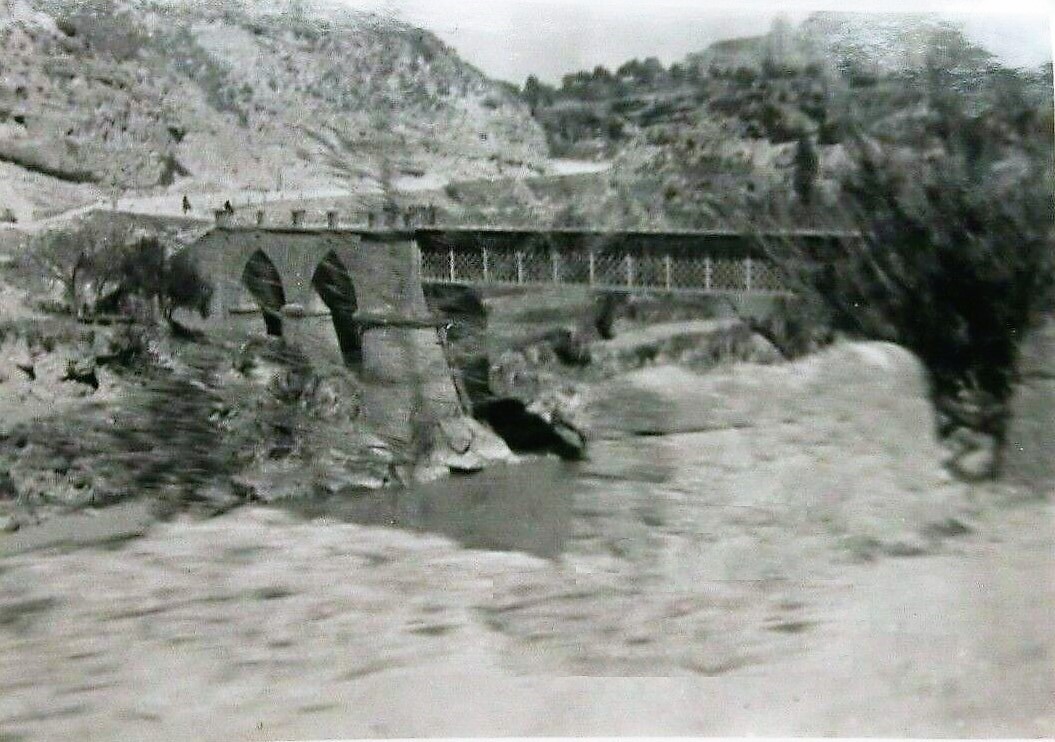
Figura 1. Antiguo puente de Murillo de Gállego. Imagen: V. Yepes (2024)
Los dos puentes, en la comarca de La Hoya de Huesca, suponen el retrato de cómo un río es capaz de arruinar un puente. Ambas estructuras están ubicadas en las proximidades del pueblo de Murillo de Gállego, en la comarca de La Hoya de Huesca, aunque geográficamente pertenecen a la provincia de Zaragoza. Se accede a ellos a través de la carretera autonómica A-132, que conecta Huesca con Puente la Reina de Jaca. Estas estructuras se sitúan a pocos metros antes de llegar al punto kilométrico 36 en dirección ascendente.
El puente actual, de principios de la década de los años 40 del siglo XX, se alza a pocos metros del antiguo (Figura 2), que debió de inaugurarse sobre el año 1898. Aunque parcialmente intacto, este último aún se erige en algunos tramos, evocando la grandeza y la belleza que alguna vez poseyó. Se construyó en hormigón en masa revestido por una excelente cantería, de talla muy regular. Destacan sus cuatro arcos apuntados u ojivales, que aún se mantienen en pie en su mayoría, con la excepción de un tramo de estructura metálica y plano que conectaba ambas orillas. Fue víctima de una crecida en agosto de 1942, cuando las aguas alcanzaron una altura superior a los 7,5 metros, tres más que la mayor riada registrada en 1900. Se trataba de una estructura mixta. En efecto, en la Figura 2 se puede ver que el vano central del puente se salvaba con una viga metálica en celosía inferior compuesta por barras diagonales entrecruzadas que trazaban una retícula reforzada a su vez por barras verticales, según el sistema Howe, muy aplicado a finales del XIX y principios del XX.
Figura 2. Puente viejo sobre 1940. https://loboquirce.blogspot.com/2016/06/puentes-de-murillo-de-gallego-huesca.html
En aquel entonces, se evaluó el emplazamiento más idóneo para la construcción del puente que lo reemplazaría, apenas a 150 metros río abajo. El puente actual, construido en hormigón y con tablero plano, tiene una longitud aproximada de 64 metros y una anchura de calzada, junto con los pretiles, de 9,60 metros. Está diseñado en una disposición diagonal con respecto al curso del río. Destaca por un gran arco central de tipo parabólico, cuyos tímpanos se aligeran con seis arquillos a cada lado. Además, presenta arcos de medio punto en los extremos (cuatro en el margen derecho y dos en el izquierdo), los cuales se elevan considerablemente sobre el cauce. En cada extremo, se encuentran estribos robustos revestidos de piedra caliza. El pretil, también construido en hormigón y contemporáneo al resto del puente, exhibe una serie continua de huecos cajeados en su frente.
Este nuevo puente, además de soportar un considerable tráfico vehicular, se utiliza para la práctica del puenting, una actividad que se suma al rafting, senderismo y ciclismo de montaña, ofreciendo a la región un paisaje de aventura y emociones. A 1,5 kilómetros del casco urbano de la localidad se encuentra el puente sobre el río Gállego en la carretera A-132, desde donde se realiza un salto de 25 metros de altura hasta casi rozar el agua.
Figura 3. Actual puente de Murillo de Gállego. Imagen: V. Yepes (2024)
Os dejo un vídeo sobre este emplazamiento y otro sobre la actividad de puenting.
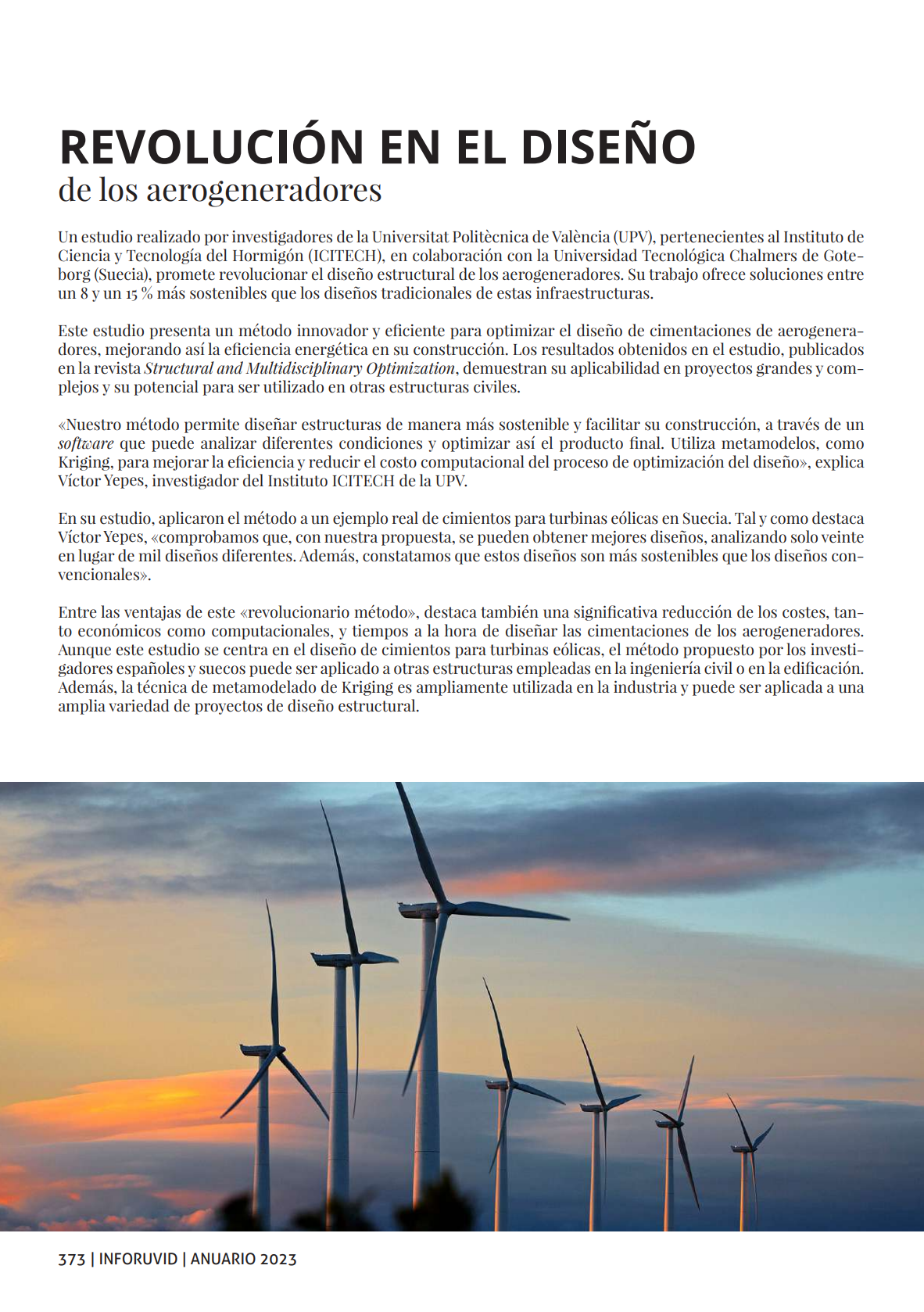
Es un placer compartir la noticia de que uno de mis proyectos ha sido seleccionado para su inclusión en la sección TECNOLOGÍA de nuestro Anuario InfoRUVID 2023, donde se presentan algunas de las noticias de investigación más relevantes que tuvieron lugar durante el año 2023 y que ya fueron recogidas en alguna de las ediciones mensuales del boletín digital InfoRUVID.
