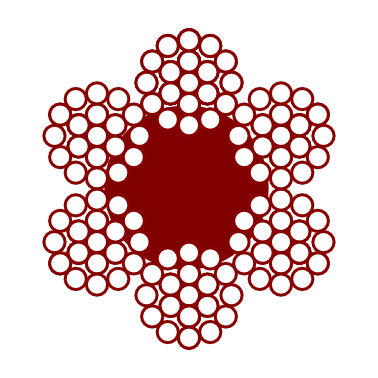
Un cable es un conjunto de alambres trenzados según una cierta ley, que en todas sus fases de trabajo se comporta como un elemento unidad. Los cables forman una parte muy importante de determinadas máquinas empleadas en la construcción como las dragalinas, los blondines, los planos inclinados o la excavadora de cables.
Estructura de un cable.
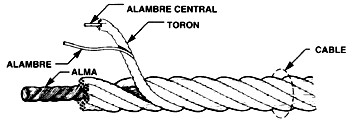
Elementos que componen un cable:
Alambres: son los elementos básicos que constituyen el cable. Son de acero de alta resistencia mecánica, que oscila entre los 1 y los 2 kN/mm2.
Cordón: es un conjunto formado por una serie de alambres arrollados en una capa; en algunos casos, van arrollados alrededor de otro alambre que hace de base de apoyo, llamado alambre central.
Alma: es el elemento central del cable y sirve de base o soporte para los cordones que lo envuelven, sirviendo a la vez de almacén de grasa para su lubricación. El alma puede ser tanto de acero como de fibra textil, pero lo que se gana en resistencia con el acero se pierde en flexibilidad.
Composición de un cable
Tipos de arrollamientos.
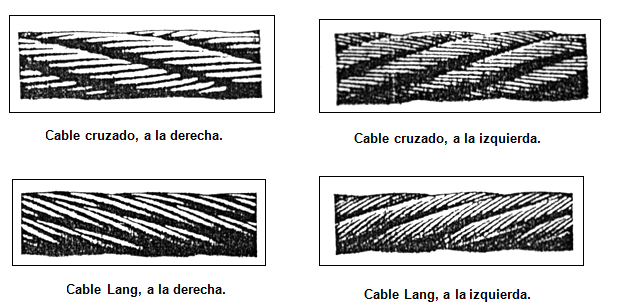
Se denomina arrollamiento a la forma en la que se disponen los alambres en los cordones y los cordones en el cable. Se definen los siguientes tipos:
Cruzado: los cordones que forman el cable están arrollados en sentido contrario al de los alambres que forman los cordones. Son los más utilizados cuando los extremos giran libremente. Se manejan fácilmente, pues no tienden a descablearse; además son resistentes al aplastamiento y a las deformaciones. Son poco resistentes al desgaste.
Lang: los cordones y los alambres están arrollados en el mismo sentido. Este cable es muy resistente a la abrasión y al desgaste y puede tener una gran flexibilidad (más que el anterior) siempre y cuando se realice un amarre muy cuidadoso de los extremos debido al elevado momento de giro producido al cargar el cable.
Antigiratorio o alternado: estos cables están formados por dos o más capas de cordones, arrollados en sentidos diferentes. Así, los cordones compensan esfuerzos y eliminan la tendencia a girar sobre sí mismos, debido a la tensión ejercida por la carga suspendida. En las grúas torre se emplea como cable de elevación. Tiene la desventaja de que necesita el oxicorte para ser cortado, ya que cizallado sólo consigue desmontarlo.
Os paso a continuación un vídeo donde se puede ver el proceso de fabricación de un cable. Espero que os sea de interés.
Referencias:
YEPES, V.; MARTÍ, J.V. (2017). Máquinas, cables y grúas empleados en la construcción. Editorial de la Universitat Politècnica de València. Ref. 814. Valencia, 210 pp.
¿Estamos seguros de que cuando medimos lo hacemos correctamente? ¿No habéis tenido la sensación de que los resultados de un ensayo parece que son imposibles o son poco esperables? Es posible que os encontréis ante un equipo de medición mal calibrado. En este post continuamos con otros anteriores referidos a los errores de medición y a las unidades de medida y su materialización. Vamos a repasar, de forma muy sintética, algunos de los conceptos más importantes relacionados con la calibración de los equipos.
