Los días 27 y 28 de mayo de 1937 fueron los días de la inauguración del puente Golden Gate. De este puente se ha escrito mucho, incluso algún post hemos escrito en este blog. Sin embargo, lo importante es que en Radio Nacional se hicieron eco de la noticia y en el programa «Esto me suena. Las tardes del Ciudadano García» y pudimos hablar durante unos minutos no sólo de este puente, sino de la importancia de la ingeniería española y de su difusión.
Os dejo el programa sacado directamente de la web de Radio Nacional. La entrevista dura hasta el minuto 18. Espero que os guste.
Esta es la versión post-print de autor. La publicación se encuentra en: https://riunet.upv.es/handle/10251/48904, siendo el Copyright de la American Society of Civil Engineers.
El artículo debe ser citado de la siguiente forma:
Sierra, LA.; Pellicer, E.; Yepes, V. (2016). Social Sustainability in the Lifecycle of Chilean Public Infrastructure. Journal of Construction Engineering and Management, 142(5):05015020-1-05015020-13. doi:10.1061/(ASCE)CO.1943-7862.0001099.
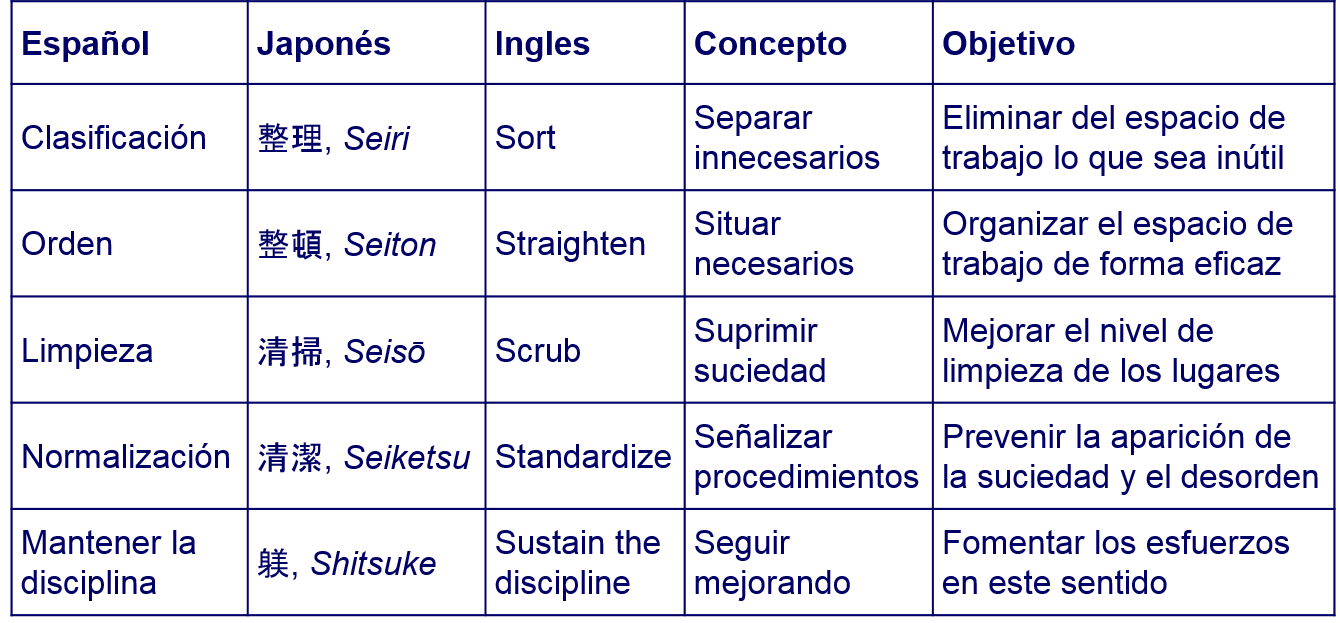
Las cinco S constituye una práctica de Calidad ideada en Japón referida al “Mantenimiento Integral” de la empresa, no solo de maquinaria, equipo e infraestructura, sino del mantenimiento del entorno de trabajo por parte de todos. Se inició en Toyota en los años 1960 con el objetivo de lograr lugares de trabajo mejor organizados, más ordenados y más limpios de forma permanente para generar una mayor productividad y un mejor entorno laboral.