Tanto el boletín como el anuario son editados por la Red de Universidades Valencianas para el fomento de la I+D+i (RUVID) para visibilizar y poner en valor el trabajo investigador que se desarrolla en las universidades y el CSIC de la Comunitat Valenciana y del cual nos sentimos muy orgullosos.
Accede a la versión web del Anuario InfoRUVID 2023 en https://bit.ly/AnuarioInfoRUVID2023, donde podrás consultarlo online o descargarlo en pdf, tanto la versión completa como cada una de sus secciones por separado.
Asimismo, te invitamos a que lo compartas con todas aquellas personas a las que consideres que les podría interesar. ¡Difundamos entre todos el talento de nuestras universidades!
Figura 1. Vibrador eléctrico externo. https://beka.cl/ar26-vibrador-externo-wacker-neuson
La compactación del hormigón mediante vibración externa se realiza mediante la transmisión de la vibración al hormigón a través del encofrado o molde que lo contiene. El objetivo es expulsar burbujas para lograr la mayor compacidad posible. Se puede adaptar al dispositivo vibratorio incorporado. El vibrador externo contribuye a compactar de manera uniforme toda la masa de hormigón, garantizando un proceso completo en lugar de centrarse únicamente en algunas áreas. Es especialmente eficaz en zonas de difícil acceso, como en zonas densamente armadas, ya que la vibración se transmite a través de todo el encofrado de hormigón y, en consecuencia, al hormigón fresco en su totalidad..
Los vibradores adosados al encofrado son menos eficaces que los vibradores internos, ya que una parte de la energía aplicada se absorbe por los moldes. Sin embargo, resultan muy útiles para la compactación en ciertos elementos estructurales, como muros poco inclinados y columnas muy reforzadas, donde resulta difícil o imposible utilizar vibradores de inmersión. En tales situaciones, se utilizan pequeñas unidades portátiles que se fijan de forma rígida al encofrado.
Su ámbito de aplicación más común es la prefabricación, donde generalmente se utilizan hormigones de resistencia seca. Ante la vibración del encofrado, que debe ser principalmente metálico, la masa de hormigón responde en función de su granulometría y de la cantidad de agua presente. El mortero permite pequeños movimientos de acomodo de los agregados gruesos, pero limita los desplazamientos excesivos. Si la viscosidad del mortero no es adecuada, existe el riesgo de segregación del agregado grueso. Al finalizar la acción del vibrado externo, se forma una capa brillante y húmeda sobre la superficie del hormigón.
Para llevar a cabo esta técnica de compactación, se emplean vibradores de encofrado que se fijan firmemente a soportes sólidos en el exterior del encofrado. Esto implica el uso de encofrados robustos, preferiblemente metálicos, y asegurados con abrazaderas o rigidizadores para evitar movimientos durante el proceso de vibración. En términos generales, una placa de acero con un espesor de 5 a 10 mm suele ser adecuada cuando se cuenta con una rigidización mediante nervios transversales. Estos vibradores se utilizan principalmente en prefabricados de gran tamaño con encofrados adecuadamente reforzados y, ocasionalmente, en obras in situ en áreas donde los vibradores de inmersión no son viables o cuando el hormigón está demasiado seco. Para encofrados verticales, es aconsejable utilizar apoyos de neopreno u otros elastómeros para evitar la transmisión de vibraciones a la base o al terreno. Esto ayuda a prevenir la formación de aberturas en las juntas que podrían ocasionar pérdidas de lechada.
Generalmente, se utilizan para secciones de hormigón con un espesor máximo de 30 cm. Cuando el espesor es mayor, se recomienda complementar la vibración en el encofrado con vibradores internos, a menos que se trate de elementos prefabricados, en los que a veces se han obtenido resultados satisfactorios para secciones de hasta 60 cm de espesor.
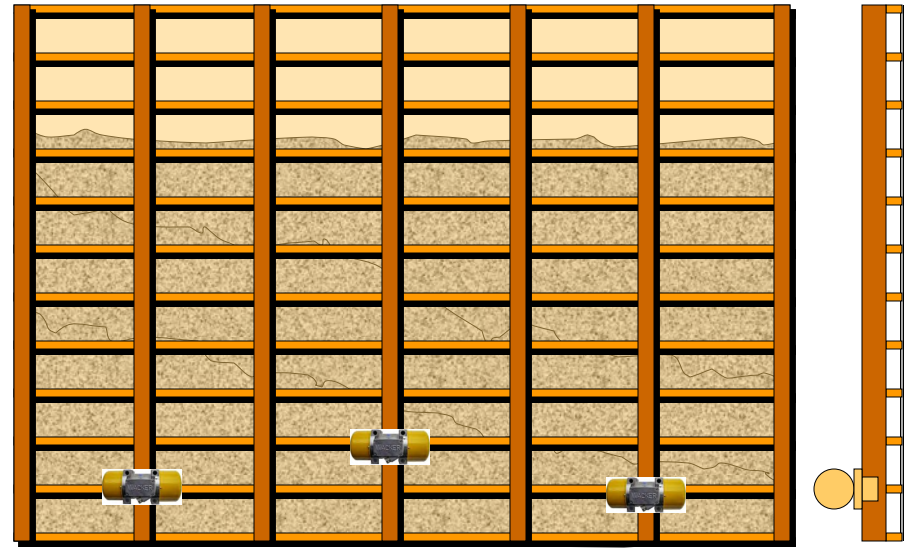
Figura 2. Disposición de vibradores externos de encofrado. https://web.icpa.org.ar/wp-content/uploads/2019/04/Compactacion-del-hormigon-jul2016.pdf
Tipos de vibradores externos de encofrado
Los vibradores externos de encofrado más comunes se clasifican en dos tipos principales: rotatorios y de reciprocidad.
Vibradores rotatorios: son equipos que generan principalmente un movimiento armónico simple con componentes tanto en el plano del encofrado como ortogonal al mismo. Normalmente, operan con frecuencias entre 6.000 y 12.000 r.p.m. Al igual que los vibradores internos, pueden ser neumáticos, hidráulicos o eléctricos. En los dos primeros, la fuerza centrífuga se logra mediante el giro de una masa excéntrica, mientras que en los eléctricos, las masas excéntricas están ubicadas en cada uno de los árboles del motor.
Vibradores de reciprocidad: son equipos que operan mediante un pistón que se acelera en una dirección hasta detenerse al impactar contra una placa de acero, para luego ser acelerado en la dirección opuesta. Por lo general, son de tipo neumático y su frecuencia oscila entre 1.000 y 5.000 r.p.m. Estos sistemas generan impulsos que actúan perpendicularmente al encofrado.
Los vibradores eléctricos externos ofrecen una alternativa fiable a los dispositivos de vibración neumática y abordan eficazmente dos desafíos principales en aplicaciones de encofrado de hormigón: el ruido y el consumo de energía.
