Acaban de publicarnos un artículo en la revista Advances in Civil Engineering (revista indexada en el JCR) donde se optimizan las vigas de acero híbridas para minimizar los costos de fabricación. El estudio se enmarca dentro del proyecto de investigación HYDELIFE que dirijo como investigador principal en la Universitat Politècnica de València.
El objetivo del artículo es optimizar las vigas de acero híbridas transversal-longitudinalmente (TLH) para minimizar los costos de fabricación, basándose en investigaciones anteriores sobre vigas híbridas transversalmente. Explora la ubicación de los puntos de transición en las vigas TLH para maximizar las ventajas de la configuración mecánica, y ofrece recomendaciones para establecer transiciones y configuraciones de acero en función de los niveles de tensión y las longitudes de los elementos.
La metodología implica definir estudios de casos, modelar estructuras híbridas transversales y longitudinalmente, formular un problema de optimización para explorar las configuraciones de TLH y establecer restricciones de diseño. El estudio utiliza técnicas de optimización para determinar el número y las posiciones óptimos de los puntos de transición a lo largo del elemento, así como las configuraciones de los materiales para los diferentes tramos de vigas TLH.
Las conclusiones más importantes de este trabajo son las siguientes:
El estudio muestra los beneficios económicos de las vigas de acero híbridas transversal-longitudinalmente (TLH) en comparación con los diseños homogéneos tradicionales y optimizados, y muestra una reducción de costos de fabricación de más del 50%.
Se ha descubierto que las configuraciones TLH son más eficaces para elementos de mayor envergadura, con recomendaciones específicas para los puntos de transición y las configuraciones de materiales en función de los niveles de tensión.
La metodología propuesta ofrece un enfoque de diseño sostenible al optimizar los elementos del TLH para mejorar los índices económicos y las consideraciones ambientales, lo que allana el camino para futuras investigaciones sobre el comportamiento estructural, el análisis conjunto y la implementación más amplia de criterios de sostenibilidad.
Abstract:
I-section girders with different types of steel in the flanges and web (fyf > fyw, respectively) are known as transverse hybrid girders. These have proven to be more economical than their homogeneous counterparts. However, the use of hybrid configurations in the longitudinal direction of the element has yet to be studied. This paper uses optimization techniques to explore the possibility of constructing transverse and longitudinally hybrid (TLH) steel girders. The optimization objective is to minimize the manufacturing cost, including seven activities besides the material cost. The geometrically double symmetric I-girder design subjected to a uniform transverse load is performed using Eurocode 3 specifications. Nine case studies are implemented, varying the element span (L) and the applied load. The results show that establishing various configurations along the length of the element is beneficial. The optimum number of transition points is six, meaning the girder will have four configurations, i.e., one central and three others symmetrically distributed toward each half of the element. The optimum position for the first transition would be at (L/2), the second at (L/2), and the third at (L/2). The optimum extreme configuration is usually homogeneous (fyf = fyw = 235 MPa). The others increase the steel quality in the plates, maintaining hybrid arrangements to reach the central one that usually remains with S700 steel for the flanges and S355 for the web. The study shows that TLH configurations are more effective for elements with larger spans. By applying the formulated design recommendations in a different case study, the manufacturing cost dropped by over 50% compared to the traditionally designed element and by more than 10% relative to the optimized element with a homogeneous configuration. The study’s limitations and encouraging results suggest future lines of research in this area.
Figura 1. Hormigón de limpieza. https://www.paviconj-es.es/noticias/hormigon-de-limpieza/
El hormigón de limpieza (HL) tiene como objetivo evitar la desecación del hormigón estructural durante su vertido, así como una posible contaminación del hormigón en las primeras horas de su hormigonado. El Anejo 10 del Código Estructural detalla el alcance, los materiales y las especificaciones de este tipo de hormigón. Para esta aplicación, se debe usar el hormigón HL-150/C/TM, es decir, tal y como se indica en su identificación, con una cantidad mínima de cemento de 150 kg por metro cúbico. Se sugiere que el tamaño máximo del árido sea inferior a 30 mm para mejorar la manejabilidad durante su aplicación. Estos hormigones tienen una baja proporción de cemento, por lo que se aconseja incorporar aditivos reductores de agua para minimizar la porosidad en su estado endurecido.
Lo habitual en obra es extender una capa de hormigón de regularización sobre la superficie del fondo de la excavación. Según el Código Estructural, los hormigones de nivelación o de limpieza de excavaciones no se consideran de naturaleza estructural y, por tanto, no están sujetos a los requisitos de resistencia mínima establecidos para otros tipos de hormigón, ya sea en masa, armado o pretensado. Sin embargo, cuando las piezas estructurales están en contacto directo con el terreno y no se ha aplicado una capa de limpieza, el recubrimiento mínimo requerido es de 70 mm, según lo establecido en el Artículo 44.2.1.1.
La finalidad de esta solera es proporcionar una base plana y horizontal para la zapata y, en suelos permeables, evitar que la lechada de hormigón estructural penetre en el terreno, dejando los áridos de la parte inferior sin recubrimiento, lo que daría lugar a un hormigón poroso que facilita la entrada de agua. Se recomienda un espesor mínimo de 10 cm para la solera de hormigón pobre, y que su superficie se nivele de modo que el canto del cimiento se ajuste adecuadamente en cada punto, con una discrepancia menor de 20 mm respecto al valor teórico indicado en los planos.
Figura 2. Hormigón de limpieza. https://www.lesterrassesresidencial.es/proceso/hormigon-de-limpieza/
Dado su espesor reducido y su función como hormigón de sacrificio, es necesario aplicar un proceso de curado para minimizar la desecación que pueda sufrir al entrar en contacto directo con el terreno. La altura máxima del hormigón de limpieza será la misma que la prevista en el proyecto para la base de las zapatas o de las vigas riostras.
En resumen, el hormigón de limpieza ofrece varias ventajas:
Previene que el hormigón estructural que se vierte posteriormente para el arriostrado entre en contacto con el suelo.
Aunque no tiene una función estructural en la obra, mejora la calidad y la durabilidad del hormigón.
Contribuye a conformar el volumen geométrico requerido para un propósito específico.
Se puede elaborar in situ, lo que elimina la necesidad de fabricarlo en planta.
Proporciona un nivelado excelente, lo que facilita las tareas posteriores de levantamiento de muros de carga u otros elementos de construcción.
Evita la contaminación de las armaduras y las protege.
Previene la deshidratación del hormigón estructural durante el vertido.
A continuación, les dejo el Anejo 10 del Código Estructural, en el que se definen el alcance y las especificaciones que deben cumplir los hormigones de limpieza.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Acaban de publicarnos un artículo en el Journal of Cleaner Production, revista indexada en el primer decil del JCR. El trabajo evalúa las alternativas de reacondicionamiento de columnas de hormigón armado en una región de alto riesgo sísmico, comparando, el recrecimiento de la sección de hormigón, el encamisado de acero y el refuerzo con fibra de carbono. El estudio destaca la importancia de tener en cuenta todas las etapas en la evaluación del ciclo de vida a la hora de rehabilitar edificios, incluidas las consideraciones de diseño, pruebas, construcción, uso y final de la vida útil. El trabajo se enmarca dentro del proyecto de investigación HYDELIFE que dirijo como investigador principal en la Universitat Politècnica de València.
