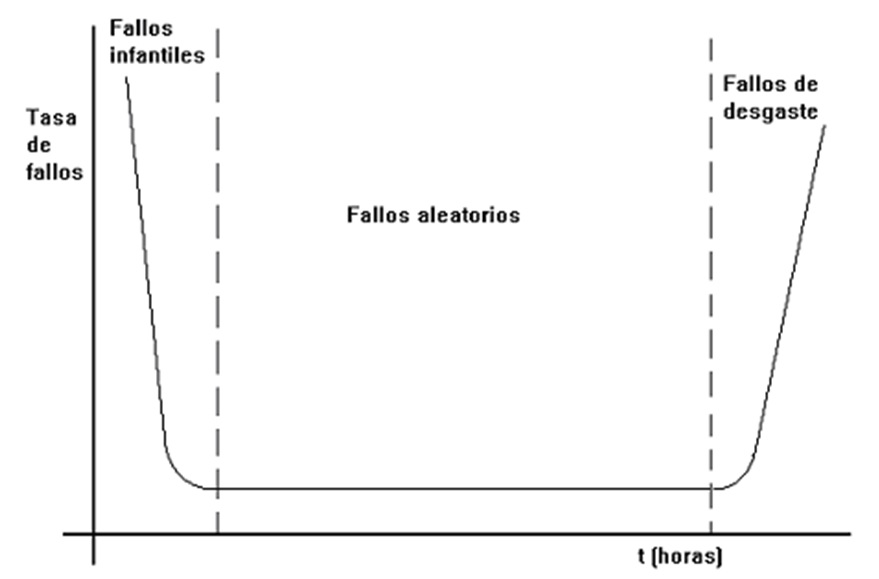
 La ingeniería civil y la minería han sido históricamente industrias definidas por su naturaleza física y ruda, así como por entornos de difícil acceso. Sin embargo, esta realidad está cambiando gracias a la sofisticación de la realidad aumentada, que permite a los ingenieros en formación visualizar lo invisible, desde los desplazamientos tectónicos más profundos hasta los engranajes internos de un camión de extracción. El desafío es evidente: la formación en entornos de alto riesgo y con maquinaria de coste prohibitivo supone una barrera crítica para la educación técnica tradicional.
La ingeniería civil y la minería han sido históricamente industrias definidas por su naturaleza física y ruda, así como por entornos de difícil acceso. Sin embargo, esta realidad está cambiando gracias a la sofisticación de la realidad aumentada, que permite a los ingenieros en formación visualizar lo invisible, desde los desplazamientos tectónicos más profundos hasta los engranajes internos de un camión de extracción. El desafío es evidente: la formación en entornos de alto riesgo y con maquinaria de coste prohibitivo supone una barrera crítica para la educación técnica tradicional.
Frente a este obstáculo, el estudio de Donaire et al. (2026) supone un hito en la Educación 4.0. Su investigación demuestra que la RA no es solo un accesorio visual, sino un motor que impulsa el rendimiento académico. Al trascender el modelo de sustitución tecnológica y alcanzar una auténtica redefinición pedagógica, esta herramienta permite una inmersión segura que mejora sustancialmente la comprensión de procesos geológicos y mecánicos complejos.
El «punto ciego» de la ingeniería en el mapa tecnológico
Al analizar el panorama de las tecnologías inmersivas mediante estudios bibliométricos (figuras 1 y 2), se descubre algo sorprendente. A pesar de la alta complejidad técnica de la industria, la minería se encuentra en una fase inicial de madurez técnica, con un volumen de publicaciones sobre realidad aumentada (RA) significativamente menor que el de la medicina o de la arquitectura.
Este vacío no se debe a una falta de tecnología, sino a la ausencia de una estructura pedagógica sistemática en las aplicaciones existentes. Mientras otras disciplinas han estandarizado el uso de herramientas inmersivas, la minería presentaba un «punto ciego» metodológico. Esta oportunidad permitió el desarrollo del marco SEBAS, diseñado para dotar de rigor académico a la visualización de equipos y la seguridad operativa.

No se trata de la tecnología, sino del método: el auge del marco SEBAS.