Los vibradores neumáticos pueden generar un nivel de ruido considerable, alcanzando hasta 105 dB(A) incluso en vacío. Esto implica que los usuarios deben tomar precauciones cuando el nivel de ruido en el lugar de trabajo supera los 90 dB(A). Por el contrario, los vibradores eléctricos mantienen su nivel de ruido constantemente por debajo de los 80 dB(A), con lo que se elimina la necesidad de tomar medidas adicionales.
Es importante considerar que cuando no hay operarios presentes cerca de los vibradores, la presión sonora se reduce en 3 dB(A) al duplicar la distancia a la fuente. Por lo tanto, una medición estándar de presión acústica de 105 dB(A) tomada a una distancia de 1 m sigue siendo lo suficientemente alta como para superar los 90 dB(A) en un radio de acción de 32 m.
El uso del encofrado conlleva un notable aumento del nivel de ruido, especialmente al inicio del vertido del hormigón, donde se pueden alcanzar fácilmente 120 dB(A). Este efecto también se observa en los vibradores eléctricos, aunque la diferencia inicial mínima es de al menos 15 dB(A). Sin embargo, es esencial recordar que los estándares establecidos por el R.D. 286/2006, de 10 de marzo, sobre la protección de la salud y la seguridad de los trabajadores frente a los riesgos asociados a la exposición al ruido, se refiere al nivel diario equivalente. En consecuencia, es necesario evaluar el tiempo total de exposición del operario al ruido, y no solo los niveles instantáneos medidos, limitando dicha exposición a un máximo semanal. Por ejemplo, 15 minutos diarios a un nivel de 120 dB(A) equivalen a un nivel de presión sonora equivalente a 105 dB(A). Esto implica que el nivel de 90 dB(A) se superaría a una distancia de 32 m.
En cuanto al consumo de energía de los equipos, aunque cada situación requiere un análisis individualizado, la realidad es que la relación entre la solución eléctrica y la neumática es de 1 a 20. Por lo tanto, el diferencial de costos entre ambas soluciones se amortiza en menos de un año en condiciones normales de trabajo. De hecho, el uso de un sistema de vibradores eléctricos es rentable en un plazo máximo de 5 años, gracias al ahorro de energía que supone pasar de la solución neumática a la eléctrica. Los defensores de los vibradores neumáticos han argumentado a su favor que estos pueden permanecer instalados en los moldes durante el curado con vapor, mientras que los eléctricos no. No obstante, los vibradores eléctricos actuales se diseñan para operar en atmósferas de vapor, lo que elimina la necesidad de desmontarlos durante el proceso de curado.
Consideraciones sobre los moldes
El diseño del molde no solo influye en la carga dinámica soportada por la acción de los vibradores, sino que también afecta a su durabilidad y eficiencia. Desde el punto de vista de la resistencia de los moldes, es crucial evitar que la frecuencia de excitación de los vibradores coincida con la frecuencia propia del molde, lo que ayuda a minimizar la carga dinámica inducida por la vibración en la estructura metálica.
La relación entre la frecuencia de los vibradores y la frecuencia propia del molde determina la amplificación dinámica experimentada por la estructura. La frecuencia de funcionamiento debe superar la frecuencia propia del molde, con una relación que exceda 3 para alcanzar factores de amplificación inferiores a 0,125. El límite inferior de esta frecuencia propia está determinado por la resistencia del molde.
Ubicación de los vibradores
Es esencial considerar que los puntos de anclaje de los vibradores en la estructura del molde deben coincidir con los rigidizadores o con dispositivos especiales, evitando situarlos sobre la chapa del molde. De lo contrario, las tensiones localizadas que puedan generarse cerca del vibrador podrían provocar el colapso del encofrado. Por lo tanto, la disposición de los vibradores está determinada principalmente por la ubicación y la distribución de los rigidizadores. Los vibradores se instalan con su eje perpendicular al eje de mayor inercia de los refuerzos del molde. En encofrados verticales, la distancia entre vibradores debe estar comprendida entre 1,5 y 2,5 m. Además, al emplear vibradores eléctricos en encofrados de membrana, es importante tomar las precauciones necesarias para prevenir el sobrecalentamiento y el riesgo de incendio.
Selección de los vibradores
A la hora de elegir un vibrador, se deben tener en cuenta varios parámetros:
Amplitud: Influye en la compactación y no debe ser inferior a 0,04 mm.
Aceleración: La compactación efectiva del hormigón se produce en un rango de 0,5 a 3 g; niveles superiores no mejoran el proceso. Está relacionada con la fuerza centrífuga generada por el vibrador.
Frecuencia: El alcance de la vibración es proporcional a la frecuencia.
En teoría, estos tres parámetros deberían combinarse para obtener una amplitud alta, una fuerza centrífuga elevada y una frecuencia entre 6000 y 9000 r. p. m. Sin embargo, en la práctica, es necesario encontrar un compromiso. Por ejemplo, dado que la amplitud es inversamente proporcional a la frecuencia, no conviene seleccionar vibradores con una frecuencia excesivamente alta, pues ello limitaría la amplitud.
Para abordar esta dificultad, existen equipos con doble frecuencia. Este vibrador de masa móvil se conecta mediante un variador de velocidad electrónico, lo que permite alcanzar una frecuencia de 3000 r/min. p. m. y, por tanto, una amplitud elevada que facilita el llenado de los moldes y su rápida compactación. Al activar el vibrador en sentido opuesto, el variador ajusta la frecuencia a 6000 r. p. m., reduciendo así la amplitud. Este proceso de «revibrado» permite redistribuir los áridos más finos en el hormigón y mejorar la calidad superficial del producto final.
En el caso de vibradores externos para encofrados verticales con hormigón de consistencia seca, se prefiere una frecuencia inferior a 6000 r. p. m., una amplitud mayor de 0,13 mm y una aceleración transmitida a los encofrados verticales de 1 a 2 g. En el caso de consistencia plástica, la frecuencia será mayor a 6000 rpm, la amplitud menor a 0,13 mm y la aceleración de 3 a 5 g.
Consideraciones en el uso de vibradores externos de encofrado
Se destacan los siguientes puntos:
Se debe verificar que todas las juntas, tanto dentro como entre los tableros, estén bien ajustadas y selladas. Al moverse menos que cuando se utilizan atizadores, existe el riesgo de que la lechada se filtre por las aberturas más pequeñas.
Es importante asegurarse de que los vibradores estén firmemente sujetos o atornillados a los soportes y de supervisarlos constantemente durante su uso. De lo contrario, las vibraciones no se transmitirán por completo al encofrado y al hormigón.
El hormigón deberá verterse en pequeñas cantidades dentro de las secciones para lograr capas uniformes de aproximadamente 150 mm de espesor. Esto ayuda a evitar la incorporación de aire a medida que aumenta la carga.
Todos los accesorios deben estar bajo observación constante, preferiblemente atornillados en lugar de clavados, especialmente las tuercas de los pernos, que pueden aflojarse fácilmente debido a la vibración intensa. También se debe monitorear cualquier pérdida de lechada de hormigón y sellar las fugas siempre que sea posible.
Cuando sea posible, los 600 mm superiores del hormigón en un muro o una columna se compactarán con un atizador; si esto no es factible, se compactarán manualmente o mediante paleo hacia abajo sobre la cara del encofrado. Los vibradores externos pueden crear espacios entre el encofrado y el hormigón, que no se cierran gracias al peso de las capas superiores de hormigón en las capas inferiores, por lo que pueden permanecer abiertos en la última capa y deformar la superficie.
A continuación, os dejo un artículo sobre la prevención de daños causados por el uso de vibradores externos en piezas prefabricadas.
Tradicionalmente, se ha considerado el curado como un proceso que tiene lugar después de colocar y acabar el hormigón. Sin embargo, es esencial comprender que el curado debe iniciarse en el momento en que la superficie del hormigón empieza a secarse. Esto sucede cuando el agua de exudación se evapora más rápido de lo que puede ascender a la superficie. Estas condiciones pueden ocurrir incluso antes de completar el acabado del hormigón, lo que permite distinguir diversas fases del proceso de curado. La norma ACI 308 R señala que, debido a las distintas etapas que atraviesa el hormigón desde su elaboración hasta que la estructura adquiere las propiedades de diseño, es necesario distinguir tres fases de curado a lo largo del tiempo: curado inicial, curado intermedio y curado final.
