Figura 1. https://www.obrasurbanas.es/stabile-estabilizacion-suelos-carreteras/
Un suelo puede estabilizarse con cemento. Según el artículo 512 del PG3, consiste en la mezcla íntima, convenientemente compactada, de terreno, cemento, agua y eventualmente adiciones, a la cual se le exigen unas determinadas condiciones de insusceptibilidad al agua, resistencia y durabilidad.
En efecto, al fraguar e hidratarse los silicatos y aluminatos cálcicos anhidros, une las partículas del suelo, reduce su sensibilidad al agua, disminuye la deformación del suelo estabilizado y proporciona cierta resistencia a tracción según la dosificación empleada. Se pueden estabilizar tanto los suelos granulares como los de grano fino, salvo que sean muy plásticos o presenten mucha humedad. En este último caso, se podrían tratar previamente con cal. No se podrán utilizar suelos con material vegetal u orgánica, o cualquier otra sustancia que perjudique el fraguado del cemento.
Según las propiedades de la mezcla resultante, el suelo estabilizado con cemento se puede dividir en dos grupos:
Suelos mejorados con cemento, en los que se agrega una cantidad relativamente pequeña de cemento para mejorar algunas propiedades, como su sensibilidad a los cambios de humedad o su mayor capacidad de soporte, quedando el material suelto tras su tratamiento. Es una técnica orientada a mejorar las explanadas. La mezcla se realiza in situ, con dosificaciones inferiores al 3% del peso seco del suelo. El PG3 los clasifica en S-EST 1 y S-EST 2.
Suelos estabilizados con cemento, donde tras el fraguado del cemento, se obtiene un material con cierta resistencia mecánica. No se trata de hormigón, pues los granos no se ven envueltos en pasta de cemento, sino que su unión es puntual. El PG3 los divide en S-EST 3 si la resistencia a la compresión a 7 días es de 1,5 MPa, para uso en explanadas, y en suelos estabilizados para subbases y bases, donde se eleva dicha resistencia mínima a 2,5 MPa. En este último caso, su denominación habitual es suelocemento, cuya fabricación se realiza en central. Se exige un adecuado curado, lo que implica que tras la extensión y compactación de la capa, se riega con una emulsión bituminosa de rotura rápida para evitar la evaporación prematura.
Se necesitaría un elevado contenido de cemento si el suelo presenta muchos finos plásticos, lo que, además, dificultaría el mezclado. Por ello se limitan los tratamientos con cemento a suelos que cumplan las siguientes condiciones:
Límite líquido < 40 en los S-EST 2 y S-EST 3
Índice de plasticidad < 15
Cernido ponderal por el tamiz UNE 2 mm > 20 %
Cernido ponderal por el tamiz UNE 0,063 mm ≤ 35 % (50 % en los S-EST 1 y S-EST 2)
Con carácter general, el procedimiento constructivo de una estabilización con cemento se divide en las siguientes fases: preparación del terreno, mezclado “in situ” o en central, compactación, ejecución de juntas y curado de la mezcla. Normalmente, se compacta en capas de 20 a 30 cm.
Los cementos más adecuados para estabilizar suelos son aquellos que presentan un plazo elevado para que se puedan trabajar fácilmente, un moderado calor de hidratación y un lento desarrollo de resistencia que minimice las fisuras de retracción. Por ello son adecuados cementos con mayor contenido de adiciones activas (escorias de horno alto, puzolanas naturales y cenizas volantes), tales como los tipos CEM III, IV y V.
Aquí podéis ver una pequeña explicación de la profesora Ana María Pérez, de la Universitat Politècnica de València, de lo que es un suelocemento.
Os dejo algunos vídeos de esta técnica de mejora de suelos.
A continuación, os dejo una guía de soluciones para obras de estabilización de suelos, ejecución de suelo-cemento in situ y reciclado de firmes elaborada por la Asociación Nacional Técnica de Estabilizados de Suelos y Reciclados de Firmes (ANTER).
KRAEMER, C.; MORILLA, I.; DEL VAL, M.A. (1999). Carreteras II. Explanaciones, firmes, drenaje, pavimentos. Colegio de Ingenieros de Caminos, Canales y Puertos, Madrid.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2004). Temas de procedimientos de construcción. Mejora de terrenos.Editorial de la Universidad Politécnica de Valencia. Ref. 2004.844.
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes de la Universitat Politècnica de València. Ref. 749.
Una forma conocida de estabilizar las arcillas y los limos blandos es mezclarlos «in situ» con cal viva (CaO). Ocurre una reacción puzolánica entre la cal y los minerales de la arcilla que produce silicato de calcio, el cual es duro y resistente, por lo que aumenta la resistencia y una reducción de la plasticidad del material primitivo. Así, la arcilla blanda se convierte en una arcilla firme parecida a una costra seca. De esta forma, por ejemplo, se pueden estabilizar terraplenes de arcilla al entremezclarle capas de cal. El suelo blando que queda fuera de la zona tratada apenas se ve afectado.
La mezcla «in situ» produce una mejora significativa de la resistencia al corte del suelo mediante una serie de efectos positivos, entre los que se incluyen:
El calor de la reacción exotérmica de la cal y/o el cemento con el agua del suelo reduce el contenido de humedad del suelo, aumentando así la resistencia.
El intercambio de iones de la química de la arcilla de sodio a calcio hace que las partículas se agreguen aumentando la permeabilidad.
Efecto cementante del calcio en la cal.
Figura 1. Ejecución de una columna de cal. https://civildigital.com/lime-cement-columns/
Sin embargo, el sistema que vamos a recoger en este artículo consiste en ejecutar columnas de cal («lime columns o lime piles«), previa una perforación vertical del terreno. La cal viva, finamente molida, se mezcla con la arcilla blanda utilizando una máquina de columnas de cal (Figura 1). Las columnas de cal, de hecho, constituyen una técnica de mejora del terreno mediante una inclusión resistente, siendo una variante de las columnas de suelo-cemento. Se trata de una técnica de estabilización profunda en vía seca aplicable a suelos blandos para mejorar sus características geomecánicas, aumentar la estabilidad, resistencia al corte, capacidad portante, compresibilidad y controlar la permeabilidad.
El efecto que produce una columna de cal es un aumento en la cohesión promedio a lo largo de una superficie de rotura activa, aunque este efecto de la cal sobre la resistencia del terreno es diferente en los distintos tipos de suelo. Además, el calor generado por la hidratación de la cal viva también reduce el contenido de agua de los suelos arcillosos, lo que da lugar a una consolidación acelerada y un aumento de la resistencia. Las columnas de cal pueden utilizarse para el soporte de cargas, la estabilización de taludes naturales y cortados, y como sistema de contención de excavaciones.