Se denomina calibración al conjunto de operaciones que establecen, en unas condiciones especificadas, la relación existente entre los valores indicados por un instrumento o sistema de medida o los valores representados por una medida materializada, y los correspondientes valores conocidos de una magnitud medida. Esta actividad, llevada a cabo por medios y procedimientos técnicos, permite determinar, por comparación con un patrón o con un material de referencia o por métodos absolutos, los valores de los errores de un medio o un instrumento de medida. El proceso de calibración comprende la medición del patrón o instrumento cuyo valor queremos determinar por comparación con un patrón de referencia, comprobar si el valor obtenido está dentro de los límites establecidos para la función a realizar, y en caso de estar fuera de los límites, efectuar el correspondiente ajuste o calibración del patrón o equipo de medición.
El certificado de calibración de un patrón deberá recoger el valor o los valores asignados como resultado de la calibración, así como la incertidumbre. A su vez, el certificado debe indicar la incertidumbre de los patrones o instrumentos empleados en la calibración, el número de reiteraciones efectuadas y los valores obtenidos, o un índice de su dispersión. El certificado de calibración de un instrumento deberá indicar los puntos del campo de medida calibrados, la incertidumbre del patrón o instrumento empleado en cada punto de calibración, la corrección de calibración obtenida en cada uno de ellos, el número de reiteraciones efectuadas en cada punto de calibración y su dispersión, y la incertidumbre asociada a la corrección de cada punto de calibración, para un factor de incertidumbre que también se indicará. Los patrones e instrumentos se calibran cuando salen de la línea de fabricación, pero es necesario un programa de calibración que de forma periódica asegure el mantenimiento de la exactitud. Los intervalos de calibración son función de la utilización de los equipos.
Los instrumentos de medida se clasifican en instrumentos de referencia y en instrumentos de trabajo, sirviendo los primeros para calibrar los últimos. Cada instrumento calibrado obtiene un certificado de calibración que garantiza la exactitud y trazabilidad, no debiendo incluir recomendación alguna sobre el intervalo de recalibración. El desgaste y envejecimiento de los equipos de medición son los que marcan los intervalos de calibración. Cada instrumento de medición deberá tener visible una etiqueta de calibración, que indican si el mismo puede utilizarse, tiene limitaciones en su uso o si están fuera de servicio.
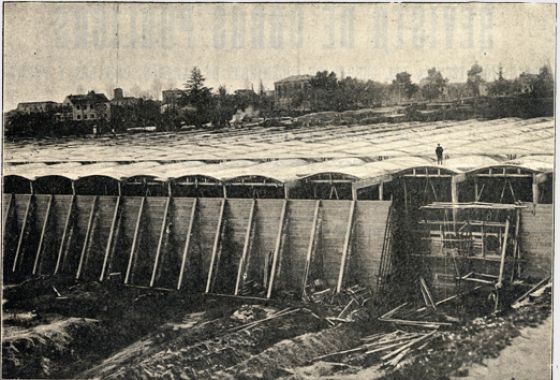
Tercer depósito del Canal de Isabel II en Madrid: vista del muro divisorio y de la cubierta del cuarto compartimento, antes del derrumbe. Fuente: http://www.cehopu.cedex.es/hormigon/fichas/img_ficha.php?id_img=3
El hormigón armado tuvo unos inicios complicados en España debido al terrible accidente ocurrido durante la construcción del tercer depósito del Canal de Isabel II para el abastecimiento de Madrid. Se produjeron 29 víctimas mortales y 60 heridos y que, además de suponer la mayor catástrofe ocurrida en España en las construcciones realizadas con el nuevo material, estuvo a punto de hacer desaparecer a la empresa de José Eugenio Ribera. La adopción de una solución de hormigón armado para las cubiertas por parte del Consejo Superior de Obras Públicas demostraba la aceptación del material por la Administración. Iba a ser, con más de 80.000 m², la principal construcción española de hormigón armado hasta la fecha y la mayor del mundo en su género.