Las contribuciones de este trabajo de investigación son las siguientes:
Evalúa las alternativas de reacondicionamiento de columnas de hormigón armado en una región de alto riesgo sísmico, comparando el recrecido de hormigón, el encamisado de acero y el refuerzo con fibra de carbono.
Realiza un análisis exhaustivo para evaluar los impactos económicos y ambientales mediante evaluaciones del ciclo de vida.
Presenta una jerarquía estructurada de criterios e indicadores para la evaluación de las opciones de modernización, lo que ayuda a los técnicos y a los responsables de la toma de decisiones.
El encamisado de acero se consideran la mejor opción debido a su rendimiento equilibrado en todos los criterios, mientras que los recrecidos de hormigón se consideran menos favorables debido a su elevado impacto ambiental y funcional. La rehabilitación con fibra de carbono es una alternativa viable con un menor impacto medioambiental y una mayor funcionalidad, a pesar de los importantes costes de las materias primas.
Abstract
The critical earthquakes of the last few years highlight the urgent seismic retrofitting of existing buildings due to their aging or inadequate design. This paper aims to evaluate reinforced concrete column retrofit alternatives in a region of high seismic risk. When deciding between various building retrofit options, significant economic, environmental, and functional factors must be considered. The study uses a cradle-to-grave analysis to examine the economic and environmental impacts through life cycle assessments. Specifically, the life-cycle performance of three classic alternatives for rehabilitating columns lacking adequate confinement is compared: concrete jacketing, steel jacketing, and carbon fiber incorporation. The research adopts a holistic approach using multi-criteria decision-making methods, integrating economic, environmental, and functional criteria. A set of criteria and indicators is presented in a structured hierarchy that facilitates the orderly evaluation of alternatives. The results suggest that steel jacketing is preferred, as it presents a balanced performance in most criteria. The incorporation of carbon fiber is viable due to its low environmental and functional impact, although the high production costs of the raw materials limit it. In contrast, concrete jacketing has the highest environmental and functional impacts, making it the least favorable option. The results of this study will provide relevant information for engineers and decision-makers to select the most suitable options for building retrofit when considering several simultaneous perspectives.
VILLALBA, P.; SÁNCHEZ-GARRIDO, A.; YEPES, V. (2024). Life cycle evaluation of seismic retrofit alternatives for reinforced concrete columns.Journal of Cleaner Production, 455:142290. DOI:10.1016/j.jclepro.2024.142290
Os podéis descargar gratuitamente el artículo, pues está publicado en acceso abierto.
Figura 1. Ataque por sulfatos del hormigón. https://anfapa.com/articulos-tecnicos-morteros-de-reparacion-de-hormigon/1164/causas-quimicas-del-deterioro-del-hormigon
Los sulfatos son compuestos químicos que se encuentran en una amplia variedad de concentraciones en el suelo, las aguas subterráneas, las aguas superficiales y las aguas marinas. Entre los sulfatos de origen natural se encuentran los suelos orgánicos, los suelos con turbas y los suelos arcillosos. Otra fuente natural de sulfatos son los sulfatos de origen biológico, industrial o minero presentes en el agua de mar.
La mayoría de los suelos contienen sulfatos, que pueden presentarse en formas como calcio, magnesio, sodio, amonio y potasio, ya sea en el suelo mismo o en las aguas subterráneas. Es habitual que las cimentaciones de las estructuras se sitúen en este tipo de suelos, por lo que existe la posibilidad de que los sulfatos presentes ataquen el hormigón. El deterioro del hormigón debido al ataque de sulfatos se distingue por una reacción química en la que el ión sulfato, actuando como agente corrosivo, interactúa con componentes como aluminato, iones de sulfato, calcio y grupos oxhidrilo del cemento Portland endurecido, así como de otros cementos que contienen clínker de Portland, generando principalmente etringita y, en menor medida, yeso, así como una descalcificación. Este fenómeno se denomina «formación diferida de etringita» o «etrignita secundaria». Estas reacciones expansivas también pueden ocasionar fisuras, desprendimientos y pérdida de resistencia en el hormigón, dado que ocurren después de que el hormigón ha alcanzado su estado endurecido y se ha vuelto un cuerpo rígido.
El ataque de los sulfatos derivados de las sales es un fenómeno reconocido desde hace décadas. Ya en 1887, Candlot observó cómo los morteros empleados en la construcción de las fortificaciones de París se deterioraban, particularmente en las zonas en las que estuvieron en contacto con agua que contenía sulfatos (selenitosos). Esta reacción química provoca expansión en la pasta y genera una presión capaz de romperla y, finalmente, desintegrar el hormigón. Es sabido que el sulfato cálcico se combina con la alúmina del cemento para formar la sal de Candlot (etringita), un sulfo-aluminato cálcico que provoca un notable aumento de volumen.
La naturaleza y el alcance de los daños en el hormigón variarán en función de la concentración de sulfatos, del tipo de cationes presentes en la solución de sulfato (ya sea sodio o magnesio), del pH de la solución y, por supuesto, de la microestructura de la pasta de cemento endurecida. Algunos tipos de cemento son más susceptibles al sulfato de magnesio que al sulfato de sodio. El mecanismo principal consiste en la sustitución del calcio en el silicato de calcio hidratado, que forma parte de la matriz de cemento, lo que provoca la pérdida de las propiedades de unión de la matriz.
Por lo general, los sulfatos en estado sólido no causan un daño significativo al hormigón; sin embargo, cuando se encuentran en estado líquido, pueden penetrar en los vacíos de la estructura y reaccionar con los productos del cemento hidratado. Entre los sulfatos, el de calcio tiende a causar menos daños debido a su baja solubilidad, mientras que el sulfato de magnesio representa un riesgo mayor.
La mayoría de estos sulfatos interactúan con el hidróxido de calcio y los aluminatos de calcio hidratados presentes en el hormigón, lo que provoca cambios en el volumen de la pasta de cemento y, en consecuencia, el deterioro de la estructura de hormigón. Además, el sulfato de magnesio, junto con el hidróxido de calcio, puede reaccionar con el silicato de calcio hidratado, lo que provoca la pulverización del hormigón en masa. En un hormigón poroso, estos ataques encuentran una vía fácil para ejercer su acción destructora.
Figura 2. Corrosión en ambiente marino. https://e-struc.com/2017/05/09/patologias-asociadas-la-prescripcion-del-hormigon/
Por otra parte, el hormigón también se ve afectado por los cloruros, que provocan principalmente la corrosión de las armaduras. Los iones cloruro, ya procedan del agua marina o de las sales utilizadas en el deshielo, tienen la capacidad de penetrar a través de los poros del hormigón, tanto cuando estos están completamente saturados como cuando están parcialmente saturados. Esta penetración puede desencadenar diversos fenómenos. En la superficie del hormigón, los efectos del ataque por cloruros se manifiestan mediante una fisuración irregular, debida a la exposición de las armaduras y a su consiguiente corrosión generalizada. Esto conduce a la desintegración gradual del hormigón. Es muy importante recordar que el ambiente marino se considera agresivo hasta una distancia de 5 km de la costa.
Los cementos resistentes a los sulfatos (SR) o al agua de mar (MR) son muy útiles para obras en contacto con terrenos yesíferos o con aguas selenitosas y deben tener un bajo contenido de aluminatos. Este tipo de cementos tiene limitado en su composición un contenido de aluminato tricálcico y de alumino-ferrito tetracálcico, según la norma UNE-EN 197-1. Esta limitación del aluminato tricálcico implica un menor calor de hidratación, una menor retracción y un desarrollo más lento de las resistencias. A cambio, disminuye la trabajabilidad de las mezclas.
