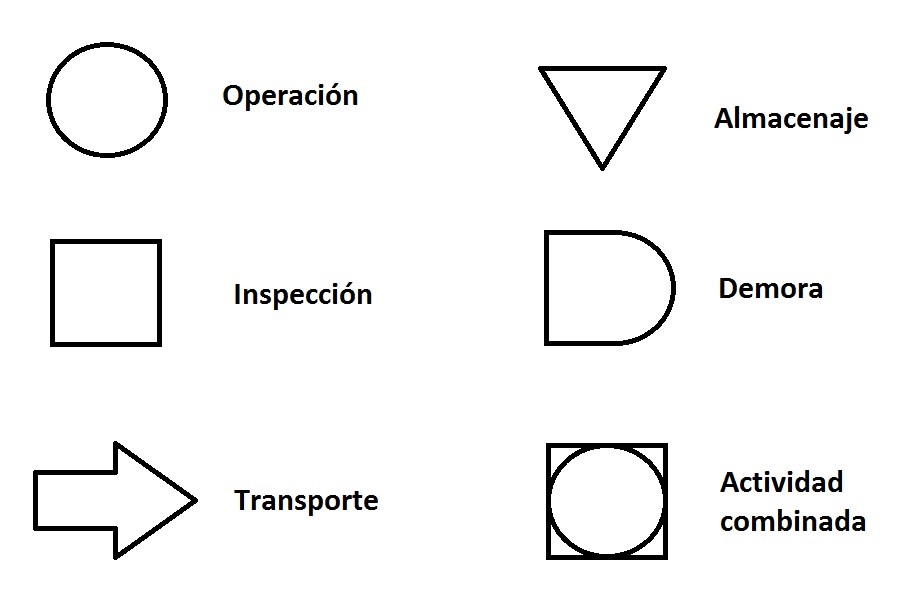
Según la American Society of Mechanical Engineers (ASME), el diagrama de proceso es una representación gráfica de los acontecimientos que se producen durante una serie de acciones u operaciones, así como de la información relacionada con estos. Durante un proceso tienen lugar cinco tipos de acciones: operación, transporte, inspección, almacenamiento y demora. En la Figura 1 se muestran los símbolos utilizados para estas acciones o su combinación.
Por cierto, el material de este artículo forma parte del curso que puedes seguir en línea, en el siguiente enlace: https://ingeoexpert.com/cursos/curso-de-gestion-de-costes-y-produccion-de-la-maquinaria-empleada-en-la-construccion/
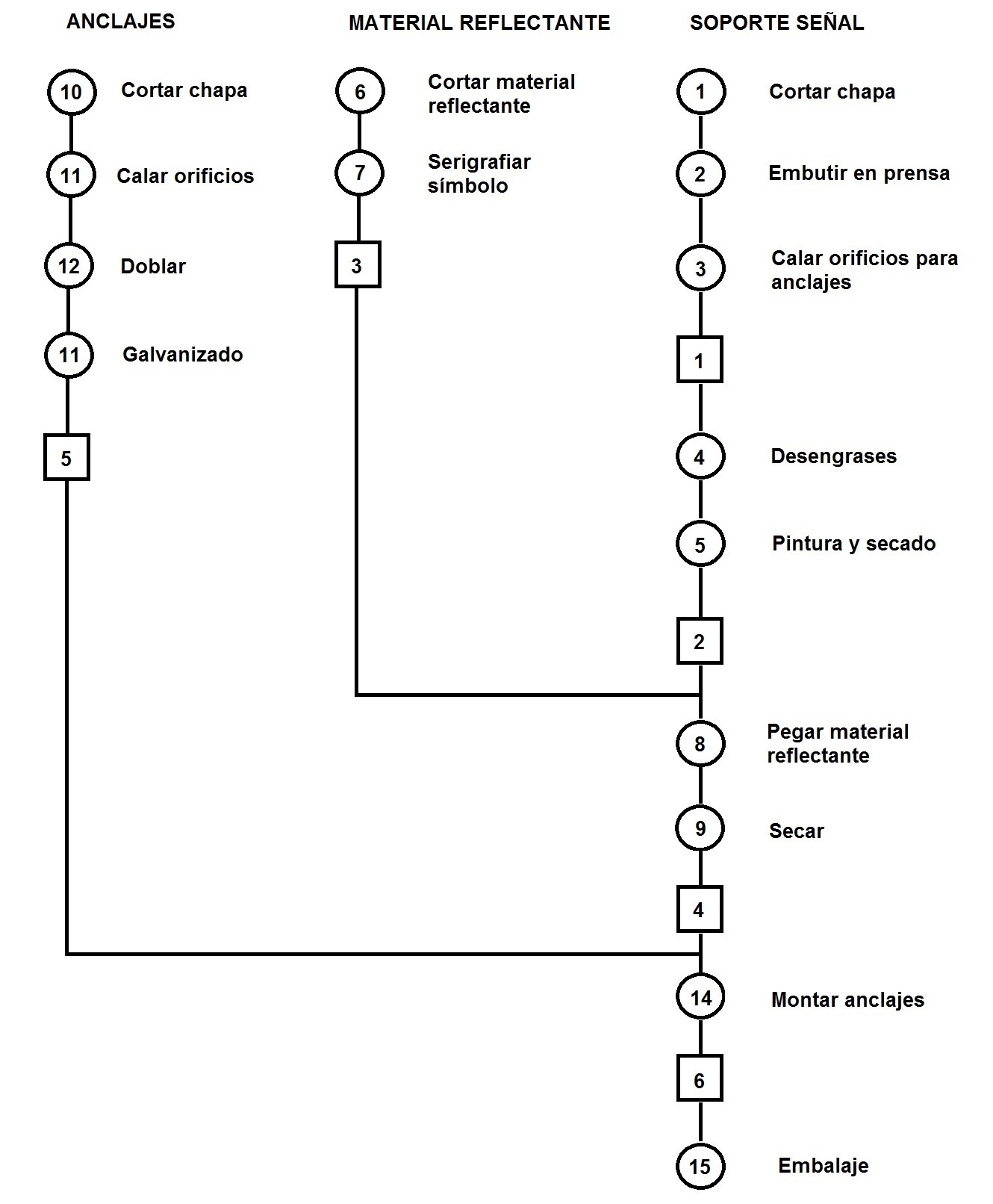
El diagrama de las operaciones del proceso (operation process-chart) es una representación gráfica de los puntos en los que se introducen los materiales en el proceso y de la secuencia de las inspecciones y de todas las operaciones, excepto las relacionadas con el manejo de materiales. También incluye información relevante para el análisis, como el tiempo necesario y la ubicación. Este diagrama es útil cuando se va a iniciar el estudio de un proceso complicado o cuando se quiere implantar un nuevo proceso, con el fin de asegurarse de que no se pasa por alto ninguna fase importante.es una representación gráfica de los puntos en los cuales se introducen los materiales en el proceso y de la secuencia de las inspecciones y de todas las operaciones, excepto las comprendidas en el manejo de materiales. Abarca, además, información de interés para el análisis, tal como el tiempo requerido y la localización. Este diagrama puede utilizarse con provecho cuando se va a iniciar el estudio de un proceso complicado, y también cuando se quiere implantar un nuevo proceso, con el fin de asegurarse de que ninguna fase importante se pasa por alto.