Las columnas de cal son apropiadas para suelos que contengan al menos un 20% de arcilla, y el contenido de limo y arcilla debe ser como mínimo del 35%. Se puede agregar yeso para ayudar a estabilizar los suelos orgánicos con contenidos de humedad de hasta el 180%. Al añadir yeso a la cal, la resistencia no drenada puede ser tres veces mayor que cuando se utiliza la cal sola. Las columnas de cal son especialmente eficaces cuando la temperatura del suelo es elevada, porque el ritmo de endurecimiento de las columnas es más rápido.
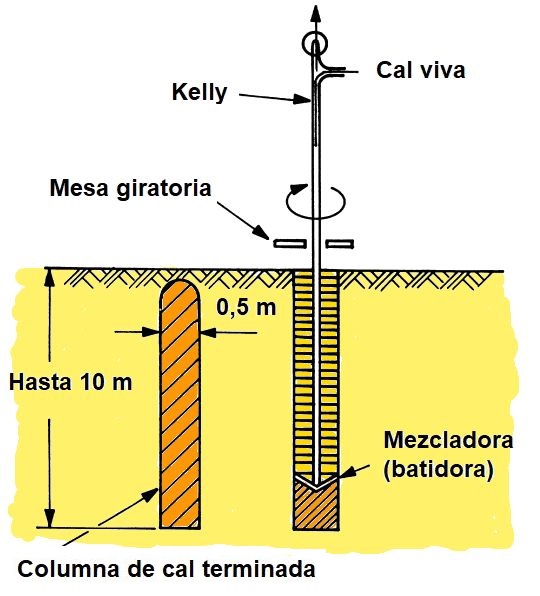
En la Figura 2 se observa el procedimiento para construir una columna de cal. Se introduce cal viva a través de la barra kelly de una perforadora en cuyo extremo se encuentra una batidora o mezcladora. Se pueden conseguir fácilmente diámetros de columna superiores a 0,50 m y profundidades de hasta 10 a 15 m. Las columnas mejoran la capacidad portante de la arcilla blanda en función de la separación entre ellas.
Figura 2. Procedimiento para la construcción de columnas de cal. Adaptado de Broms y Boman (1979)
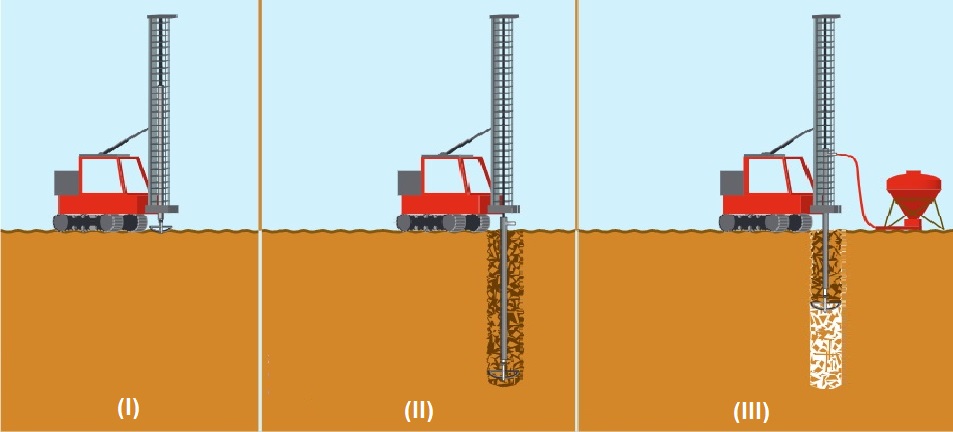
En la Figura 3 se muestran las fases constructivas de la columna de cal. En primer lugar (I) se introduce la barra mediante una broca batidora. Al llegar a la profundidad especificada (II), la herramienta retorna a la superficie. Por último, al regresar la broca a la superficie (III), la herramienta gira mientras el flujo de aire a presión lleva cal viva hasta el fondo.
Figura 3. Fases constructivas de una columna de cal
Un inconveniente de las columnas de cal es que pueden actuar como drenajes, disminuyendo su capacidad portante con el tiempo debido a la lixiviación por aguas subterráneas ligeramente ácidas. La mezcla de cal y arcilla puede ser más sensible a las heladas que el suelo por sí solo. A veces, el material de la columna aparece como grumos del tamaño de una caja de cerillas, resultado de las variaciones en la reacción química. También puede agrietarse en capas cada 20-50 mm y ser más débil en el centro. Por estas razones, los ensayos de las mezclas de laboratorio no suelen compararse bien con las pruebas de campo.
En las columnas de cal-cemento se añade cemento Portland a la cal. Normalmente las proporciones de cal/cemento en porcentaje por peso son 50/50. La arcilla combinada con cal y cemento en las columnas no es homogénea. Cuando se mezcla con cal y cemento, se forman grumos de arcilla estabilizada. La resistencia al corte en las juntas entre los grumos es menor que dentro de los grumos.
Referencias:
BROMS, B.B.; BOMAN, P. (1979). Lime columns – A new foundation method. Journal of the Geotechnical Engineering Division, 105(4): 539-556.
ROGERS, C.D.F.; GLENDINNING, S. (1997). Improvement of clay soils in situ using lime piles in the UK. Engineering Geology, 47:243-257.
Figura 1. Inyección de una perforación por tramos (Cambefort, 1968)
En artículos anteriores se habló de los materiales empleados en la inyección de terrenos, de las técnicas de inyección del terreno y de los tipos de lechadas y aplicabilidad de los materiales de inyección de terrenos. Como decíamos, esta técnica consiste en introducir en el medio una mezcla fluida que reacciona con las partículas de suelo mediante una reacción hidráulica o química. De esta forma se conforma una masa de mayor resistencia mecánica y permeabilidad, así como menor deformabilidad, pues se consigue aumentar la compacidad, disminuyendo el índice de huecos. En este artículo nos centraremos en los procedimientos empleados en la inyección del terreno.
Un tubo facilita la inyección y evita que la lechada escape al exterior del taladro por el camino más fácil, que suele ser el contacto entre el terreno y el tubo de revestimiento o bien entre el obturador y el exterior del tubo de inyección. La inyección se puede realizar mediante los siguientes procedimientos:
Inyección desde la boca de la perforación: se vierte la lechada por gravedad desde la boca del sondeo, obturando en la parte superior. Se utiliza la técnica en rocas con grandes huecos.
Inyección ascendente: primero se hinca un tubo y se inyecta a medida que se extrae por tramos de 30 cm. La inyección se realiza por tramos sucesivos, empezando desde la parte inferior del terreno a inyectar hasta la zona superior. Se obtura a distintas profundidades y se aplican presiones de inyección decrecientes. Es una técnica más rápida y barata que la inyección por fases decrecientes, permitiendo independizar la perforación de la inyección.