Según la vigente Instrucción de Recepción de Cementos (a fecha de hoy, la RC-16), se consideran cementos resistentes a los sulfatos, además de los definidos en el Anejo I relativo a la norma UNE-EN 197-1 (SR), aquellos que presentan la característica adicional de resistencia a los sulfatos definida en la norma UNE 80303-1 (SRC). Asimismo, se consideran cementos resistentes al agua de mar aquellos que presentan la característica adicional de resistencia al agua de mar, según la norma UNE 80303-2.
Se usarán cementos resistentes a los sulfatos en obras de hormigón en masa o armado, siempre que su contenido, expresado en iones sulfato, cuyos contenidos sean igual o mayor que 600 mg/l en el caso de aguas, o 3.000 mg/kg en el caso de suelos. Según el Capítulo 7 del Código Estructural, estos límites se superan en las clases de exposición XA2 y XA3, correspondientes al ataque medio y fuerte en un medio agresivo (por tanto, no sería necesario un cemento sulforresistente en la clase XA1). En el caso de que un elemento estructural de hormigón en masa, armado o pretensado se encuentre sometido al ataque de agua de mar, el cemento a emplear deberá tener la característica adicional de resistencia al agua de mar o, en su defecto, la característica adicional de resistencia a los sulfatos. Lo anterior no será aplicable si se trata de agua de mar o si el contenido de cloruros supera los 5000 mg/l (art. 43.3.4.1 del Código Estructural).
En el caso de elementos de hormigón en masa en contacto con agua de mar y, por tanto, sometidos a una clase de exposición XA2, y en el caso de elementos de hormigón armado o pretensado que vayan a estar sometidos a una clase de exposición XS2 o XS3, se utilizará un cemento con la característica adicional MR, SR o SRC, según la Instrucción para la recepción de cementos vigente (Art. 43.3.4.2 del Código Estructural).
El Código Estructural recoge en su Anejo 6 las recomendaciones para la selección del tipo de cemento a emplear en hormigones estructurales. Este anexo no hace más que aconsejar, de manera general, las condiciones que debe cumplir el cemento para su empleo, según la instrucción vigente para la recepción de cementos. Además, el tipo de cemento deberá elegirse considerando la aplicación del hormigón, las circunstancias del hormigonado y las condiciones de agresividad ambiental a las que el hormigón estará sometido.
La aplicación estructural, en el caso de las cimentaciones, distingue entre las ejecutadas con hormigón en masa y las realizadas con hormigón armado. En ambos casos, es necesario cumplir las prescripciones de la vigente Instrucción de Recepción de Cementos relativas al empleo de la característica adicional de resistencia a los sulfatos (SR o SRC) o al agua de mar (MR), cuando corresponda.
En el caso de cimentaciones de hormigón en masa, son muy adecuados los cementos comunes tipo CEM IV/B, siendo adecuados el resto de cementos comunes, excepto los CEM II/A-Q, CEM II/B-Q, CEM II/A-W, CEM II/B-W, CEM II/A-T, CEM II/B-T y CEM III/C. En todos los casos, se recomienda la característica adicional de bajo calor de hidratación (LH).
Si se trata de cimentaciones de hormigón armado, son muy adecuados los cementos comunes tipo CEM I y CEM II/A, y el resto de cementos comunes, a excepción de los CEM III/B, CEM III/C, CEM IV/B, CEM II/A-Q, CEM II/B-Q, CEM II/A-W, CEM II/B-W, CEM II/A-T y CEM II/B-T.
Figura 3. Cemento sulforresistente CEM I 42,5 R-SR5
En atención a la clase de exposición, los tipos de cemento recomendados para la clase XA (ataque químico del hormigón por sulfatos) son los mismos que para la clase XS (corrosión de las armaduras por cloruros de origen marino). En ambos casos, son muy adecuados los cementos CEM II/S, CEM II/V (preferentemente los CEM II/B-V), CEM II/P (preferentemente los CEM II/B-P), CEM II/A-D, CEM III, CEM IV (preferentemente los CEM IV/A) y CEM V/A. Se recuerda que en la clase de exposición XS, es necesario emplear cementos que cumplan las prescripciones relativas a la característica adicional de resistencia al agua de mar (MR).
En el caso de las clases XA2 o XA3 (agresividad química moderada o alta), es necesario emplear cementos que cumplan las prescripciones relativas a la característica adicional de resistencia a los sulfatos (SR o SRC), tal como establece el articulado del Código. En los casos en que el elemento esté en contacto con agua de mar, bastará con que cumpla las prescripciones relativas a la característica adicional de resistencia al agua de mar (MR).
Una relación agua/cemento baja en la dosificación de un hormigón se ve menos afectada por los sulfatos que una alta, pues el hormigón es menos permeable. Además, un contenido de cemento elevado garantiza una mayor durabilidad del hormigón. Es por ello que la Tabla 43.2.1.a del Código indica una relación agua/cemento máxima de 0,50 para las clases XS1 (expuesta a aerosoles marinos, pero no en contacto con el agua del mar) y XS2 (permanentemente sumergida en agua de mar), que se reduce a 0,45 en XS3 (zonas de carrera de mareas o sapicaduras). El contenido mínimo de cemento (kg/m³) será de 300, 325 y 350 para XS1, XS2 y XS3, respectivamente. En los ambientes XA1 (débil agresividad química) y XA2 (moderada agresividad química), la máxima relación agua/cemento es de 0,50, mientras que en XA3 (alta agresividad química) es de 0,45. El contenido mínimo de cemento (kg/m³) será de 325, 350 y 350 para XA1, XA2 y XA3, respectivamente.
La Tabla 43.2.1.b del Código indica la resistencia característica mínima alcanzable para un hormigón fabricado con un cemento de categoría resistente 32,5 R con los contenidos mínimos de cemento y la máxima relación agua/cemento indicados en la Tabla 43.2.1.a del Código. Para hormigón en masa, la exposición XS no tiene mínimos, mientras que, para hormigón armado, es de 30 N/mm² para XS1 y XS2, y de 35 N/mm² para XS3. En las exposiciones XA1 y XA2, la resistencia mínima es de 30 N/mm² tanto en hormigón armado como en hormigón en masa, mientras que para XA3 es de 35 N/mm², en cualquier caso.
Además, una adecuada colocación del hormigón, con control del vibrado y del curado, puede mejorar su resistencia a los sulfatos, siempre que se cumplan las condiciones mencionadas anteriormente. Tampoco debe olvidarse que, en el caso del hormigón armado, deben guardarse recubrimientos mínimos que dependerán del tipo de cemento utilizado, de la vida útil del proyecto y de la clase de exposición, según se desprende del Capítulo 9 del Código Estructural, relativo a la durabilidad de las estructuras de hormigón.
