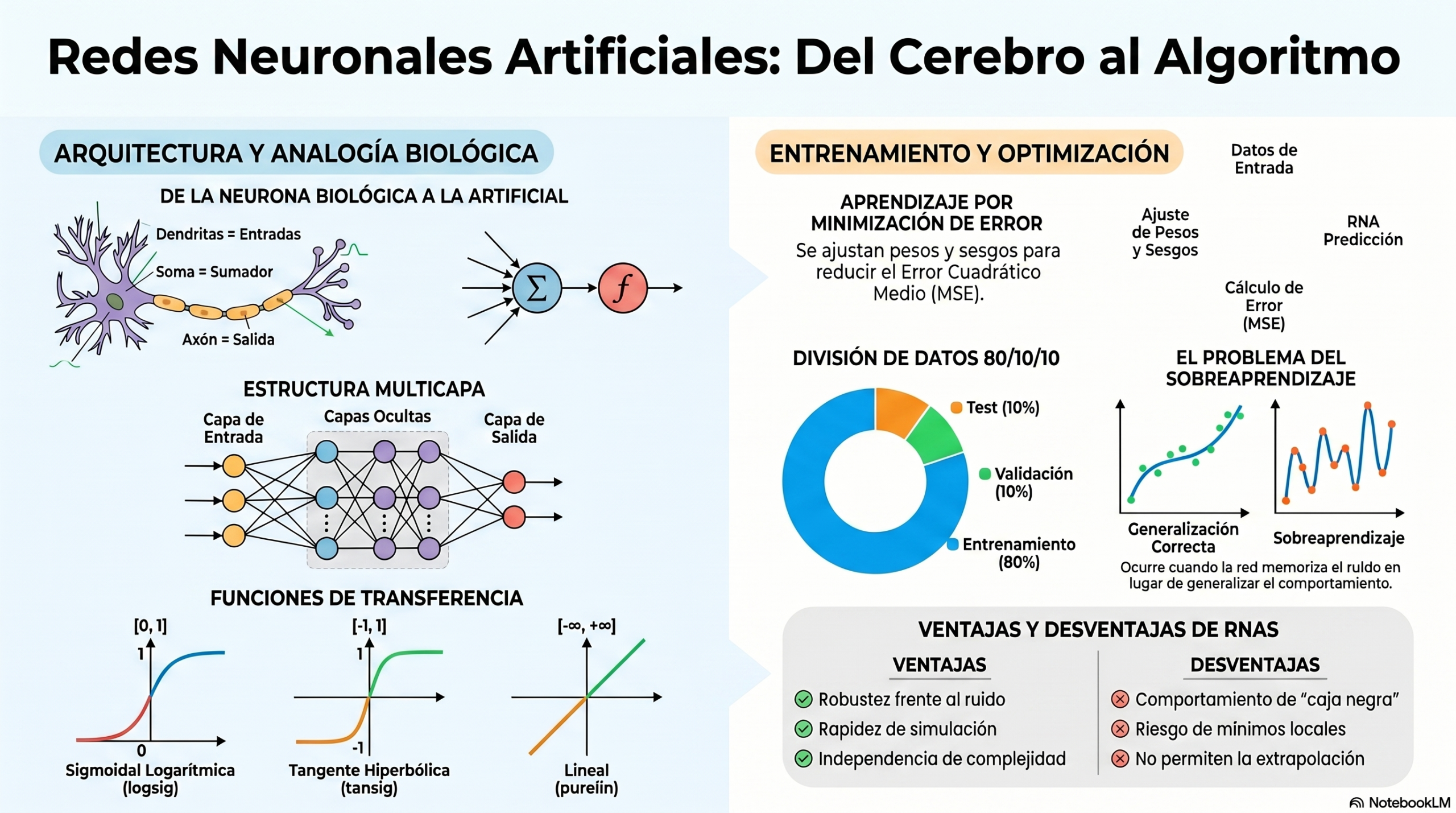
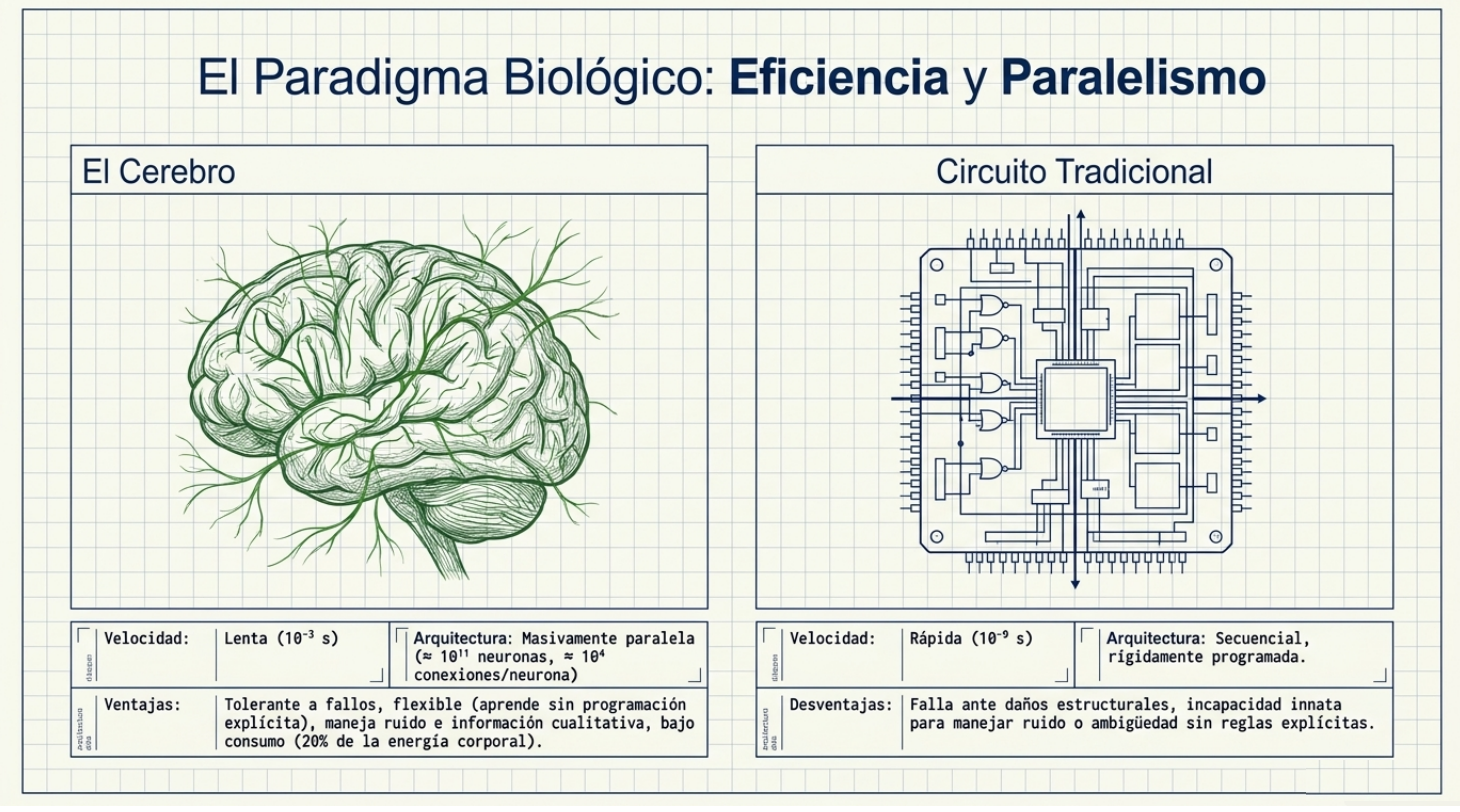
El cerebro biológico representa la cúspide de la eficiencia evolutiva. Es un sistema capaz de procesar información con ruido, manejar datos inconsistentes y, lo más sorprendente, mantener su integridad operativa a pesar de la pérdida constante de unidades individuales.
Estas redes no se basan en una programación rígida de causa-efecto, sino que «aprenden» a través de la experiencia y la reconfiguración de sus estados, transformando problemas abstractos en soluciones tangibles.
En otros artículos de este blog ya hemos hablado de este tema:
La Paradoja de la velocidad: neuronas biológicas frente a circuitos de silicio
Existe una disparidad fascinante entre el hardware biológico y el artificial. Una neurona biológica es intrínsecamente lenta, operando en una escala de milisegundos (10-3 s). En contraste, los circuitos eléctricos de silicio son un millón de veces más veloces, alcanzando los nanosegundos (10-9 s). Sin embargo, el cerebro humano aventaja a la máquina mediante un procesamiento masivamente paralelo, orquestado por aproximadamente 1011 neuronas y una red de 10.000 conexiones por cada una de ellas.
Para que las redes artificiales alcancen una efectividad real en la aproximación de funciones complejas, deben adoptar esta arquitectura paralela. Como especialistas, valoramos una lección fundamental de la biología: la robustez ante el fallo. En la naturaleza, «el cerebro es robusto; pueden morir neuronas sin que el rendimiento global se vea afectado«. Las redes artificiales aspiran a esta misma resiliencia, en la que la inteligencia no depende de un solo nodo, sino de la colectividad.
El conocimiento es un estado, no un lugar
En la computación tradicional, la información se almacena en una dirección de memoria específica, como un libro en un estante. En una red neuronal, el conocimiento es un concepto etéreo que reside en la interacción concertada entre sus componentes. No existe un lugar físico para un «dato»; el aprendizaje está codificado en la arquitectura y en la fuerza de las conexiones.
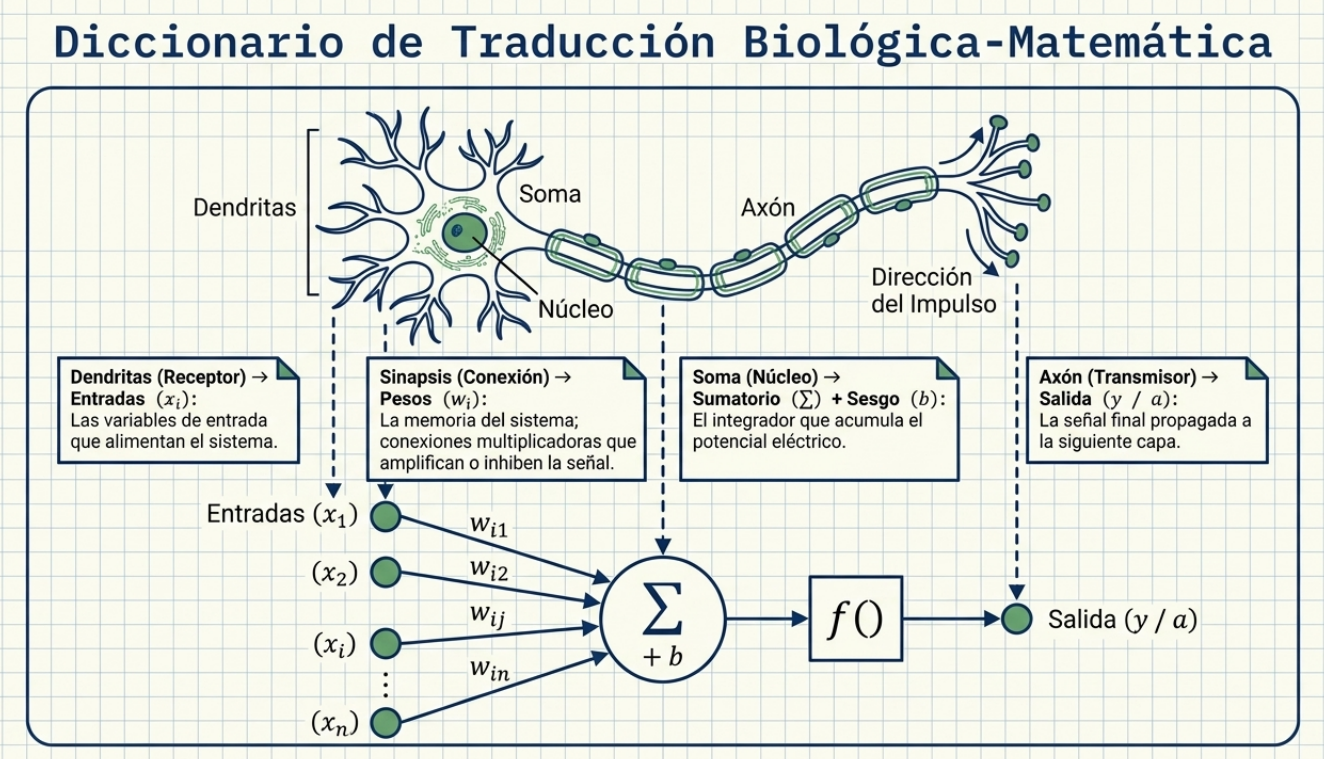
Este sistema se inspira en tres componentes fundamentales que definen el flujo de información:
Dendritas (receptores): Fibras nerviosas que actúan como canales de entrada, captando señales de neuronas adyacentes para cargar el soma con un potencial eléctrico.
Soma (procesador): El núcleo celular que integra y suma todas las señales recibidas. En IA, esto se traduce en multiplicadores (pesos) y en sumadores.
Axón (transmisor): Una fibra cuya longitud varía de milímetros a varios metros, encargada de conducir el impulso si se supera un umbral de activación.
Un detalle técnico que suele pasar desapercibido es que la longitud de la sinapsis —el punto de contacto entre neuronas— está determinada por la complejidad del proceso químico que asegura la función de la red. En la IA, emulamos esto ajustando los «pesos» para fortalecer o inhibir señales, lo que permite que el sistema se autoorganice.