Inyección al avance o por fases descendentes: se perfora un tramo, se retira el varillaje y se inyecta. Tras el fraguado ligero de la lechada, se perfora el tramo inyectado y un tramo nuevo, continuando el proceso. La idea es ir creando techos sucesivos que permitan ir aumentando la presión de inyección. Es una técnica cara, que debe evaluarse bien antes de su uso.
Inyección por fases repetitivas mediante tubos-manguito: se perfora y se introduce un tubo ranurado de 50-60 mm de diámetro, sin reperforación, cuyos orificios exteriores se cierran con manguitos de goma que actúan como válvulas anti-retorno, por los que sale la lechada. Se puede inyectar a cualquier nivel y orden o reinyectar mediante un doble obturador. Si se conoce la granulometría de cada capa, se puede ajustar la mezcla de inyección. La lechada de sellado debe ser de baja resistencia (0,3-0,5 MPa) y frágil. Para disminuir la resistencia se puede añadir un 3-4% de bentonita.
A continuación se describe el uso de cada una de estas técnicas en función si la inyección se realiza en terrenos rocosos o bien en terrenos sueltos.
Inyección en terrenos rocosos: Lo más habitual es utilizar la inyección por etapas descendentes y la inyección por etapas ascendentes. En macizos de calidad baja se emplea la inyección por etapas descendentes; aquí no tenemos la seguridad de que las paredes de la perforación se sostengan, no van a poder aguantar la presión de inyección, o la estructura geológica puentee la lechada, cementándose los obturadores, con la consiguiente pérdida de obturadores y taladro. En rocas de calidad media o alta se usa la inyección per etapas ascendentes.
Inyección en terrenos sueltos: Se utilizan las inyecciones descendentes, las inyecciones armadas, la inyección con puntaza perdida y el jet grouting. En las inyecciones descendentes se procede como en roca, pero la perforación se realiza a rotación con corona del mismo diámetro que la varilla y la inyección se realiza a través del varillaje de perforación. En las inyecciones armadas se introduce un tubo de paredes lisas dentro del taladro, perforando cada cierta distancia de modo que estas perforaciones se cubren con un manguito de caucho que sirve como válvula anti retorno; el espacio anular entre el tubo y las paredes de la perforación se rellena con una mezcla bentonita-cemento, de poca resistencia, que hace de obturador longitudinal y evita que la lechada fluya por la corona anular del taladro pero que se rompe al inyectar; la inyección se hace situando un obturador doble a nivel del manquito que se quiera inyectar. En la inyección con puntaza perdida se perfora con una puntaza de diámetro mayor que la varilla, inyectándose conforme se retira el varillaje; es un método barato con ciertas limitaciones. Con el jet grouting se realizan inyecciones a muy altas presiones, siendo procedimiento que se verá en detalle en una lección posterior.
El procedimiento más habitual es la inyección ascendente, con unas presiones normales de 1 a 3 MPa, aunque este rango se puede ampliar desde los 0,5 a los 8 MPa. Los taladros se separan entre 1 y 4 m. La relación entre el volumen inyectado y el de huecos del terreno es muy variable, entre el 40% en el caso de gravas abiertas o rellenos flojos mal compactados, al 10-20% para terrenos arenosos relativamente compactos. En la inyección de suelos, la técnica más común es la de tubo-manguito.
La longitud máxima de cada tramo de tratamiento varía entre 5 y 10 m. En suelos, la longitud tratada no suele superar el metro de longitud. Los taladros se separan según el tipo de terreno y las presiones que puedan aplicarse. En la Tabla 1 se indica la separación recomendada entre taladros de inyección, para algunas de las aplicaciones habituales:
De todas formas, es importante controlar la presión de la inyección, pues una presión nula puede indicar una pérdida de inyección, una presión excesiva puede dar lugar a levantamientos o giros en el caso de estructuras próximas. Siempre que sea posible se debe realizar un control informatizado de la perforación, así como medir y controlar la presión, el caudal y el volumen de las inyecciones en cada punto.
Por último, hay que tener presente que la inyección del terreno es una operación “ciega”, en el sentido que no se conoce realmente por dónde fluye la mezcla, por ejemplo, por desconocer la red de fracturación. Por tanto, se suelen extraer testigos después de las inyecciones para comprobar los resultados.
Referencias:
BELL, F.G. (1993). Engineering treatment of soils. E & F Spon, Londres.
BIELZA, A. (1999). Manual de técnicas de tratamiento del terreno. Carlos López Jimeno, Madrid, 432 pp.
CAMBEFORT, H. (1968). Inyección de suelos. Omega, Barcelona.
KUTZNER, C. (1996). Grouting of rock and soil. A.A. Balkema, Rotterdam.
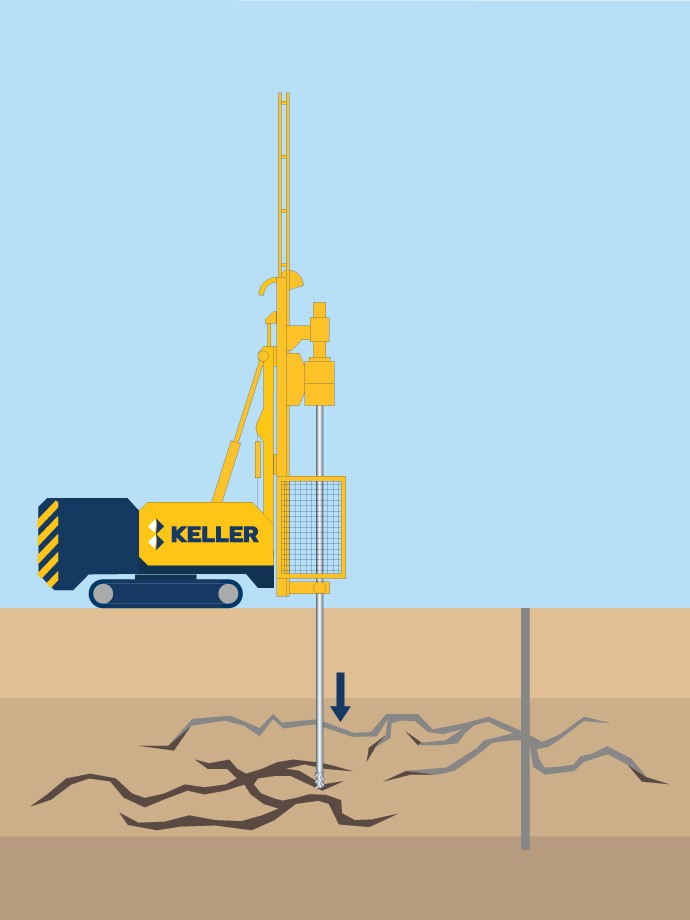
Figura 1. Inyección de suelos. https://www.keller.com.es/experiencia/tecnicas/inyeccion-de-macizos-rocosos-suelos
En artículos anteriores se habló de los materiales empleados en la inyección de terrenos y de las técnicas de inyección del terreno. Como decíamos, esta técnica consiste en introducir en el medio una mezcla fluida que reacciona con las partículas de suelo mediante una reacción hidráulica o química. De esta forma se conforma una masa de mayor resistencia mecánica y permeabilidad, así como menor deformabilidad, pues se consigue aumentar la compacidad, disminuyendo el índice de huecos. En este artículo nos centraremos en los tipos de lechadas y la aplicabilidad de los materiales empleados en la inyección del terreno.