Tabla. Requisitos de dosificación y de resistencia mínima esperada del hormigón para las clases de exposición XS y XA, según el Código Estructural.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Vertido y vibración del hormigón. https://www.paviconj-es.es/hormigon-precios/hormigon-compactado/
Después de la mezcla, el transporte y el vertido del hormigón, este suele contener aire atrapado en forma de espacios vacíos. Cuando el hormigón no se compacta adecuadamente, pueden surgir coqueras y una macroporosidad elevada (tamaños superiores a 50 nm), que pueden representar entre el 5 y el 20 % de su volumen total. Al compactar el hormigón, se busca mejorar sus propiedades mediante la modificación de su estructura y la reducción de su porosidad a menos del 1 %. El objetivo es comunicar al hormigón, mediante su compactación, la energía necesaria para facilitar el desplazamiento de las burbujas o huecos hacia su superficie. Al mismo tiempo, se busca bloquear, en la medida de lo posible, la interconexión entre los poros. De esta forma, se eliminan la macroestructura porosa y las coqueras, se aumenta la densidad y, al mejorar la resistencia y la impermeabilidad, se corrigen las irregularidades en la distribución del hormigón. La excepción es la inclusión deliberada de aire en el hormigón, en la que el aire se estabiliza y se distribuye de forma uniforme.
La cantidad de aire atrapado guarda una estrecha relación con la trabajabilidad del hormigón, que se define como la propiedad que determina la facilidad y uniformidad con las que puede fabricarse y colocarse en la obra. Por ejemplo, el hormigón con una consistencia en cono de Abrams de 75 mm contiene aproximadamente un 5 % de aire, mientras que aquel con un asentamiento de 25 mm puede contener alrededor del 20 %. En consecuencia, el hormigón de baja consistencia requiere un mayor esfuerzo de compactación, ya sea prolongando el tiempo de compactación o utilizando más vibradores, en comparación con el hormigón de mayor asentamiento.
Es importante eliminar el aire atrapado, entre otras, por las siguientes razones:
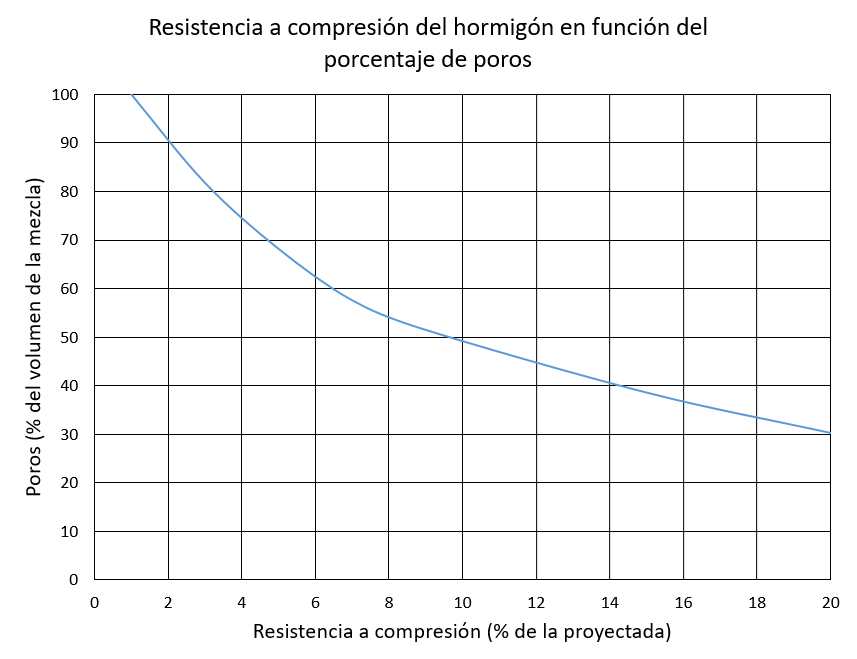
El aire ocluido reduce la resistencia del hormigón (Figura 2). Por cada 1% de aire retenido, la resistencia disminuye entre 4% y 7%. Como resultado, un hormigón con, por ejemplo, un 3% de vacíos será entre un 15% y un 20% menos resistente de lo esperado.
El aire atrapado aumenta la permeabilidad, lo que a su vez afecta a la durabilidad del hormigón. Si el hormigón no es compacto ni impermeable, no resistirá la penetración del agua ni de otros líquidos menos agresivos. Además, cualquier superficie expuesta será más susceptible a los efectos de la intemperie, lo que aumenta el riesgo de que la humedad y el aire alcancen las armaduras y las corroan.
El aire ocluido reduce el contacto entre el hormigón y las armaduras, lo que afecta la adherencia necesaria y, por ende, la resistencia del elemento estructural.
El aire ocluido produce defectos visibles, como coqueras y alveolado, en las superficies expuestas del hormigón.
Figura 2. Resistencia a la compresión del hormigón en función del porcentaje de poros.
El hormigón compactado adecuadamente se caracterizará por su densidad, resistencia, durabilidad e impermeabilidad. Por el contrario, un hormigón mal compactado presentará debilidad, escasa durabilidad, textura alveolar y porosidad; en resumen, será un producto de calidad inferior.
La compactación del hormigón puede realizarse mediante diversos métodos. Inicialmente, en los albores del siglo XX, se empleaban el picado y el apisonado como los primeros sistemas. Sin embargo, hacia la década de 1920, gracias a la investigación sobre la relación entre la resistencia del hormigón y la proporción de agua y cemento, surgieron métodos alternativos, entre los que se incluyó el uso de aire comprimido.
Más tarde, en 1927, el ingeniero francés Charles Rabut descubrió los beneficios de la vibración en el hormigón. Desde entonces, tras la aparición de la primera patente de este sistema, se ha producido una mejora continua de su tecnología hasta convertirlo en el método de compactación más utilizado y eficaz.
Además de estos métodos principales, existen otras técnicas de compactación empleadas en campos más específicos. Por ejemplo, la compactación por vacío y la centrifugación son procesos prácticos que se emplean con frecuencia en elementos de forma cilíndrica. Por otro lado, la compactación por percusión, como la mesa de sacudidas, se utiliza en algunas industrias y laboratorios, aunque su aplicación es más limitada.
El método de compactación a emplear dependerá de la consistencia del hormigón y, en la medida de lo posible, se adaptará a las condiciones particulares de cada caso, teniendo en cuenta factores como el tipo de elemento estructural.
Tal y como indica el artículo 52.2 del Código Estructural, la compactación del hormigón en obra se llevará a cabo mediante métodos apropiados según la consistencia de las mezclas, con el objetivo de eliminar los huecos y lograr un cierre perfecto de la masa, evitando la segregación. Este proceso de compactación deberá continuar hasta que la pasta fluya hacia la superficie y ya no se libere aire. En la Tabla 1 se recomienda el tipo de compactación adecuado para cada consistencia del hormigón.
Tabla 1. Tipo de compactación según la consistencia del hormigón.
Consistencia
Tipo de compactación
Seca
Vibrado energético
Plástica
Vibrado normal
Blanda
Vibrado normal o picado con barra
Fluida
Picado con barra o vibrado ligero
Os dejo algunos vídeos sobre los métodos de compactación del hormigón.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MONTERO, E. (2006). Puesta en obra del hormigón. Exigencias básicas. Consejo General de la Arquitectura Técnica de España, Madrid, 750 pp.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Puente de A Illa de Arousa. Imagen: V. Yepes (2023).