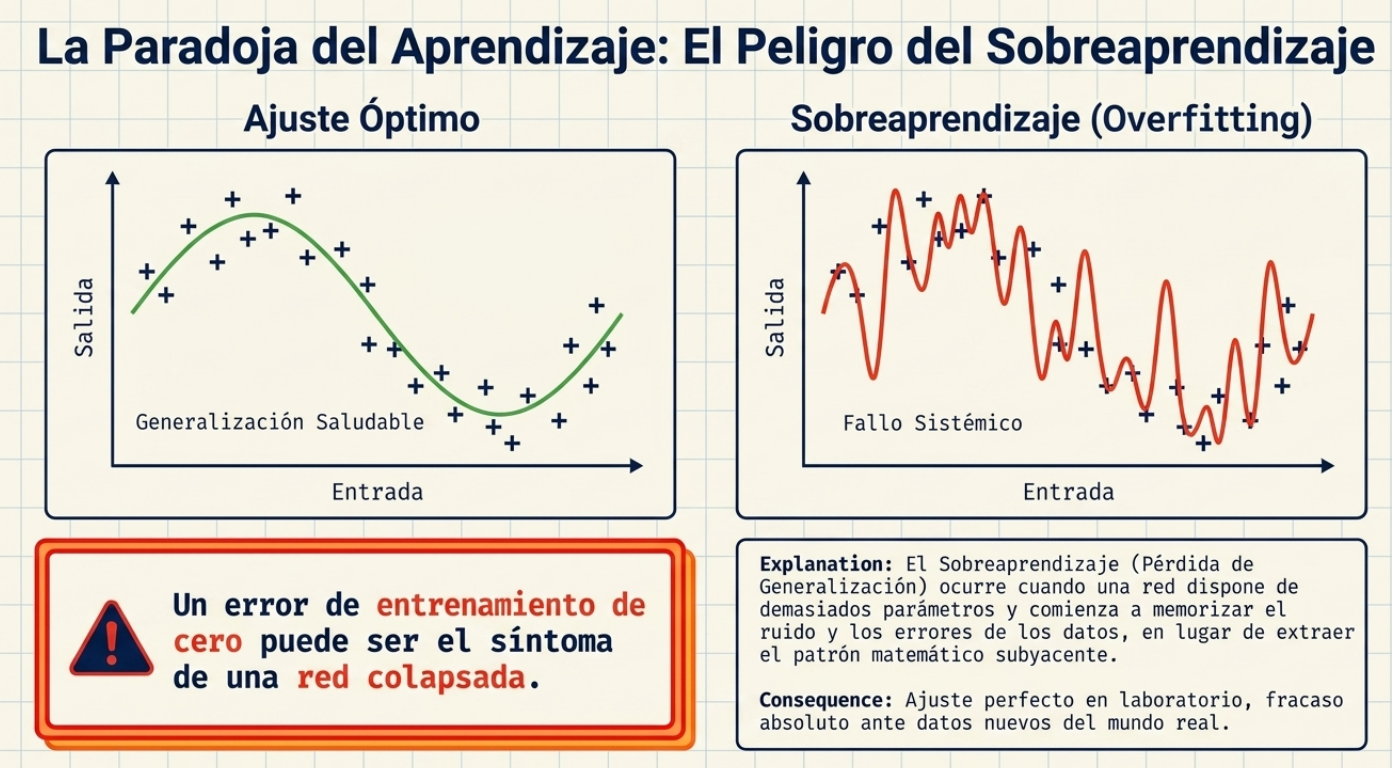
La paradoja del aprendizaje: cuando la memorización asfixia la inteligencia
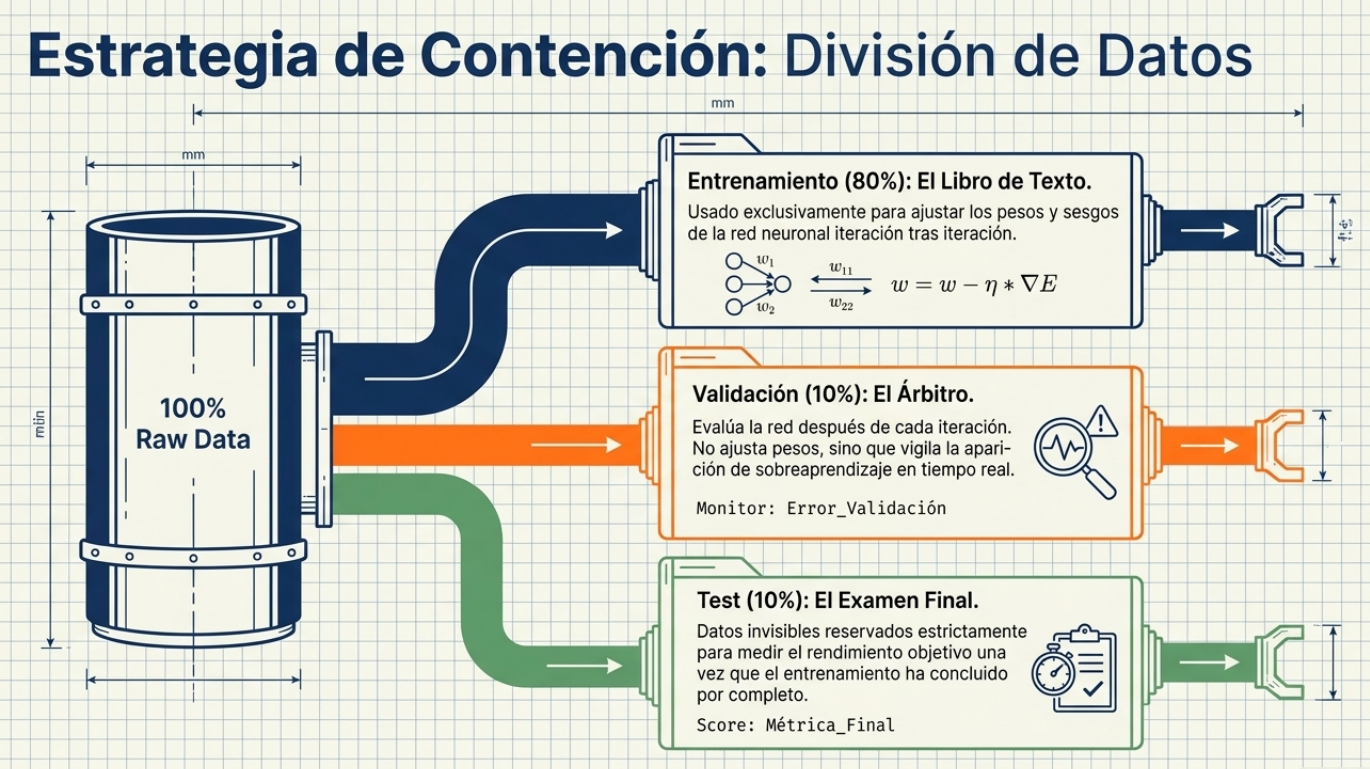
Aprender en exceso es, a menudo, el camino más rápido hacia el fracaso. Este fenómeno, conocido como overfitting o sobreaprendizaje, ocurre cuando la red memoriza los datos de entrenamiento —incluyendo su ruido y errores— en lugar de comprender el patrón subyacente. Una red «sobreentrenada» es incapaz de generalizar ante datos nuevos, lo que la convierte en una herramienta inútil para la predicción real.
La solución de arquitectura más elegante es el early-stopping (parada temprana). Este proceso monitorea el error en un conjunto de validación y detiene el entrenamiento en el momento exacto en que el error comienza a aumentar, antes de que la red se vuelva demasiado rígida. Para garantizar el éxito, aplicamos la regla del 80/10/10:
80 % de entrenamiento: para ajustar pesos y sesgos.
10 % de validación: para detectar el punto óptimo de detención.
10 % de test: una evaluación final totalmente «ciega» para verificar la capacidad real del modelo.
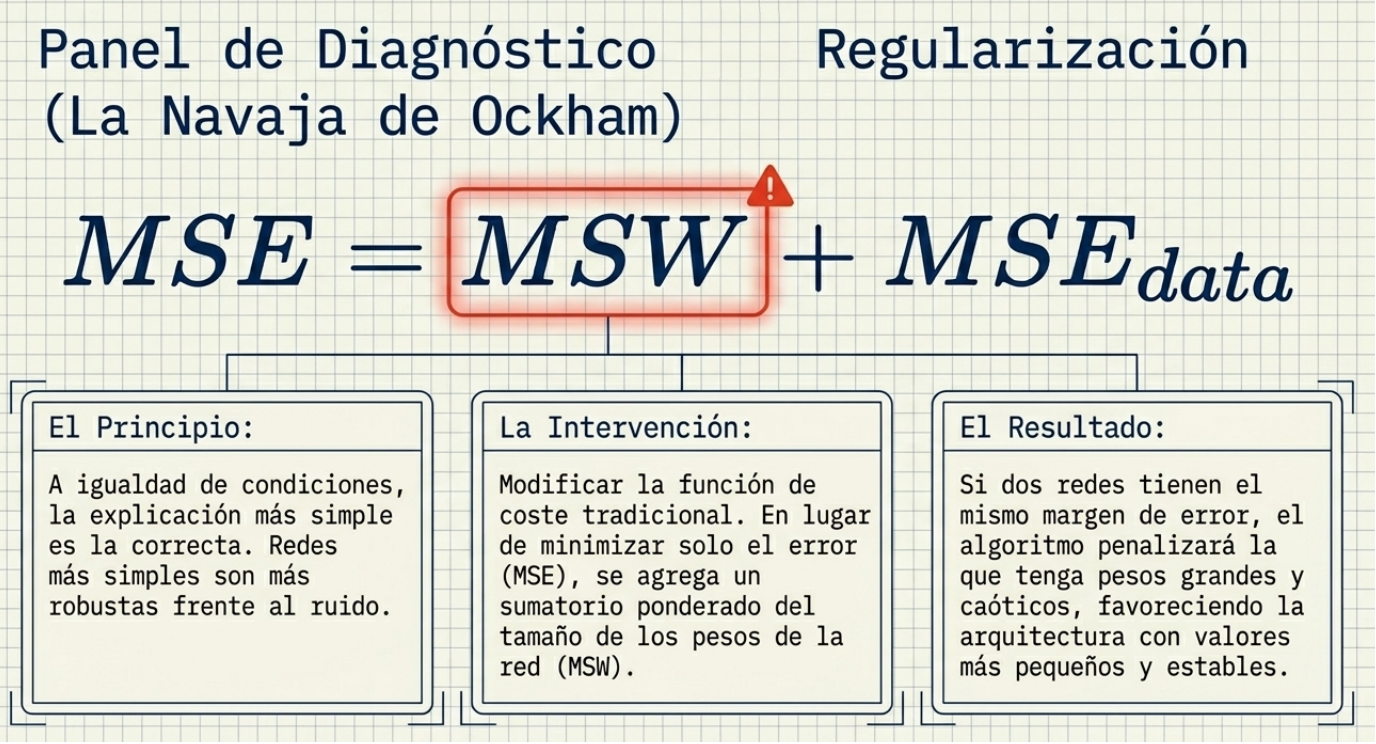
La Navaja de Ockham en la IA: El poder de «podar» la red
El principio de parsimonia sugiere que la explicación más simple suele ser la más acertada. En el diseño de redes, esto se traduce en redes podadas (pruned networks). Mediante la desconexión de neuronas redundantes o la eliminación de variables de entrada irrelevantes, logramos modelos más compactos y robustos.
Para guiar este proceso, utilizamos dos métricas críticas en la función de coste:
MSE (Mean Squared Error): Su propósito conceptual es penalizar las diferencias entre el valor real y el calculado, elevándolas al cuadrado para dar prioridad matemática a la eliminación de los errores más grandes.
PSE (Predicted Squared Error): Mientras que el MSE mide el error presente, el PSE penaliza activamente el número de parámetros de la red. Su fórmula, PSE = MSE \cdot (1 + 2p/(N-p)), asegura que no estemos añadiendo complejidad innecesaria, castigando los modelos con demasiados grados de libertad en relación con el número de datos disponibles.
