Todo el mundo está de acuerdo en que la industria de la construcción es un motor del desarrollo económico, ya que permite crear infraestructuras y viviendas que sostienen las actividades económicas. Sin embargo, para ello se requieren recursos intensivos, tanto públicos como privados, que en muchas ocasiones no se utilizan de forma efectiva. Se trata de un sector con un amplio margen de mejora en cuanto a productividad se refiere y que, por el momento y con carácter general, no aprovecha todas las oportunidades que brinda el desarrollo tecnológico.
Todos los agentes que participan en la industria de la construcción, desde proyectistas hasta suministradores de materiales y equipos, se ven abocados a utilizar de forma efectiva y eficiente todos los recursos a su alcance para mejorar la productividad y los resultados empresariales. Ello supone no solo emplear bien los recursos disponibles, sino también alcanzarlos con el fin de cumplir con los objetivos empresariales, que pasan por satisfacer las necesidades de los clientes en cuanto a calidad, costes y plazos.
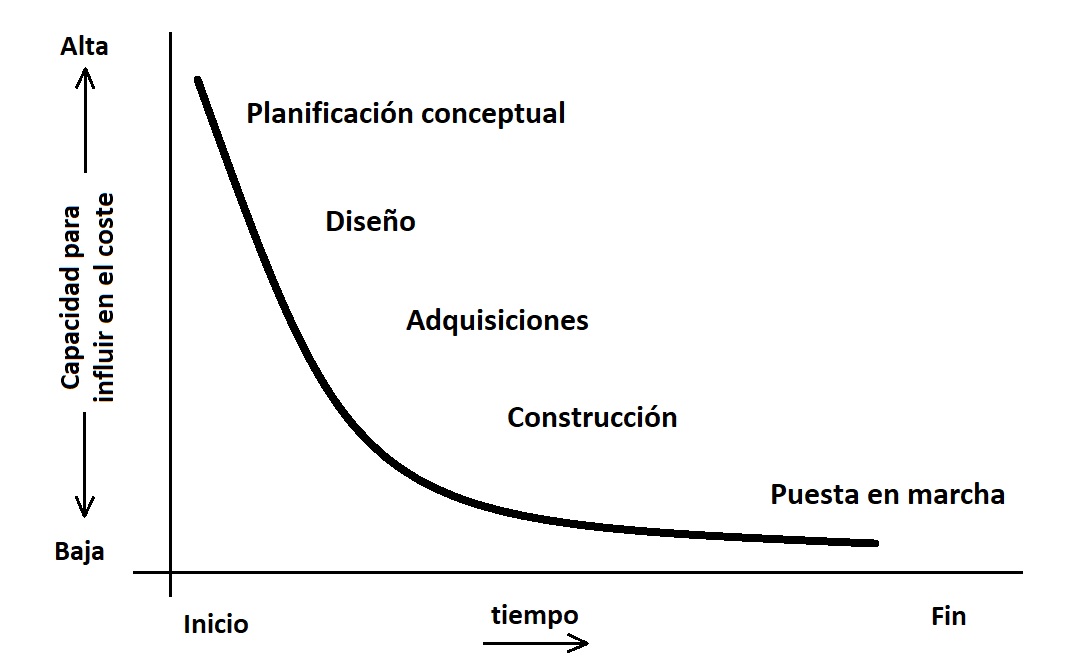
En la Figura 1 se puede observar cómo, en el proceso proyecto-construcción, las primeras fases son las que presentan mayor capacidad de influencia en el coste final de un proyecto (Serpell, 2002). Sobre este asunto ya hablamos en un artículo anterior: La “Ley de los Cincos» de Sitter. Las estadísticas europeas señalan (ver Calavera, 1995) que el proyecto es el responsable del 35-45% de los problemas en construcción. A este respecto, Sitter (véase Rostman, 1992) ha introducido la llamada “Ley de los Cincos”, postulando que un dólar gastado en fase de diseño y construcción elimina costes de 5 dólares en mantenimiento preventivo, 25 dólares en labores de reparación y 125 en rehabilitación.
Por tanto, mejorar el diseño de un proyecto constructivo es clave, no solo para conseguir satisfacer los requerimientos del cliente, sino para mejorar los resultados de todos los agentes involucrados en el proceso proyecto-construcción. Sobre este aspecto, la bibliografía de origen anglosajón habla de Constructability o Buildability, que se ha traducido al español como «constructabilidad» o «constructibilidad», incluso «constructividad». Sin embargo, son palabras que no las recoge la Real Academia Española de la Lengua. Simplificando, podríamos hablar de que una obra puede construirse de forma más o menos fácil y efectiva. Ello va a depender de muchos factores, pero uno de los más importantes va a ser el propio proyecto constructivo. Por cierto, no vamos a utilizar aquí el concepto de “coeficiente de constructibilidad”, que en el ámbito del urbanismo, se refiere a un número que fija el máximo de superficie posible a construir en un ámbito determinado.