Acaban de publicar un artículo en el International Journal of Computational Methods and Experimental Measurements. El estudio evalúa diferentes alternativas de diseño para un puente de hormigón situado cerca de la costa utilizando técnicas de toma de decisiones como TOPSIS, COPRAS y VIKOR, con un enfoque en la sostenibilidad y la evaluación del ciclo de vida. La investigación destaca que el hormigón con humo de sílice funciona mejor a lo largo de su ciclo de vida en comparación con otras soluciones que mejoran la durabilidad, como la modificación de la relación agua/cemento o el aumento del recubrimiento del hormigón. Esta adición puede mejorar significativamente la sostenibilidad al aumentar la durabilidad frente a los cloruros y reducir los requisitos de mantenimiento. El estudio destaca que las decisiones de diseño de infraestructuras deben tener en cuenta los impactos sociales junto con los factores económicos y ambientales, y que las diferentes alternativas de diseño muestran diferentes impactos sociales. El trabajo se enmarca dentro del proyecto de investigación HYDELIFE que dirijo como investigador principal en la Universitat Politècnica de València.
La industria de la construcción es un sector crítico para alcanzar los Objetivos de Desarrollo Sostenible. Sin embargo, las actividades de construcción y las propias infraestructuras producen impactos positivos y negativos. Ello provoca que el diseño de infraestructuras sea el centro de la investigación actual para encontrar la mejor manera de satisfacer las demandas de sostenibilidad de la sociedad. Aunque los métodos para evaluar el ciclo de vida económico, medioambiental y social de las infraestructuras son bien conocidos, el reto reside en combinar estas dimensiones en un indicador global que ayude a la toma de decisiones. Este estudio utiliza tres técnicas de toma de decisiones, a saber, TOPSIS, COPRAS y VIKOR, para evaluar cinco alternativas de diseño diferentes para un puente de hormigón expuesto a un entorno costero. Para mejorar la coherencia del proceso de toma de decisiones multicriterio, se aplica un enfoque basado en DEMATEL. Los resultados del estudio demuestran que el hormigón que contiene incluso pequeñas cantidades de humo de sílice se comporta mejor a lo largo de su ciclo de vida que otras soluciones habitualmente consideradas para aumentar la durabilidad, como la reducción de la relación agua/cemento o el aumento del recubrimiento de hormigón.
ABSTRACT:
The construction industry has recently been recognized as a critical sector in achieving the Sustainable Development Goals. However, construction activities and infrastructure have both beneficial and non-beneficial impacts, making infrastructure design the focus of current research in finding the best way to meet society’s demands for sustainability. Although methods for economic, environmental, and social life cycle assessments of infrastructures are well-known, the challenge lies in combining these dimensions into a comprehensive indicator that aids decision-making. This study uses three decision-making techniques, namely TOPSIS, COPRAS, and VIKOR, to evaluate five different design alternatives for a concrete bridge exposed to a coastal environment. To enhance the consistency of the multi-criteria decision-making process, a DEMATEL-based approach is applied. The study’s results demonstrate unanimously that concrete containing even small amounts of silica fume performs better over its life cycle than other solutions typically considered to increase durability, such as reducing the water/cement ratio or increasing concrete cover.
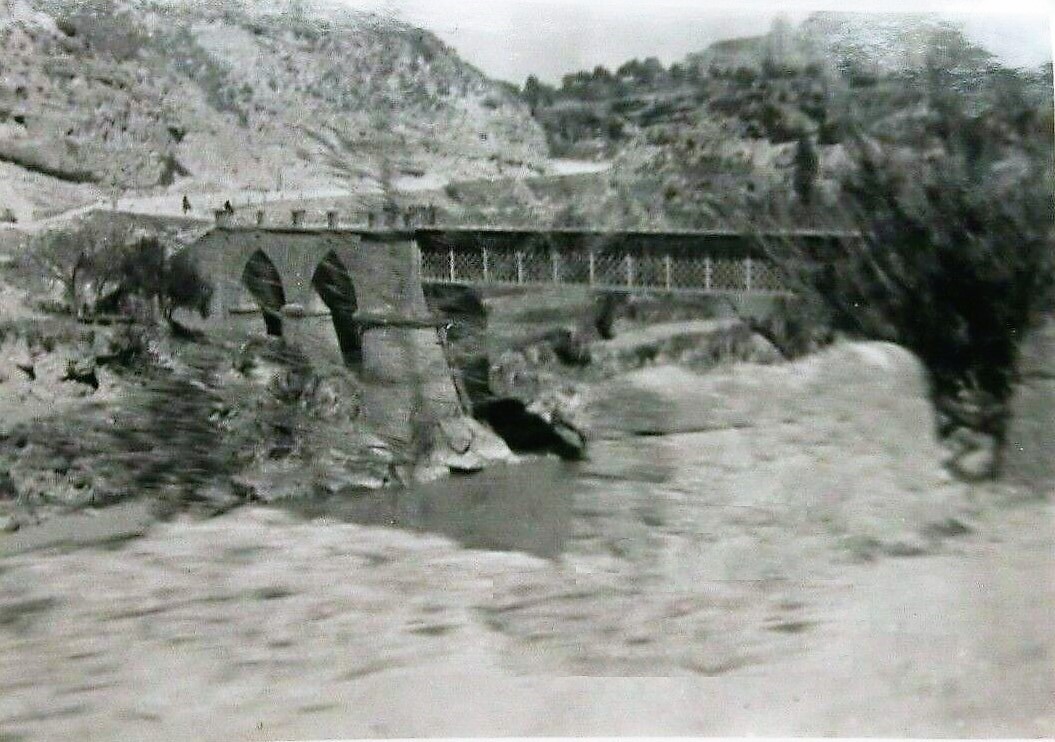
Figura 1. Antiguo puente de Murillo de Gállego. Imagen: V. Yepes (2024)
Los dos puentes, en la comarca de La Hoya de Huesca, suponen el retrato de cómo un río es capaz de arruinar un puente. Ambas estructuras están ubicadas en las proximidades del pueblo de Murillo de Gállego, en la comarca de La Hoya de Huesca, aunque geográficamente pertenecen a la provincia de Zaragoza. Se accede a ellos a través de la carretera autonómica A-132, que conecta Huesca con Puente la Reina de Jaca. Estas estructuras se sitúan a pocos metros antes de llegar al punto kilométrico 36 en dirección ascendente.
El puente actual, de principios de la década de los años 40 del siglo XX, se alza a pocos metros del antiguo (Figura 2), que debió de inaugurarse sobre el año 1898. Aunque parcialmente intacto, este último aún se erige en algunos tramos, evocando la grandeza y la belleza que alguna vez poseyó. Se construyó en hormigón en masa revestido por una excelente cantería, de talla muy regular. Destacan sus cuatro arcos apuntados u ojivales, que aún se mantienen en pie en su mayoría, con la excepción de un tramo de estructura metálica y plano que conectaba ambas orillas. Fue víctima de una crecida en agosto de 1942, cuando las aguas alcanzaron una altura superior a los 7,5 metros, tres más que la mayor riada registrada en 1900. Se trataba de una estructura mixta. En efecto, en la Figura 2 se puede ver que el vano central del puente se salvaba con una viga metálica en celosía inferior compuesta por barras diagonales entrecruzadas que trazaban una retícula reforzada a su vez por barras verticales, según el sistema Howe, muy aplicado a finales del XIX y principios del XX.