Curado inicial
El curado inicial abarca el periodo desde la colocación hasta el acabado del hormigón y busca evitar la pérdida de humedad en la superficie. Si el acabado se realiza justo después de que desaparezca el agua de exudación, no es necesario implementar medidas de curado inicial. Sin embargo, suele ser imprescindible cuando el secado de la superficie comienza antes del fraguado, o incluso antes de que se complete el acabado. Hay que considerar que la velocidad de evaporación del agua es máxima justo antes del fraguado del cemento, pues posteriormente el agua se desplaza por difusión en el interior del hormigón, un proceso muy lento. Por lo tanto, resulta de suma importancia evitar el secado durante las primeras horas posteriores a la colocación del hormigón.
El curado inicial previene la fisuración debida a la retracción plástica en hormigones con muy poca exudación o que no exuden. Un ejemplo son los hormigones que contienen cementos finos u otros materiales cementantes finos, como el humo de sílice, las cenizas volantes o la escoria. También se incluyen en esta categoría los hormigones con una baja relación agua-cemento, con alto contenido de aire o con aditivos reductores de agua. Además, se recomienda su aplicación en ambientes con alta evaporación de la superficie del hormigón, como en condiciones de calor intenso.
Se pueden emplear diversos métodos que no dañen ni deformen la superficie del hormigón fresco, como la nebulización, el uso de reductores de evaporación o la modificación del entorno mediante sombras, barreras de viento o cerramientos. En caso de que el proceso de acabado involucre varias operaciones que se extiendan en el tiempo, es fundamental mantener las medidas de curado iniciales o volver a aplicarlas hasta que el acabado esté completo.
El curado inicial debe llevarse a cabo justo después de que desaparezca el brillo del agua de exudación, lo cual puede ocurrir tras el nivelado y, en algunos casos, incluso antes del alisado. Es importante eliminar el exceso de agua procedente del rociado de neblina o de los reductores de evaporación, o bien permitir que se evapore antes de finalizar el acabado de la superficie.
Curado intermedio
El curado intermedio es necesario cuando la superficie del hormigón se ha acabado antes de que se complete el proceso de fraguado. Esto puede ocurrir cuando se alcanza rápidamente la textura superficial, cuando hay retraso en el fraguado o en ambos casos.
Si se ha realizado un curado inicial, el curado intermedio puede mantener la nebulización continua o la aplicación de retardadores de evaporación. En caso contrario, los métodos empleados no deben dañar la superficie del hormigón, ya que aún no ha alcanzado su fraguado final y no es capaz de resistir el daño mecánico. Por lo tanto, el agua debe aplicarse con suavidad.
Después de la última pasada de acabado, se pueden aplicar compuestos de curado mediante aspersores. Estos compuestos tienen la ventaja de poder aplicarse antes de que el hormigón haya completado su fraguado y, a menudo, se aceptan como método final de curado. Si, justo después del acabado, se cubre la superficie del hormigón con arpillera, por ejemplo, para reducir su resistencia a las sales fundentes; esto puede afectar a su calidad. Por ello, es preferible cubrir suavemente la superficie con láminas de plástico tras el acabado y reemplazarlas por arpillera una vez que el hormigón haya alcanzado su fraguado final.
Curado final
El curado final comprende los procedimientos aplicados después del acabado y una vez que el hormigón ha fraguado y ha comenzado a desarrollar resistencia. Es crucial no demorar las medidas de curado una vez completado el acabado, ya que puede ocasionar una pérdida significativa de agua por evaporación, especialmente cuando la textura del acabado da lugar a una amplia superficie expuesta, como ocurre con el cepillado o el ranurado. El curado final puede efectuarse mediante la extensión de los métodos utilizados en el curado inicial o intermedio, o mediante la aplicación de otros métodos, como la aspersión, el uso de arpilleras u otros materiales absorbentes humedecidos o el riego con manguera, entre otros.
Una vez examinadas las tres acciones que conforman el proceso de curado, se comprende la importancia de planificar meticulosamente el curado de una estructura significativa, así como la relatividad de la afirmación «el mejor curador es el agua». La elección del método de curado adecuado, entre las numerosas opciones disponibles, dependerá, como se ha señalado, de la rapidez con la que se esté secando la superficie del hormigón, de si ya se han producido los fraguados inicial y final, y de si las operaciones de acabado han concluido o no. Esto implica la necesidad de conocer aproximadamente el tiempo de curado del hormigón en cuestión, considerando las condiciones climáticas específicas de la obra.
Os dejo un documento de Sika sobre el curado del hormigón.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
MENZEL, C.A. (1954). Causes and Prevention of Crack Development in Plastic Concrete. Proceedings of the Portland Cement Association, Vol. 130:136.
LERCH, W. (1957). Plastic shrinkage. ACI Journal, 53(8):797-802.
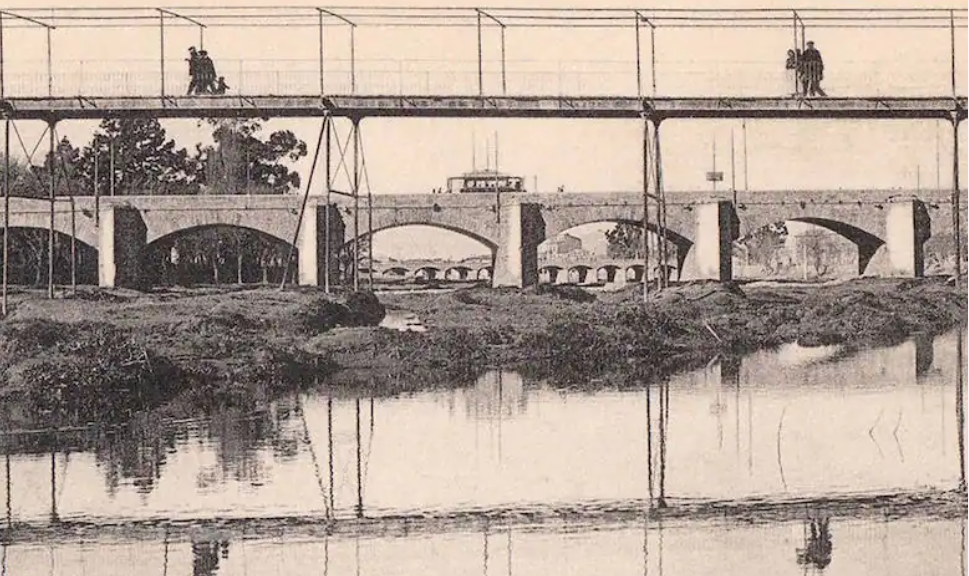
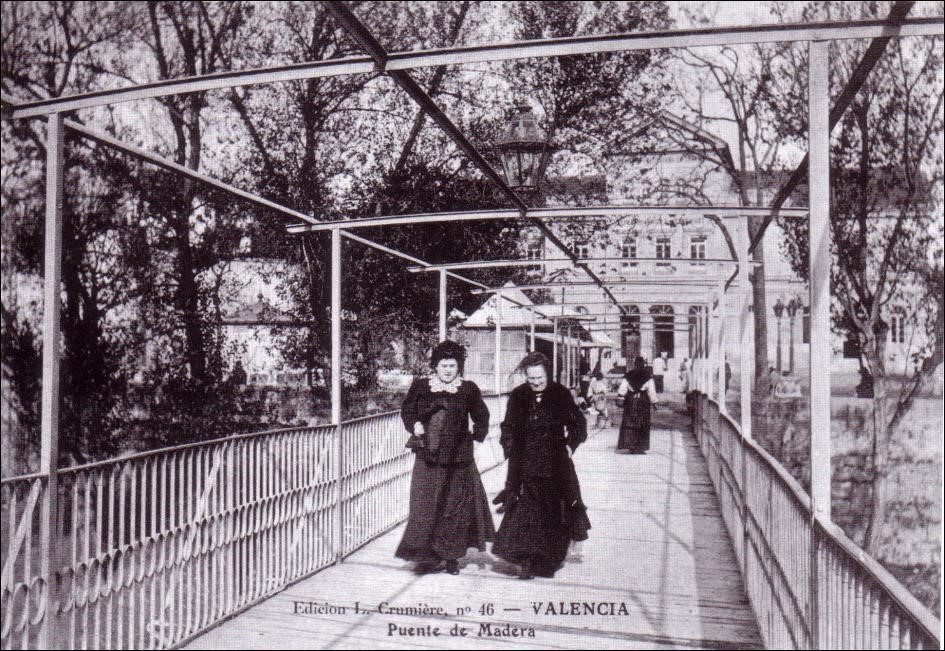
Figura 1. Pont de Fusta, en los primeros años de 1900. https://www.adriver.org/Puentes_del_rio_Turia/puente-de-madera.html
Esta pasarela peatonal surgió para conectar la estación de “trenets” de la Sociedad Valenciana de Tranvías. Las obras de los ferrocarriles económicos valencianos se ejecutaron con gran celeridad, pues empezaron el 3 de agosto de 1887 y diez meses después ya estaba terminado el trayecto entre Valencia y Paterna. Al principio se partía de la estación de Marxalenes, hasta que se terminó la actual estación, llamada de santa Mónica o “Estacioneta”, inaugurada el 7 de julio de 1892, y que hoy es la actual sede de la Policía Autonómica Valenciana. A este singular edificio, proyectada por el arquitecto Joaquín Belda, llegaban los trenets desde Lliria, Bétera, Rafelbunyol y el Grau.