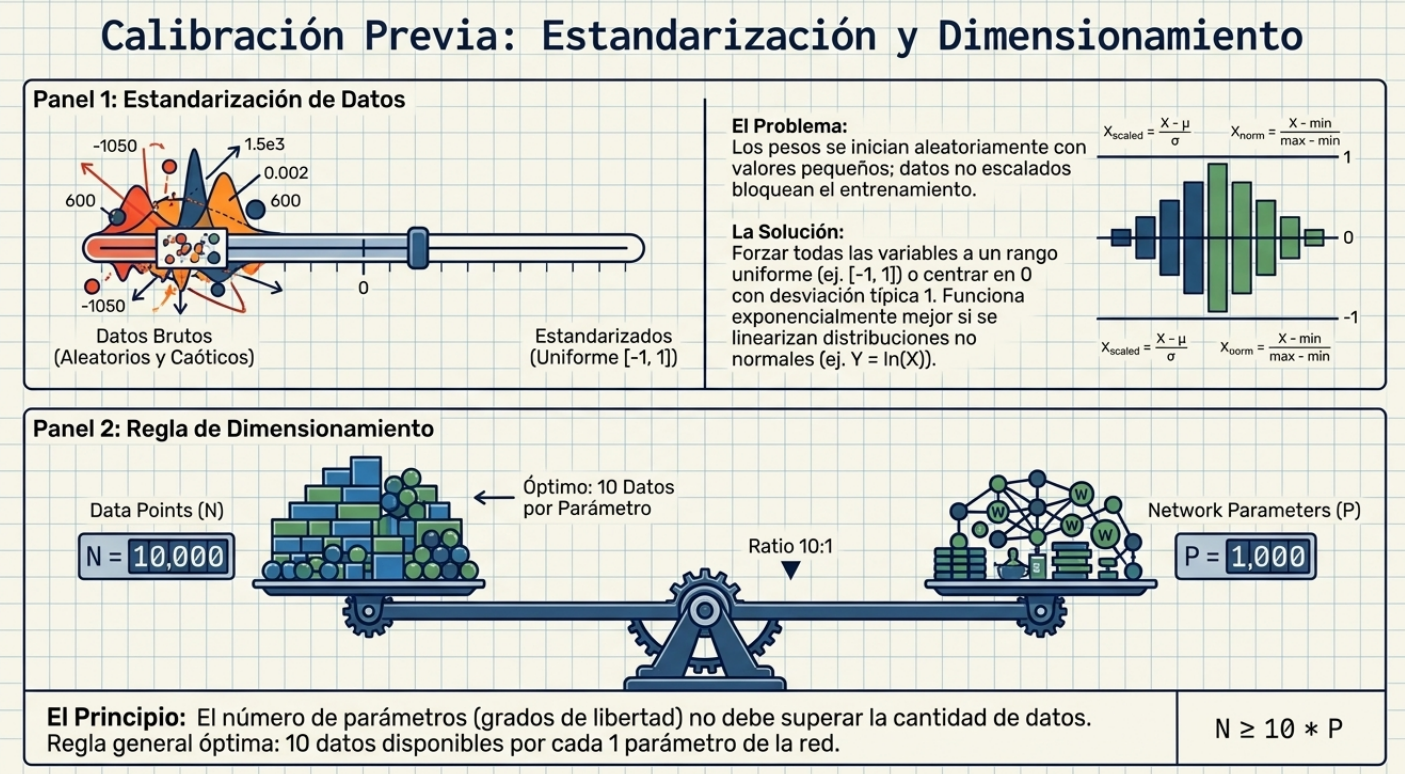
El secreto está en la escala: por qué la estandarización es crucial
Aunque las redes neuronales son aproximadores universales, su entrenamiento puede resultar exasperantemente lento o fallar si no se cuida la escala de los datos. Los pesos de una red se inicializan con valores aleatorios pequeños; por ello, si las entradas son masivas, se producen errores iniciales gigantescos que saturan el sistema. Estandarizar los datos en rangos similares —como [-1, 1]— permite que el algoritmo de optimización converja con rapidez.
Además, si una variable presenta una distribución no lineal (como la exponencial), es imperativo linearizarla mediante logaritmos para facilitar el aprendizaje. No obstante, el mayor reto del arquitecto de IA es evitar los mínimos locales: soluciones subóptimas que parecen el fin del camino, pero no son el mejor resultado posible. La inicialización aleatoria y la estandarización son, en última instancia, estrategias para que la red «explore» el paisaje de soluciones sin quedar atrapada en los baches del error.
Conclusión: El laboratorio virtual y el futuro del diseño
Una red neuronal bien entrenada se convierte en un laboratorio virtual. En ingeniería, esto permite generar curvas de diseño de alta precisión; por ejemplo, podemos predecir el comportamiento del «rebase» de una estructura hidráulica al variar la «cota de coronación» mientras mantenemos constantes el resto de las variables. Esto nos ofrece una visión profunda de problemas complejos sin los costes de la experimentación física.
Sin embargo, nos enfrentamos a la naturaleza de «caja negra» de estos sistemas. Obtenemos soluciones perfectas, pero la lógica exacta tras miles de conexiones numéricas permanece oculta. Como sociedad tecnológica, nos acercamos a un umbral decisivo: ¿Estamos dispuestos a confiar plenamente en soluciones óptimas aunque no comprendamos exactamente el proceso intelectual que la red siguió para alcanzarlas? El futuro del diseño no solo depende de la potencia de cálculo, sino también de nuestra capacidad para convivir con esta nueva forma de inteligencia opaca pero infalible.
En esta conversación podéis escuchar las ideas más interesantes sobre estas redes neuronales.
Este vídeo resume bien los conceptos más importantes.
Nos encontramos ante una encrucijada urbana sin precedentes: la colisión entre la urgencia de resolver la crisis de la vivienda y el mandato legal de alcanzar la neutralidad climática en 2050. Hasta ahora, nuestra estrategia se ha centrado casi obsesivamente en el termostato, optimizando el aislamiento y la calefacción para reducir las facturas. Sin embargo, como técnicos y responsables de políticas, debemos hacernos una pregunta incómoda: ¿es realmente sostenible un edificio de «emisiones cero» si, para construirlo, se han liberado miles de toneladas de CO2 antes de que siquiera se abra su primera puerta?
El reciente informe técnico de la Comisión Europea (SWD(2026) 93 final) supone un cambio de paradigma. Nos obliga a ir más allá de la eficiencia operativa y a analizar el ciclo de vida completo de nuestras estructuras. El verdadero desafío no radica solo en cómo operamos nuestras ciudades, sino en nuestra tendencia a la expansión física constante.
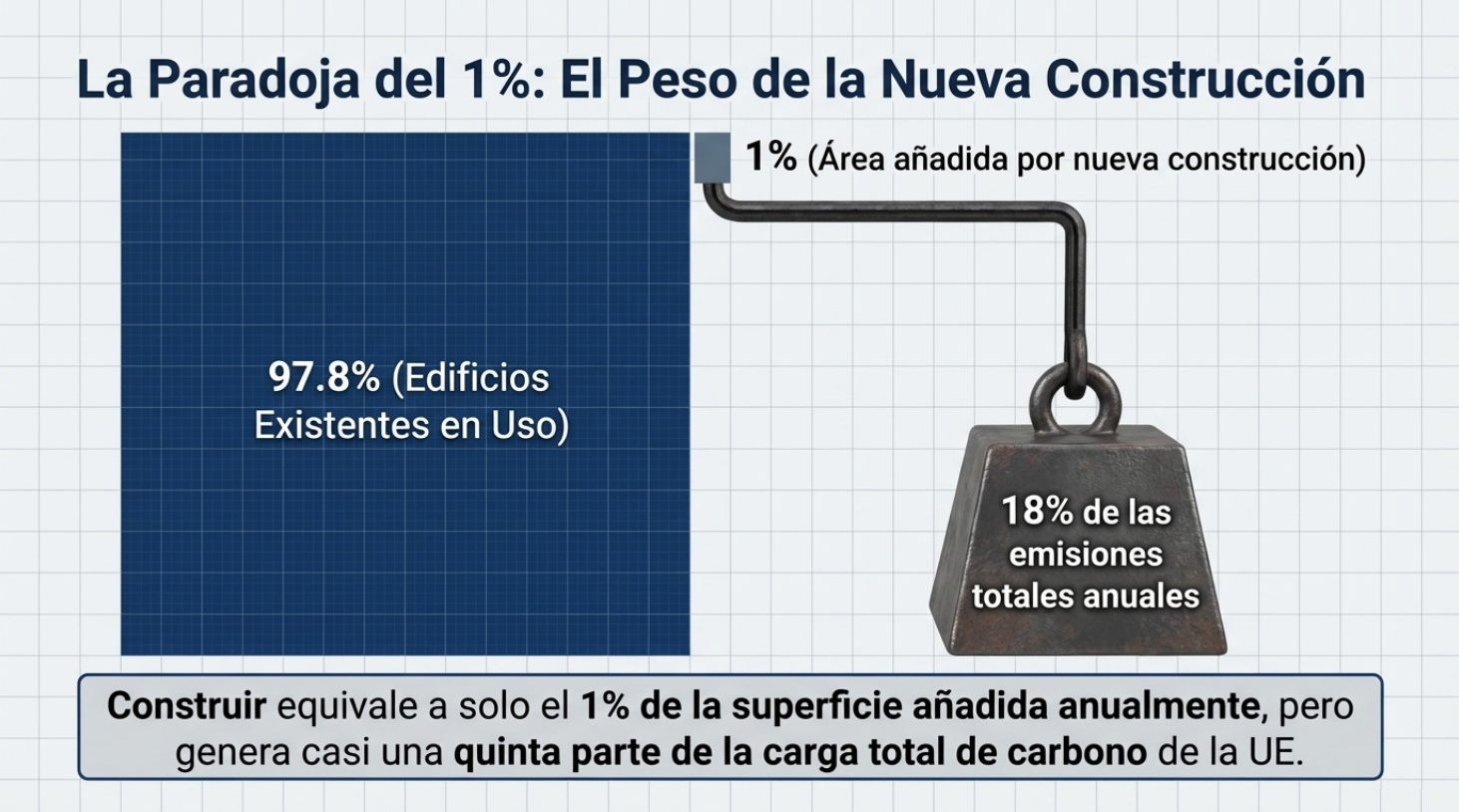
Punto 1: La paradoja del 1 % y el «valor temporal del carbono».
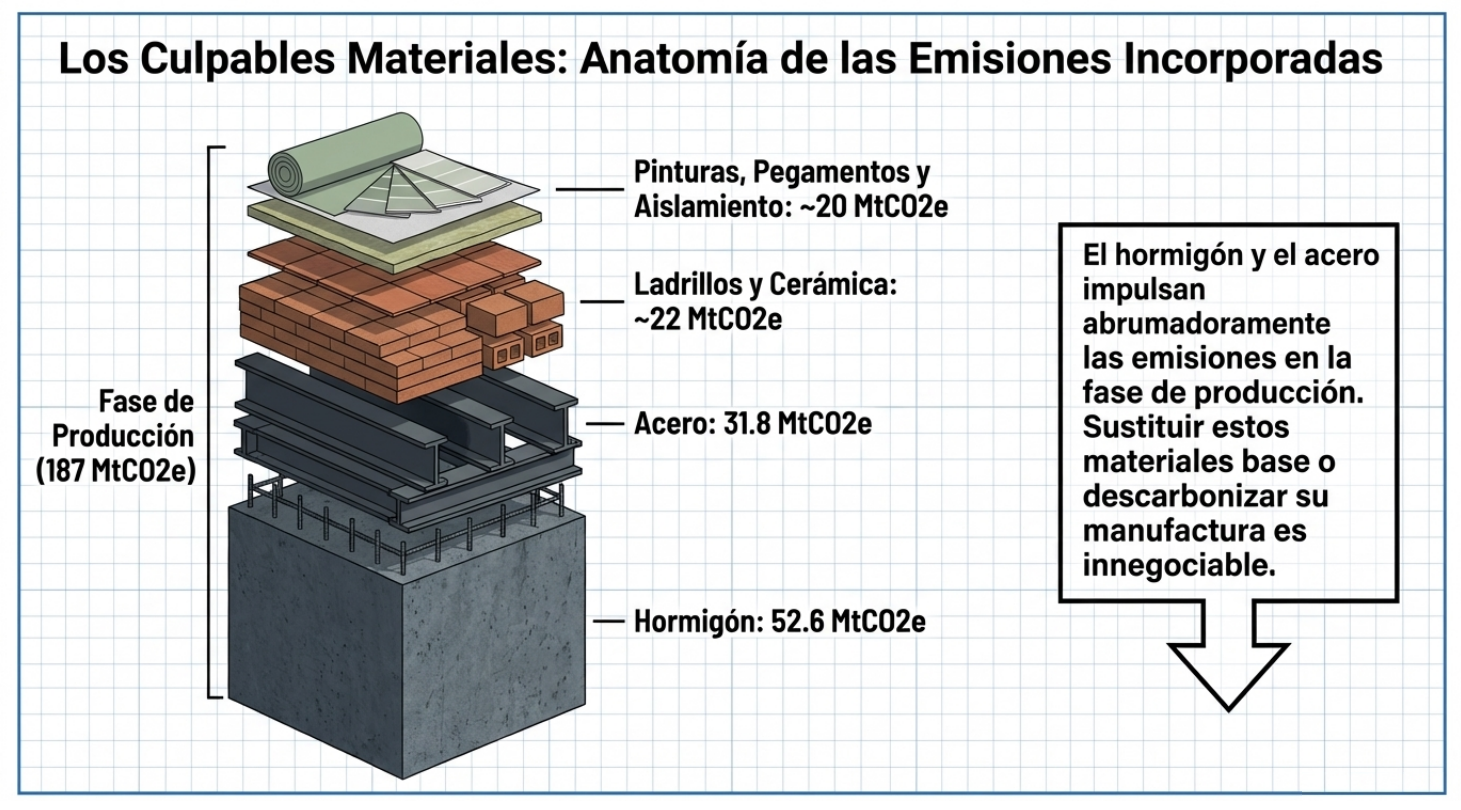
Para comprender la magnitud del problema, es fundamental distinguir entre el carbono operativo y el carbono embebido (emisiones asociadas a la extracción, la fabricación, el transporte y la construcción). El dato más contundente del informe es que la construcción de obras nuevas en la UE apenas representa el 1 % del área total del parque inmobiliario anual, pero es responsable del 18 % de las emisiones totales del sector.
Esta disparidad introduce un concepto crítico para la política climática: el «valor temporal del carbono». Mientras que las emisiones operativas se distribuyen a lo largo de décadas, el carbono embebido —o «carbono inicial»— se libera en el momento inicial del ciclo. En un escenario en el que se agota el tiempo para evitar el colapso climático, estas emisiones inmediatas resultan mucho más peligrosas.
Además, a medida que descarbonizamos nuestra red eléctrica mediante energías renovables, las emisiones operativas tienden a reducirse drásticamente, por lo que el carbono embebido se convierte en el único y principal obstáculo para alcanzar la neutralidad.
«Un enfoque de «carbono a lo largo de todo el ciclo de vida» permite reducir las emisiones de gases de efecto invernadero desde el diseño y la construcción hasta la vida operativa y la demolición final». — Resumen ejecutivo de la Comisión Europea.