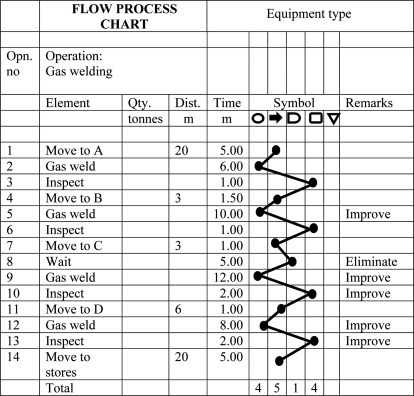
El diagrama del análisis del proceso del recorrido (flow process-chart) es una representación gráfica de todas las operaciones, transportes, inspecciones, demoras y almacenajes que tienen lugar durante el proceso o procedimiento, incluyendo información de interés para el análisis, tal como la relativa al tiempo requerido y a la distancia recorrida.
Las fases que se siguen para construir este diagrama son las siguientes:
- Determinar el producto a seguir y la unidad del mismo a que se refiere el diagrama.
- Apuntar todas las fases del proceso, anotando una breve definición de cada una.
- Unir con trazos los símbolos de fases consecutivas.
- Medir las distancias recorridas en los transportes.
- Medir la duración de cada actividad.
Os dejo a continuación un vídeo explicativo de esta herramienta.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
YEPES, V. (1997). Equipos de movimiento de tierras y compactación. Problemas resueltos. Colección Libro Docente nº 97.439. Ed. Universitat Politècnica de València. 256 pág. Depósito Legal: V-4598-1997. ISBN: 84-7721-551-0.
YEPES, V. (2022). Gestión de costes y producción de maquinaria de construcción. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 243 pp. Ref. 442.
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376.
Curso:
Curso de gestión de costes y producción de la maquinaria empleada en la construcción.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.