El método de las 5S utiliza una lista de cinco palabras japonesas que empiezan por S. La lista describe la forma de organizar un espacio de trabajo de un modo eficiente y eficaz mediante la identificación y almacenamiento de los componentes utilizados, la conservación adecuada de la zona de trabajo y los elementos almacenados, y el mantenimiento del nuevo estado.
El proceso de toma de decisiones suele surgir de un diálogo sobre la estandarización basado en una comprensión clara por parte de los empleados sobre cómo se debe trabajar. También se pretende involucrar a cada uno de los empleados en el proceso.
El beneficio más evidente del método es la mejora de la productividad, ya que todos los componentes están perfectamente localizados. Los operarios ya no tienen que perder tiempo buscando herramientas, piezas, documentos, etc., que es la forma más frustrante de pérdida de tiempo en cualquier empresa. Los elementos más necesarios se almacenan en el lugar más accesible y, una vez utilizados, se devuelven a la ubicación correcta.
La implementación de cada una de las 5S se lleva a cabo siguiendo cuatro pasos:
Preparación: formación respecto a la metodología y planificación de actividades.
Acción: búsqueda e identificación, según la etapa, de elementos innecesarios, desordenados, suciedad, etc.
Análisis de la mejora realizada.
Documentación de conclusiones en los estándares correspondientes.
El resultado se mide tanto en productividad como en satisfacción del personal respecto a los esfuerzos que han realizado para mejorar las condiciones de trabajo. La aplicación de esta técnica tiene un impacto a largo plazo.
Os dejo unos vídeos que explican estas técnicas relacionadas con la gestión de la calidad. Espero que os gusten.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
YEPES, V. (2001). Garantía de calidad en la construcción. Tomo 1.Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-660. Depósito Legal: V-3150-2001.
YEPES, V. (2001). Garantía de calidad en la construcción. Tomo 2. Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-961. Depósito Legal: V-3151-2001.
El Instituto ICITECH (Instituto de Ciencia y Tecnología del Hormigón) es un centro de investigación de la Universidad Politécnica de Valencia creado en 2005 que agrupa a profesores e investigadores cuya actividad investigadora se centra en el hormigón. Actualmente, el instituto está formado por 63 miembros, de los cuales 32 son profesores, 14 son investigadores contratados y el resto son personal técnico de apoyo a la investigación y de administración.
El Instituto se dedica a la investigación del hormigón desde las perspectivas de los materiales constituyentes y de las estructuras, abordando una amplia gama de aspectos como el proceso de fabricación, el comportamiento físico-químico, mecánico o medioambiental, la sostenibilidad y el comportamiento, el diseño, la construcción y el mantenimiento de las estructuras.
Los objetivos son fomentar y promover la investigación de calidad mediante la realización de proyectos de I+D, potenciar la investigación aplicada y la transferencia de tecnología y conocimiento a empresas afines, así como fomentar la participación de socios industriales.
Las instalaciones de ICITECH se ubican en un nuevo edificio que alberga una gran losa de carga de 500 m², junto con un muro de reacción horizontal en L de 14 x 6 m y 13 m de altura, con puntos de anclaje tanto en la losa como en el muro de 500 kN situados a un metro de distancia entre sus ejes. Además, dispone de una instalación oleohidráulica constituida por seis grupos motobomba que proporcionan 250 bares, un caudal de 1560 litros/min y dos puentes grúa de 10 t cada uno, lo que permite manejar elementos de hasta 20 t por toda la superficie de la nave. Este conjunto permite realizar ensayos a escala real de estructuras con diferentes tipologías de carga. Además de esta gran instalación, el edificio incluye laboratorios de química y materiales con un total de 175 m², tres cámaras húmedas de 117 m³, 57 m³ y 57 m³, y una central de aire comprimido, gas natural, dióxido de carbono y aire seco.