En la Figura 2 he elaborado un mapa conceptual para aclarar las ideas. Como puede verse, tanto la constructividad como la constructibilidad tienen como objetivo último satisfacer las necesidades del cliente en cuanto a calidad, costes, plazos, estética, etc., además de cumplir con otro tipo de objetivos relativos al contexto (requerimientos ambientales, sociales, legales, etc.), de forma que los agentes involucrados en la construcción sean capaces de mejorar sus resultados empresariales. Sin embargo, el enfoque de ambos conceptos es diferente. Veamos con algo de detalle las diferencias.
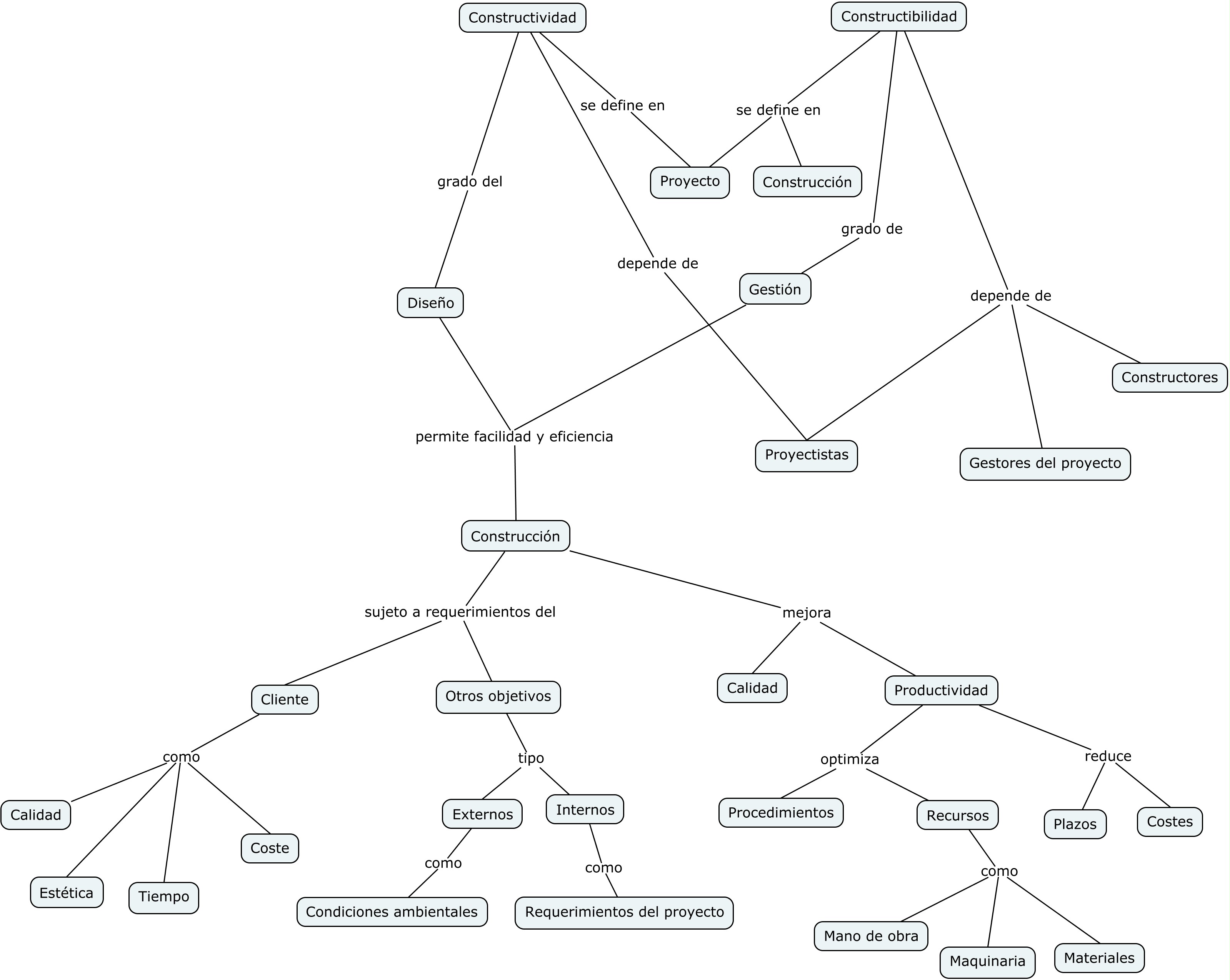
La constructividad define el grado con el cual un proyecto facilita el uso eficiente de los recursos para facilitar su construcción, satisfaciendo tanto los requerimientos del cliente como otros asociados al proyecto. Como se puede ver, se trata de un concepto directamente ligado a la fase del proyecto, y, por tanto, depende fuertemente del equipo encargado del diseño.