Se pueden distinguir tres tipos de lechadas:
Suspensiones inestables: Normalmente son mezclas de cemento diluido con agua en exceso en proporciones variables, no homogéneas, que sedimentan cuando cesa la agitación. Se emplean en rocas o materiales granulares gruesos.
Suspensiones estables: Se obtienen por disolución de arcilla y cemento en agua. Con la dosificación adecuada, con una fuerte agitación y con aditivos estabilizadores, se consigue que no se produzca la sedimentación durante la inyección.
Líquidos o disoluciones: No contienen partículas sólidas en suspensión, encontrándose en solución o en emulsión los componentes químicos en el agua. Están constituidos por productos químicos como silicatos, resinas orgánicas y productos hidrocarbonados puros. Mantienen constante su viscosidad, hasta el momento de la solidificación.
El sistema de inyección utilizado en cada caso depende de numerosos parámetros como la granulometría, la porosidad, la porosidad, la permeabilidad y las condiciones del agua subterránea, especialmente su composición química y velocidad de circulación. Además, existen numerosos productos en el mercado que se pueden adecuar en mayor o menor medida a las características específicas del terreno, por lo que suele ser habitual consultar a empresas especializadas.
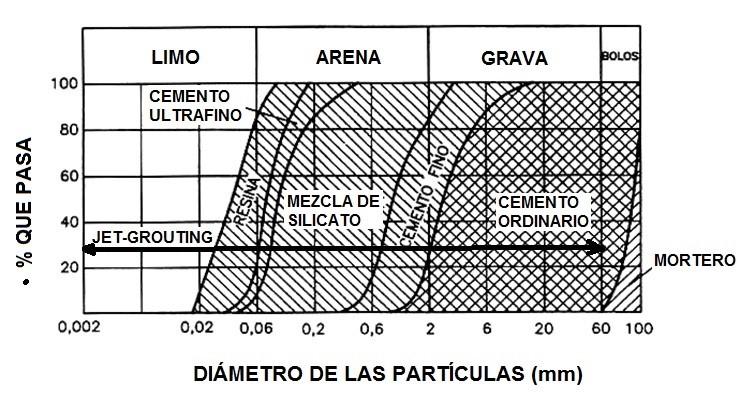
En la Figura 2 se puede ver la aplicabilidad de distintos tipos de inyecciones atendiendo al tamaño de las partículas del suelo a inyectar. Se aprecia que el jet grouting se aplica, en general, a todo tipo de tamaño de partículas, excluyendo los bolos.
Figura 2. Aplicabilidad de distintos materiales de inyección según el tamaño de partículas del suelo (Kutzner, 1996)
Referencias:
BELL, F.G. (1993). Engineering treatment of soils. E & F Spon, Londres.
BIELZA, A. (1999). Manual de técnicas de tratamiento del terreno. Carlos López Jimeno, Madrid, 432 pp.
CAMBEFORT, H. (1968). Inyección de suelos. Omega, Barcelona.
KUTZNER, C. (1996). Grouting of rock and soil. A.A. Balkema, Rotterdam.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2004). Temas de procedimientos de construcción. Mejora de terrenos. Editorial de la Universidad Politécnica de Valencia. 2004.844. Valencia.
Figura 1. Tipos principales de inyección del terreno
En un artículo anterior se habló de los materiales empleados en la inyección de terrenos. Como decíamos, esta técnica consiste en introducir en el medio una mezcla fluida que reacciona con las partículas de suelo mediante una reacción hidráulica o química. De esta forma se conforma una masa de mayor resistencia mecánica y permeabilidad, así como menor deformabilidad, pues se consigue aumentar la compacidad, disminuyendo el índice de huecos. En este artículo nos centraremos en las técnicas de inyección del terreno.
Todo proceso de inyección presenta dos facetas características (Sanz, 1981):
Introducción y distribución en el medio de la mezcla de inyección. Para que ello sea posible debe adecuarse, de acuerdo con la morfología de los huecos del terreno, de una red de perforación auxiliar y de unas presiones de inyección adecuadas.
Transformación de la mezcla, que endurece según un proceso químico que puede ser desde el fraguado en el caso del cemento, a la transformación sol-gel, en el caso de inyecciones químicas.
Las técnicas de inyección se pueden dividir en los siguientes grupos (Figura 1):
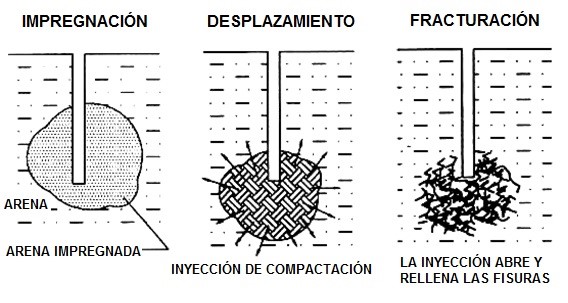
Rellenos de huecos y fisuras: Se inyecta lechada en las fracturas, diaclasas o discontinuidades de las rocas; o se rellenan los huecos con una lechada con un alto contenido de partículas. En este caso, el producto se introduce básicamente por gravedad hasta colmatar los huecos. Con grandes huecos, conviene introducir en las lechadas áridos o productos de alto rendimiento volumétrico.