Punto 2: «Suficiencia»: la estrategia de optimizar lo existente.
El informe sitúa la suficiencia como el primer pilar del marco SER (suficiencia, eficiencia, renovables) propuesto por el IPCC. Antes de plantearnos cómo construir de forma eficiente, debemos cuestionarnos si la construcción es necesaria. La realidad es que nuestras ciudades ya poseen una «reserva» oculta de espacio:
Entre el 32 % y el 34 % de la población de la UE vive en viviendas infrautilizadas.
La tasa de vacancia de oficinas ha aumentado hasta el 9,7 % en el período posterior a la pandemia.
La arquitectura de suficiencia propone tácticas como la conversión de oficinas vacías en alojamientos de emergencia para refugiados o víctimas de violencia, la incorporación de plantas a edificios existentes o la transformación de casas unifamiliares en viviendas múltiples. Los datos son elocuentes: en Dublín, la rehabilitación de bloques de oficinas ahorró un 73 % de emisiones frente a la demolición y la construcción de nuevas obras. En Barcelona, la reconversión de espacios para alojamientos de emergencia resultó un 20 % más económica que la construcción convencional, lo que demuestra que la suficiencia es una herramienta de competitividad y de justicia social.
Punto 3: Minería urbana y diseño para la adaptabilidad.
Suecia está a la vanguardia de una arquitectura en la que los edificios no se consumen, sino que se «gestionan». Los proyectos Omställningen y Återbruket, en Gotemburgo, han desafiado el mito de que la sostenibilidad es un lujo prohibitivo, ya que han logrado costes de producción neutrales en comparación con la construcción tradicional.
Omställningen redujo sus emisiones de carbono embebido en un 60 % mediante el uso de estructuras de madera y fachadas de pizarra recuperada.
El proyecto Återbruket ha llevado la circularidad al extremo al emplear vigas de madera laminada procedentes de una pista de hielo antigua y acero rescatado de una tienda de IKEA que iba a ser demolida.
Además, debemos tener en cuenta que el éxito de estos proyectos no solo depende del ingenio arquitectónico, sino también de un marco de adaptabilidad y de diseño para la deconstrucción. El informe subraya la necesidad de seguir los «8 pasos» de los países nórdicos, que incluyen garantizar el acceso a datos genéricos y estandarizar las declaraciones de rendimiento ambiental.
Punto 4: La «bomba climática» de los supergases.
A menudo se ignora un aspecto técnico importante en las estrategias de demolición: la presencia de gases F (hidrofluorocarbonos) y de sustancias que agotan la capa de ozono en las espumas aislantes. Estos gases no son comunes, ya que poseen un potencial de calentamiento global (GWP) varios miles de veces superior al del CO₂.
A nivel mundial, se estima que estas espumas contienen 10 000 millones de toneladas de CO2eq, una cantidad que triplica las emisiones totales anuales de la Unión Europea. Por tanto, es imperativo cumplir estrictamente con la Regulación de Gases-F y la Regulación de Sustancias que Agotan la Capa de Ozono. La demolición selectiva no solo consiste en reciclar escombros, sino que también es una operación de contención para evitar que la destrucción de un edificio antiguo anule décadas de ahorros operativos en pocos días.
Punto 5: Pasaportes digitales: el edificio como banco de materiales.
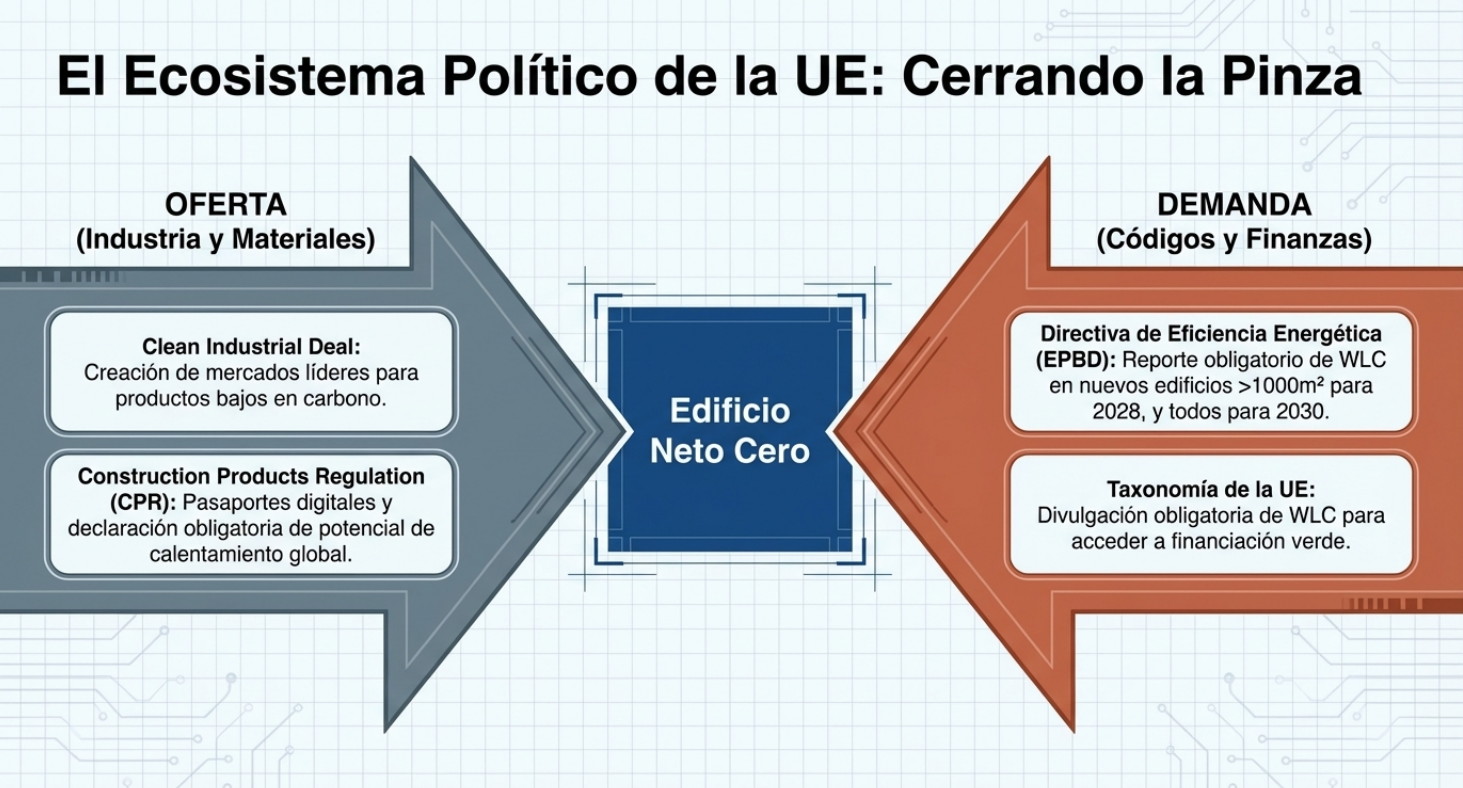
La digitalización es el catalizador necesario para que la economía circular pase de ser una aspiración a una práctica de mercado. El informe destaca el Pasaporte Digital de Productos (DPP) y el libro de registro del edificio como herramientas transformadoras.
Impulsado por el nuevo Reglamento de Productos de Construcción (CPR) y la normativa de Ecodiseño, este pasaporte permitirá rastrear el origen y la composición química de cada componente. Esto cambia fundamentalmente la valoración de los activos: un edificio deja de ser un residuo futuro para convertirse en un «banco de materiales». Esta «minería urbana» facilitará que las generaciones futuras «cosechen» recursos de alta calidad de nuestro parque inmobiliario actual, lo que reducirá la dependencia de materias primas críticas y aumentará la resiliencia de la industria europea.
Conclusión: hacia una arquitectura de lo existente.
La revisión de la Directiva de Eficiencia Energética de los Edificios (EPBD) ya establece la obligación de informar sobre el GWP del ciclo de vida para 2028 en los grandes edificios y para 2030 en toda la obra nueva. Sin embargo, la regulación es solo el punto de partida.
La descarbonización real exige pasar de una arquitectura de expansión a una de lo existente. Debemos considerar cada viga, cada muro y cada oficina vacante como un valioso recurso que ya ha pagado su «peaje» de carbono. El edificio más sostenible no es el que tiene la mejor calificación energética, sino el que, gracias a un uso inteligente del espacio y a la máxima circularidad, ni siquiera llega a construirse.
Como sociedad, la pregunta final es estratégica y ética: ¿estamos dispuestos a priorizar la intensidad de uso y la rehabilitación para que nuestro planeta no tenga que pagar el precio de nuestra expansión física?
En este audio podemos escuchar una conversación sobre este tema.
Este vídeo resume bien el contenido del documento.
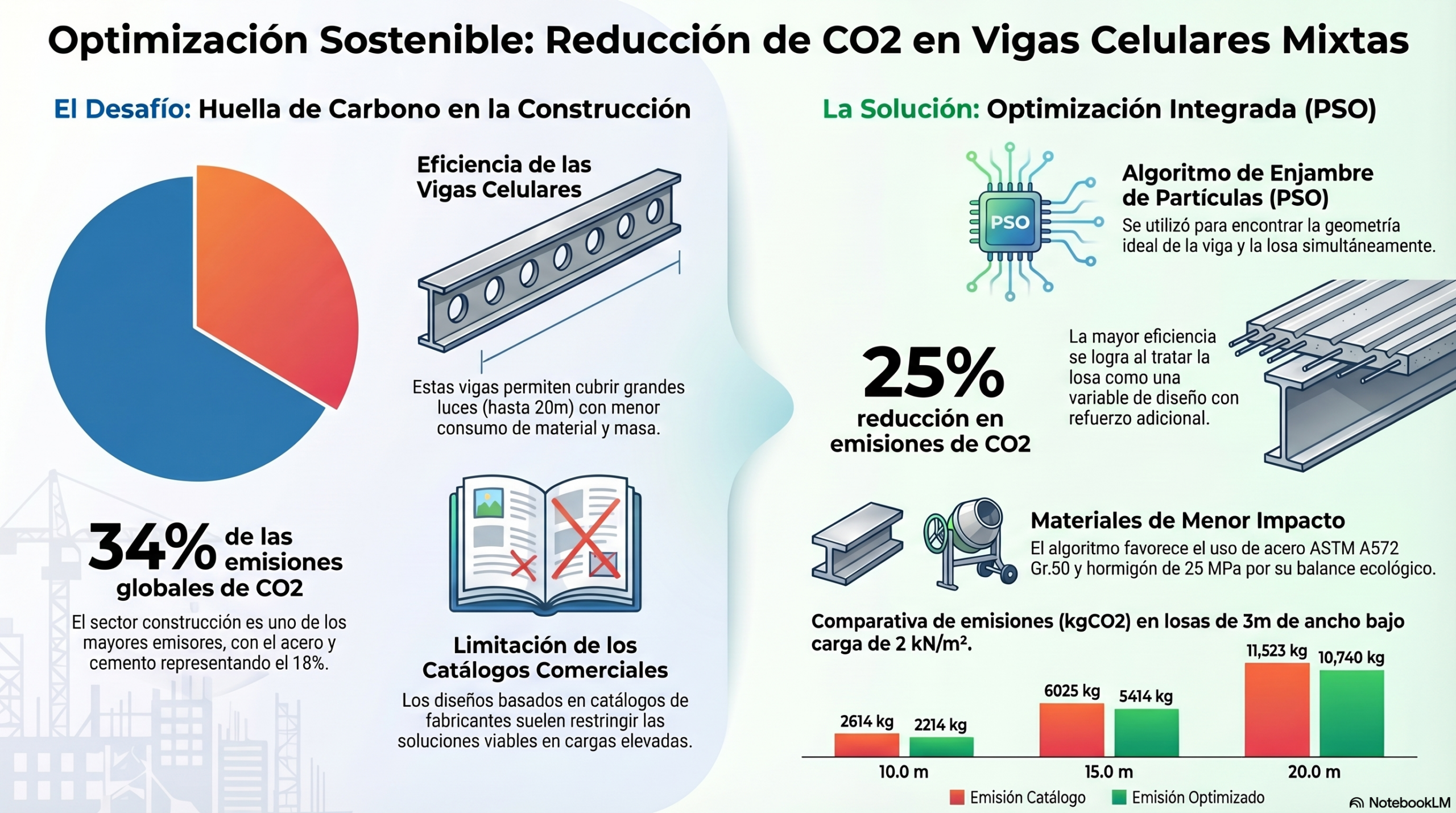
Nuestras ciudades crecen a un ritmo vertiginoso, pero este progreso esconde una crisis climática silenciosa en sus cimientos. Según el reciente informe Global Status Report for Buildings and Construction 2024/2025, el sector de la edificación es responsable del 32 % del consumo mundial de energía y del alarmante 34 % de las emisiones de CO₂. En este contexto, el acero y el cemento se perfilan como los principales responsables, ya que representan por sí solos el 18 % de la huella de carbono total del sector.
Ante la urgencia climática, la ingeniería estructural se enfrenta a un desafío técnico fascinante: ¿podemos diseñar edificios más ligeros y sostenibles sin comprometer la seguridad estructural? Y, más específicamente, ¿cómo podemos romper el «paradigma del catálogo» cuando las soluciones comerciales estándar alcanzan sus límites físicos y medioambientales?
Al final de este post, en la referencia, tienes un enlace directo para descargar gratuitamente el artículo científico completo, ya que está publicado en abierto.