El enorme depósito, con unas dimensiones en planta de 360 x 216 m2, que permite almacenar 461.000 m3 de capacidad lo proyectó el propio Ribera mediante un audaz diseño de pilares muy esbeltos sobre los que apoyaban, a través de una viga un forjado abovedado, todo ello de hormigón armado. El arriesgado planteamiento estructural de Ribera, aunque ya había sido probado en obras similares, como el depósito de aguas de Gijón, levantó suspicacias desde el primer momento. El depósito estaba sometido fundamentalmente a la importante carga permanente del relleno de tierras bajo el que debía quedar enterrado, por lo que las acciones de dos arcos adyacentes se compensaban horizontalmente, haciendo trabajar a los pilares eminentemente a compresión, de ahí la pequeña sección transversal diseñada por Ribera.
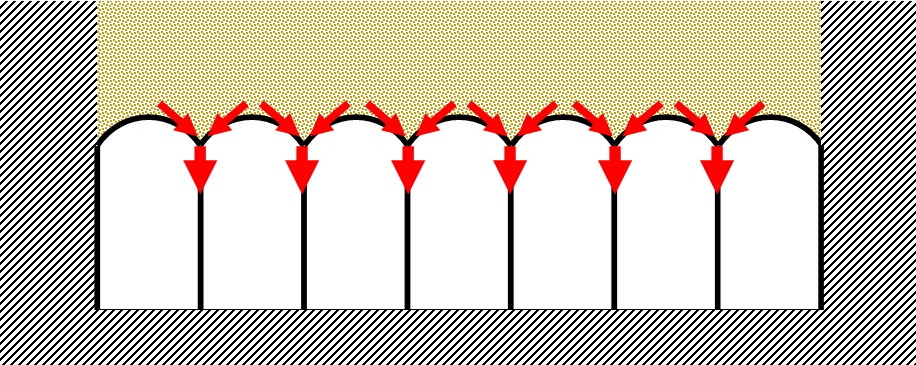
Esquema de funcionamiento estructural del depósito del Canal de Isabel II
Sin embargo, durante la ejecución del relleno de las tierras se produjo un importante error que modificó las condiciones previstas de trabajo de la estructura, pues en lugar de proceder por capas de pequeño espesor extendidas en toda la superficie de la cubierta, se empezó a rellenar desde un extremo, lo que originó unos esfuerzos no previstos en los pilares.
Condiciones de carga no previstas en los pilares
Finalmente, en 1907 Ribera fue exonerado en el proceso judicial en que se vio envuelto a causa del accidente. En su defensa participaron muy activamente, entre otros, José Echegaray que, además de Ingeniero de Caminos, era muy conocido por su actividad política en la década de los 70 del XIX, y por su premio Nobel de literatura del año 1904.
Los modelos de gestión más avanzados recomiendan implantar una gestión basada en procesos. Para aclarar este tema, os voy a dejar tres vídeos de la Fundación Vasca para la Excelencia (EUSKALIT) que nos pueden aportar luz en este tema. Espero que os gusten.