Por otra parte, la constructibilidad es un concepto relacionado con la gestión que involucra a todas las etapas del proyecto y que, en consecuencia, depende tanto de los proyectistas, de los gestores del proyecto y de los constructores. Aunque se trata de un concepto también relacionado con las etapas del diseño del proyecto, la diferencia estriba en la incorporación de personal en esta etapa preliminar de personal con experiencia y conocimiento en construcción con el fin de mejorar la aptitud constructiva de una obra.
Quizá un ejemplo sea clarificador. Supongamos un equipo de arquitectura que está proyectando un edificio complejo, como un hospital. Este equipo, con mayor o menor experiencia en obra, tratará de diseñar un edificio que se pueda construir. El proyecto se licitará y una empresa constructora se encargará de su ejecución. Resulta evidente que, en función de los problemas surgidos durante la obra, el proyecto podrá modificarse para adaptarse a problemas que no quedaron resueltos en él o a cambios no previstos durante la ejecución. Se trata de un ejemplo en el que los proyectistas han incorporado, en la medida de lo posible, aspectos relacionados con la constructividad.
Por otra parte, podría darse el caso de un concurso de proyecto y construcción, en el que el adjudicatario participara, a su riesgo, en el proceso de proyecto y construcción. En este caso, es muy probable que al equipo redactor del proyecto se incorporaran personas con amplia experiencia en la ejecución de este tipo de proyectos. Por ejemplo, jefes de obra o de producción de la empresa que hubiesen realizado proyectos similares podrían aportar conocimientos para mejorar el proyecto y hacer que fuera fácilmente construible con los medios disponibles de la propia empresa. En este caso, nos referimos a una gestión del proyecto en la que se incorporan aspectos relacionados con la constructibilidad.
Para terminar, tenemos ejemplos claros de la diferencia entre estos dos conceptos en los proyectos que nuestros estudiantes elaboran durante sus estudios, por ejemplo, en el Grado de Ingeniería Civil o en el Máster en Ingeniería de Caminos, Canales y Puertos (donde imparto docencia). Un alumno brillante puede desarrollar un proyecto formalmente correcto, pero es muy habitual encontrar detalles mal resueltos porque son difíciles de construir. No se debe a que haya aplicado mal sus conocimientos, sino a la falta de experiencia en obra que le impide plasmar en el proyecto soluciones que faciliten la construcción. Desgraciadamente, este problema se repite en numerosas empresas de proyectos, donde la falta de experiencia de los proyectistas en la ejecución de la obra supone problemas que ya se comentaron anteriormente cuando hablábamos de la regla de Sitter. La consecuencia de todo ello es clara: la importancia de que los proyectistas tengan experiencia dilatada en la ejecución de obra. La segunda derivada también es clara: los profesores de escuelas técnicas que forman a futuros ingenieros o arquitectos deberían tener cierta experiencia en obra real. Es hora de equilibrar la importancia de la investigación y la experiencia en el mundo real a la hora de evaluar el perfil de los profesores que se dedican a formar a los futuros técnicos. Pero ese es otro tema.
Os dejo algún vídeo al respecto para ampliar conceptos.
Referencias:
CALAVERA, J. (1995). Proyectar y controlar proyectos. Revista de Obras Públicas num. 3.346. Madrid, septiembre.
PELLICER, E., CATALÁ, J., SANZ, A.(2002). La administración pública y el proceso proyecto-construcción. Actas del VI Congreso Internacional de Ingeniería de Proyectos, Departamento de Proyectos de Ingeniería de la Universidad Politécnica de Cataluña y AEIPRO, Barcelona, página 35.
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
SERPELL, A. (2002). Administración de operaciones de construcción. Alfaomega, 292 pp.
ROSTMAN, S. (1992). Tecnología moderna de durabilidad. Cuadernos Intemac, 5.
YEPES, V. (1998). La calidad económica. Qualitas Hodie, 44: 90-92.
YEPES, V. (2003). Sistemas de gestión de la calidad y del medio ambiente en las instalaciones náuticas de recreo. Curso Práctico de Dirección de Instalaciones Náuticas de Recreo. Ed. Universidad de Alicante. Murcia, pp. 219-244.
YEPES, V. (2022). Gestión de costes y producción de maquinaria de construcción. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 243 pp. Ref. 442. ISBN: 978-84-1396-046-3
YEPES, V.; PELLICER, E. (2003). ISO 10006 “Guidelines to quality in project management” application to construction. VII International Congress on Project Engineering. 10 pp. ISBN: 84-9769-037-0.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.