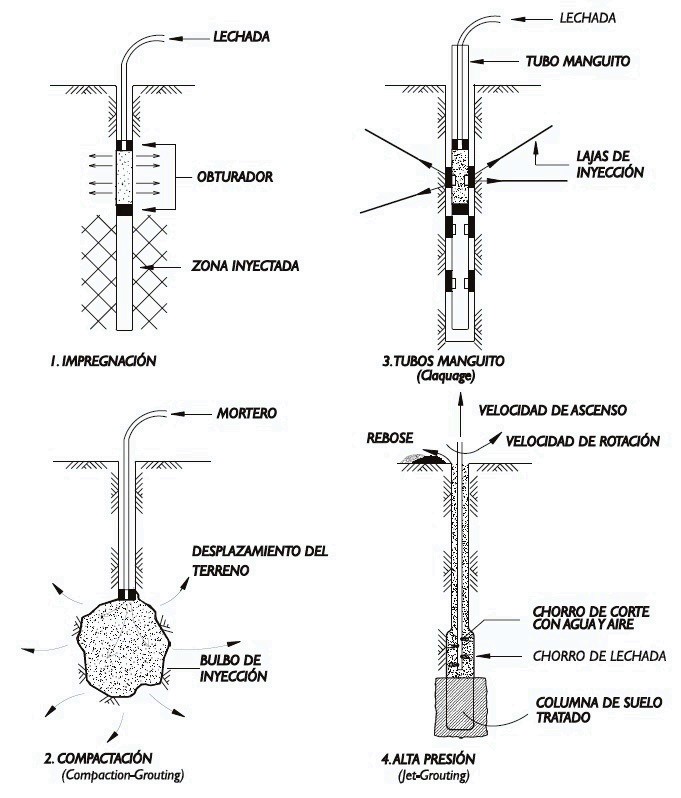
Inyecciones de impregnación: No existe rotura del terreno. Se emplean mezclas muy penetrantes, cuyo objetivo principal es disminuir la permeabilidad del terreno rellenando poros y fisuras. Se sustituye el agua o el gas intersticial con una lechada inyectada a baja presión para no producir desplazamientos de terreno.
Inyecciones de compactación o de desplazamiento: Se introducen morteros de alta fricción interna que comprimen el terreno flojo y lo desplaza lateralmente de forma controlada, sin que el material inyectado se mezcle con él.
Inyecciones de fracturación hidráulica o por tubos manquito: Se fractura el terreno mediante la inyección de la lechada a una presión que supere su resistencia a tracción y su presión de confinamiento. La lechada no penetra en los poros, sino que se introduce en las fisuras creadas por la presión utilizada, formándose lentejones que recomprimen el terreno. Esta técnica también se llama hidrofracturación, hidrofisuración, “hidrojacking” o “claquage”. Son útiles en inyecciones de consolidación, de compensación de asientos, e inyecciones armadas. Para ello se suelen realizar con tubos manguito.
Inyección de alta presión: Se excava y mezcla el terreno con un chorro de lechada a alta velocidad (jet-grouting).
Las propiedades más importantes de las mezclas de inyección son las siguientes (Muzas, 2007):
Estabilidad y posibilidad de segregación: una velocidad pequeña del fluido puede sedimentar la mezcla y paralizar la inyección.
Viscosidad del producto: determina la presión y la velocidad de inyección.
Propiedades reológicas: comportamiento de la lechada a lo largo del tiempo.
Tiempo de fraguado: limita el plazo de utilización del producto en la inyección.
Volumen del producto fraguado: en las mezclas con agua, puede haber decantación o pérdida de agua al terreno contiguo, con disminución del volumen final.
Resistencia del producto fraguado.
Durabilidad: permanencia del producto fraguado a largo plazo.
En cuanto a los parámetros de la inyección, los más importantes son la velocidad de la inyección, el volumen de inyección, y la presión de inyección. La presión está muy relacionada con el tipo de terreno y con la viscosidad del producto, aconsejándose un valor límite.
Figura 2. Esquemas de algunas técnicas de inyecciones (ROM 5.05)
He preparado un pequeño vídeo donde os explico brevemente estas técnicas de inyección de terrenos.
Os dejo un vídeo donde vemos la instalación de tubos-manguito para trabajos de inyección de compensación.
Referencias:
BELL, F.G. (1993). Engineering treatment of soils. E & F Spon, Londres.
BIELZA, A. (1999). Manual de técnicas de tratamiento del terreno. Carlos López Jimeno, Madrid, 432 pp.
CAMBEFORT, H. (1968). Inyección de suelos. Omega, Barcelona.
KUTZNER, C. (1996). Grouting of rock and soil. A.A. Balkema, Rotterdam.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2004). Temas de procedimientos de construcción. Mejora de terrenos. Editorial de la Universidad Politécnica de Valencia. 2004.844. Valencia.
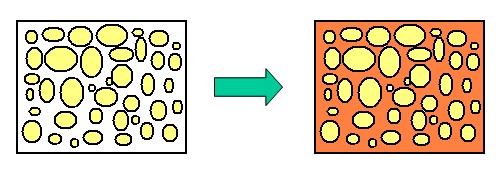
Figura 1. Proceso de colmatación de los huecos mediante inyección del terreno
La presencia de suelos con permeabilidad muy alta o macizos rocosos muy fracturados pueden hacer que los bombeos sean excesivamente costosos y se precisen otro tipo de técnicas para controlar el nivel freático. Una forma de cambiar la permeabilidad de un terreno, y por tanto, contener mediante barrera el agua subterránea, es mediante la inyección del terreno. La técnica, muy utilizada también como mejora del terreno, consiste en introducir en el medio una mezcla fluida que reacciona con las partículas de suelo mediante una reacción hidráulica o química. De esta forma se conforma una masa de mayor resistencia mecánica y permeabilidad, así como menor deformabilidad, pues se consigue aumentar la compacidad, disminuyendo el índice de huecos (Figura 1).
El tratamiento del terreno con inyecciones depende tanto de las peculiaridades del medio a tratar como de las características del producto de inyección, así como de la forma en la que este producto se introduce en el medio.
Este procedimiento constructivo se inició en Francia, siendo su inventor Charles Bérigny en 1802, quien inyectó morteros de cemento, alguna vez asociados con puzolanas. Si bien al principio solo se pretendían rellenar huecos colocando el mortero líquido por gravedad, poco a poco se perfeccionaron las inyecciones, a partir de 1920-1930, donde la construcción de ferrocarriles abrió paso a las grandes obras hidráulicas.
Las aplicaciones más frecuentes de la inyección del terreno son los tratamientos de las cimentaciones de presas, el refuerzo de cimentaciones o recalce de edificios, así como la construcción de túneles. Sin embargo, hay que ser prudentes con estos procedimientos, pues la inyección de grandes volúmenes de material en el terreno puede causar desplazamientos. Además, el material inyectado tiende a moverse a través de las capas más permeables o a través de grietas débiles, surgiendo a menudo a distancias considerables del punto de inyección.
En el caso de las inyecciones de impermeabilización, el objetivo fundamental es reducir la permeabilidad del terreno. Son tratamientos muy habituales en presas, en túneles y en excavaciones en general, cuando se realizan trabajos bajo nivel freático. Se emplean como mezclas de inyección lechadas y productos químicos como los geles de silicato, aunque también es posible realizar inyecciones de colmatación de huecos mediante arenas sin cemento con objeto de disminuir la permeabilidad, permitiendo el drenaje. A medida que la permeabilidad del medio disminuye, se deben emplear fluidos de menor viscosidad para conseguir la suficiente penetración en el terreno.