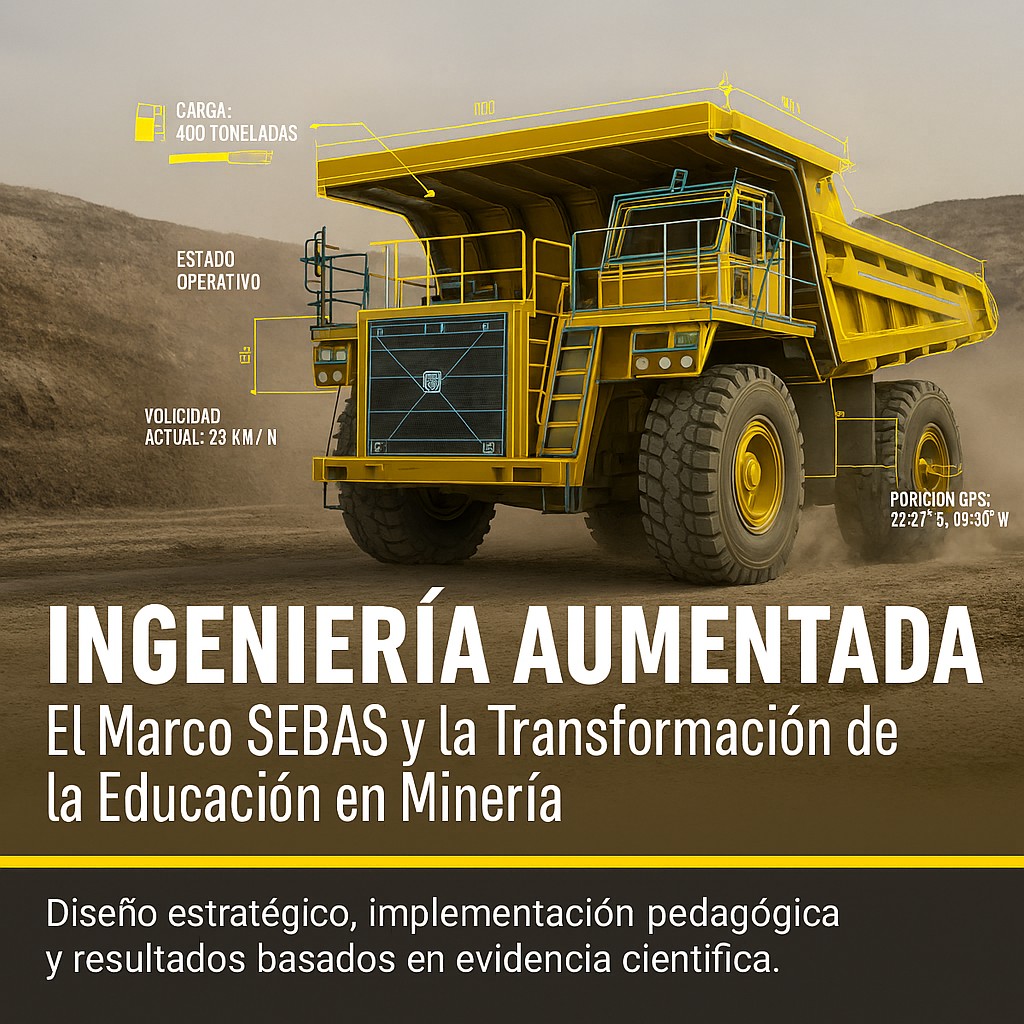
La eficacia de la RA en ingeniería no depende de la novedad del software, sino de su alineación con objetivos pedagógicos claros. El estudio de Donaire et al. propone el marco SEBAS, una metodología procedimental que garantiza que cada actividad inmersiva cumpla una función estratégica en el aprendizaje.
- Selección: definición de competencias y objetivos de aprendizaje específicos.
- Establecimiento: configuración de parámetros técnicos y de estándares de contenido 3D.
- Boceto: diseño de prototipos interactivos y validación de la interfaz de usuario.
- Aplicación: implementación de actividades en entornos de aprendizaje auténticos.
- Síntesis y supervisión: evaluación de resultados y ciclos de retroalimentación para la mejora continua.
«Este marco facilita el desarrollo de actividades de RA estratégicamente diseñadas que mejoran el rendimiento académico y promueven el compromiso cognitivo».
 La democratización del éxito académico.
La democratización del éxito académico.