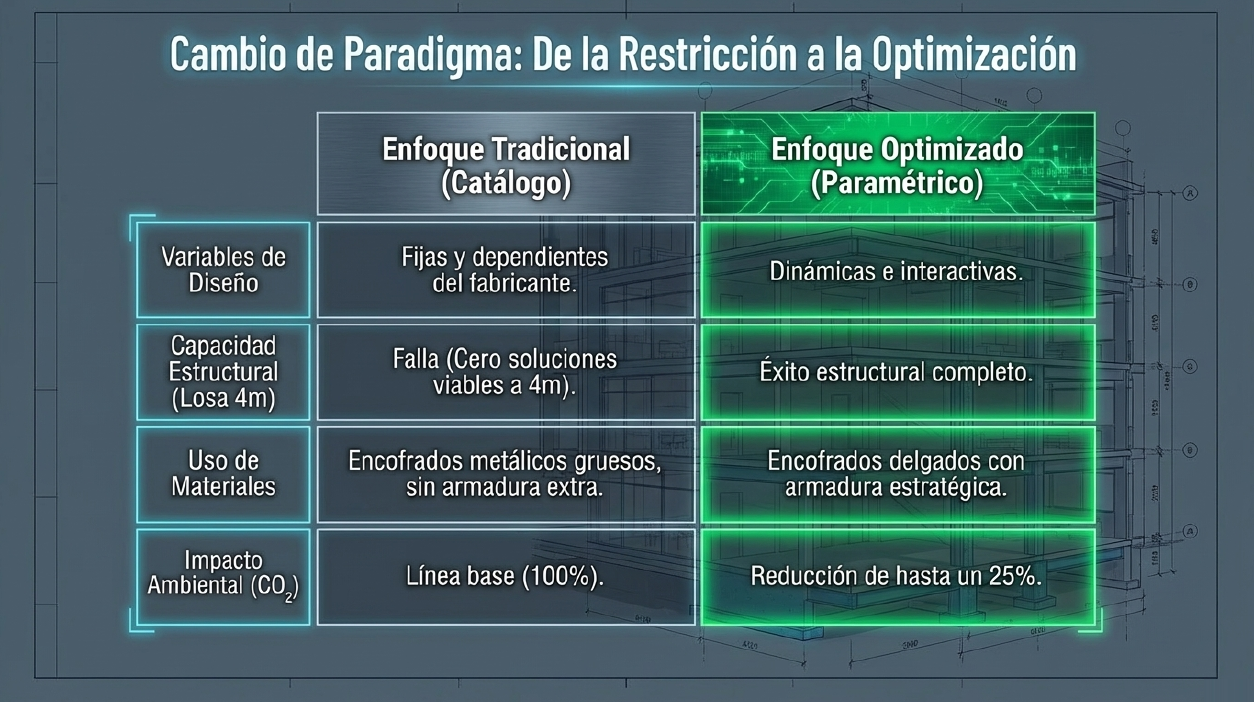
El poder de la optimización: Rompiendo los límites del catálogo
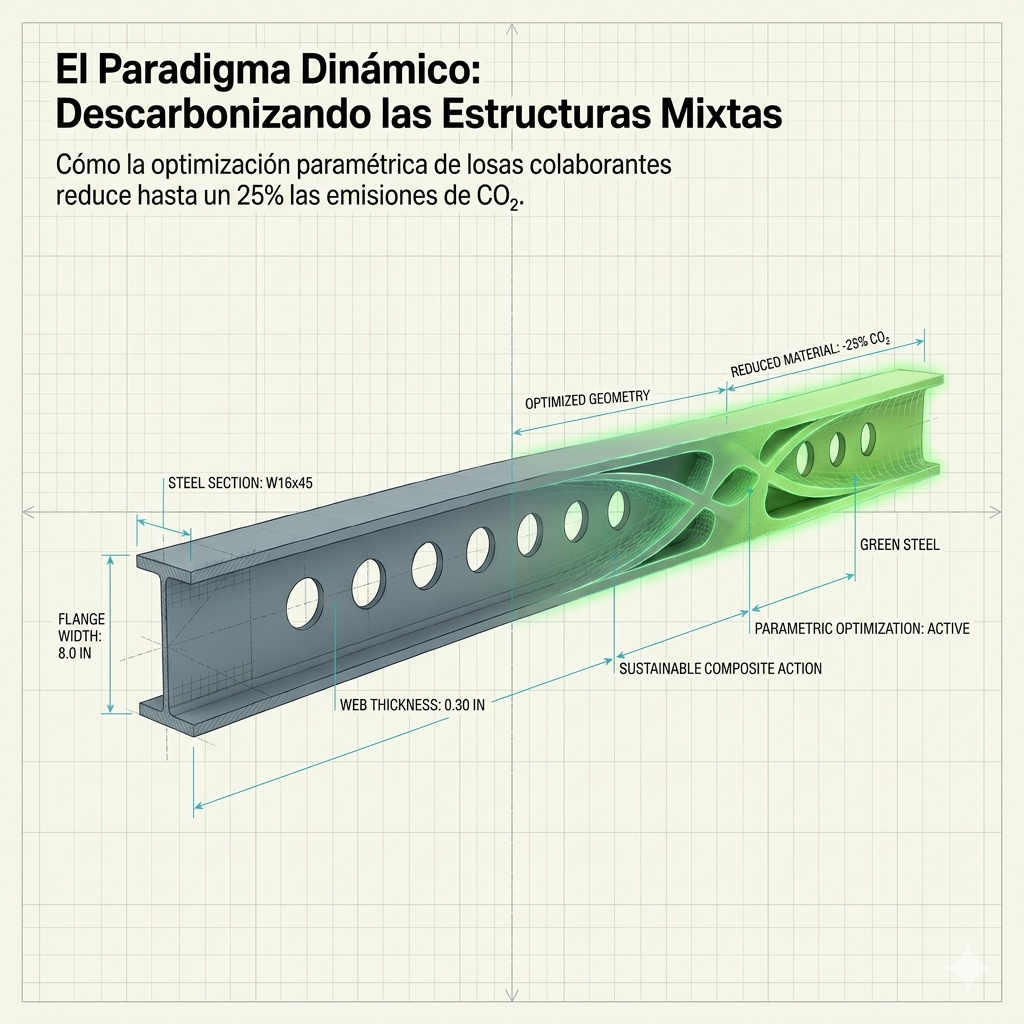
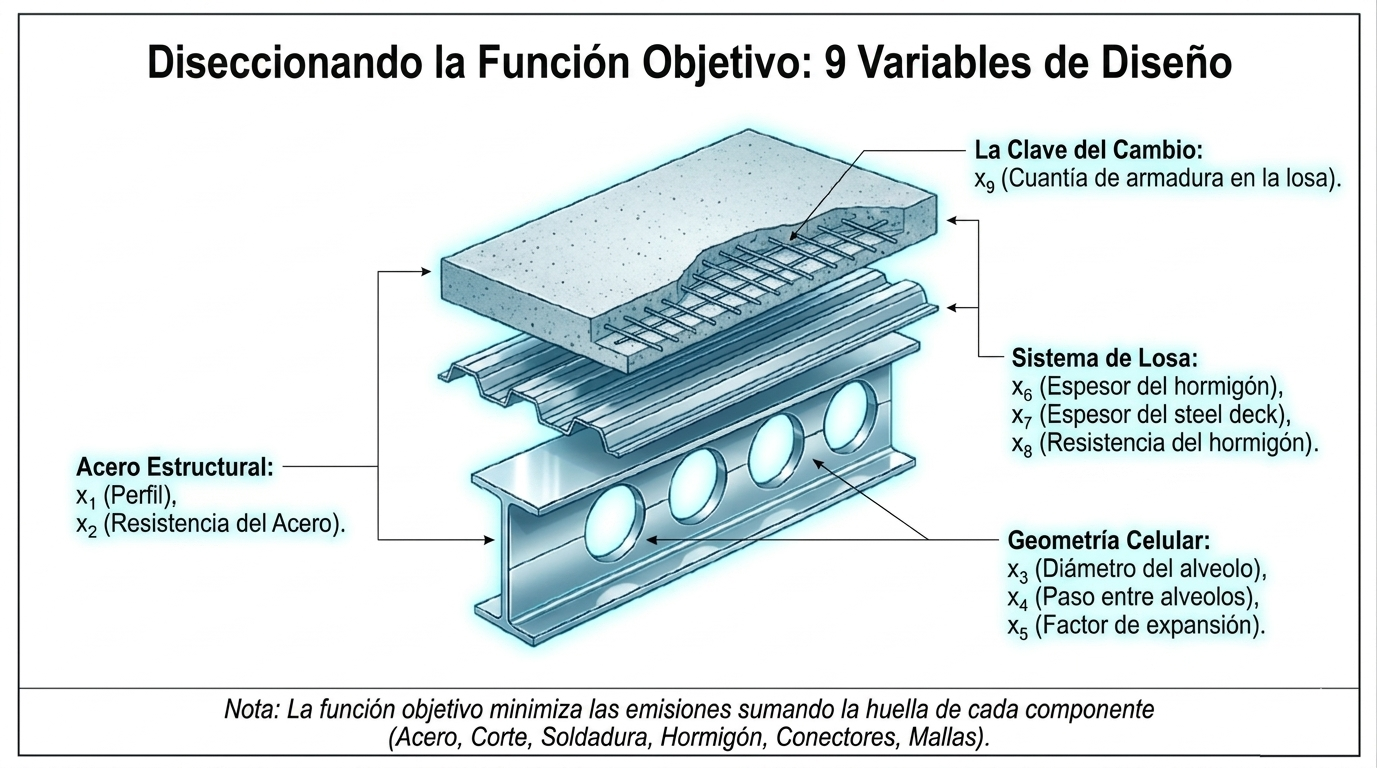
Las vigas alveolares son perfiles de acero con aberturas circulares en su interior que permiten aumentar la altura de la viga y, por tanto, su eficiencia, sin añadir masa. Sin embargo, la práctica tradicional se ha limitado a replicar soluciones de los catálogos de los fabricantes, que suelen ser restrictivos.
Un hallazgo clave del estudio paramétrico actual revela que, para luces de 4 metros, los catálogos a menudo alcanzan su límite máximo permitido y dejan de ofrecer soluciones factibles bajo cargas elevadas. La verdadera innovación surge al dejar de considerar la losa colaborante como un elemento estático de catálogo. Al tratar variables como el espesor de la chapa y, sobre todo, la tasa de refuerzo de la losa como componentes activos del diseño, la ingeniería supera las barreras de los fabricantes tradicionales.
Algoritmos que imitan a la naturaleza: El «Particle Swarm Optimization» (PSO)
Para navegar por este complejo mar de posibilidades, se ha recurrido a la inteligencia colectiva del algoritmo de optimización por enjambre de partículas (PSO). No se trata de un simple ejercicio de búsqueda, sino de resolver un problema de objetivo único, restringido y con variables discretas.
El algoritmo funciona como un enjambre que explora un amplio espacio de búsqueda (identificado en la tabla 1 del estudio), evaluando simultáneamente 201 perfiles de acero diferentes, diversas resistencias de hormigón y geometrías de alvéolos, con el objetivo de encontrar la configuración que genere la menor huella de carbono posible.
«El algoritmo PSO ha demostrado ser eficaz para identificar soluciones óptimas, ya que permite que la introducción de refuerzo en la losa, combinada con un diseño optimizado, genere un impacto significativo en el diseño estructural».
El dato impactante: una reducción del 25% en emisiones de CO2
La precisión algorítmica no es solo un alarde tecnológico, sino que se traduce en un impacto medioambiental significativo. El análisis paramétrico demuestra que, especialmente en niveles de carga altos (6 kN/m²) y luces de gran tamaño, la optimización integrada del sistema viga-losa puede reducir las emisiones de CO₂ hasta un 25 %.
Este logro ecológico no se debe a un solo cambio, sino a una redistribución holística de los materiales. Al añadir refuerzo estratégico en la losa, el sistema permite reducir simultáneamente el espesor del steel deck y el volumen de hormigón superior, lo que disminuye directamente la masa de los materiales base que más contribuyen al calentamiento global.
Análisis de materiales: Por qué lo «más fuerte» no siempre es «más verde»
Es fundamental desmitificar la idea de que los materiales de alta resistencia siempre son la mejor opción sostenible. Al analizar las soluciones óptimas, los «ganadores» constantes fueron:
Acero: ASTM A572 Gr. 50 (con un factor de emisión de CO2 de 2.04 kgCO2/kg).
Hormigón: 25 MPa (con un factor de emisión de 374,00 kg de CO2/m³).
La clave del diseño inteligente radica en que estos materiales presentan factores de emisión inferiores a los de sus equivalentes de alta resistencia. Por ejemplo, el acero A913 Gr. 65 tiene una mayor huella de carbono (2,13 kg CO2/kg) que el A572 Gr. 50. Por tanto, la eficiencia no depende de la potencia bruta del material, sino de una combinación inteligente y precisa dictada por el algoritmo.
Desmitificando el proceso: el peso de la masa frente al fuego industrial
A menudo se cuestiona si el proceso de fabricación de una viga con agujeros (corte y soldadura) compensa el ahorro de material. Los datos del estudio son contundentes y desmienten este mito:
Corte y soldadura insignificantes: Estos procesos industriales representan habitualmente menos del 1% de las emisiones totales de la estructura.
El dominio de la masa: El factor crítico sigue siendo la masa del perfil de acero original, que puede representar hasta el 70% del CO2 en escenarios optimizados.
El papel de la losa: El steel deck tiene un impacto considerable, oscilando entre el 11% y el 39% de las emisiones totales según la luz de la estructura.
En definitiva, el «coste» ambiental de perforar la viga es un precio mínimo frente al gran ahorro de material que permite su nueva geometría.