Al fluido inyectado se le conoce como mortero de inyección, los cuales pueden ser conglomerados hidráulicos, materiales arcillosos, arenas y filleres, agua y productos químicos. El componente más habitual en las inyecciones es el cemento, el cual puede ir acompañado por distintos productos. Los materiales utilizados en la inyección son los siguientes:
Conglomerantes hidráulicos: Incluyen los cementos y productos similares empleados en suspensión cuando se preparan las lechadas. La granulometría del conglomerante hidráulico de la lechada es un factor importante, pues guarda relación con las dimensiones de los huecos o fisuras o huecos existentes.
Materiales arcillosos: Las arcillas naturales, de tipo bentonítico, activadas o modificadas, se utilizan en las lechadas elaboradas con cemento, pues reducen la sedimentación y varían la viscosidad y la cohesión de la lechada, mejorando la bombeabilidad.
Arena y filleres: Se adicionan a las lechadas de cemento y a las suspensiones de arcilla para variar su consistencia, mejorando de esta forma su comportamiento frente a la acción del agua, su resistencia mecánica y su deformabilidad. Generalmente se utilizan arenas naturales o gravas, filleres calcáreos o silíceos, puzolanas y cenizas volantes, exentos de elementos perjudiciales.
Agua
Productos químicos: Se utilizan silicatos y sus reactivos, resinas acrílicas y epoxi, materiales procedentes de lignina y poliuretanos, siempre que cumplan la legislación ambiental vigente. Los aditivos son productos orgánicos e inorgánicos que se añaden, en general en cantidades reducidas, a la lechada para modificar sus propiedades y controlar la viscosidad, el tiempo de fraguado y la estabilidad, durante la inyección, además de la resistencia, cohesión y permeabilidad una vez colocada la lechada. Como aditivos se utilizan, entre otros, superplastificantes, productos para retener agua y productos para arrastrar aire.
En la Tabla 1 se relacionan los distintos tipos de productos:
Os paso a continuación un vídeo explicativo de los materiales empleados en la inyección de terrenos.
Referencias:
BELL, F.G. (1993). Engineering treatment of soils. E & F Spon, Londres.
BIELZA, A. (1999). Manual de técnicas de tratamiento del terreno. Carlos López Jimeno, Madrid, 432 pp.
CAMBEFORT, H. (1968). Inyección de suelos. Omega, Barcelona.
KUTZNER, C. (1996). Grouting of rock and soil. A.A. Balkema, Rotterdam.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2004). Temas de procedimientos de construcción. Mejora de terrenos. Editorial de la Universidad Politécnica de Valencia. 2004.844. Valencia.
SANZ, J.M. (1981). Procedimientos generales de construcción. Sondeos y perforaciones, inyecciones, pilotes, pantallas continuas. E.T.S. Ingenieros de Caminos, Madrid.
Figura 1. Inyección de impregnación. https://www.bacsol.co.uk/solution/permeation-grouting/
Los morteros estables son suspensiones en agua que no producen sedimentación durante un periodo dilatado de tiempo cuando se inyectan en el terreno (mínima exudación) y que tampoco producen el efecto bóveda al llegar a los intersticios. Esta propiedad permite que no se vayan cerrando las fisuras y se pueda aumentar a la vez la presión. Por eso se puede inyectar a baja presión, reduciendo el caudal lo necesario. Las lechadas estables son económicas en el caso de gravas y arenas finas, pues si los granos son demasiado finos (inferiores a 1 o 2 mm), el cemento no podrá penetrar en los huecos. También resultan convenientes para el taponamiento de grandes fisuras en macizos rocosos.
La estabilidad de una mezcla de inyección, que se refiere a la propiedad de mantener los granos de cemento en suspensión, es relativa, pues la estabilidad es suficiente si mantiene estas características durante la inyección. Normalmente se determina en el laboratorio la estabilidad mediante una prueba de sedimentación o de decantación. El artículo 676 del Pliego de Prescripciones Técnicas Generales para Obras de Carreteras considera que una suspensión es estable si cuando se coloca un litro en un cilindro graduado, al cabo de cuatro horas, el volumen superior de agua clara que sobre nada es inferior al 4% del volumen total.
Una mezcla con una fuerte dosificación de cemento consigue una sedimentación nula, pero es un fluido muy viscoso y no se puede inyectar (Cambefort, 1968), por lo que es necesario un estudio de laboratorio que permita conocer las proporciones adecuadas de cemento con otros componentes como la bentonita, que presenta propiedades coloidales, y aditivos, con propiedades estabilizadoras en función del peso del cemento.
Una mezcla estable se puede conseguir con una lechada de cemento activada. Se consigue de esta forma una dispersión óptima del cemento, bien por vía química con la utilización de aditivos, o bien por vía física con calentamiento y sobreagitación. Sin embargo, también se puede conseguir una suspensión estable con una mezcla de arcilla, fundamentalmente bentonita y silicato con cemento. Estas últimas lechadas, además de no sedimentar, presentan un fraguado muy lento, superior a las 24 horas.
Las suspensiones estables son, por lo general, una combinación de arcilla, cemento y arena que proporciona impermeabilidad una vez han endurecido. Tanto si la suspensión es estable o inestable, estas lechadas presentan una baja resistencia al corte por sí solas, por lo que al combinarla con las partículas del suelo se incrementa la resistencia al corte de la masa. Ello se debe a que una vez el fluido comienza a solidificarse, se generan fuerzas capilares en los granos, densificando el terreno y disminuyendo el volumen de huecos.
Es importante inyectar a baja presión en zonas a 5-10 m para evitar resurgencias y levantamientos. No obstante, como esta baja presión y la débil sedimentación no abren las fisuras, por ejemplo, en un macizo rocoso, resulta de interés inyectar un mortero inestable a alta presión después del fraguado del mortero estable. También es muy común, tras inyectar una lechada estable en gravas o arenas, inyectar una lechada inestable para rellenar los pequeños huecos que quedan de la casi despreciable sedimentación de la primera suspensión, así como un lavado a presión del macizo rocoso.
Las mezclas funcionan prácticamente a viscosidad constante, como verdaderos fluidos que se podrían bombear indefinidamente, por lo que se debe controlar la admisión de material, más que la presión. Ello se debe a que este tipo de inyecciones presentan un fraguado muy lento, no hay sedimentación de mortero ni taponamiento de huecos, por lo que el volumen de mortero estable inyectado no está limitado por los aumentos de presión tal y como ocurre con los morteros inestables. Por tanto, el sistema requiere cerrar el recinto a inyectar mediante taladros previos de contorno, avanzando el tajo de forma centrípeta.