Esta pasarela estaba situada entre los puentes de Serranos y Trinidad, siendo necesaria su construcción para evitar el rodeo que tenían que realizar los transeúntes para acceder a la citada estación. La obra se realizó en virtud de la concesión hecha por el Ayuntamiento a Francisco Motes, en sesión de 18 de julio de 1892. Se inauguró el día 19 de agosto del mismo año una estructura provisional, realizada con tablones de Flandes, razón por la cual el pueblo le bautizó con el nombre de “Pont de Fusta”. Esta primera estructura fue sustituida por otra donde la madera solo se utilizaba en el tablero. La nueva pasarela, abierta al público el 3 de junio de 1893, tuvo un costo de 19.708 pesetas. Tenía una longitud de 175 m, 2 m de anchura de tablero y 5 m de altura sobre el lecho del río. Sin embargo, tuvo una vida muy corta, pues la riada de noviembre de 1897 arrasó 17 de los 20 vanos, dejando solo un pequeño tramo adosado a las Alameditas de los Serranos (Figura 3).
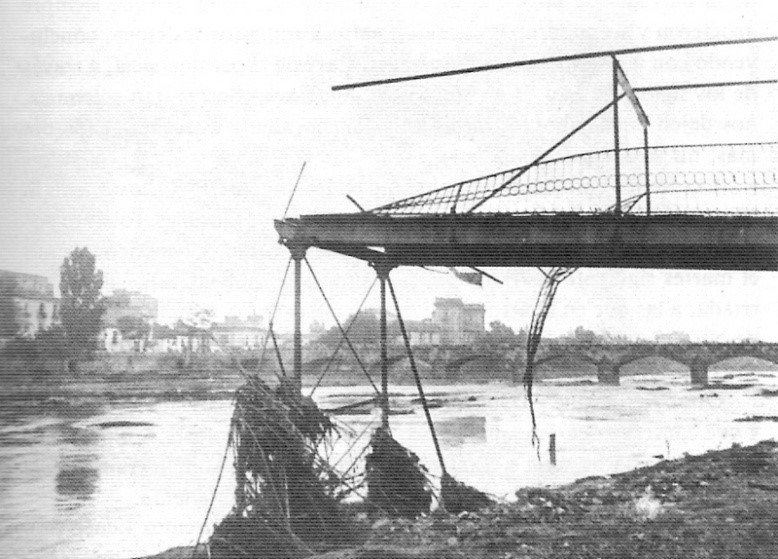
Figura 2. Pont de Fusta de Valencia. https://railsiferradures.blogspot.com/2012/05/los-puentes-tranviarios-de-valencia.htmlFigura 3. Pont de Fusta tras la riada de noviembre de 1897. https://valenciablancoynegro.blogspot.com/2023/12/el-primer-pont-de-fusta.html
El 24 de septiembre de 1898 se inauguró otro puente, obra de Enrique Finks, por un importe de 33.500 pesetas. El Ayuntamiento impuso a la Sociedad algunas condiciones para su apertura: impedir el paso en caso de avenidas, no permitir la mendicidad y no tolerar la venta ambulante. El puente tenía una longitud cercana a los 160 m, divididos en 18 vanos: los centrales, de 9 m de luz, y los extremos, de 8,55 m. Los apoyos eran cilindros de acero de entre 5 y 8 m y 0,10 m de diámetro, arriostrados por una cruz de san Andrés y un tirante horizontal de un perfil angular. Además, existía un jabalcón oblicuo que se unía a otro soporte que, aguas arriba, servía de tajamar. El ancho de la pasarela era de 3 m y su calzada de madera. La avenida de septiembre de 1949 rompió los dos tramos centrales debido a los árboles que arrastraba la corriente (Figura 3). Se reconstruyó, otra vez de madera, sin embargo, la ruina definitiva ocurrió con la extraordinaria avenida del 14 de octubre de 1957.
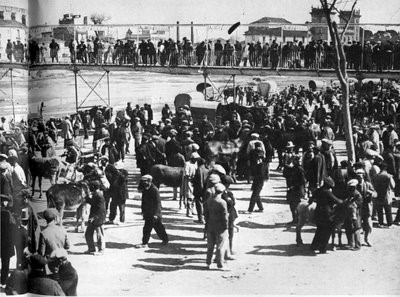
Figura 4. Pont de fusta, tras la riada de 1949.Figura 5. Vista del mercado semanal con el Pont de Fusta, ca. 1957. https://valenciablancoynegro.blogspot.com/2019/06/la-feria-del-ganado-semanal.html
La estructura se sustituyó por otra de hormigón armado, siendo la madera solo un recuerdo que da nombre a la actual pasarela (Figuras 6 y 7). Comunica la calle de Navellos y las Alameditas de Serranos con la antigua estación. Sus dimensiones eran de una altura y anchura de 7 m y 5,20 m, respectivamente. Su longitud, entre los muros de contención del cauce, era de 145 m. Presentaba una barandilla metálica del mismo estilo y forma que la de la anterior pasarela. Dispone de 11 farolas metálicas apoyadas en el canto de sus vigas rectas. Esta estructura no presentaba gran interés estético o singularidad alguna.
Figura 6. Vista inferior de la pasarela entre 1957 y 2010. Imagen: V. Yepes
Figura 7. Vista superior de la pasarela entre 1957 y 2010. Imagen: V. Yepes
Los trenets dejaron de funcionar el 4 de mayo de 1995, al ser reemplazados por el metro y los tranvías, aunque se conservó la estación que, en su día, fue la segunda en Europa en número de viajeros, tras la Victoria Station de Londres.
Después de varios años de debates sobre el destino de los puentes del Serrano y de la Trinitat, donde se abogaba por su transformación de vías de tráfico rodado a espacios exclusivos para peatones debido a su antigüedad y valor histórico, el Ayuntamiento de Valencia ha propuesto una solución alternativa: la construcción de un Nuevo Puente de Madera para el tránsito vehicular y el mantenimiento de la pasarela histórica para los peatones (Figura 8). Esta decisión ha conllevado la sustitución de la pasarela del Nuevo Puente de Madera, erigido entre 2010 y 2012, que constaba de dos partes distintas: una sección oriental conformada por un puente asfaltado de tres carriles para vehículos (inaugurado el 19 de febrero de 2012), y una sección occidental consistente en una pasarela adornada con elementos de madera destinada a los peatones, la cual continuará cumpliendo la misma función que el tradicional Puente de Madera. La construcción estuvo a cargo de la empresa Incofusta. El cambio en la dirección del tráfico norte-sur por el nuevo puente reemplaza la función del puente de los Serranos del siglo XVI, permitiendo así liberar este último del flujo vehicular y transformarlo en un espacio dedicado a los peatones. El nuevo puente presenta 110 m de largo y 4,5 m de ancho, para lo que el Ayuntamiento destinó 11 millones de euros, dando servicio a 18.000 vehículos, 10 líneas de autobús y hasta 40.000 personas al día.
Figura 8. El puente desde 2012. https://es.wikipedia.org/wiki/Pont_de_fusta
Referencia:
YEPES, V. (2010). Puentes históricos sobre el viejo cauce del Turia. Una aproximación histórica, estética y constructiva a la Valencia foral. Universitat Politècnica de València, 372 pp. Registro de la Propiedad Intelectual 09/2011/643.
La revibración del hormigón se emplea en ciertos casos para mejorar la adherencia entre el hormigón y el acero de refuerzo, para liberar el agua atrapada debajo de las barras horizontales y para eliminar posibles bolsas de aire adicionales. Esta práctica no causa ningún daño si el hormigón aún está en estado plástico. Sin embargo, es esencial evitar el contacto entre la aguja del vibrador y el acero de refuerzo. La vibración transmitida a través de las armaduras al hormigón semiplástico puede provocar la pérdida de adherencia de la barra con el hormigón y fisuras en las armaduras.