Os paso a continuación un pequeño dosier que hemos preparado para explicar lo que hace nuestro grupo de investigación sobre optimización heurística relacionado con temas de hormigón (proyecto HORSOST) y con el mantenimiento de activos e infraestructuras. Esta actividad se encuentra enmarcada dentro del ICITECH, del Máster Oficial en Ingeniería del Hormigón (acreditado con el sello EUR-ACE) y del Programa de Doctorado en Ingeniería de la Construcción de la Universidad Politécnica de Valencia (verificado por ANECA).
Estas máquinas trituran el material que se recibe de la cantera. Aparecen en los EE.UU. (1879) y se comercializan a partir de 1881 bajo el nombre de trituradores giratorios Gates y en Europa aparecen a partir de 1920. Son equipos que trituran el material por compresión, al igual que las machacadoras de mandíbulas, pero utilizando una pieza troncocónica, denominada «nuez», que se mueve excéntricamente en el interior de un espacio limitado por una pared troncocónica invertida, denominada «bastidor», «carcasa» o «cóncavo». El eje del cono móvil se suspende por su parte superior a un travesaño en arco que se apoya en el anillo cóncavo de la trituradora.
Las machacadoras giratorias primarias podrían considerarse, de hecho, como una machacadora de mandíbulas continua, pues su trabajo consiste en una sucesión ininterrumpida de acciones de presión y expansión. Por este motivo, se podría decir que las trituradoras giratorias trabajan en continuo en la mitad de su volumen, mientras que las de mandíbulas trabajan la mitad del tiempo con la totalidad del volumen. Sin embargo, el material triturado que sale de esta máquina es más cúbico que el producto de la machacadora de mandíbulas. Los rendimientos de la trituradora giratoria también suelen ser más altos respecto a la de mandíbulas, pero su coste es mayor. La razón de reducción conseguida está en torno a 6, y el tamaño de admisión suele ser inferior a 900 mm. El producto de salida, está en torno a los 150 mm de tamaño.
Las trituradoras giratorias primarias son máquinas que pueden alimentarse directamente desde un camión, prescindiendo muchas veces de los costosos sistemas de alimentación. El travesaño donde se apoya la nuez divide en dos a la boca de admisión de la trituradora, lo cual divide le flujo del material cuando se descarga desde el camión (mayor homogeneneidad). La nuez de la trituradora no gira, sino que tiene un movimiento de cabeceo similar al del badajo de una campana. Esto evita la atricción del material, por lo que en el caso de material abrasivo, se preferirá siempre la trituradora primaria giratoria frente a la de mandíbulas. Las compresiones y aperturas alternativas que provoca este movimiento permite el descenso de los fragmentos y su salida. El consumo de energía varía en función del tamaño del equipo, desde 0,3 a 1,2 CV/h/t. En el mercado se pueden encontrar trituradores giratorios primarios que pueden alcanzar los 7 m de diámetro en la boca de alimentación y tener un peso total de 800 toneladas.
Por otra parte, existen machacadoras giratorias secundarias, situadas tras la machacadora de mandíbulas o giratoria primaria. Su uso es como primarios en el caso de graveras o secundarios en canteras. Se caracterizan por tener una boca de alimentación menor, una cámara de trituración más tendida, obtiene un producto más pequeño, su tamaño de admisión está entre 400 y 700 mm, su razón de reducción entre 5 y 10 y además, presentan una mayor velocidad de giro (250 r.p.m.).
Os paso un Polimedia donde se explica el funcionamiento básico de este tipo de trituradoras:
Dejo a continuación un vídeo donde se muestra la alimentación de esta trituradora y su funcionamiento:
Referencias:
FUEYO, L. (1999). Equipos de trituración, molienda y clasificación: tecnología, diseño y aplicación. Editorial Rocas y Minerales. 1ª edición. Fueyo Editores. Madrid, 371 pp. ISBN: 84-923128-2-3.
LÓPEZ JIMENO, C. (1998). Manual de áridos. 3ª edición. Ed. Carlos López Jimeno. Madrid, 607 pp. ISBN: 84-605-1266-5.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos.Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
Traviesas de hormigón prefabricado. Fuente: http://www.prefabricadosdelta.com/
Las traviesas que recogen la vía y se apoyan sobre el balasto constituyen, junto con la vía en placa (sin balasto), dos posibilidades de gran interés en el caso de utilizar elementos prefabricados de hormigón. Recordemos aquí que el balasto es la base de la vía, formada por áridos de una granulometría variable entre 40 y 150 mm aproximadamente, cuyo objetivo es estabilizar el conjunto de la vía.
