En artículos anteriores nos hemos referido a temas tan importantes como el despilfarro y los costes de calidad en las empresas. Seis Sigma constituye una metodología de gestión que ha significado para ciertas empresas una reducción drástica de sus fallos y costes de calidad. Si bien esta metodología se desarrolló fundamentalmente para disminuir la variabilidad de procesos repetitivos, también es verdad que la filosofía que subyace en Seis Sigma posiblemente pueda reducir significativamente el coste y el número de fallos debido a una calidad deficiente en el diseño y la ejecución de los proyectos de construcción. Veamos aquí, como siempre, con ánimo divulgativo, alguno de los aspectos más característicos de esta metodología.
En artículos anteriores nos hemos referido a temas tan importantes como el despilfarro y los costes de calidad en las empresas. Seis Sigma constituye una metodología de gestión que ha significado para ciertas empresas una reducción drástica de sus fallos y costes de calidad. Si bien esta metodología se desarrolló fundamentalmente para disminuir la variabilidad de procesos repetitivos, también es verdad que la filosofía que subyace en Seis Sigma posiblemente pueda reducir significativamente el coste y el número de fallos debido a una calidad deficiente en el diseño y la ejecución de los proyectos de construcción. Veamos aquí, como siempre, con ánimo divulgativo, alguno de los aspectos más característicos de esta metodología.
La historia de Seis Sigma se inicia a mediados de los años 80 en Motorola, cuando un ingeniero (Mikel Harry) comienza a estudiar la reducción en la variación de los procesos para mejorarlos. Esta herramienta tenía una fuerte base estadística y pretendía alcanzar unos niveles de calidad en los procesos y en los productos de la organización próximos a los cero defectos. Constituye una metodología sistemática para reducir errores, concentrándose en la mejora de los procesos, el trabajo en equipo y con una gran implicación por parte de la Dirección (de Benito, 2000; Membrado, 2004; Harry y Schroeder, 2004).
En los años 90, Jack Welch, presidente de General Electric, decidió utilizar Seis Sigma consiguiendo resultados económicos espectaculares. Desde entonces, Seis Sigma se ha convertido en una de las herramientas de mejora más empleadas, habiendo sido adoptada por compañías como Motorola, General Electric, Allied Signal, Polaroid, Toshiba, Honeywell, City Bank o American Express. Más recientemente, Seis Sigma ha llegado a Europa, donde numerosas empresas están empezando a implantarla (en España, empresas como Telefónica, e-La Caixa o Iberia).
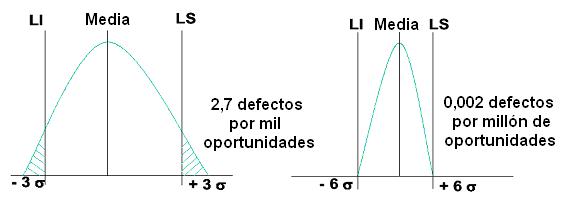
La letra griega sigma (s) se emplea en estadística para representar la variación típica de una población. El “nivel sigma” de un proceso mide la distancia entre la media y los límites superior e inferior de la especificación correspondiente (Figura 3). Ha sido habitual considerar como suficiente que un proceso tuviese una desviación de ±3s, lo cual significa que dicho proceso era capaz de producir solo 2,7 defectos por cada mil oportunidades. La idea de un “porcentaje de error aceptable” (a veces denominado un “nivel de calidad aceptable”) es un curioso remanente de la era del “control de calidad”. En aquellos tiempos se podían encontrar maneras de justificar estadísticamente los naturales fallos humanas, sosteniendo que nadie podía ser perfecto. Hoy día dicho nivel de calidad es inaceptable para muchos procesos (supondría aceptar 68 aterrizajes forzosos en un aeropuerto internacional cada mes, o bien 54.000 prescripciones médicas erradas por año). Seis Sigma hace referencia a un nivel de calidad capaz de producir con un mínimo de 3,4 defectos por millón de oportunidades (0,09 aterrizajes forzosos en un aeropuerto internacional cada mes, o una prescripción médica errada en 25 años). Esta calidad se aproxima al ideal del cero-defectos y puede ser aplicado no solo a procesos industriales, sino a servicios y, por supuesto, al proceso proyecto-construcción.
Sin embargo, los principios estadísticos anteriores poco tienen que ver con lo que actualmente se entiende por Seis Sigma. De hecho, es una filosofía que promueve la utilización de herramientas y métodos estadísticos de manera sistemática y organizada, que permite a las empresas alcanzar considerables ahorros económicos a la vez que mejorar la satisfacción de sus clientes, todo ello en un periodo de tiempo muy corto.
Los cambios radicales se consiguen básicamente traduciendo las necesidades de los clientes al lenguaje de las operaciones y definiendo los procesos y las tareas críticas que hay que realizar de forma excelente. En función de las intervenciones de análisis y mejora siguientes, Seis Sigma lleva el funcionamiento de los productos, servicios y procesos a niveles nunca conseguidos anteriormente.
Seis Sigma se utiliza para eliminar los costes de no calidad (desperdicios, reprocesos, etc.), reducir la variación de un aspecto o característica de un producto, acortar los tiempos de respuesta a las peticiones de los clientes, mejorar la productividad y acortar los tiempos de ciclo de cualquier tipo de proceso, centrándose en aquellas características o atributos que son clave para los clientes y, por tanto, mejorando notablemente su satisfacción. Para ello, la Dirección identifica las cuestiones que más incidencia tienen en los resultados económicos y asigna a los mejores profesionales, tras formarlos intensivamente, a trabajar en los mismos.