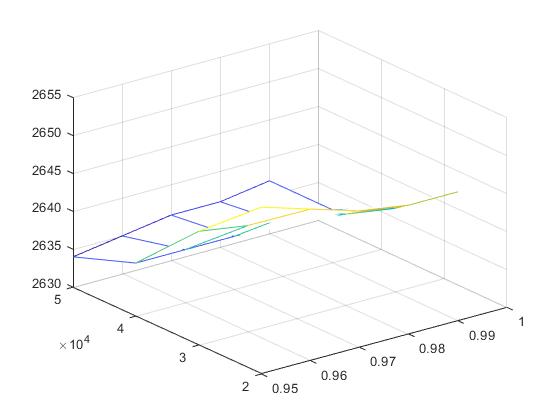
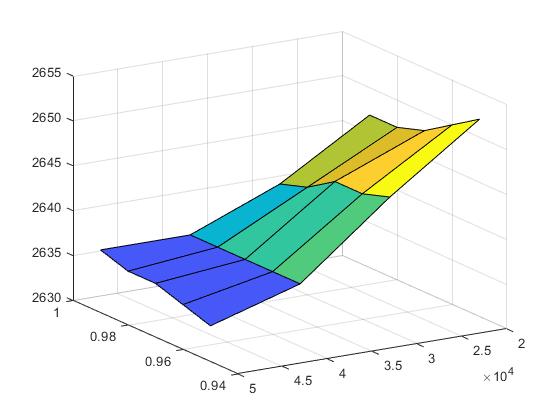
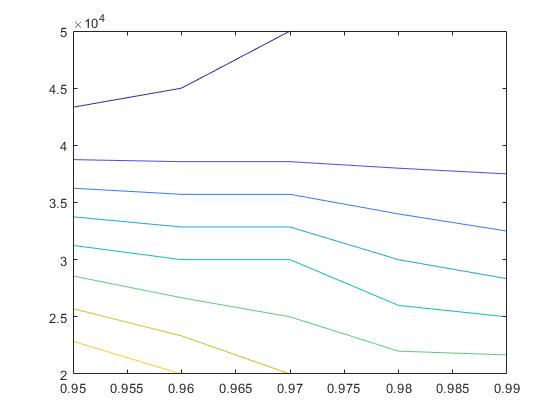
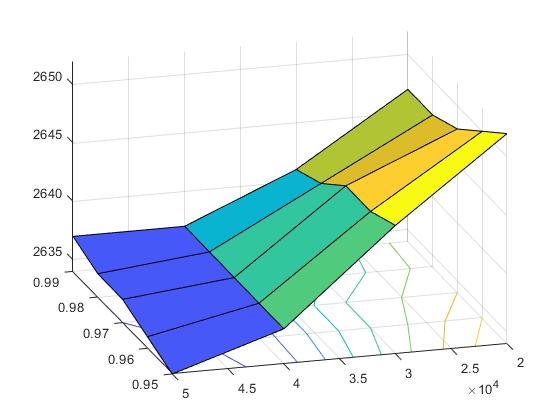
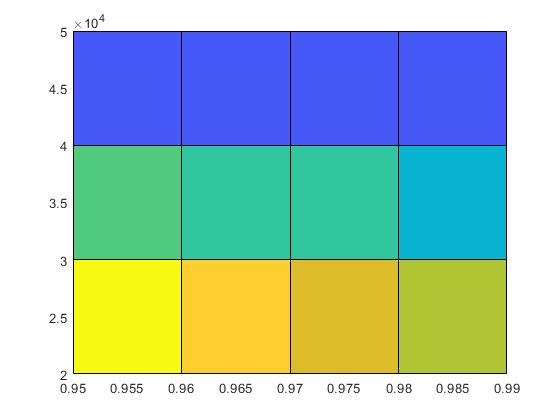
Las gráficas de superficie resultan de interés, por ejemplo, para representar la Superficie de Respuesta en un Diseño de Experimentos, o bien cuando estamos representando la predicción de un fenómeno a través de unas redes neuronales. Sea cual sea el motivo, dejo a continuación algunas pautas para que esta tarea sea sencilla.
Sea, por ejemplo, la parametrización de un algoritmo de Simulated Annealing donde hemos realizado experimentos con distintas longitudes de cadenas de Markov (columnas) y distintos coeficientes de enfriamiento (filas). En la tabla se encuentran los resultados medios en coste encontrados tras realizar 9 ensayos en cada caso.
20000
30000
40000
50000
0,95
2652
2645
2637
2634
0,96
2650
2644
2637
2635
0,97
2648
2644
2637
2636
0,98
2647
2642
2637
2636
0,99
2647
2641
2637
2637
Para poder representar dichos puntos, necesitamos definir dos vectores fila: x será, por ejemplo, el vector fila de los coeficientes de enfriamiento, e y será el vector fila de las longitudes de cadena de Markov.
Un buen número de pequeñas y medianas empresas piensan que la investigación y la innovación son actividades propias de los centros de investigación, las universidades o las grandes empresas. Suficientes problemas existen todos los días como para perder el tiempo en actividades extrañas que intenten cambiar la forma de hacer las cosas. Los inventos son para mentes brillantes o felices ideas. ¡Que inventen ellos!