Figura 2. Puente viejo sobre 1940. https://loboquirce.blogspot.com/2016/06/puentes-de-murillo-de-gallego-huesca.html
En aquel entonces, se evaluó el emplazamiento más idóneo para la construcción del puente que lo reemplazaría, apenas a 150 metros río abajo. El puente actual, construido en hormigón y con tablero plano, tiene una longitud aproximada de 64 metros y una anchura de calzada, junto con los pretiles, de 9,60 metros. Está diseñado en una disposición diagonal con respecto al curso del río. Destaca por un gran arco central de tipo parabólico, cuyos tímpanos se aligeran con seis arquillos a cada lado. Además, presenta arcos de medio punto en los extremos (cuatro en el margen derecho y dos en el izquierdo), los cuales se elevan considerablemente sobre el cauce. En cada extremo, se encuentran estribos robustos revestidos de piedra caliza. El pretil, también construido en hormigón y contemporáneo al resto del puente, exhibe una serie continua de huecos cajeados en su frente.
Este nuevo puente, además de soportar un considerable tráfico vehicular, se utiliza para la práctica del puenting, una actividad que se suma al rafting, senderismo y ciclismo de montaña, ofreciendo a la región un paisaje de aventura y emociones. A 1,5 kilómetros del casco urbano de la localidad se encuentra el puente sobre el río Gállego en la carretera A-132, desde donde se realiza un salto de 25 metros de altura hasta casi rozar el agua.
Figura 3. Actual puente de Murillo de Gállego. Imagen: V. Yepes (2024)
Os dejo un vídeo sobre este emplazamiento y otro sobre la actividad de puenting.
Es un placer compartir la noticia de que uno de mis proyectos ha sido seleccionado para su inclusión en la sección TECNOLOGÍA de nuestro Anuario InfoRUVID 2023, donde se presentan algunas de las noticias de investigación más relevantes que tuvieron lugar durante el año 2023 y que ya fueron recogidas en alguna de las ediciones mensuales del boletín digital InfoRUVID.
Tanto el boletín como el anuario son editados por la Red de Universidades Valencianas para el fomento de la I+D+i (RUVID) para visibilizar y poner en valor el trabajo investigador que se desarrolla en las universidades y el CSIC de la Comunitat Valenciana y del cual nos sentimos muy orgullosos.
Accede a la versión web del Anuario InfoRUVID 2023 en https://bit.ly/AnuarioInfoRUVID2023, donde podrás consultarlo online o descargarlo en pdf, tanto la versión completa como cada una de sus secciones por separado.
Asimismo, te invitamos a que lo compartas con todas aquellas personas a las que consideres que les podría interesar. ¡Difundamos entre todos el talento de nuestras universidades!
Figura 1. Vibrador eléctrico externo. https://beka.cl/ar26-vibrador-externo-wacker-neuson
La compactación del hormigón mediante vibración externa se realiza mediante la transmisión de la vibración al hormigón a través del encofrado o molde que lo contiene. El objetivo es expulsar burbujas para lograr la mayor compacidad posible. Se puede adaptar al dispositivo vibratorio incorporado. El vibrador externo contribuye a compactar de manera uniforme toda la masa de hormigón, garantizando un proceso completo en lugar de centrarse únicamente en algunas áreas. Es especialmente eficaz en zonas de difícil acceso, como en zonas densamente armadas, ya que la vibración se transmite a través de todo el encofrado de hormigón y, en consecuencia, al hormigón fresco en su totalidad..
Los vibradores adosados al encofrado son menos eficaces que los vibradores internos, ya que una parte de la energía aplicada se absorbe por los moldes. Sin embargo, resultan muy útiles para la compactación en ciertos elementos estructurales, como muros poco inclinados y columnas muy reforzadas, donde resulta difícil o imposible utilizar vibradores de inmersión. En tales situaciones, se utilizan pequeñas unidades portátiles que se fijan de forma rígida al encofrado.
Su ámbito de aplicación más común es la prefabricación, donde generalmente se utilizan hormigones de resistencia seca. Ante la vibración del encofrado, que debe ser principalmente metálico, la masa de hormigón responde en función de su granulometría y de la cantidad de agua presente. El mortero permite pequeños movimientos de acomodo de los agregados gruesos, pero limita los desplazamientos excesivos. Si la viscosidad del mortero no es adecuada, existe el riesgo de segregación del agregado grueso. Al finalizar la acción del vibrado externo, se forma una capa brillante y húmeda sobre la superficie del hormigón.
Para llevar a cabo esta técnica de compactación, se emplean vibradores de encofrado que se fijan firmemente a soportes sólidos en el exterior del encofrado. Esto implica el uso de encofrados robustos, preferiblemente metálicos, y asegurados con abrazaderas o rigidizadores para evitar movimientos durante el proceso de vibración. En términos generales, una placa de acero con un espesor de 5 a 10 mm suele ser adecuada cuando se cuenta con una rigidización mediante nervios transversales. Estos vibradores se utilizan principalmente en prefabricados de gran tamaño con encofrados adecuadamente reforzados y, ocasionalmente, en obras in situ en áreas donde los vibradores de inmersión no son viables o cuando el hormigón está demasiado seco. Para encofrados verticales, es aconsejable utilizar apoyos de neopreno u otros elastómeros para evitar la transmisión de vibraciones a la base o al terreno. Esto ayuda a prevenir la formación de aberturas en las juntas que podrían ocasionar pérdidas de lechada.
Generalmente, se utilizan para secciones de hormigón con un espesor máximo de 30 cm. Cuando el espesor es mayor, se recomienda complementar la vibración en el encofrado con vibradores internos, a menos que se trate de elementos prefabricados, en los que a veces se han obtenido resultados satisfactorios para secciones de hasta 60 cm de espesor.
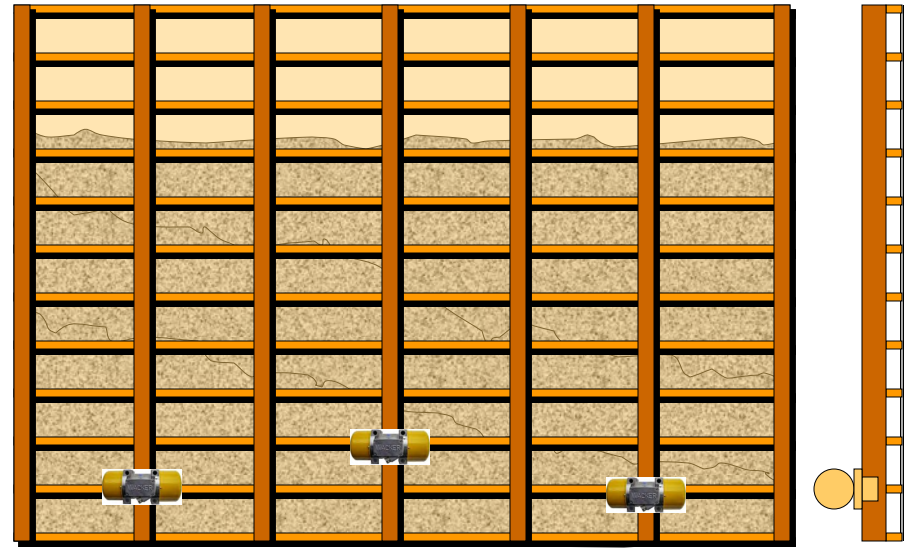
Figura 2. Disposición de vibradores externos de encofrado. https://web.icpa.org.ar/wp-content/uploads/2019/04/Compactacion-del-hormigon-jul2016.pdf
Tipos de vibradores externos de encofrado
Los vibradores externos de encofrado más comunes se clasifican en dos tipos principales: rotatorios y de reciprocidad.