Conclusión: Hacia una ingeniería de precisión ambiental
Estamos dejando atrás la era de la construcción basada en la sobreespecificación y en el uso de catálogos estáticos. El futuro es la Ingeniería de Precisión Ambiental, donde cada componente, desde el diámetro del alvéolo hasta el milímetro de refuerzo en la losa, se trata como una variable viva.
La inteligencia artificial y el diseño paramétrico nos proporcionan las herramientas necesarias para reducir en una cuarta parte la huella de carbono de nuestras estructuras. Ante la actual crisis climática, la pregunta para los diseñadores ya no es si estos métodos funcionan, sino: ¿podemos permitirnos seguir construyendo con los ojos cerrados y con los catálogos del siglo pasado? El diseño integrado es nuestra herramienta más poderosa para redefinir el impacto de nuestro entorno construido.
En esta conversación puedes escuchar un debate sobre estas ideas.
En este vídeo se resumen bien las ideas más interesantes.
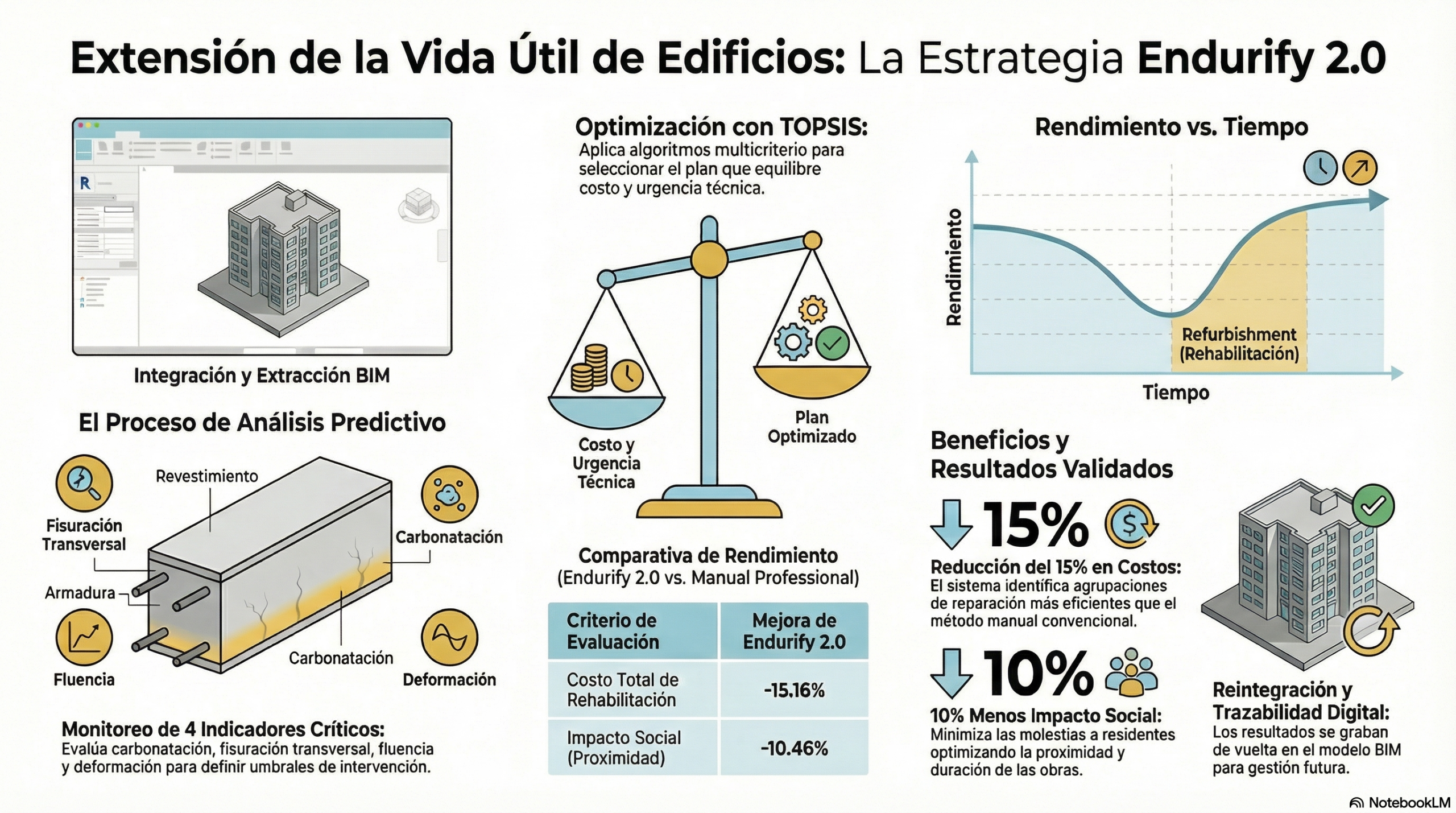
Acaban de publicar un artículo en el Journal of Information Technology in Construction,una de las revistas ubicadas en el primer decil del JCR. Este documento sintetiza los hallazgos del desarrollo y la validación de Endurify 2.0, un sistema de programación automatizada basado en el Modelado de Información de Construcción (BIM) para el mantenimiento estructural.
Nuestro equipo ha centrado sus esfuerzos en el uso de modelos analíticos, el sistema evalúa la vida útil remanente de los elementos constructivos basándose en indicadores de degradación como la carbonatación y la fisuración. Los datos obtenidos se procesan mediante algoritmos de decisión multicriterio para generar planes de mantenimiento automatizados que equilibran la seguridad estructural con la eficiencia económica. Esta metodología busca reducir en un 15% los costes de intervención y mitigar el impacto social negativo sobre los residentes. La investigación se enmarca en el proyecto RESILIFE, que dirijo como investigador principal en la Universitat Politècnica de València. A continuación, se presenta un resumen del trabajo y de la información de contexto.
¿Puede un algoritmo predecir el «infarto» estructural de un edificio antes de que aparezca la primera fisura visible? Nuestro equipo ha desarrollado Endurify 2.0, una inteligencia clínica integrada en modelos 3D que convierte la experiencia de los expertos en una disciplina matemática exacta. Esta innovación no solo ahorra un 15 % en costes, sino que también utiliza el big data para decidir cuándo y cómo intervenir en un edificio para prolongar su vida útil en décadas, minimizando el trauma social que suponen las obras en las comunidades de vecinos.
Esta investigación ha sido dirigida por investigadores del Instituto de Ciencia y Tecnología del Hormigón (ICITECH) de la Universitat Politècnica de València (UPV). Su trabajo propone un cambio de paradigma: dejar de considerar los edificios como objetos estáticos y empezar a gestionarlos como organismos vivos cuyos «órganos» (vigas y pilares) envejecen a ritmos distintos debido a la acción constante de la química y la física.
La situación es urgente. La industria de la construcción consume el 50 % de los recursos extraídos en todo el mundo y es responsable del 35 % de las emisiones de gases de efecto invernadero. En España, el problema es estructural: más del 57 % de las viviendas se construyeron antes de 1980, en una época en la que las normativas sobre durabilidad casi no existían. Nos enfrentamos a millones de toneladas de hormigón que han superado su vida útil teórica de 50 años y requieren una intervención de rehabilitación, no de demolición, como exige la economía circular.
La pregunta de investigación: ¿Cómo optimizar el «corazón» del edificio?
El equipo de la UPV se planteó un reto ambicioso: ¿es posible automatizar la toma de decisiones en materia de rehabilitación para que sea más eficiente que la de un experto humano? El objetivo era crear una herramienta capaz de procesar la degradación invisible y generar planes de obra multietapa que equilibraran el ahorro económico con la comodidad de los residentes.
Metodología: Los cuatro «jinetes» de la degradación
Para crear Endurify 2.0, los investigadores integraron un motor de cálculo en Autodesk Revit® (el estándar de modelado BIM). La metodología analiza cada elemento estructural mediante cuatro indicadores críticos:
Fisuración transversal: las primeras heridas que aceleran el daño.
Carbonatación: un proceso químico que reduce la alcalinidad del hormigón, dejando las armaduras de acero indefensas frente a la corrosión (según el modelo de Tuitti).
Fluencia: la deformación silenciosa que sufre el hormigón bajo una carga sostenida a lo largo de los años.
Deflexión: pérdida de rigidez que compromete la seguridad y la percepción del usuario.
El sistema utiliza una «lógica del peor de los casos»: la vida útil remanente (RUL) de una viga se determina por el primer indicador que supera el umbral de seguridad. Una vez detectados los elementos de riesgo, el algoritmo TOPSIS (una técnica de decisión multicriterio) evalúa miles de combinaciones posibles para agrupar las reparaciones de manera lógica y eficiente desde el punto de vista espacial.
Resultados: Superando al ojo humano
La validación se realizó en un modelo de 191 vigas de hormigón armado. Los resultados son reveladores: en comparación con un plan de rehabilitación diseñado manualmente por un ingeniero experto, el sistema automatizado consiguió:
Reducir el coste total en un 15,16 %.
Disminuir el impacto social (proximidad de las obras a las viviendas) en un 10,46 %.
Optimizar la logística de obra, agrupando las intervenciones en fases que reducen la necesidad de montar y desmontar andamios o instalaciones de obra repetidamente.
Aplicabilidad: El semáforo de la salud estructural
La gran innovación de Endurify 2.0 es la persistencia de los datos. Al devolver los resultados al modelo BIM mediante «parámetros compartidos», cualquier gestor puede visualizar el edificio mediante un código de colores (como un semáforo) que indica qué piezas necesitan «cirugía» inmediata y cuáles pueden esperar. Esto permite a los propietarios de grandes carteras inmobiliarias planificar inversiones a 20 años con base científica, en lugar de recurrir a soluciones reactivas cuando el daño ya es crítico.
Conclusiones y el futuro: Hacia el «Gemelo Digital» total
El estudio concluye que la rehabilitación científica es la única forma de cumplir con el Pacto Verde Europeo y de transformar el mantenimiento en una estrategia proactiva.
Las futuras líneas de investigación se centran en la automatización total de la inspección mediante visión artificial y drones para alimentar el modelo BIM sin intervención humana, y en la integración de sensores en tiempo real para crear verdaderos gemelos digitales que avisen al móvil del gestor cuando una viga sufra un estrés inesperado. Con Endurify 2.0, el futuro de la arquitectura no consiste en construir más, sino en cuidar con inteligencia matemática lo que ya tenemos.
Como el artículo se ha publicado en abierto, os lo podéis descargar en el siguiente enlace:
El desafío de los dos siglos: ¿es posible diseñar el tiempo?
Gracias a la vanguardia en ciencia de materiales y a los sistemas de monitorización estructural, hoy nos enfrentamos a un hito técnico sin precedentes: la capacidad de proyectar infraestructuras con una vida útil de doscientos años o más. Sin embargo, este logro de la ingeniería plantea una cuestión que la técnica por sí sola no puede resolver: ¿cómo podemos garantizar que estas obras sigan siendo hermosas y relevantes para las civilizaciones del siglo XXII?
Entramos entonces en el terreno de la durabilidad estética. No basta con que el hormigón resista la carbonatación o el acero la fatiga; la estructura debe poseer una vigencia formal imperecedera que la proteja del olvido o de la demolición por obsolescencia visual. El reto no es solo construir puentes que no se caigan, sino puentes que la posteridad no quiera dejar de mirar.
En este contexto, una posible respuesta apunta al diseño de estructuras racionales: sistemas concebidos con claridad constructiva, centrados en el detalle —y, por tanto, en su conservación— y dotados de una resiliencia que evite la tentación de la optimización extrema. Aquello que no se lleva al límite, ni en lo material ni en lo formal, tiende a adaptarse mejor con el paso del tiempo. Al fin y al cabo, los gustos estéticos, e incluso sus abusos, cambian; lo que hoy parece inevitablemente contemporáneo, mañana puede resultar superfluo. Analizamos el artículo de Beade Pereda (2022) sobre este interesante tema.
La responsabilidad del diseño: contra la tiranía de la rapidez.
Como ingenieros y arquitectos, debemos entender que un puente no es solo una solución logística para unir dos puntos. Es un acto de transformación emocional del paisaje. El diseño de infraestructuras tan prominentes conlleva una carga ética que a menudo se ignora en los despachos, donde prima la urgencia administrativa.
«Somos responsables de diseñar estructuras que, a lo largo de sus extensas vidas útiles, serán cruzadas y percibidas por innumerables personas, cuya experiencia estará determinada por la calidad del trabajo realizado en el diseño y la construcción de estos puentes».
La rapidez es, por definición, la enemiga del icono. Un puente que aspire a la inmortalidad requiere una contextualización profunda: debe respetar la historia, la cultura y la orografía del lugar. Cuando la construcción se despoja de esta sensibilidad para acelerar los plazos, el resultado suele ser una estructura genérica, un objeto de consumo inmediato que carece de alma e inevitablemente envejecerá mal.