Las traviesas prefabricadas de hormigón, también denominadas durmientes en muchos países de Latinoamérica, son un tipo de traviesas que aparecen ante la necesidad de buscar elementos más baratos y abundantes que la madera. Aparecen por primera vez en la Primera Guerra Mundial. Tras muchos intentos y pruebas comienza a consolidarse en el mercado ferroviario a partir de los años 50, cuando se empieza también a constatar su superioridad técnica. Su misión principal es servir de soporte a los raíles y transmitir las cargas al balasto de la vía, constituyéndose actualmente como la solución más empleada en líneas de ferrocarril convencionales, alta velocidad (campo cada vez más interesante en todo el mundo por los miles de kilómetros que hay en proyecto o ejecución) e incluso en líneas de metro urbano.
Cada administración ferroviaria dispone de uno o varios modelos caracterizados fundamentalmente por su geometría y tolerancias, momentos característicos en secciones críticas y valores de los momentos de ensayo para los ensayos de homologación. Cada fabricante dispone de una tecnología propia de diseño y fabricación para cumplir los requisitos de la administración ferroviaria. Son elementos muy normalizados; a destacar, la norma Europea EN 13230 y su traslación española ET033605718b. Se trata de un elemento totalmente industrializado, por lo que de fábrica ya debe salir terminado y con el resto de elementos necesarios incorporados, tales como los sistemas de sujeción con la vía o incluso suelas elásticas para mejorar el apoyo. Por otra parte este pre-montaje es necesario para asegurar la precisión geométrica final. Además de la precisión geométrica y prestaciones mecánicas (resistencia a fatiga), el peso y superficie de apoyo son importantes por razones de estabilidad y degradación del balasto.
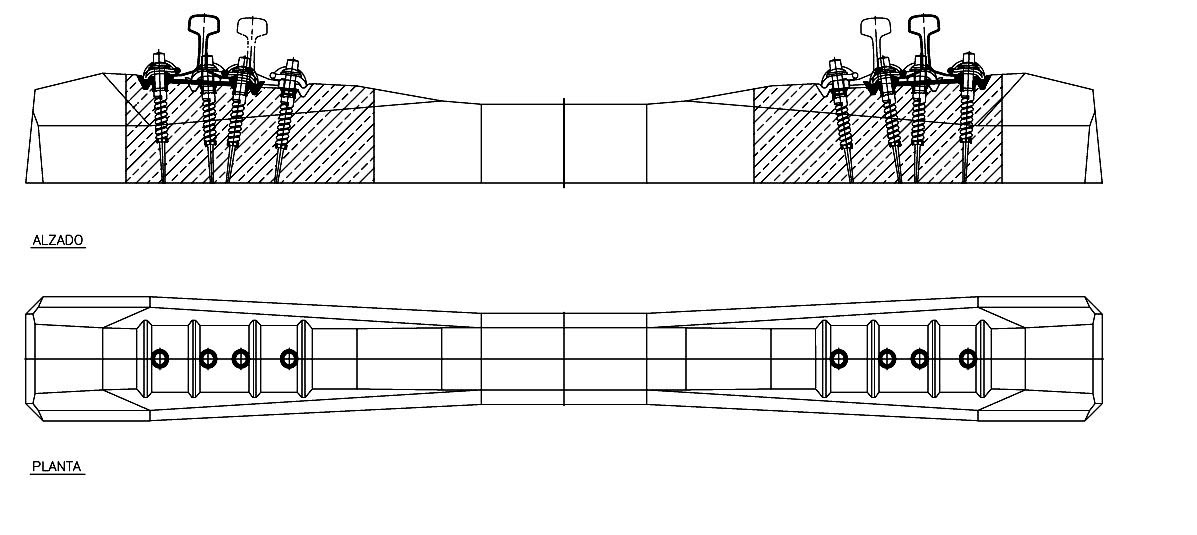
Se pueden distinguir diversas tipologías: las traviesas bibloque de hormigón armado que constan de dos piezas de hormigón unidas por una barra de hierro, y las traviesas monobloque de hormigón pretensado, siendo estas últimas las más utilizadas. A su vez, podemos encontrarnos con traviesas polivalentes que permiten el desplazamiento de los carriles para adaptarse a dos anchos de vía (caso de países en que confluyan medidas entre carriles diferentes, como sucede por ejemplo entre España y los países limítrofes), mediante el cambio simultáneo de las fijaciones hacia dentro o hacia afuera. Y traviesas de tres hilos, que también se adaptan a dos anchos de vía, pero teniendo una línea de fijación inmóvil y otra formada por dos posiciones desplazadas más de 200 mm que permiten la utilización simultánea en ambos anchos. Ambos modelos han sido desarrollados originalmente en España.