Los elementos clave que soportan la filosofía Seis Sigma son los siguientes: (a) conocimiento de los requerimientos del cliente, (b) dirección basada en datos y hechos, (c) mejora de procesos y (d) implicación de la Dirección.
Un elemento básico en Seis Sigma es la formación. Para ello se definen diferentes papeles para distintas personas de la organización, con denominaciones peculiares y características. El directivo que va a definir, concretar, monitorizar y apoyar los proyectos de mejora se designa Champion. Para desarrollar estos proyectos se escogen y preparan expertos conocidos con los nombres de Master Black Belt, Black Belt y Green Belt, quienes se convierten en los agentes de cambio, en conjunto con los equipos de trabajo seleccionados para los mismos.
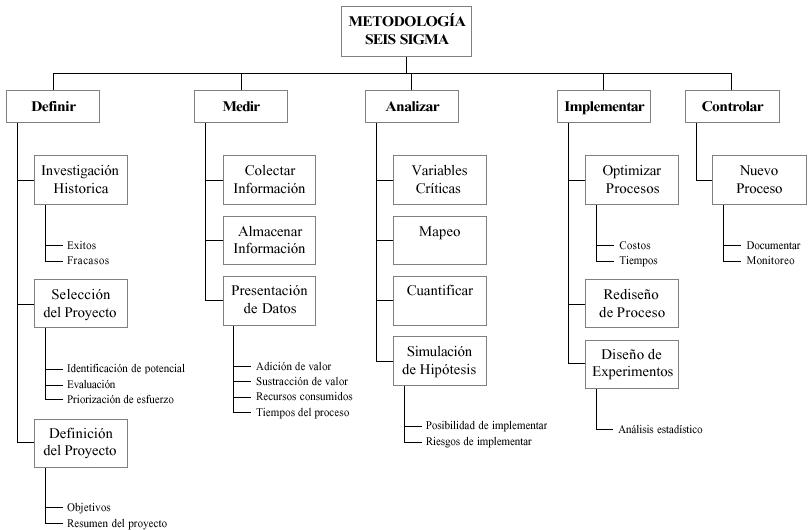
LA METODOLOGÍA SEIS SIGMA
El proceso comienza con un “cambio radical… de actitud”. La Dirección debe ser consciente de que la mejora continua ya no es suficiente para alcanzar los objetivos estratégicos, financieros y operativos. La mejora radical es necesaria para reducir con rapidez los desperdicios crónicos.
Los proyectos son seleccionados en función de los beneficios. La empresa Seis Sigma aporta una metodología de mejora basada en un esquema denominado DMAIC: Definir los problemas y situaciones a mejorar, Medir para obtener la información y los datos, Analizar la información recogida, Incorporar y emprender mejoras en los procesos y, finalmente, Controlar o rediseñar los procesos o productos existentes. Las claves del DMAIC se encuentran en:
- Medir el problema. Siempre es necesario tener una clara noción de los defectos que se están produciendo, tanto en cantidad como en coste.
- Enfocarse al cliente. Sus necesidades y requerimientos son fundamentales, y deben tenerse siempre en consideración.
- Verificar la causa raíz. Es necesario llegar hasta la causa relevante de los problemas, y no quedarse en los efectos.
- Romper los malos hábitos. Un cambio verdadero requiere soluciones creativas.
- Gestionar los riesgos. La prueba y el perfeccionamiento de las soluciones es una parte esencial de Seis Sigma.
- Medir los resultados. El seguimiento de cualquier solución significa comprobar su impacto real.
- Sostener el cambio. La clave final es conseguir que el cambio perdure.
La metodología DMAIC hace mucho énfasis en el proceso de medición, análisis y mejora y no está planteada como un proceso de mejora continua, pues los proyectos Seis Sigma deben tener una duración limitada en el tiempo. Los proyectos Seis Sigma surgen bajo el liderazgo de la Dirección, quien identifica las áreas a mejorar, define la constitución de los equipos y garantiza el enfoque hacia el cliente y sus necesidades y a los ahorros económicos. Sin embargo, antes de que un equipo Seis Sigma aborde el ciclo de la mejora, han de desarrollarse una serie de actividades necesarias para el éxito del proyecto: (1) identificación y selección de proyectos, (2) constitución del equipo, (3) definición del proyecto, (4) formación de los miembros del equipo, (5) ejecución del proceso DMAIC y (6) extensión de la solución.
Seis Sigma utiliza casi todo el arsenal de herramientas conocidas en el mundo de la calidad. Sin embargo, no son los instrumentos los que fundamentan por sí solos el éxito de la metodología Seis Sigma; de hecho, es la infraestructura humana y su formación la que con estas herramientas consigue el éxito.
Referencias:
- DE BENITO, C.M. La mejora continua en la gestión de calidad. Seis sigma, el camino para la excelencia. Economía Industrial, 331, p. 59-66.
- HARRY, M.; SCHROEDER, R. Six Sigma. Ed. Rosetta Books, 2000.
- MEMBRADO, J. Curso Seis Sigma. Una estrategia de mejora. Qualitas Hodie, 95, p. 16-21.
- PÉREZ, J.B.; SABADOR, A. Calidad del diseño en la construcción. Ed. Díaz de Santos, 2004.
- YEPES, V.; PELLICER, E. (2005). Aplicación de la metodología seis sigma en la mejora de resultados de los proyectos de construcción. Actas IX Congreso Internacional de Ingeniería de Proyectos. Málaga, 22, 23 y 25 de junio de 2005, libro CD, 9 pp. ISBN: 84-89791-09-0.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.