La revibración ofrece una serie de beneficios significativos, como mejorar la resistencia a la compresión en un 15 %-40 %, sobre todo a edades tempranas. También permite aumentar la impermeabilidad, potenciar la adherencia, reducir las bolsas de grava, eliminar el agua atrapada y expulsar el aire y las bolsas de agua. Sin embargo, es importante tener en cuenta que no se debe aplicar el revibrado en mezclas con consistencia seca y granulometría abierta. Por tanto, es más adecuado para consistencias blandas.
El proceso implica la introducción de un vibrador en la masa de hormigón precompactada pasados unos 30 minutos desde la primera compactación, pero dentro de las primeras 2 a 4 horas (antes del inicio del fraguado). Una regla práctica indica que se puede llevar a cabo el revibrado siempre que la aguja pueda penetrar en el hormigón por su propio peso y logre fluidificarlo. Además, es posible emplear un aditivo retardador del fraguado para facilitar este proceso.
En diferentes circunstancias, el revibrado puede ser igualmente conveniente:
Al colocar hormigón en capas y vibrar la inferior, lo cual evita la formación de juntas entre ellas.
Para perfeccionar el acabado superficial de los pilares y muros superiores, eliminando el aire que suele acumularse en esas áreas.
Para cerrar las fisuras producidas por la retracción plástica.
Esta técnica es especialmente útil para hormigones con altos valores de relación agua-cemento, aquellos con baja retención de agua o en situaciones donde la colocación inicial ha sido compleja. Al rellenar los huecos generados durante el asentamiento inicial del hormigón fresco alrededor de la armadura horizontal, se garantiza una mejor calidad estructural.
Es crucial realizar el revibrado en el momento adecuado, cuando el hormigón aún está maleable. El proceso de fraguado generalmente comienza entre una hora y media y cuatro horas después de la vibración previa. Esta operación conlleva ciertos riesgos y es fundamental calcular con precisión la duración de la nueva vibración, ya que un error en este sentido puede causar daños irreparables al hormigón.
Dada su complejidad y el riesgo asociado, el revibrado es una tarea que debe ser ejecutada por personal altamente especializado, con un control meticuloso del proceso. Por esta razón, y debido al riesgo inherente, no es una práctica comúnmente empleada. En cualquier caso, es necesario obtener la aprobación previa de la dirección facultativa antes de llevar a cabo el revibrado.
Os dejo a continuación un artículo que estudia la acción del revibrado en morteros, hormigones y prefabricados, que espero os sea de interés.
ACI COMMITTEE 309R-96. Guide for Consolidation of Concrete (ACI 309). American Concrete Institute.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014).Fabricación, transporte y colocación del hormigón.Apuntes de la Universitat Politècnica de València. 189 pp.
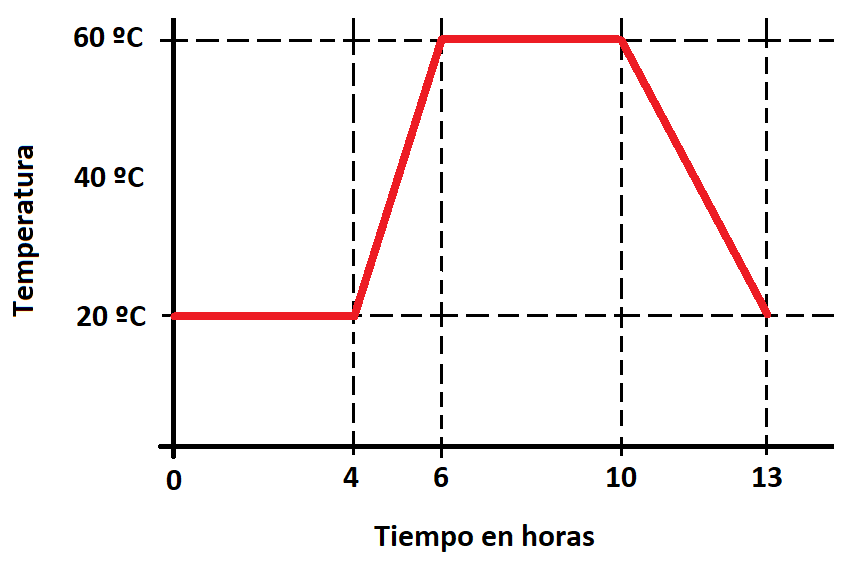
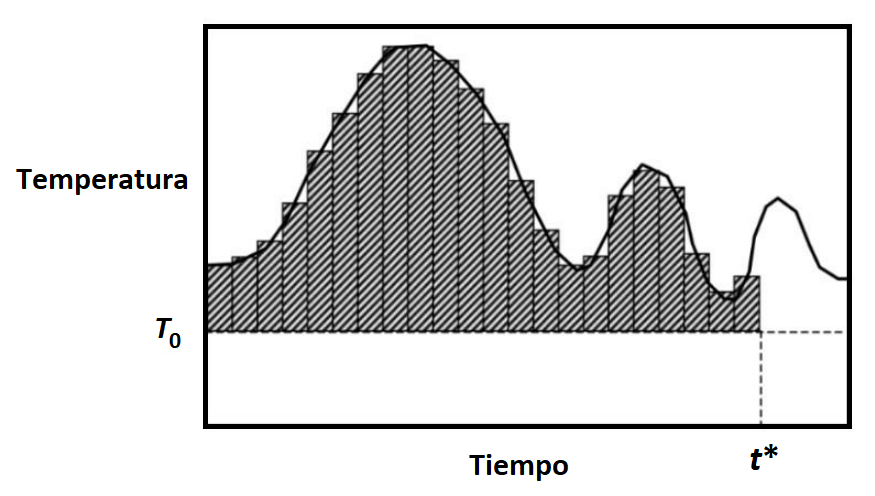
El uso de vapor es uno de los métodos más eficaces para el curado del hormigón, ya que acelera considerablemente su endurecimiento. Este tipo de curado se emplea casi exclusivamente en la prefabricación. En el proceso de curado al vapor, y en general en cualquier método que involucre calor húmedo, se aplica el concepto de maduración del hormigón. La maduración es el resultado de la temperatura, en grados centígrados, a la que se expone la pieza, multiplicada por el tiempo de exposición, si este es constante. En el caso de una temperatura variable, se calcula la integral de la curva temperatura-tiempo (Figura 2). Se acepta que, para un mismo tipo de hormigón y dentro de ciertos límites, el curado es igualmente eficaz si la maduración también lo es. Es decir, diferentes combinaciones de temperaturas y tiempos producirán resultados similares siempre que el producto de estos, o la suma de sus productos, se mantenga constante.
Figura 2. Evolución de la temperatura con el tiempo (Carino y Lew, 2001)
En función del tipo de elemento, el curado al vapor puede realizarse a baja o alta presión. El método a baja presión se lleva a cabo típicamente a presión atmosférica y se emplea en estructuras encerradas construidas en el lugar o en grandes unidades prefabricadas de hormigón. Por otro lado, el curado con vapor a alta presión se realiza en autoclaves y se aplica a pequeñas unidades prefabricadas.
El proceso de curado al vapor comienza una vez transcurrida la etapa de prefraguado, elevando gradualmente la temperatura hasta alcanzar un límite establecido. Esta temperatura se mantiene durante un período determinado, tras el cual se reduce de forma continua hasta igualar la temperatura ambiente. Es importante evitar que el hormigón sufra cambios térmicos bruscos durante este proceso.
Cada tipo de cemento presenta una curva de curado ideal, que puede determinarse experimentalmente para conocer las velocidades óptimas de variación de temperatura, el valor de la temperatura límite y el tiempo de permanencia en esta última. En términos generales, la duración del prefraguado oscila entre 2 y 5 horas; la velocidad de calentamiento y enfriamiento no debe exceder 20 °C por hora, y la temperatura límite óptima se sitúa entre 55 °C y 75 °C, sin superar los 80 °C. Se recomienda que el primer periodo del proceso de curado al vapor no sea inferior a 4 horas cuando la temperatura ambiente es de 20 °C, pudiendo reducirse conforme aumenta dicha temperatura (Figura 1).