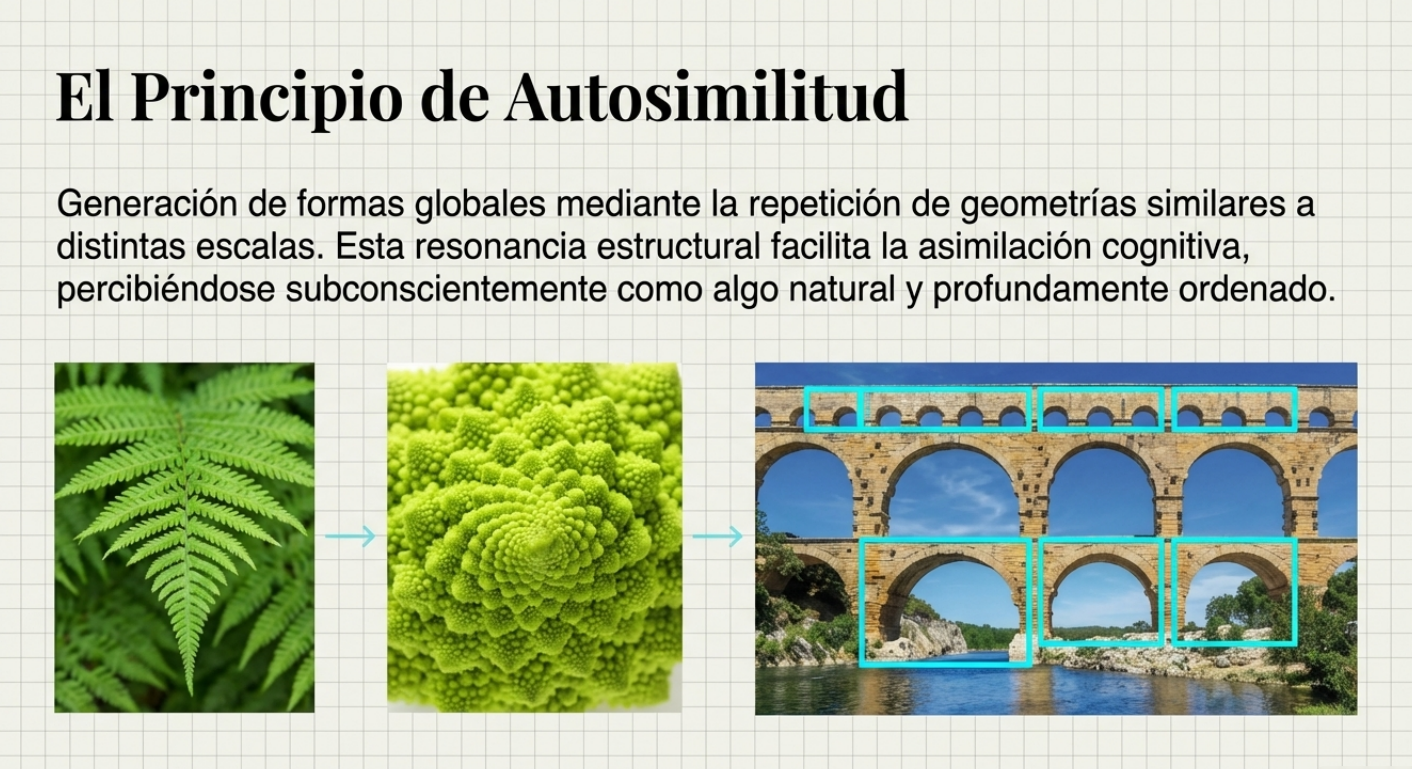
Jerarquía y autosimilitud: el orden que agradece la vista.
Al analizar obras maestras como el Pont du Gard, descubrimos que su belleza no es accidental, sino que responde a una coherencia casi fractal. Hablamos de la autosimilitud, un principio que logra la armonía mediante la repetición de geometrías a distintas escalas. No se trata solo de una sucesión de arcos, sino de una jerarquía visual en la que los arcos principales contienen a los secundarios.
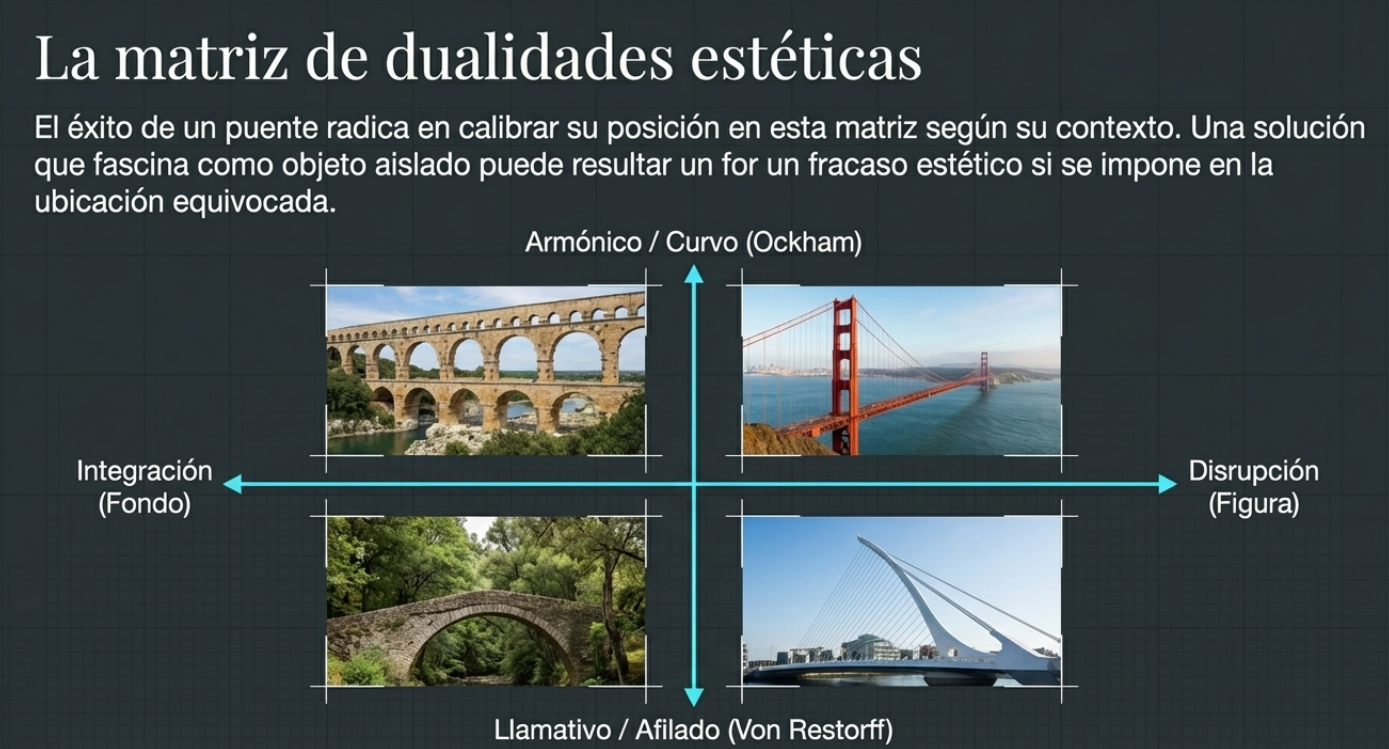
Esta organización formal hace que la estructura sea legible desde cualquier distancia y reduce lo que denominamos «fatiga visual». El cerebro humano encuentra placer en este orden lógico. La simetría sigue siendo el estándar del equilibrio y la belleza universal, pero el uso deliberado de la asimetría, como en el puente Octavio Frias de Oliveira, se reserva para hitos que buscan romper la norma y establecerse como referencias visuales disruptivas en el tejido urbano.
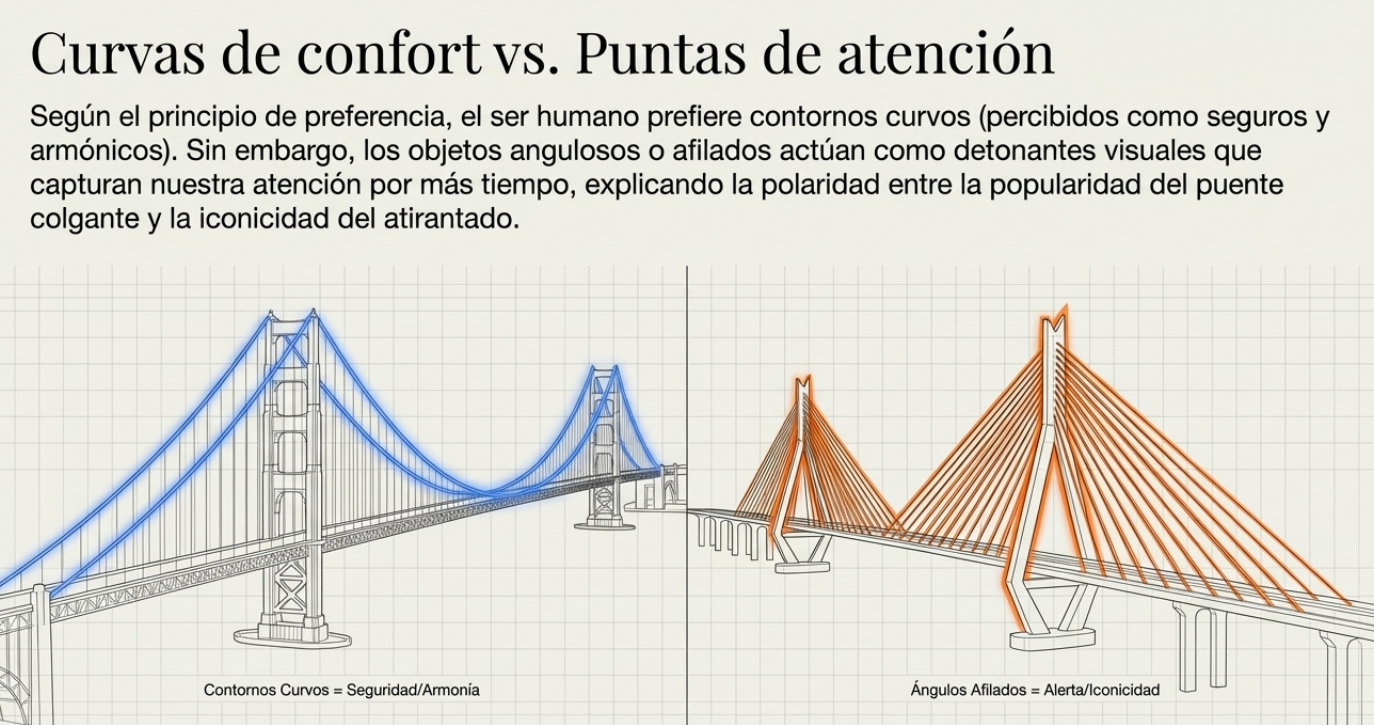
La geometría del instinto: por qué amamos el arco.
Nuestra respuesta ante la infraestructura está mediada por mecanismos subconscientes de supervivencia. Existe una clara preferencia atávica por las formas curvas. Los puentes en arco suelen gozar de una aceptación universal, ya que la curva se percibe como algo orgánico y seguro.
No obstante, existe un matiz fascinante en la tipología de los puentes colgantes. Estas estructuras suelen ser las más apreciadas porque logran el equilibrio psicológico perfecto: combinan la «curva de la catenaria» (que nos atrae instintivamente) con torres elevadas y afiladas. En contraste, los puentes atirantados modernos, con sus ángulos marcados y sus líneas agresivas, captan de inmediato nuestra atención. Son memorables y potentes, pero carecen de la calidez subconsciente que hace que el arco o el puente colgante sea una obra acogida con afecto inmediato por la ciudadanía.
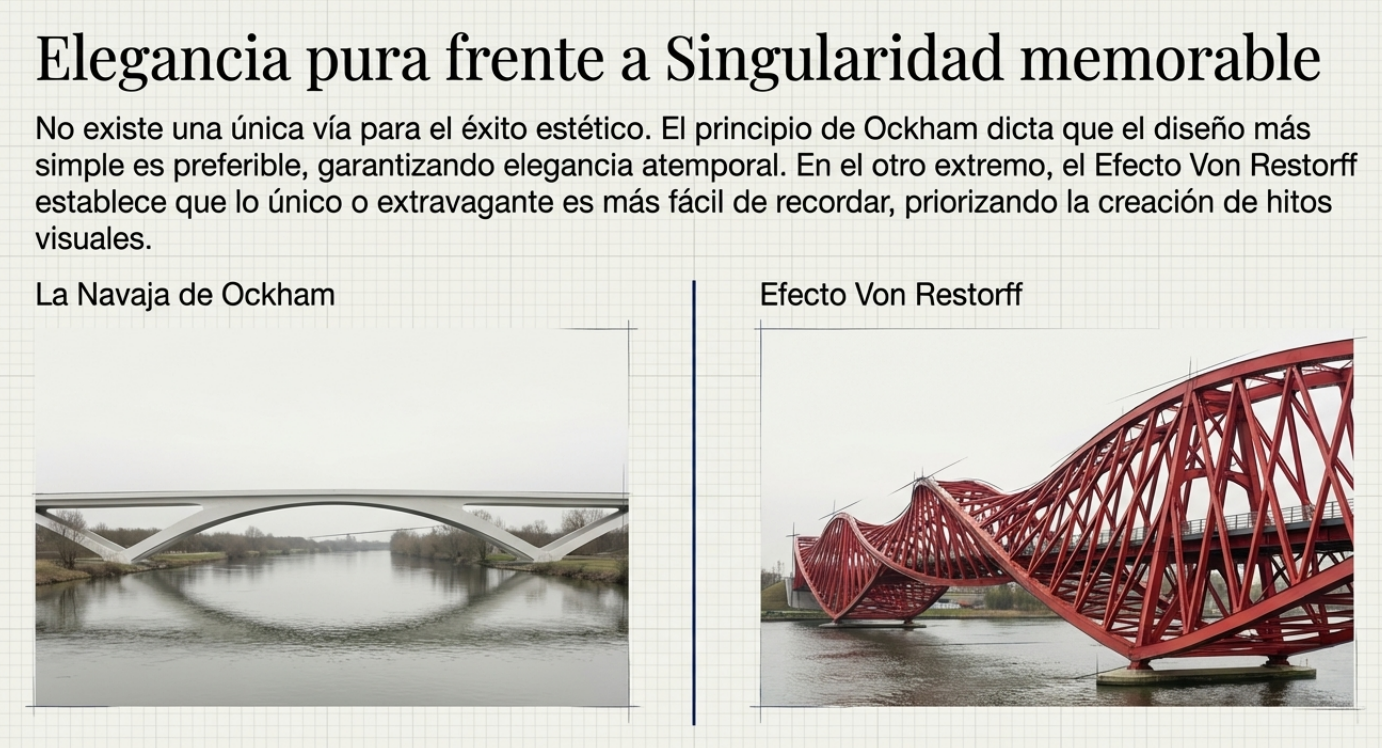
La navaja de Ockham frente a la trampa de la espectacularidad.