Otros modelos específicos son:
Las traviesas de desvío, que se utilizan en enlaces entre vías o tramos especiales;
Traviesas con suela elástica, empleadas para el reforzamiento de la construcción de vías sobre balasto; adecuadas especialmente para terrenos desiguales difíciles, como transiciones sensibles de la traza entre las obras de tierra y los túneles, o puentes.
Trazado esquemático de las traviesas polivalentes. ADIF. Fuente: http://www.adif.es/
Sus mayores ventajas derivan de su fabricación bajo un sistema de aseguramiento de la calidad más elevado, especialmente por la necesidad de emplear materias primas de altas prestaciones, un control minucioso en la fase de producción y la obligación de llevar a cabo ensayos mecánicos sobre el producto terminado. El control dimensional implica una gran precisión geométrica de las piezas. La precisión exigida (+2mm, -1mm) sobre una base de 1.700 mm es la más alta sobre ningún elemento de hormigón estructural, pensando sobre todo en la variación dimensional a los largo del tiempo por fluencia y retracción. Son elementos que aseguran una durabilidad elevada, para los esfuerzos mecánicos y condiciones ambientales adversas a las que estarán expuestos durante su vida útil. Esto obliga a materiales y procesos de curado exigentes. Además, son elementos de escaso mantenimiento (conserva prácticamente inalterables sus características resistentes iniciales) y su colocación se hace de forma mecanizada (grandes rendimientos de ejecución). Por el contrario, su alto peso (en torno a 300 kg) hace que su manejo, a no ser por medios mecánicos, sea más difícil, aunque esto ayuda a mejorar la estabilidad de la vía adhiriéndose mejor al balasto.
Os dejo a continuación un vídeo de la fabricación de este tipo de traviesas prefabricadas.
Referencias:
CURSO DE ESPECIALIDAD BÁSICA – CONOCIMIENTO DE LA CONSTRUCCIÓN INDUSTRIALIZADA CON PREFABRICADO DE HORMIGÓN O CONCRETO. Maestría Internacional en Soluciones Constructivas con Prefabricados de Hormigón o Concreto, organizada por ANDECE y STRUCTURALIA. (link)
Construcción con método Bernold. Túnel de Jeresa (Fotografía: M. Romana)
El método ideal de perforación de un túnel sería aquel que permitiese excavar el perfil y hormigonar la bóveda de un túnel simultáneamente. El método Bernold de ejecución de túneles consiste en la colocación, inmediatamente después de la excavación, de un sostenimiento rígido compuesto por cerchas sobre las que se monta una chapa troquelada denominada chapa Bernold, dejándose hasta la superficie de excavación una distancia igual al espesor del recubrimiento. Posteriormente se hormigona detrás de la chapa, sirviendo ésta como encofrado perdido y armadura. Esta es una opción válida para macizos de calidad mala o muy mala, aunque, según indica Romana (2001), su utilización ha decaído en España debido a la popularización del Nuevo Método Austríaco. Este sistema incorpora los siguientes elementos:
Chapas metálicas troqueladas, onduladas y curvadas, de 2 a 3 mm. de espesor y 1 m2 de superficie útil, solapadas y unidas entre sí por medio de pasadores también metálicos.
Cimbras de montaje o cerchas, formadas por perfiles de acero de ala ancha (HEB) con 3 o 4 articulaciones que facilitan el montaje de la chapa a la que sirven de soporte.