Dentro de los morteros estables, se pueden distinguir los siguientes tipos, García Valcarce et al. (2003) distingue los siguientes tipos: bentonita-cemento, cemento-silicato, cemento-bentonita-silicato, cemento activado, suspensiones de arcilla, arcilla-cemento y arcilla-cemento-arena.
Si atendemos a los grupos más destacados de suspensiones estables, distinguimos los siguientes (Bielza, 1999):
Mezclas de cemento-bentonita: La bentonita constituye el principal aditivo para mejorar la estabilidad y penetración de la lechada de cemento. La bentonita es capaz de reducir la sedimentación de las partículas de mayor tamaño que componen la mezcla, y además reduce su coste aumentando el volumen de la lechada. Las lechadas de cemento y bentonita son útiles en la inyección de depósitos de gravas y arenas gruesas. Para estabilizar totalmente un cemento de inyección se precisa entre un 2 y un 5% de bentonita sódica; no debe superarse estas proporciones para no obtener productos esponjosos con baja resistencia a compresión y fraguado lento. La relación cemento/agua, en peso, varía de 1 a 2 para un 2% de bentonita, en cuyo caso la sedimentación es nula si c/a ≤ 1,4. Este rango varía de 1 a 1,7 para un 4% de bentonita, en cuyo caso la decantación es nula. La bentonita actúa como lubricante debido a su finura, lo que permite bombear suspensiones con una baja relación a/c, quedando rellenos los huecos o poros en una sola operación. Hay que tener presente que la adición de bentonita baja la resistencia e incrementa la plasticidad de la mezcla. Por otra parte, a veces se puede separar la bentonita del cemento, lo que puede ocasionar algunas fracturas rellenas solo de bentonita. Si es terreno es muy permeable, se puede añadir a la lechada silicato de sodio en 1 a 2% en relación al peso del cemento para acelerar el fraguado. Sin embargo, la dosificación debe determinarse en laboratorio.
Mezclas de cemento-silicato: Si se añade silicato de sodio a un mortero de cemento, se aumenta la rigidez, siendo esta mejora tanto más importante cuanto más fuerte es la dosificación del cemento. Además, si este tipo de mezcla permanece en reposo, la rigidez crece con el tiempo. Esto es muy evidente al cabo de una hora, donde existe una aceleración del fraguado del cemento debida al silicato. Estos morteros no son homogéneos, pues el silicato forma grumos. Para evitar estos grupos, sería necesario un periodo muy largo de agitación, por lo que son morteros que se utilizan poco.
Mezcla de cemento-bentonita-silicato: La adición de bentonita a una lecha de cemento retarda el fraguado y disminuye la resistencia mecánica, pero proporciona, como se ha visto anteriormente, un mortero homogéneo. El silicato acelera el fraguado pero produce un mortero grumoso. Por tanto, resulta interesante combinar ambos productos. La combinación da un mortero homogéneo que tiene una rigidez inicial más importante que solo con la bentonita, teniendo un comportamiento claramente tixotrópico.
Mortero de cemento activado: Una dosificación fuerte de cemento hace más débil la decantación, llegando incluso a una decantación nula. El problema es que este mortero no podría inyectarse. Sin embargo, con ciertos tratamientos, se obtiene la defloculación de los coloides de la suspensión y se obtienen morteros activados. Esta activación permite inyectar morteros de elevada dosis en cemento, que tengan una ligera o nula sedimentación. Además, esta activación hace el mortero menos deslavable y prácticamente no miscible en el agua.
Suspensiones de arcilla-cemento o inyecciones en suspensión: Es una mezcla compuesta de cemento portland, con una relación a/c entre 10 y 2,5 y lodo de arcilla. La arcilla aumenta el contenido de finos y mejora la penetrabilidad de la suspensión en el terreno, economizando cemento y mejorando la estabilidad y viscosidad de la suspensión como consecuencia de la capacidad de la arcilla para formar geles. La arcilla disminuye la sedimentación y la pérdida de agua de la suspensión. La estabilidad mejora con la calidad de la arcilla y con su proporción en la mezcla. El límite líquido y el índice de plasticidad de la arcilla deben ser inferiores a la de la bentonita (es decir, la arcilla no debe ser montmorillonita). Esta arcilla no afecta tanto a la viscosidad como la bentonita, por lo que se puede añadir a la mezcla en una mayor proporción. Además de la arcilla, se puede agregar arena, serrín, polivinilo, celofán o poliéster para mejorar sus propiedades. Las lechadas de arcilla-cemento son las más adecuadas para la impermeabilización, además de utilizarse en rocas fisuradas, incluso siendo muy porosas o presentando grandes cavidades. También se usan en suelos de una permeabilidad superior a 10-3 m/s, como es el caso de terrenos aluviales gruesos, siendo adecuados como pretratamiento. En estos casos la merma de fluidez que aporta las gruesas partículas de cemento no es tan trascendente, pues se utilizan en terrenos suficientemente permeables.
Mezclas de cemento especial (microcemento): Se utiliza el polvo de cemento microfino con una finura alrededor de 1,7 veces menor que la del cemento portland ordinario. Ello provoca una mayor superficie específica que mejora las propiedades físicas y reológicas, como la viscosidad y su evolución con el tiempo, el rendimiento, la resistencia a corte y la capacidad de penetración al emplear el microcemento con un agente dispersante. Es necesario en este tipo de mezclas un agente dispersante para que las partículas y los flóculos se mantengan entre 1 y 20 μm. Son mezclas muy útiles en la inyección de todo tipo de cimentaciones, especialmente en túneles y presas, pero son de muy elevado coste, comparable con el de las mezclas químicas. Las lechadas de microcemento pueden penetrar en arenas medias, pudiendo resistir umbrales de gradiente hidráulico superiores a 260. A diferencia de las mezclas químicas, con una capacidad de penetración similar, proporciona al medio una mayor resistencia adherente.
Suspensiones de arcilla: La penetrabilidad de las suspensiones de arcilla es función de su proceso de defloculación, que está regida por los coloides. Las consecuencias de la floculación es que las suspensiones presentan un tamaño demasiado grande, aumenta la viscosidad y por tanto disminuye la penetrabilidad. La arcilla que se inyecta debe presentar un límite líquido superior a 60. En caso contrario, se deben añadir coloides.
Suspensiones de arcilla-cemento-arena: La adición de arena a un mortero de cemento estable da un mortero inyectable. A más dosificación de arena, más fácil es que permanezcan en suspensión los granos más gruesos.
