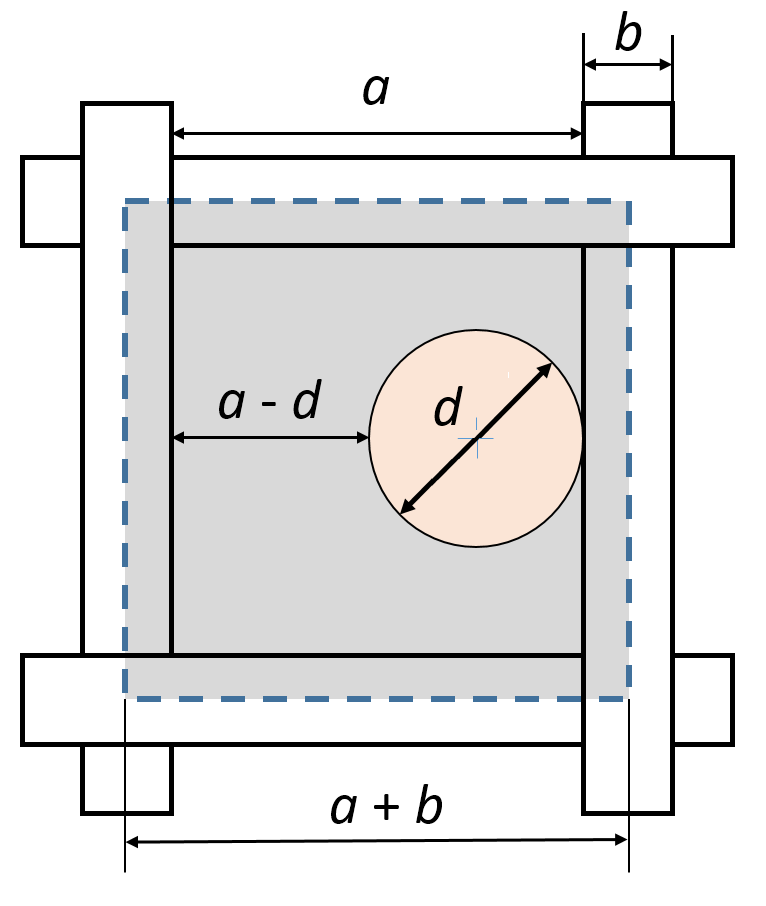
Sea una partícula esférica de diámetro d, la cual cae perpendicularmente a la superficie de cribado. La probabilidad P que pase a través de la malla, sin considerar los roces o rebotes en los hilos de la malla, se puede expresar como la relación entre el área en la que la partícula puede pasar libremente y el área total de la malla, incluyendo la parte proporcional del hilo.
Siendo a la abertura cuadrada de la criba y b el diámetro de los alambres, tal y como se puede ver en la Figura 1, la expresión sería la siguiente:
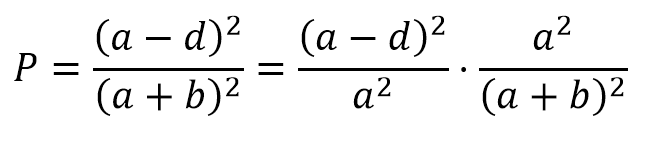
En la expresión anterior, el primer término de la expresión se refiere a la proporción del área de paso efectiva, que depende de la relación entre el tamaño de la partícula y la abertura de la malla. El segundo término representa la proporción de la superficie de cribado que está libre de obstáculos, permitiendo el paso de la partícula.
La probabilidad de ser cribado para un grano de tamaño d<a, cuando se dan un número n de rebotes encima de la criba será:
Prob (1) Probabilidad de pasar en un salto
Prob (0) = 1 – Prob (1) Probabilidad de no pasar en un salto
Por tanto, la probabilidad de no pasar en n rebotes será:
![]()
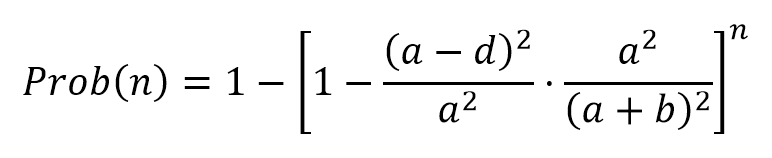
Como la suma de la probabilidad de paso más la de no paso es igual a uno, tenemos por diferencia que la probabilidad de paso de una partícula de tamaño d<a, para el total de n rebotes encima de la criba, se obtiene de la siguiente expresión general:
![]()
Y, por tanto,
Esta expresión no considera la interacción entre las partículas ni otros factores presentes durante el proceso de cribado, sin embargo, permite deducir propiedades esenciales en el funcionamiento de una criba.
A continuación, comparto un par de problemas resueltos que espero os resulten útiles. Se puede ver que las partículas con un tamaño menor a la mitad de la malla de la criba pasan inmediatamente al caer y prácticamente no afectan el cálculo de su capacidad siempre que su proporción sea baja. Por tanto, en los cálculos de la capacidad de una criba, se consideran los tamaños comprendidos entre 0,5 y 1 vez el tamaño de la malla. Se ha determinado que los granos con tamaños entre 0,5 y 1,5 veces el tamaño de la malla son los que más intervienen en el cribado, causando cierta obstrucción. Estos granos se conocen como tamaños críticos. En general, la criba directa, tanto en seco como en húmedo, se limita a tamaños de hasta 0,5 mm, a excepción de algunos casos específicos que pueden llegar hasta 0,1 o 0,2 mm.
Referencias:
LÓPEZ JIMENO, C. (ed.) (1998). Manual de áridos. Prospección, explotación y aplicaciones. E.T.S. de Ingenieros de Minas de Madrid, 607 pp.
LÓPEZ JIMENO, C.; LUACES, C. (eds.) (2020). Manual de Áridos para el Siglo XXI. Asociación Nacional de Empresarios Fabricantes de Áridos— ANEFA, Madrid, 1328 pp.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos. Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia, 74 pp.
MARTÍNEZ PAGÁN, P. (2021). Ejercicios resueltos de plantas de tratamiento de recursos minerales. Universidad Politécnica de Cartagena, CRAI Biblioteca, Cartagena, 211 pp.
WILLS, B.A.; NAPIER-MUNN, T. (2006). Mineral Processing Technology. An Introduction to the Practical Aspects of Ore Treatment and Mineral Recovery. Elsevier Science & Technology Books, 7th edition.
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376. ISBN 978-84-1396-174-3

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.