De este paradigma no escapan las empresas constructoras. Muchas veces usamos el término «contratista», lo cual es toda una declaración de intenciones: el contratista se ocupa del contrato, la construcción va en segundo lugar. Sin embargo, una empresa es una organización que debería ocuparse de su supervivencia a largo plazo, es decir, de su competitividad en un mercado cada vez más complicado. Es como si un leñador estuviese todos los días talando árboles y no tuviese tiempo de afilar su hacha.
Afortunadamente la innovación es un proceso, y como tal, se puede gestionar. La norma UNE 166002 es un ejemplo de cómo se puede organizar la gestión de la innovación en una organización. En el caso particular de las empresas constructoras, muchas innovaciones provienen de mejoras en los procedimientos constructivos o en las demandas de los clientes. Sin embargo, para que la innovación se incorpore en la gestión cotidiana es necesario un cambio cultural propiciado por la alta dirección de estas organizaciones.
A continuación os dejo un vídeo sobre este tema. Se trata de un reportaje de la Universitat Politècnica de València donde se informa de un proyecto de investigación realizado por nuestro grupo. El enlace a la noticia: http://www.upv.es/noticias-upv/noticia-8017-id-en-construc-es.html# Espero que os sea de interés.
Referencias:
YEPES, V.; PELLICER, E.; ALARCÓN, L.F.; CORREA, L.C. (2016). Creative innovation in Spanish construction firms.Journal of Professional Issues in Engineering Education and Practice ASCE, 142 (1): 04015006. DOI: 10.1061/(ASCE)EI.1943-5541.0000251.
PELLICER, E.; YEPES, V.; CORREA, C.L.; ALARCÓN, L.F. (2014). Model for Systematic Innovation in Construction Companies. Journal of Construction Engineering and Management ASCE, 140(4):B4014001. DOI: 10.1061/(ASCE)CO.1943-7862.0000468. ISNN: 0733-9364. (link)(descargar versión autor)
PELLICER, E.; CORREA, C.L.; YEPES, V.; ALARCÓN, L.F. (2012). Organizacional improvement through standardization of the innovation process in construction firms.EMJ-Engineering Management Journal, 24(2): 40-53.
PELLICER, E., YEPES, V.; ROJAS, R.J. (2010). Innovation and Competitiveness in Construction Companies. A Case Study. Journal of Management Research, 10(2): 103-115. Print ISSN: 0972-5814. (link)
PELLICER E., YEPES V., CORREA C.L.; MARTÍNEZ, G. (2008). Enhancing R&D&i through standardization and certification: the case of the Spanish construction industry, Revista Ingeniería de Construcción, 23(2): 112-121. (link)
CORREA, C.L.; YEPES, V.; PELLICER, E. (2007). Factores determinantes y propuestas para la gestión de la I+D+i en las empresas constructoras.Revista Ingeniería de Construcción, 22(1): 5-14. Pontificia Universidad Católica de Chile. ISSN: 0716-2952. (link)
Una de las tareas más delicadas e importantes de la puesta en obra del aglomerado asfáltico es su compactación, pues de ella depende en gran parte la calidad final del firme. Se trata de alcanzar una alta densidad que garantice la durabilidad prevista e impida irregularidades superficiales. La compactación debe llegar a la densificación marcada por el Pliego de Prescripciones Técnicas Particulares, normalmente entre el 95 y 98 % de la densidad Marshall de referencia, todo ello conservando la geometría superficial dada por la extendedora.
La compactación se realizará siempre que la trabajabilidad de la mezcla sea la suficiente. En las mezclas en caliente se debe comenzar a compactar con la temperatura más alta posible (superior a 120ºC), siempre que se pueda soportar la carga del compactador sin arrollamientos ni agrietamientos. En frío debe existir la suficiente presencia de fluidificantes en las mezclas abiertas o de la propia agua de la emulsión en las mezclas densas.
Los factores que influyen en la compactación de un aglomerado asfáltico son, entre otros, los siguientes:
Tipo de firme: Cada tipo de mezcla presentará diferente dificultad para ser compactado, por ejemplo, la fracturación, tamaño y forma de los áridos.