Tubos separadores metálicos, para arriostrar las cimbras y fijar su distancia. Las cerchas llevan unas chapas preparadas para encajar los separadores en ellas.
La aplicación del sistema Bernold es compatible con el control y gunitado del terreno y además proporciona un refuerzo adicional con el recubrimiento final del túnel realizado con los elementos anteriores, de la siguiente forma: Conforme se va realizando la excavación se van colocando las cimbras de montaje, arriostradas con los tubos separadores. La distancia entre cimbras es normalmente de 0,96 m. Partiendo de la base y a cada lado de la sección, se va montando la chapa Bernold, solapando y uniendo los sucesivos tramos con pasadores hasta llegar a la clave del túnel.
Chapa Bernold
Colocada la chapa se hormigona el hueco que queda entre ella y la superficie del terreno, que debe tener un espesor mínimo de 1/15 a 1/20 del radio de la sección. Las ranuras de la chapa facilitan su adherencia y completa unión con el hormigón al refluir éste por ellas y por los huecos que quedan entre los solapes de los tramos contiguos; al mismo tiempo, estas ranuras facilitan la eliminación del agua sobrante durante el vibrado.
El hormigón que se emplea tiene una dosificación de cemento de 250-300 kg/m3, una relación a/c = 0,4-0,5 y un tamaño máximo de áridos de 30 mm. El tape frontal es perdido y se realiza normalmente con metal deplové o nervometal.
Como en cualquier método de excavación-entibación, el sistema Bernold puede combinarse con el bulonado, la inyección u otros medios de refuerzo complementario, aunque las cerchas y la chapa por su forma, ya constituyen un medio altamente resistente y capaz de absorber cargas disimétricas. Su empleo es muy recomendable en las zonas de boquillas y en el cruce de fallas o zonas tectonizadas.
Fuente: Tedesa, técnicas de entibación, s.a. http://www.dfdurofelguera.com/catalogo_tedesa/prod/prod_cat/chapa/Bernold/bernold.pdf
Referencias:
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F.; ALCALÁ, J. (2012). Técnicas de voladuras y excavación en túneles. Apuntes de la Universitat Politècnica de València. Ref. 530, 165 pp.
ROMANA, M. (2001). Recomendaciones de excavación y sostenimiento para túneles. Revista de Obras Públicas, 148(3408):19-28. (link)
Dovela del puente de Île de Ré, en Francia. Fuente: https://es.wikipedia.org/wiki/Dovela
El objetivo del tratamiento térmico del hormigón durante la prefabricación de las dovelas es acelerar los procesos de fraguado y endurecimiento para poder realizar el desencofrado lo antes posible, siempre que la resistencia final sea similar a la del hormigón que endurece sin este tipo de tratamiento. El calentamiento se puede realizar mediante estufa tradicional o bien a través de encofrados por resistencias eléctricas o por vapor a baja presión.
Para evitar que el endurecimiento acelerado no merme la resistencia final se debe utilizar preferentemente un cemento Portland artificial, cuyo contenido en C3A sea menor al 11% y cuya relación C3S/C2S sea superior a 3. Además, el agua debe presentar una temperatura de 35 °C en el momento de la fabricación. Asimismo, se deberían utilizar encofrados con rigidez suficiente para oponerse a las dilataciones del hormigón en fase plástica en el momento del calentamiento.
El ciclo de tratamiento térmico debe cuidarse para evitar una bajada de la resistencia a largo plazo del hormigón, que normalmente puede situarse entre el 5 y el 15 %. Por tanto, un ciclo debería contemplar un periodo de preparación de 2 o 3 horas con el hormigón a temperatura ambiente, una subida posterior de temperatura a una velocidad inferior a 20 °C por hora, un escalón de tratamiento térmico que no supere los 80 °C (normalmente 65 °C), con una duración que depende de las dimensiones de la sección y las características del hormigón, y una bajada de temperatura a un ritmo similar al de la subida. Por tanto, no se debe acortar el periodo de preparación, no se debe acelerar la velocidad de subida de la temperatura ni elevar la temperatura máxima del tratamiento. En cualquier caso, la temperatura máxima queda limitada en función del entorno y de la composición del cemento (ver UNE-EN 13369:2013).