Es importante mantener una presión de vapor uniforme a lo largo de la pieza, asegurándose de que el recinto de curado permanezca saturado de humedad. Además, el curado con vapor requiere un control meticuloso, ya que si se aplica de forma descuidada pueden producirse cambios de volumen excesivos que afecten a la resistencia inicial del hormigón.
El curado al vapor ofrece diversas ventajas significativas en comparación con otros métodos convencionales. Entre las principales ventajas cabe destacar las siguientes:
Endurecimiento rápido en climas fríos: Es especialmente útil en climas fríos, ya que favorece un endurecimiento rápido del hormigón, lo que facilita la construcción en estas condiciones.
Alta resistencia inicial: Permite obtener una alta resistencia inicial en el hormigón, un aspecto fundamental para la fabricación de unidades prefabricadas y pretensadas.
Aumento de la velocidad de construcción: Al acelerar el endurecimiento del hormigón, el curado al vapor puede incrementar significativamente la velocidad de construcción, lo que se traduce en una mayor eficiencia y productividad.
Rapidez en comparación con otros métodos de curado: Es más rápido que los métodos convencionales, lo que acorta los tiempos de construcción y permite una mayor rotación de proyectos.
A pesar de sus ventajas, el curado al vapor también presenta algunas desventajas que deben tenerse en cuenta:
Limitaciones en superficies grandes: Puede no ser eficiente en superficies extensas, lo que podría requerir la implementación de métodos de curado alternativos.
Se necesitan trabajadores cualificados: El proceso de curado al vapor exige la presencia de personal capacitado y experimentado para garantizar resultados óptimos y evitar problemas como cambios volumétricos excesivos.
Costo inicial más elevado: El equipo y los materiales necesarios para el curado al vapor suelen tener un coste inicial más alto que los métodos de curado convencionales, lo que puede ser una consideración importante en proyectos con limitaciones presupuestarias.
Os dejo algunos vídeos al respecto del curado al vapor y del método de madurez del hormigón.
A continuación os dejo un documento de Hilti donde se explica el método de madurez del hormigón.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
CARINO, N.J.; LEW, H.S. (2001) El método de la madurez: From Theory to Application. Proceedings of the 2001 Structures Congress & Exposition, Washington, D.C., American Society of Civil Engineers, Reston, Virginia, Peter C. Chang, Editor, 2001, 19 p.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
Figura 1. Curado del hormigón. https://ingeniero-de-caminos.com/curado-del-hormigon/
El término “curado”, según la DRAE, significa endurecido, seco, fortalecido o curtido. En el ámbito del hormigón, se refiere a las acciones tomadas para facilitar la hidratación del cemento. Esto implica prevenir la pérdida de humedad del hormigón por evaporación y, si es necesario, proporcionar humedad adicional. Además, se busca mantener una temperatura favorable durante el fraguado y los primeros días de endurecimiento.
Si el hormigón se dejara secar al aire, su resistencia podría disminuir hasta en un 40 %, al tiempo que aumentaría la porosidad y la probabilidad de fisuras debido a la retracción. Los métodos empleados en el proceso de curado deben ser suficientes para evitar la desecación del hormigón, promover un adecuado endurecimiento, prevenir la fisuración debido a la contracción térmica y hacer que el hormigón sea resistente a las heladas prematuras.
Durante la hidratación del cemento, los granos se cubren con un gel de cemento, un producto de la reacción que forma una red que une los granos de cemento anhidro. El agua necesaria para la hidratación del cemento Portland es igual a 0,45 veces la masa de cemento hidratado. Esta cantidad se divide entre el agua químicamente combinada (equivalente a 0,25 veces la masa de cemento) y el agua adsorbida en las superficies y espacios de la estructura del gel (0,20 veces la masa de cemento).
Es importante señalar que la hidratación solo ocurre en un entorno casi saturado de agua. Por lo tanto, es necesario agregar agua adicional (durante el proceso de curado) para mantener saturados los poros capilares de la pasta. De esta manera, el cemento continuará hidratándose hasta que todo el espacio disponible se llene con los productos de la reacción o hasta que se complete la hidratación de todo el cemento.
El desarrollo de la resistencia y durabilidad del hormigón radica en el relleno de los poros entre las partículas de cemento con los productos de la hidratación. Esto se consigue partiendo de un volumen inicial de poros muy reducido, lo que se logra con una baja relación agua/cemento (a/c) y con un curado húmedo que permita hidratar una cantidad significativa de cemento.
Si el agua de amasado supera considerablemente la cantidad necesaria para la hidratación, es crucial garantizar que no se evapore durante el proceso de curado. En casos donde la proporción inicial de agua es menor, será necesario un curado adicional con agua para mantener la hidratación. Por ello, en hormigones con una relación a/c igual o superior a 0,50, el uso de una membrana impermeable, sin necesidad de agregar agua externa, puede ser un método efectivo de curado.
En el hormigón con baja relación a/c, ocurre el fenómeno de la autodesecación, que implica el secado interno del hormigón debido al consumo de agua durante la hidratación. Este problema suele estar asociado con mezclas de a/c iguales o inferiores a 0,45, para las cuales se requiere un curado húmedo. No obstante, con valores de a/c tan bajos, la permeabilidad de la pasta suele ser tan reducida que el agua aplicada externamente no penetra más allá de la capa superficial, la única que se beneficia del proceso de curado.
Figura 2. Curado mediante láminas para evitar la desecación. https://deepex.net/curado-del-hormigon/
El curado es una etapa fundamental en la producción de elementos de hormigón, ya que tiene una gran influencia en la resistencia y en el resto de las características del producto final. Carecer de un adecuado proceso de curado puede resultar especialmente perjudicial para la durabilidad de la estructura, puesto que esta depende en gran medida de la impermeabilidad de las capas exteriores del hormigón, que son las más sensibles a un curado defectuoso.
Es esencial tener en cuenta que el interior de las piezas (a menos que sean extremadamente delgadas) retiene la humedad durante periodos prolongados y es menos vulnerable a los efectos de un curado deficiente que las capas superficiales. En consecuencia, si el hormigón no recibe un adecuado proceso de curado, la capa de recubrimiento de las armaduras se verá afectada, volviéndose porosa y permeable, lo que significativamente acortará la vida útil de la estructura.
Por lo general, los métodos que suministran agua son más eficaces que aquellos que buscan evitar su evaporación. La duración y la intensidad del proceso de curado dependen principalmente de la temperatura y la humedad ambientales, así como de la acción del viento y la exposición directa al sol. Otros factores importantes son el tipo y la cantidad de cemento, la relación a/c y, especialmente, las condiciones de exposición de la estructura en servicio. A medida que estas condiciones sean más adversas, se requerirá un período de curado más prolongado.
En un artículo anterior, expusimos el uso del nomograma de Menzel para evitar el agrietamiento plástico durante el fraguado del hormigón. Otro artículo de interés es el relativo a la terminación, texturado y curado del pavimento de hormigón.
Figura 3. Nomograma de Menzel.
Os dejo algunos vídeos que os pueden ser de interés.
Referencias:
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
MENZEL, C.A. (1954). Causes and Prevention of Crack Development in Plastic Concrete. Proceedings of the Portland Cement Association, Vol. 130:136.
LERCH, W. (1957). Plastic shrinkage. ACI Journal, 53(8):797-802.
Acaban de publicarnos un artículo en Mathematics, revista indexada en el primer decil del JCR. El trabajo trata sobre la toma de decisiones en infraestructuras viales sostenibles. Para ello se utiliza una variante personalizada de la técnica NSGA-II con operadores de reparación para una optimización multiobjetivo. El trabajo se enmarca dentro del proyecto de investigación HYDELIFE que dirijo como investigador principal en la Universitat Politècnica de València.
El documento propone un enfoque novedoso que combina la optimización multiobjetivo (MOO) con técnicas de toma de decisiones basadas en criterios múltiples (MCDM) para el diseño y la selección de estructuras modulares prefabricadas de hormigón armado (RCPMF) en infraestructuras viales, con un enfoque en la sostenibilidad. El estudio evalúa la eficacia de tres operadores de reparación a la hora de optimizar los objetivos económicos, ambientales y sociales, y utiliza algoritmos personalizados y un análisis del ciclo de vida (LCA) para una evaluación precisa. Los resultados muestran que el operador de reparaciones basado en estadísticas ofrece soluciones con un menor impacto en todas las dimensiones y demuestra una variabilidad mínima, lo que lo convierte en el más adecuado para cumplir con los requisitos de diseño del RCPMF.