En la actualidad, las inyecciones de cemento con bentonita en cimiento de presas se está reemplazando por un sistema, ideado por Lombardi y Deere en 1993, denominado método GIN (Ground Intensity Number). Las características básicas de este sistema es que las lechadas de inyección no pueden llevar bentonita que evita la decantación, sino superfluidificantes que bajen la viscosidad, bajen la cohesión y asimilen la lecha a un fluido de Bingham. De esta forma se tiene una única mezcla de lechada para todo el proceso de inyección. Por otra parte, para reducir el riesgo de hidrofracturación, además de limitar la presión y el volumen inyectado, el intervalo de inyección se restringe por la hipérbola P·V=cte. La idea es que la finalización de la inyección basada en alcanzar una presión de cierre o un volumen de cierre estaba muy del lado de la seguridad. Este método se puede aplicar tanto a la inyección por tramos descendente, como ascendente, así como mediante el uso del tubo-manguito. El método GIN no solo es una forma de definir y seleccionar el valor de la intensidad de las inyecciones, sino que se considera como una práctica referida a la inyección de masas rocosas fisuradas para mejorar su resistencia y reducir su deformabilidad y permeabilidad.
Referencias:
BELL, F.G. (1993). Engineering treatment of soils. E & F Spon, Londres.
BIELZA, A. (1999). Manual de técnicas de tratamiento del terreno. Carlos López Jimeno, Madrid, 432 pp.
CAMBEFORT, H. (1968). Inyección de suelos. Omega, Barcelona.
TOMLINSON, M.J. (1982). Diseño y construcción de cimientos. URMO, S.A. de Ediciones, Bilbao, 825 pp. POWERS, J.P. (1992). Construction dewatering: New methods and applications. Ed. Wiley et al., New York.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2004). Temas de procedimientos de construcción. Mejora de terrenos. Editorial de la Universidad Politécnica de Valencia. 2004.844. Valencia.
Figura 1. Ejecución de una pantalla delgada de lodos. https://spezialtiefbau.implenia.com/
Las pantallas delgadas de lodo (thin slurry walls) actúan como barreras verticales para contener el flujo horizontal del agua subterránea. A diferencia de los muros pantalla, donde se sustituye el terreno por bentonita, las pantallas delgadas desplazan los suelos vibrando un perfil de acero (vibrated beam slurry walls).
Se trata de un sistema que se ha utilizado con éxito y de forma económica como pantallas de contención de filtraciones en presas, como medio para controlar las aguas subterráneas durante la ejecución de obras o como elemento de contención de residuos tóxicos. Se consiguen permeabilidades en el rango de k = 10-8 cm/s. Además, como se requiere poca excavación de material, se reduce el transporte de material a vertedero, aspecto realmente importante cuando se trata de suelos contaminados.
Mientras se vibra el perfil también se inyecta una lechada autoendurecible para ayudar como lubricante. Posteriormente se extrae el perfil, creando un espacio de 10-15 cm que se rellena con dicha lechada. Este método es adecuado para arenas y gravas. El grosor de la pared de lechada depende de la forma del perfil de acero utilizado y de las condiciones del terreno. El espesor varía entre 5 cm en arenas y 20 cm en gravas. Si se combina con una inyección de alta presión (jet grouting), se pueden alcanzar espesores de pantalla de 30 cm. Las profundidades máximas habituales se encuentran entre 15-30 m.
Figura 2. Detalle del perfil de acero introducido por vibración. https://spezialtiefbau.implenia.com/
Se forma una pantalla continua superponiendo elementos individuales, instalados uno tras otro mediante la vibración del perfil de acero. Una guía fijada al ala del perfil en el panel anterior asegura el solapamiento correcto con el panel en ejecución (Figura 3).
Figura 3. Esquema de ejecución de la pantalla delgada de lodo ejecutada mediante vibración de perfiles de acero. https://spezialtiefbau.implenia.com/
Os dejo un vídeo sobre este tipo de pantalla.
Dejo un artículo sobre este procedimiento de contención.
CASHMAN, P.M.; PREENE, M. (2012). Groundwater Lowering in Construction: A Practical Guide to Dewatering, 2nd edition. CRC Press, Boca Raton, 645 pp.
POWERS, J.P.; CORWIN, A.B.; SCHMALL, P.C.; KAECK, W.E. (2007). Construction dewatering and groundwater control: New methods and aplications. Third Edition, John Wiley & Sons.
PREENE, M.; ROBERTS, T.O.L.; POWRIE, W. (2016). Groundwater Control – Design and Practice, 2nd Edition. Construction Industry Research and Information Association, CIRIA Report C750, London.
TOMLINSON, M.J. (1982). Diseño y construcción de cimientos. URMO, S.A. de Ediciones, Bilbao, 825 pp.
Es una mezcladora de hormigón que también se conoce como “mezcladora de tren bailarín”. Es una hormigonera típica de las industrias de prefabricados y de mezclas muy secas. Consta de una cuba fija, de mayor diámetro que altura, con su eje vertical. En el interior gira suspendido un reductor con un eje de salida de tipo planetario, al que está acoplado un conjunto de paletas. Su capacidad oscila entre 1 y 4 metros cúbicos. Una duración típica de un ciclo de amasado, llenado y vaciado es de 90 segundos, pudiendo ser reducido cuando se trata de alimentar camiones-hormigonera y ligeramente aumentado para mezclas especiales.
La velocidad de las paletas debe ser tal que la fuerza centrífuga resultante no produzca la separación de los elementos constituyentes del hormigón. Las paletas tienen un doble movimiento de rotación, de forma que la partícula ligada a las paletas describe un movimiento epicicloidal:
Alrededor de su eje.
Alrededor del eje de la máquina.
El motor es vertical, montado sobre un cárter cilíndrico colocado por encima de la cuba. La carga se realiza por la parte superior y la descarga se realiza por una compuerta abatible en el fondo, bien en uno de sus laterales, bien en el centro del mismo.
Os paso algunos vídeos en los que podéis ver el funcionamiento.
Referencias:
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014).Fabricación, transporte y colocación del hormigón.Apuntes de la Universitat Politècnica de València. 189 pp.
Tren de reciclado. http://pa-12.blogspot.com.es/2009/03/tren-de-reciclado.html
El reciclado de firmes in situ con cemento constituye una técnica de rehabilitación que consiste en transformar el firme deteriorado tomando como fuente de suministro de áridos la propia carretera. Es una técnica sostenible, puesto que podría evitar, según el IECA, la extracción de unas 800.000 t de áridos. El procedimiento constructivo consiste en disgregar el firme existente en la profundidad requerida, mezclar el material resultante con cemento y agua y compactar la mezcla a la densidad adecuada. Con ello se consigue un firme en conjunto mucho más duradero, con menor susceptibilidad al agua y mayor resistencia a la fatiga. Aquí os dejo un enlace para descargaros la Guía Técnica de IECA sobre reciclado de firmes in situ.
¿Cómo se hace?, pues aquí tienes un didáctico vídeo sobre estabilización de suelos con cemento, procedente de la sección de vídeos de IECA. Espero que os guste.