Vibradores rotatorios: son equipos que generan principalmente un movimiento armónico simple con componentes tanto en el plano del encofrado como ortogonal al mismo. Normalmente, operan con frecuencias entre 6.000 y 12.000 r.p.m. Al igual que los vibradores internos, pueden ser neumáticos, hidráulicos o eléctricos. En los dos primeros, la fuerza centrífuga se logra mediante el giro de una masa excéntrica, mientras que en los eléctricos, las masas excéntricas están ubicadas en cada uno de los árboles del motor.
Vibradores de reciprocidad: son equipos que operan mediante un pistón que se acelera en una dirección hasta detenerse al impactar contra una placa de acero, para luego ser acelerado en la dirección opuesta. Por lo general, son de tipo neumático y su frecuencia oscila entre 1.000 y 5.000 r.p.m. Estos sistemas generan impulsos que actúan perpendicularmente al encofrado.
Los vibradores eléctricos externos ofrecen una alternativa fiable a los dispositivos de vibración neumática y abordan eficazmente dos desafíos principales en aplicaciones de encofrado de hormigón: el ruido y el consumo de energía.
Los vibradores neumáticos pueden generar un nivel de ruido considerable, alcanzando hasta 105 dB(A) incluso en vacío. Esto implica que los usuarios deben tomar precauciones cuando el nivel de ruido en el lugar de trabajo supera los 90 dB(A). Por el contrario, los vibradores eléctricos mantienen su nivel de ruido constantemente por debajo de los 80 dB(A), con lo que se elimina la necesidad de tomar medidas adicionales.
Es importante considerar que cuando no hay operarios presentes cerca de los vibradores, la presión sonora se reduce en 3 dB(A) al duplicar la distancia a la fuente. Por lo tanto, una medición estándar de presión acústica de 105 dB(A) tomada a una distancia de 1 m sigue siendo lo suficientemente alta como para superar los 90 dB(A) en un radio de acción de 32 m.
El uso del encofrado conlleva un notable aumento del nivel de ruido, especialmente al inicio del vertido del hormigón, donde se pueden alcanzar fácilmente 120 dB(A). Este efecto también se observa en los vibradores eléctricos, aunque la diferencia inicial mínima es de al menos 15 dB(A). Sin embargo, es esencial recordar que los estándares establecidos por el R.D. 286/2006, de 10 de marzo, sobre la protección de la salud y la seguridad de los trabajadores frente a los riesgos asociados a la exposición al ruido, se refiere al nivel diario equivalente. En consecuencia, es necesario evaluar el tiempo total de exposición del operario al ruido, y no solo los niveles instantáneos medidos, limitando dicha exposición a un máximo semanal. Por ejemplo, 15 minutos diarios a un nivel de 120 dB(A) equivalen a un nivel de presión sonora equivalente a 105 dB(A). Esto implica que el nivel de 90 dB(A) se superaría a una distancia de 32 m.
En cuanto al consumo de energía de los equipos, aunque cada situación requiere un análisis individualizado, la realidad es que la relación entre la solución eléctrica y la neumática es de 1 a 20. Por lo tanto, el diferencial de costos entre ambas soluciones se amortiza en menos de un año en condiciones normales de trabajo. De hecho, el uso de un sistema de vibradores eléctricos es rentable en un plazo máximo de 5 años, gracias al ahorro de energía que supone pasar de la solución neumática a la eléctrica. Los defensores de los vibradores neumáticos han argumentado a su favor que estos pueden permanecer instalados en los moldes durante el curado con vapor, mientras que los eléctricos no. No obstante, los vibradores eléctricos actuales se diseñan para operar en atmósferas de vapor, lo que elimina la necesidad de desmontarlos durante el proceso de curado.
Consideraciones sobre los moldes
El diseño del molde no solo influye en la carga dinámica soportada por la acción de los vibradores, sino que también afecta a su durabilidad y eficiencia. Desde el punto de vista de la resistencia de los moldes, es crucial evitar que la frecuencia de excitación de los vibradores coincida con la frecuencia propia del molde, lo que ayuda a minimizar la carga dinámica inducida por la vibración en la estructura metálica.
La relación entre la frecuencia de los vibradores y la frecuencia propia del molde determina la amplificación dinámica experimentada por la estructura. La frecuencia de funcionamiento debe superar la frecuencia propia del molde, con una relación que exceda 3 para alcanzar factores de amplificación inferiores a 0,125. El límite inferior de esta frecuencia propia está determinado por la resistencia del molde.
Ubicación de los vibradores
Es esencial considerar que los puntos de anclaje de los vibradores en la estructura del molde deben coincidir con los rigidizadores o con dispositivos especiales, evitando situarlos sobre la chapa del molde. De lo contrario, las tensiones localizadas que puedan generarse cerca del vibrador podrían provocar el colapso del encofrado. Por lo tanto, la disposición de los vibradores está determinada principalmente por la ubicación y la distribución de los rigidizadores. Los vibradores se instalan con su eje perpendicular al eje de mayor inercia de los refuerzos del molde. En encofrados verticales, la distancia entre vibradores debe estar comprendida entre 1,5 y 2,5 m. Además, al emplear vibradores eléctricos en encofrados de membrana, es importante tomar las precauciones necesarias para prevenir el sobrecalentamiento y el riesgo de incendio.
Selección de los vibradores
A la hora de elegir un vibrador, se deben tener en cuenta varios parámetros:
Amplitud: Influye en la compactación y no debe ser inferior a 0,04 mm.
Aceleración: La compactación efectiva del hormigón se produce en un rango de 0,5 a 3 g; niveles superiores no mejoran el proceso. Está relacionada con la fuerza centrífuga generada por el vibrador.
Frecuencia: El alcance de la vibración es proporcional a la frecuencia.
En teoría, estos tres parámetros deberían combinarse para obtener una amplitud alta, una fuerza centrífuga elevada y una frecuencia entre 6000 y 9000 r. p. m. Sin embargo, en la práctica, es necesario encontrar un compromiso. Por ejemplo, dado que la amplitud es inversamente proporcional a la frecuencia, no conviene seleccionar vibradores con una frecuencia excesivamente alta, pues ello limitaría la amplitud.
Para abordar esta dificultad, existen equipos con doble frecuencia. Este vibrador de masa móvil se conecta mediante un variador de velocidad electrónico, lo que permite alcanzar una frecuencia de 3000 r/min. p. m. y, por tanto, una amplitud elevada que facilita el llenado de los moldes y su rápida compactación. Al activar el vibrador en sentido opuesto, el variador ajusta la frecuencia a 6000 r. p. m., reduciendo así la amplitud. Este proceso de «revibrado» permite redistribuir los áridos más finos en el hormigón y mejorar la calidad superficial del producto final.
En el caso de vibradores externos para encofrados verticales con hormigón de consistencia seca, se prefiere una frecuencia inferior a 6000 r. p. m., una amplitud mayor de 0,13 mm y una aceleración transmitida a los encofrados verticales de 1 a 2 g. En el caso de consistencia plástica, la frecuencia será mayor a 6000 rpm, la amplitud menor a 0,13 mm y la aceleración de 3 a 5 g.