Acabado superficial: Según la calidad del acabado requerido la compactación deberá realizarse de forma diferente.
Contenido de betún: El betún actúa como lubricante entre las partículas, aunque no debería ser excesivo para evitar la inestabilidad de la mezcla.
Proporción y tipo de fíller: A mayor contenido de fíller, mayor dificultad de compactación, puesto que actúa como estabilizante del betún.
Espesor de capa: Si bien un mayor espesor de capa produce más rendimiento, el espesor suele estar marcado por el proyecto.
Temperatura: La temperatura de compactación de la mezcla en caliente siempre es muy superior a la del ambiente, por lo que se enfría rápidamente, impidiendo la compactación posterior. Pero tampoco es acertado pasarse en temperatura, pues provoca la inestabilidad de la mezcla. Se pueden dar los siguientes valores a efectos prácticos:
Temperatura a la salida de la planta 135 – 180º
Temperatura a la salida de la extendedora 120 – 150º
Temperatura durante la compactación 85 – 150º
La primera compactación la realiza la propia extendedora, llegando con su vibración a conseguir un 80% de la densidad teórica Marshall. Aunque esta cifra parece elevada, es lo suficientemente baja como para tener que compactar con maquinaria específica.
Las primeras zonas a compactar son las juntas transversales, las longitudinales y el borde exterior, por este orden. En el caso de las transversales la compactación se realiza perpendicularmente al eje de la calzada. Una vez compactadas juntas y borde, la compactación de la calle se iniciará por la zona más baja progresando hacia la más alta mediante solapes de las sucesivas pasadas. En zonas de difícil acceso, hay que emplear pequeños compactadores mecánicos o incluso pisones manuales.
En cuanto al tipo de compactador necesario, éste dependerá del tipo de mezcla y su espesor. En algunos casos se exige un tramo de prueba que determine las características de los compactadores y el número de pasadas necesario. Lo habitual es el uso de compactadores de neumáticos con alta o media presión y rodillos lisos con o sin vibración.
La compactación se realiza normalmente combinando diferentes equipos. Lo más habitual es combinar un compactador de neumáticos, que cierra la mezcla por efecto de amasado, y un compactador de llanta metálica, que corrige las posibles marcas o roderas del anterior equipo. También es muy útil el uso de rodillos mixtos neumáticos-vibrantes que reúnen las ventajas de ambas máquinas.
Los compactadores de rodillo liso sin vibración sólo se emplean en mezclas de pequeño espesor para dar un buen acabado superficial, siempre que se hayan utilizado previamente compactadores de neumáticos. Deben ser compactadores ligeros y con baja presión lineal. Suelen ser compactadoras vibratorias tándem de 8 a 18 t que trabajan sin vibración.
Con los compactadores de neumáticos se debe trabajar con presiones no muy elevadas al principio para acabar la compactación con mayores presiones. Además, tendrán ruedas lisas, en número, tamaño y disposición que permitan el solape de las ruedas delanteras y trasera, con faldones de lona protectores para evitar el enfriamiento de los neumáticos. La compactación dependerá de la carga total por rueda, de la presión y rigidez del neumático, lo cual provoca la presión de contacto. Existe un efecto de amasado y el efecto compactador en profundidad es mayor que el de rodillos metálicos.
Los compactadores vibratorios se usan ampliamente, excepto para capas delgadas, combinando adecuadamente las amplitudes y frecuencias. Estos compactadores trabajan a frecuencias mayores que los usados en suelos, por encima de las 2000 r.p.m., del orden de 2500 a 3000 r.p.m., pues si son inferiores su eficacia baja mucho; con masas excéntricas más pequeñas para cumplir las exigencias de terminación y compactación. Las primeras pasadas suelen realizarse a frecuencias bajas. Para capas gruesas suelen emplearse amplitudes altas y frecuencias bajas y para las capas delgadas lo contrario.
A continuación os dejo un vídeo del profesor Miguel Ángel del Val, de la Universidad Politécnica de Madrid, donde se explica la compactación de las mezclas asfálticas. Espero que os sea de utilidad.