Referencia:
AENOR (2013): UNE-EN 13369:2013 Reglas comunes para productos prefabricados de hormigón.
La técnica del Puzzle la propuso el profesor Elliot Aronson de la Universidad de Austin (Texas) en 1971. Se trata de una técnica basada en el aprendizaje colaborativo. Os voy a contar brevemente en qué consiste la técnica, cuyo beneficio fundamental es que para que el trabajo del grupo funcione, todos y cada uno de los componentes debe realizar su parte de trabajo.
Se constituyen pequeños grupos, de 5 a 6 alumnos. Se divide la materia de forma que cada miembro recibe una parte más o menos igual (según la dificultad y extensión). Para tratar esa parte, cada miembro se encuentra con aquellos miembros de los otros grupos de clase que han seleccionada la misma parte, constituyéndose un «grupo de expertos». Por tanto, existirán tantos grupos de expertos como partes en que se haya dividido la materia. Para aclarar el tema, supongamos que queremos estudiar el tema de conceptos básicos de I+D+i. Entonces dividimos una clase de 30 alumnos en 5 grupos, de forma que en cada miembro del grupo se le asigna un tema: ciencia, investigación básica, investigación aplicada, desarrollo tecnológico, innovación, tecnología. Luego los «expertos» en cada tema, tras habérselo preparado previamente, se reunen con los otros «expertos» de otros grupos y discuten el tema.
Cuando han terminado su trabajo, los expertos vuelven a sus «grupos básicos». Ahora los expertos juntan los elementos del puzzle: cada uno juega el rol de profesor/a, presentando y explicando su conocimiento, de la parte de la materia, a sus compañeros; estos escuchan, pregunta, construyen ejemplos, etc. Al fin, cada miembro del grupo debería conocer todo el material del tema. Hay que fijarse en que si un miembro del grupo no ha realizado bien su trabajo, existirán deficiencias en el concimiento del grupo. El éxito de cada uno es el éxito de todos y al revés. Después un miembro del grupo explica el tema completo al temario y el profesor/a matiza, amplia o expone la materia. Esta estrategia es adecuada para la revisión o la presentación de una nueva materia.
Os paso un vídeo donde el propio profesor Elliot explica la técnica y su origen:
Una de las actividades con más éxito que suelen celebrarse en muchas escuelas de ingeniería civil es el famoso concurso de puentes de palillos. La idea es sencilla. Con los mismos materiales y con unas reglas mínimas de diseño, se trata de ver qué estructura es la que más peso soporta. Ese fue el caso del Primer Concurso de Puentes de Palillos que tuvo lugar ayer en la Escuela de Ingenieros de Caminos de Valencia con motivo de la festividad del Santo Patrón y la Semana de la Ingeniería Civil. El diseño más resistente fue capaz de soportar más de 1500 kg. Sin embargo, ¿por qué tienen tanto éxito este tipo de eventos?
En primer lugar, es de las pocas veces que los alumnos abandonan el individualismo de los estudios y los exámenes y se incorporan a un reto común. Además, es divertido y se suma a una actividad lúdica donde el compañerismo entre alumnos (e incluso profesores) se hace patente. Por otra parte, vemos cómo algunos diseños de los alumnos de primer curso, que sin haber cursado estructuras se atreven con todo, dejan volar su imaginación e intuición. Tampoco es desdeñable la observación y la predicción por parte de muchos de cuál va a ser el motivo del fallo de la estructura y porqué. En fin, más de uno ha aprendido más estructuras en una tarde que en todo un cuatrimestre.
Curiosamente, algunos hijos pequeños y no tan pequeños de algunos profesores empezaron a «oler» lo que puede ser una profesión como la nuestra. No está mal en tiempos tan complicados como los que vivimos. ¡Enhorabuena a la Escuela y a la Delegación de Alumnos por esta iniciativa! Seguro que al año que viene vendrán mejores diseños, pues los equipos vendrán con la lección aprendida. Os dejo algunas fotografías y vídeos del evento (agradezco a la profesora María José Pelufo algunas de las fotografía, otras son mías).












 La técnica del Puzzle la propuso el profesor
La técnica del Puzzle la propuso el profesor