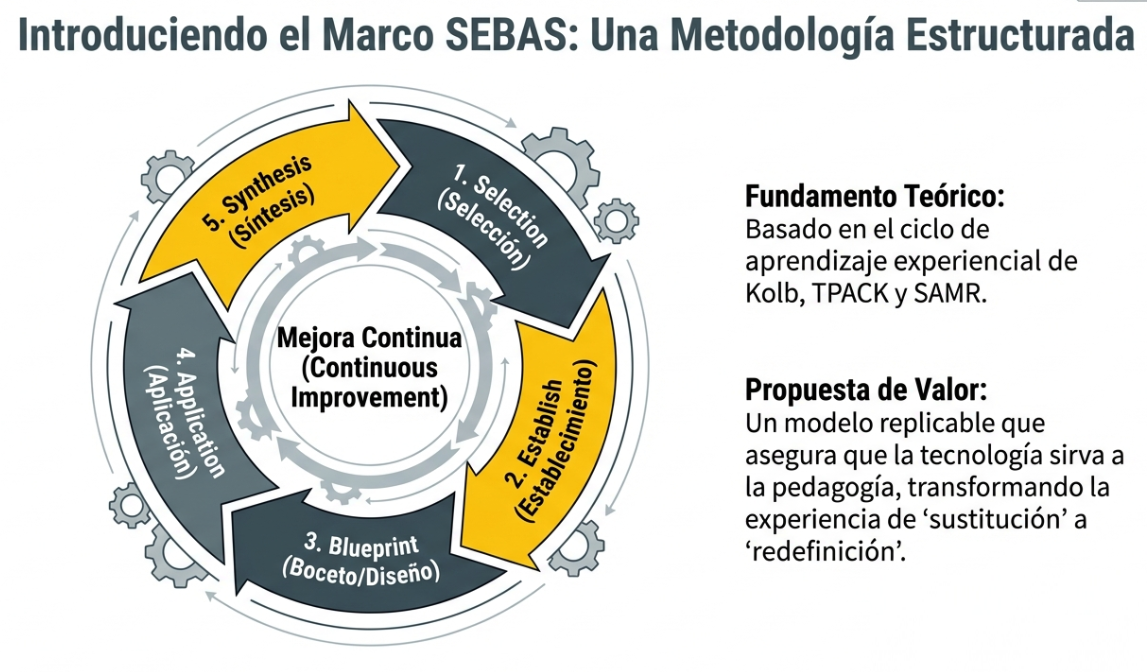
Los resultados cuantitativos del marco SEBAS constituyen una prueba de su impacto. El uso de esta metodología ha permitido elevar la nota media global de 4,31 a 4,70. Un análisis mediante la prueba t de Welch confirmó que estos resultados son estadísticamente significativos (p < 0,01), especialmente en los cursos con mayor integración tecnológica. Además, la dispersión del rendimiento disminuyó, ya que la desviación estándar bajó de 2,16 a 1,75.
El hallazgo más trascendental es la capacidad de la RA para actuar como un «estabilizador» del aprendizaje, lo que favorece una experiencia educativa más equitativa. Al analizar el percentil 25, se observa que los estudiantes con menor rendimiento en el grupo tradicional obtuvieron una media de 2,70, mientras que en el grupo con RA este percentil subió a 4,50. Esto demuestra que la tecnología inmersiva nivela el terreno de juego, ya que permite que incluso los alumnos con mayores dificultades alcancen el éxito académico.
Del escepticismo a la satisfacción total.
Superar la barrera del «miedo a lo complejo» resultó fundamental para el éxito del proyecto. Inicialmente, solo el 37,2 % de los estudiantes confiaba en la utilidad de la RA para comprender los métodos de explotación. Tras el taller, esta percepción dio un giro radical: el 84,1 % mostró plena confianza y el 92,9 % reconoció su aplicabilidad práctica en la industria real.
La clave de esta adopción fue la rentabilidad de la estrategia. Al utilizar herramientas como Blender y CoSpaces, se demostró que es posible generar contenidos de alta fidelidad sin necesidad de realizar inversiones excesivas. El resultado final habla por sí solo: el 60,5 % de los participantes terminó «muy satisfecho», lo que valida que la facilidad de uso y la relevancia del contenido son los pilares de la transformación digital en el aula.
Hacia la Educación 4.0.
El estudio de Donaire et al. (2026) propone un modelo replicable para todas las disciplinas STEM. La realidad aumentada ha demostrado ser el puente definitivo entre la teoría académica y la práctica profesional, ya que permite a los futuros ingenieros desarrollar una comprensión espacial y procedimental sin precedentes.
Estamos ante una visión de futuro en la que las experiencias inmersivas forman parte integral de la formación profesional y preparan a los estudiantes para afrontar los desafíos de la industria moderna con una base científica y metodológica sólida.
Si la tecnología ya ha demostrado que puede igualar las condiciones académicas, ¿qué nos impide implementarla hoy mismo en todas las facultades de ingeniería?
En esta conversación puedes escuchar las ideas más interesantes sobre este tema.
Este vídeo resume bien lo tratado en este artículo.
AR_SEBAS_Evidence_Based_Engineering
Por cierto, podéis descargar el artículo en el enlace de la referencia. Está publicado en abierto.
Referencia:
DONAIRE, S.; BARRAZA, R.; MARTÍNEZ-PAGÁN, P.; MARTÍNEZ-SEGURA, M.A.; ÁLVAREZ, L.; YEPES-BELLVER, L.; YEPES, V. (2026). Augmented Reality in Engineering Education: Strategic Design and Evidence-Based Results. Plos One, 21(2), e0341815. DOI:10.1371/journal.pone.0341815

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.