En la crítica de diseño solemos debatir entre dos filosofías contrapuestas:
Pureza formal (Navaja de Ockham): defiende que el diseño más simple entre soluciones equivalentes es el mejor. Puentes como el Stari Most o el puente Kintai demuestran que la elegancia de las proporciones y la honestidad estructural son inmunes a las modas.
Memorabilidad (efecto von Restorff): la búsqueda de lo excepcional para que se grabe en la memoria, como el puente Helix o el puente de la Torre de Londres.
Como profesionales, debemos advertir sobre los peligros del efecto von Restorff. Que un puente sea memorable no significa que sea «bueno». La espectacularidad gratuita a menudo se convierte en esclava de la tendencia del momento. La verdadera durabilidad estética reside en la simplicidad y la armonía técnica; un diseño que no grita suele ser el que más tiempo permanece en el imaginario colectivo.
El puente como destino: la escala de la experiencia.
Los puentes que han sobrevivido durante siglos en el afecto popular, como el Puente de Carlos en Praga o el Ponte Vecchio en Florencia, comparten un secreto: dejaron de ser «vías» para convertirse en «lugares». Estos puentes no solo se admiran desde la orilla, sino que se viven.
Para convertir una infraestructura en un destino, es fundamental atender a la escala humana.
Espacios interiores dramáticos: el uso de cubiertas y tejados (como en el puente Khaju) crea una atmósfera arquitectónica que trasciende el mero hecho de cruzar.
Integración del arte y el mobiliario: esculturas, barandillas estructurales y detalles ornamentales que invitan al peatón a detenerse.
El puente como mirador: diseñar el paso para que el usuario no solo pase, sino que experimente el paisaje a través de vistas enmarcadas y reflejos intencionados.
Conclusión: lo bello es consecuencia de lo correcto.
La durabilidad estética no es algo que se añada al final del proyecto, sino que es consecuencia de la integridad técnica y del respeto cultural. Un diseño excelente puede morir prematuramente si su mantenimiento exige añadidos posteriores que traicionen la intención original del autor. Por ello, la elección de materiales nobles y una concepción que facilite su conservación son decisiones de diseño fundamentales.
Como bien expresa el aforismo japonés: «Lo bello es la consecuencia de lo correcto».
Un puente ideal debe ser funcional y coherente, pero, sobre todo, debe integrarse en su entorno con una escala adecuada. Al proyectar las venas de nuestras ciudades futuras, debemos hacernos la siguiente pregunta: ¿Estamos diseñando objetos de consumo inmediato que la historia devorará en cincuenta años o estamos construyendo monumentos que las generaciones del siglo XXII protegerán como su legado más preciado?
Te dejo una conversación en la que puedes escuchar algunas de las ideas más interesantes.
En este vídeo se resumen bien los conceptos tratados.
Acaban de publicar un artículo nuestro en Results in Engineering, una de las revistas de mayor impacto científico, ubicada en el primer decil del JCR. Este documento presenta un análisis detallado de un marco de apoyo para la toma de decisiones en infraestructura hospitalaria en zonas de alta peligrosidad sísmica, aplicado específicamente al contexto de Quito, Ecuador.
Este avance es fruto de la colaboración internacional entre investigadores del Instituto de Ciencia y Tecnología del Hormigón (ICITECH) de la Universitat Politècnica de València y de la Facultad de Ingeniería de la Universidad Central del Ecuador. El equipo ha centrado sus esfuerzos en un problema crítico para ciudades como Quito: construir infraestructuras sanitarias resilientes ante los terremotos y, al mismo tiempo, respetuosas con el planeta. La investigación se enmarca en el proyecto RESILIFE, que dirijo como investigador principal en la Universitat Politècnica de València. Además, muestra la internacionalización de nuestro grupo de investigación, en este caso, con Ecuador. A continuación, se presenta un resumen del trabajo y de la información contextual.
La industria de la construcción se enfrenta a una encrucijada histórica: reducir su enorme huella medioambiental —responsable del 34 % de las emisiones globales de CO₂— sin comprometer la rapidez necesaria para responder a los desastres naturales. Una investigación pionera ha desarrollado un marco matemático para la toma de decisiones que permite, por primera vez, cuantificar científicamente el sistema constructivo que garantiza el mejor equilibrio entre sostenibilidad, coste y rapidez de despliegue en zonas de alta peligrosidad sísmica.
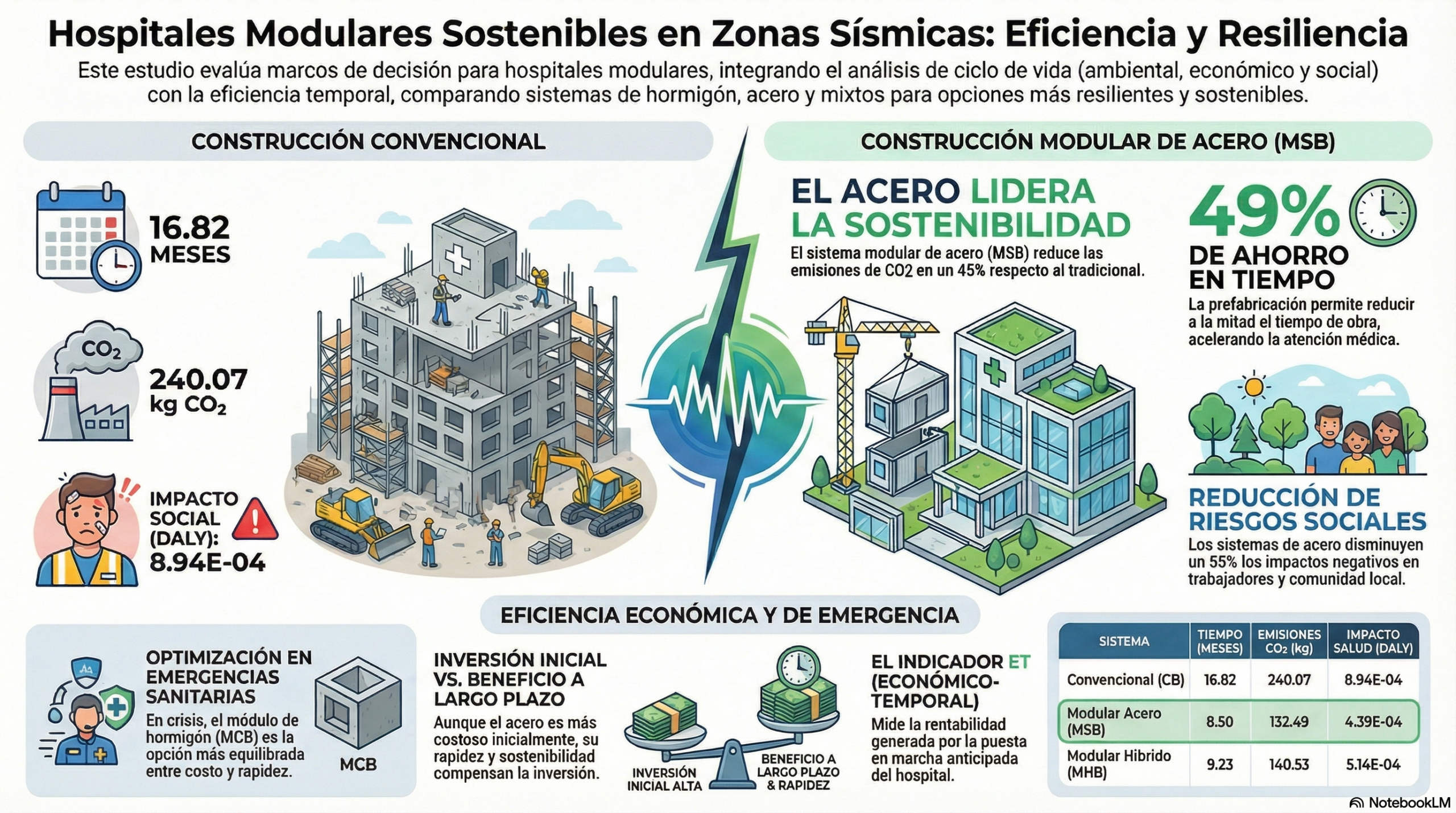
La investigación aborda el estancamiento de la productividad en el sector de la construcción y la necesidad crítica de desplegar rápidamente servicios sanitarios mediante la evaluación de sistemas de edificios modulares volumétricos prefabricados. El marco integra, de manera inédita, cuatro dimensiones: Evaluación del Ciclo de Vida (LCA), Coste del Ciclo de Vida (LCC), Evaluación del Ciclo de Vida Social (S-LCA) y Desempeño Temporal (ET). Los resultados concluyen que los sistemas modulares de acero laminado en caliente (MSB) ofrecen el mejor rendimiento global, ya que reducen las emisiones de CO₂ en un 45 % y el tiempo de construcción en un 49 % en comparación con los métodos convencionales, a pesar de requerir una inversión inicial mucho mayor. No obstante, en escenarios de emergencia sanitaria extrema, el sistema modular de hormigón (MCB) es la opción óptima, ya que ofrece un buen equilibrio entre rapidez y competitividad de costes.
El contexto: una industria en transformación
La construcción tradicional padece un estancamiento en su productividad y genera el 40 % de los residuos sólidos mundiales. Ante este panorama, la construcción modular volumétrica surge como una solución tecnológica superior, ya que permite fabricar hasta el 95 % de los componentes de un edificio en entornos industriales controlados. Sin embargo, hasta ahora no existía una herramienta que permitiera a los gobiernos elegir el sistema óptimo (de acero, hormigón o híbrido) basándose en datos científicos que abarcaran todo el ciclo de vida del edificio.
La pregunta de investigación y el innovador «Indicador ET»
El estudio planteó un reto ambicioso: ¿cómo integrar el tiempo de construcción como variable económica y social en un marco de sostenibilidad? La gran innovación de este trabajo radica en la creación del indicador Económico-Temporal (ET). Este parámetro no solo mide los meses que se ahorran al usar módulos prefabricados, sino que también los convierte en un beneficio económico real para la sociedad, calculado a partir de los ingresos generados por la apertura temprana de los servicios hospitalarios.
Metodología: el rigor de la decisión multi-criterio
Para evitar decisiones basadas en la intuición o en el precio más bajo, los investigadores emplearon un enfoque de «cuna a la tumba» (cradle-to-grave) y analizaron un periodo de 50 años. La metodología incluyó:
Análisis del ciclo de vida (LCA, LCC y S-LCA): Se evaluaron los impactos ambientales, económicos y sociales de cuatro sistemas distintos para un hospital de 8 pisos y 208 camas en Quito.
Juicio de expertos: Se consultó a un panel de especialistas mediante el Método Best-Worst (BWM) para asignar pesos a 15 indicadores.
Algoritmos de clasificación: Se utilizaron técnicas matemáticas avanzadas (EDAS, MABAC y MARCOS) para validar qué alternativa era la más robusta frente a las incertidumbres del mercado.
Resultados: el triunfo del acero y el matiz de la emergencia
El estudio arroja conclusiones reveladoras sobre la eficiencia de los materiales:
El acero modular (MSB) como ganador absoluto: En condiciones estándar, el sistema de acero resultó ser el más sostenible, reduciendo las emisiones de CO₂ en un 45% y el impacto social negativo en un 55 % en comparación con la construcción tradicional.
La paradoja del coste: Aunque el hospital de acero es inicialmente un 69 % más caro de construir, su eficiencia temporal y su huella ambiental bajísima lo convierten en la opción más rentable y ética a largo plazo.
Hormigón para la urgencia: La investigación descubrió que en escenarios de emergencia extrema (como una pandemia o tras un sismo devastador), el sistema modular de hormigón (MCB) se vuelve el preferido, ya que ofrece el mejor equilibrio entre costo y rapidez de despliegue inmediato.
Conclusiones y el camino hacia el futuro
La conclusión principal de este trabajo es que la sostenibilidad y la rapidez no son objetivos mutuamente excluyentes. Los sistemas modulares reducen el tiempo de construcción en casi un 50 %, lo que permite que las comunidades en situación de riesgo recuperen el acceso a los servicios de salud de forma casi inmediata tras un desastre. Además, la investigación demuestra que la inversión inicial más alta en tecnologías avanzadas es un precio que merece la pena pagar por la resiliencia urbana.
Como futuras líneas de investigación, los autores señalan la necesidad de profundizar en las interdependencias entre los criterios de evaluación y de ampliar la disponibilidad de datos locales específicos para los países en desarrollo. Este marco no es solo una teoría, sino una herramienta lista para ser utilizada por planificadores urbanos y gobiernos con el fin de garantizar que los hospitales del mañana se construyan para salvar vidas antes, durante y después de su inauguración.
Os podéis descargar el artículo completo en esta dirección:

 Empecemos por las dos comunicaciones presentadas. Os paso un breve resumen y, cuando estén publicadas las actas, os enviaré el contenido completo de ambas comunicaciones.
Empecemos por las dos comunicaciones presentadas. Os paso un breve resumen y, cuando estén publicadas las actas, os enviaré el contenido completo de ambas comunicaciones.