Consideraciones en el uso de vibradores externos de encofrado
Se destacan los siguientes puntos:
Se debe verificar que todas las juntas, tanto dentro como entre los tableros, estén bien ajustadas y selladas. Al moverse menos que cuando se utilizan atizadores, existe el riesgo de que la lechada se filtre por las aberturas más pequeñas.
Es importante asegurarse de que los vibradores estén firmemente sujetos o atornillados a los soportes y de supervisarlos constantemente durante su uso. De lo contrario, las vibraciones no se transmitirán por completo al encofrado y al hormigón.
El hormigón deberá verterse en pequeñas cantidades dentro de las secciones para lograr capas uniformes de aproximadamente 150 mm de espesor. Esto ayuda a evitar la incorporación de aire a medida que aumenta la carga.
Todos los accesorios deben estar bajo observación constante, preferiblemente atornillados en lugar de clavados, especialmente las tuercas de los pernos, que pueden aflojarse fácilmente debido a la vibración intensa. También se debe monitorear cualquier pérdida de lechada de hormigón y sellar las fugas siempre que sea posible.
Cuando sea posible, los 600 mm superiores del hormigón en un muro o una columna se compactarán con un atizador; si esto no es factible, se compactarán manualmente o mediante paleo hacia abajo sobre la cara del encofrado. Los vibradores externos pueden crear espacios entre el encofrado y el hormigón, que no se cierran gracias al peso de las capas superiores de hormigón en las capas inferiores, por lo que pueden permanecer abiertos en la última capa y deformar la superficie.
A continuación, os dejo un artículo sobre la prevención de daños causados por el uso de vibradores externos en piezas prefabricadas.
Tradicionalmente, se ha considerado el curado un proceso que tiene lugar después de colocar el hormigón y de haberlo acabado. Sin embargo, es esencial comprender que el curado debe iniciarse en el momento en que la superficie del hormigón empieza a secarse. Esto sucede cuando el agua de exudación se evapora más rápido de lo que puede ascender a la superficie. Estas condiciones pueden presentarse incluso antes de completar el acabado del hormigón, lo que permite distinguir diversas fases del proceso de curado. La norma ACI 308 R señala que, debido a las distintas etapas que atraviesa el hormigón desde su elaboración hasta que la estructura adquiere las propiedades de diseño, es necesario distinguir tres fases de curado a lo largo del tiempo: curado inicial, curado intermedio y curado final.
Curado inicial
El curado inicial abarca el periodo desde la colocación hasta el acabado del hormigón y busca evitar la pérdida de humedad en la superficie. Si el acabado se realiza justo después de que desaparezca el agua de exudación, no es necesario aplicar medidas de curado iniciales. Sin embargo, suele ser imprescindible cuando el secado de la superficie comienza antes del fraguado, o incluso antes de que se complete el acabado. Hay que considerar que la velocidad de evaporación del agua es máxima justo antes del fraguado del cemento, pues posteriormente el agua se desplaza por difusión en el interior del hormigón, un proceso muy lento. Por lo tanto, resulta de suma importancia evitar el secado en las primeras horas posteriores a la colocación del hormigón.
El curado inicial previene la fisuración debida a la retracción plástica en hormigones con muy poca exudación o que no exuden. Un ejemplo son los hormigones que contienen cementos finos u otros materiales cementantes finos, como el humo de sílice, las cenizas volantes o la escoria. También se incluyen en esta categoría los hormigones con una baja relación agua-cemento, con alto contenido de aire o con aditivos reductores de agua. Además, se recomienda su aplicación en ambientes con alta evaporación de la superficie del hormigón, como en condiciones de calor intenso.
Se pueden emplear diversos métodos que no dañen ni deformen la superficie del hormigón fresco, como la nebulización, el uso de reductores de evaporación o la modificación del entorno mediante sombras, barreras de viento o cerramientos. En caso de que el proceso de acabado involucre varias operaciones que se extiendan en el tiempo, es fundamental mantener las medidas de curado iniciales o volver a aplicarlas hasta que el acabado esté completo.
El curado inicial debe realizarse justo después de que desaparezca el brillo del agua de exudación, lo cual puede ocurrir tras el nivelado y, en algunos casos, incluso antes del alisado. Es importante eliminar el exceso de agua procedente del rociado de neblina o de los reductores de evaporación, o bien permitir que se evapore antes de finalizar el acabado de la superficie.
Curado intermedio
El curado intermedio es necesario cuando la superficie del hormigón se ha acabado antes de que se complete el fraguado. Esto puede ocurrir cuando se alcanza rápidamente la textura superficial, cuando hay retraso en el fraguado o en ambos casos.
Si se ha realizado un curado inicial, el curado intermedio puede mantener la nebulización continua o aplicar retardadores de evaporación. En caso contrario, los métodos empleados no deben dañar la superficie del hormigón, ya que aún no ha alcanzado su fraguado final y no es capaz de resistir el daño mecánico. Por lo tanto, el agua debe aplicarse con suavidad.
Después de la última pasada de acabado, se pueden aplicar compuestos de curado mediante aspersores. Estos compuestos tienen la ventaja de poder aplicarse antes de que el hormigón haya completado su fraguado y, a menudo, se aceptan como método final de curado. Si, justo después del acabado, se cubre la superficie del hormigón con arpillera, por ejemplo, para reducir su resistencia a las sales fundentes; esto puede afectar a su calidad. Por ello, es preferible cubrir suavemente la superficie con láminas de plástico tras el acabado y reemplazarlas por arpillera una vez que el hormigón haya alcanzado su fraguado final.
Curado final
El curado final comprende los procedimientos aplicados después del acabado y una vez que el hormigón ha fraguado y ha comenzado a desarrollar resistencia. Es crucial no demorar las medidas de curado una vez completado el acabado, ya que puede ocasionar una pérdida significativa de agua por evaporación, especialmente cuando la textura del acabado da lugar a una amplia superficie expuesta, como ocurre con el cepillado o el ranurado. El curado final puede efectuarse mediante la extensión de los métodos utilizados en el curado inicial o intermedio, o mediante la aplicación de otros métodos, como la aspersión, el uso de arpilleras u otros materiales absorbentes humedecidos o el riego con manguera, entre otros.
Una vez examinadas las tres acciones que conforman el proceso de curado, se comprende la importancia de planificar meticulosamente el curado de una estructura significativa, así como la relatividad de la afirmación «el mejor curador es el agua». La elección del método de curado adecuado, entre las numerosas opciones disponibles, dependerá, como se ha señalado, de la rapidez con la que se esté secando la superficie del hormigón, de si ya se han producido los fraguados inicial y final, y de si las operaciones de acabado han concluido o no. Esto implica conocer aproximadamente el tiempo de curado del hormigón en cuestión, considerando las condiciones climáticas específicas de la obra.
Os dejo un documento de Sika sobre el curado del hormigón.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
 Acaban de publicarnos un artículo en la revista Advances in Civil Engineering (revista indexada en el JCR) donde se optimizan las vigas de acero híbridas para minimizar los costos de fabricación. El estudio se enmarca dentro del proyecto de investigación HYDELIFE que dirijo como investigador principal en la Universitat Politècnica de València.
Acaban de publicarnos un artículo en la revista Advances in Civil Engineering (revista indexada en el JCR) donde se optimizan las vigas de acero híbridas para minimizar los costos de fabricación. El estudio se enmarca dentro del proyecto de investigación HYDELIFE que dirijo como investigador principal en la Universitat Politècnica de València.