Las contribuciones más importantes de este trabajo son las siguientes:
El documento presenta un enfoque novedoso que combina la optimización multiobjetivo (MOO) con técnicas de toma de decisiones basadas en criterios múltiples (MCDM) para el diseño y la selección de estructuras modulares prefabricadas de hormigón armado (RCPMF) en infraestructuras viales, con un enfoque en la sostenibilidad.
El estudio evalúa la eficacia de tres operadores de reparación (basados en estadísticas, aleatorios y de proximidad) a la hora de optimizar los objetivos económicos, ambientales y sociales.
El artículo presenta una versión personalizada del algoritmo NSGA-II (NSGA-II) de clasificación no dominada, complementada con un análisis detallado del ciclo de vida (LCA), para facilitar la evaluación precisa de las funciones objetivas.
El artículo demuestra el uso de dos técnicas de MCDM, a saber, la ponderación aditiva simple (SAW) y (FUCA), para puntuar y clasificar las soluciones MOO.
La investigación proporciona una estrategia clara y metódica para integrar el MOO y el MCDM, formando un marco coherente para la implementación práctica en contextos de ingeniería complejos.
El estudio destaca la importancia de tener en cuenta los principios de sostenibilidad desde la fase de diseño y de emplear las técnicas de MOO para encontrar soluciones equilibradas y óptimas en la ingeniería civil.
Abstract:
Integrating sustainability principles into the structural design and decision-making processes for transportation infrastructure, particularly concerning reinforced concrete precast modular frames (RCPMF), is recognized as crucial for ensuring environmentally responsible, economically feasible, and socially beneficial outcomes. In this study, this challenge is addressed, with the significance of sustainable development in modern engineering practices being underscored. A novel approach, which combines multi-objective optimization (MOO) with multi-criteria decision-making (MCDM) techniques, is proposed, tailored specifically for the design and selection of RCPMF. The effectiveness of three repair operators—statistical-based, random, and proximity based—in optimizing economic, environmental, and social objectives is evaluated. Precise evaluation of objective functions is facilitated by a customized Non-dominated Sorting Genetic Algorithm II (NSGA-II) algorithm, complemented by a detailed life cycle analysis (LCA). The utilization of simple additive weighting (SAW) and fair un choix adéquat (FUCA) methods for the scoring and ranking of the MOO solutions has revealed that notable excellence in meeting the RCPMF design requirements is exhibited by the statistical-based repair operator, which offers solutions with lower impacts across all dimensions and demonstrates minimal variability. MCDM techniques produced similar rankings, with slight score variations and a significant correlation of 0.9816, showcasing their consistent evaluation capacity despite distinct operational methodologies.
Keywords:
Multi-objective optimization; multi-criteria decision-making; modular structure; life cycle sustainability; NSGA-II; simple additive weighting; fair un choix adéquat.
Figura 1. Encofrado flexible para muros. Fuente: https://www.infoconstruccion.es/productos/20141103/syflex-el-encofrado-flexible-para-muros-rectos-y-curvos
En la actualidad, se demanda un mayor nivel de exigencia en las formas del hormigón. En este contexto, el encofrado con curvaturas suele plantear un fuerte desafío. La utilización de sistemas de encofrado convencionales para estas tareas resulta laboriosa, costosa y poco adaptable. La manipulación de los voluminosos y pesados tableros de madera consume tiempo y obstaculiza el progreso de los trabajos; por otro lado, el empleo de encofrados especiales implica un coste elevado.
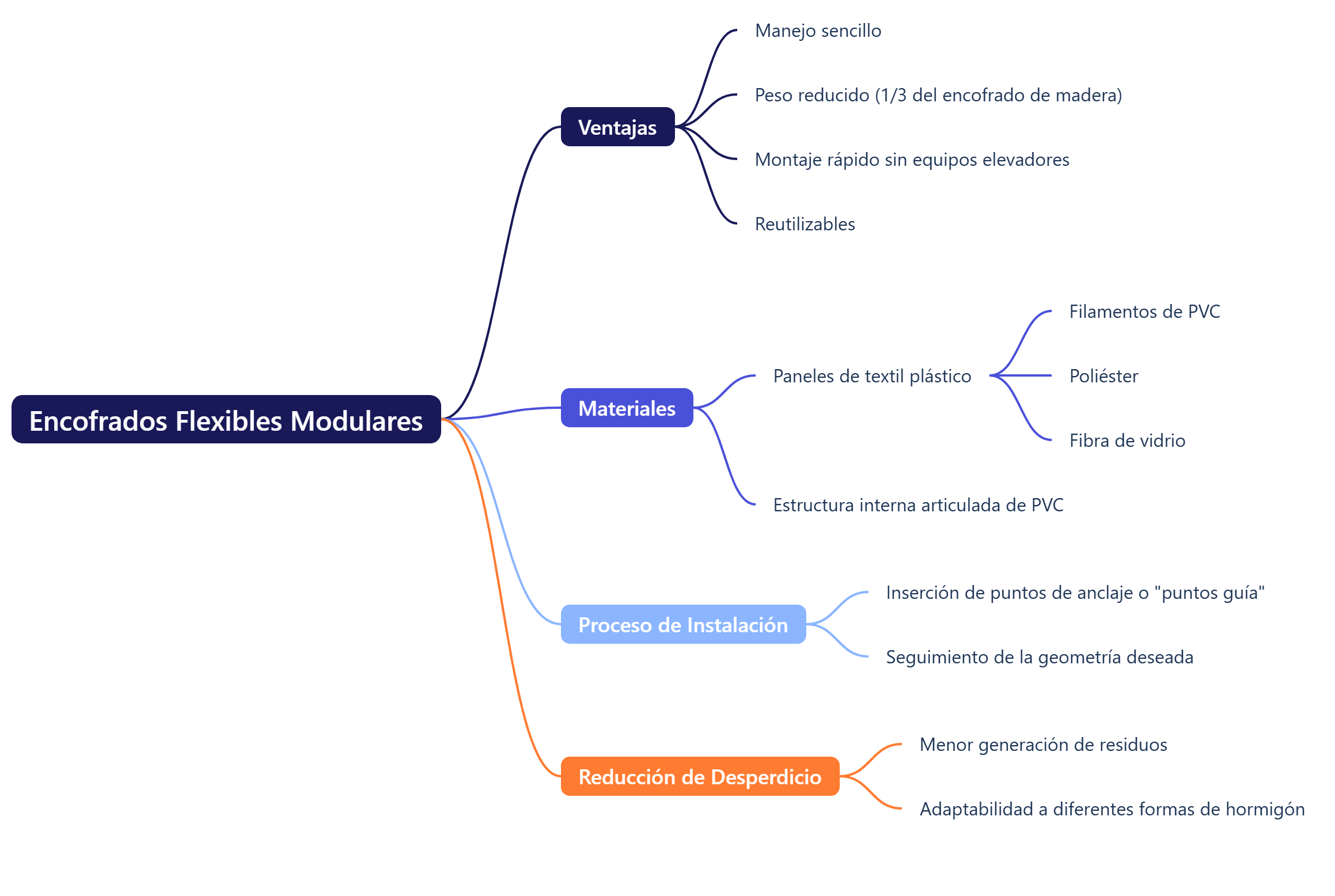
El sistema de encofrado modular flexible ofrece una solución de manejo sencillo, ya que su peso equivale solo a un tercio del de un encofrado de madera similar. Además, se puede montar en poco tiempo y sin necesidad de equipos elevadores. Este sistema permite encofrar rectas, curvaturas y ángulos con un esfuerzo mínimo, y además es reutilizable en múltiples ocasiones (Figura 1).
El sistema de encofrados flexibles y modulares se diseña para estructuras de hormigón con formas curvas u orgánicas. Estos encofrados se componen de paneles de un textil plástico que incluye filamentos de PVC y poliéster o fibra de vidrio, junto con una estructura interna articulada de PVC. El proceso de instalación y uso es sencillo: solo se necesitan insertar los puntos de anclaje o “puntos guía” en los paneles siguiendo la geometría deseada. Son soluciones prácticas, pues son resistentes y reutilizables. Además, contribuye a reducir el desperdicio de materiales generado por la creación de encofrados personalizados para estructuras de hormigón especiales.
Figura 2. Encofrado flexible. Fuente: https://www.isoplam.es/es/encofrado-flexible.php
En el vídeo siguiente se puede ver, paso a paso, la instalación de un encofrado flexible.
A continuación dejo un folleto explicativo de este sistema.