También os dejo un artículo de Andrés Costa sobre buenas prácticas en la compactación de mezclas bituminosas.
Transporte y extendido de aglomerado asfáltico. http://www.madrid.es/
El transporte de las mezclas asfálticas se realiza mediante camiones volquete desde la planta al tajo de extensión. La caja basculante debe estar limpia y ligeramente humedecida con agua jabonosa para evitar que la mezcla se adhiera. La caja debe ser corta y alta, con una capacidad acorde con la tolva de recepción de la extendedora. Además, deben disponerse lonas o cobertores para proteger la mezcla del agua, polvo o de la pérdida de calor por viento. El número de camiones necesario depende de la capacidad de puesta en obra de la extendedora, siempre que no quede limitada por la producción de la planta de fabricación, y de la distancia de transporte. Se aconseja cierto sobredimensionamiento en la flota de camiones para evitar retrasos o prever posibles averías. Un aspecto clave en la puesta en obra de las mezclas asfálticas en caliente es la distancia de transporte. El enfriamiento de la mezcla depende fundamentalmente de la temperatura ambiente y del viento. Con una lona de protección, la pérdida de temperatura de la masa es de pocos grados, enfriándose una pequeña costra superficial, lo que permite distancias máximas de transporte apreciables. Así, en camiones de gran capacidad, se pueden llegar hasta unos 25 km, e incluso en circunstancias excepcionales, a más de 100 km. Otro aspecto importante es la segregación del material, que se evitará minimizando las alturas de descarga la formación de montones cónicos. El material se deberá mover lentamente durante la carga, ayudando manualmente si es necesario la distribución lateral. Durante el transporte se pueden apreciar razones que pueden motivar el rechazo de la mezcla:
Temperatura alta: Se detecta cuando la mezcla desprende un humo azulado, en cuyo caso se debe comprobar la temperatura.
Temperatura baja: La mezcla presenta un aspecto poco fluido, con los áridos gruesos mal cubiertos. Se debe comprobar la temperatura.
Exceso de ligante: Es fácil de detectar si la mezcla fluye o asienta más de lo normal. Se debe tomar una muestra y señalar la zona por si hay que levantarla en el caso de confirmarse el exceso.
Defecto de ligante: Falta brillo en la mezcla y los áridos no se encuentran perfectamente recubiertos, con un aspecto suelto del material. Se procederá igual que con el exceso.
Falta de uniformidad: Se aprecia el distinto aspecto de la mezcla en distintas zonas.
Exceso de árido grueso: El aspecto de la mezcla es parecido al de exceso de ligante, pero una vez extendida la capa, se aprecia una textura más gruesa y abierta de lo normal.
Exceso de árido fino: El aspecto es el del defecto de ligante, que se puede comprobar observando la textura superficial de la mezcla una vez extendida, así como su comportamiento al compactarla.
Exceso de humedad: Se observa un desprendimiento de vapor al descargarse la mezcla y a veces parece como si tuviera un falso exceso de ligante.
Segregación de la mezcla: Se observa una segregación excesiva entre gruesos y finos al extender la mezcla.
Contaminaciones: Durante el transporte puede contaminarse la mezcla con gasoil, agua, polvo, restos vegetales, etc.
A continuación os dejo un vídeo del profesor Miguel Ángel del Val, de la Universidad Politécnica de Madrid, que explica el transporte de la mezcla asfáltica hasta su lugar de colocación.
También os paso un vídeo donde se puede ver un camión de transporte de aglomerado en caliente:
Referencias:
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes Universitat Politècnica de València.
 Un cable es un conjunto de alambres trenzados según una cierta ley, que en todas sus fases de trabajo se comporta como un elemento unidad. Los cables forman una parte muy importante de determinadas máquinas empleadas en la construcción como las dragalinas, los blondines, los planos inclinados o la excavadora de cables.
Un cable es un conjunto de alambres trenzados según una cierta ley, que en todas sus fases de trabajo se comporta como un elemento unidad. Los cables forman una parte muy importante de determinadas máquinas empleadas en la construcción como las dragalinas, los blondines, los planos inclinados o la excavadora de cables.