¿Por qué es habitual compactar con el primer compactador que tenemos en obra? Grandes errores y pérdidas económicas han sufrido más de una obra de movimiento de tierras por no acertar con el equipo de compactación adecuado. No es un tema fácil, pues requiere conocer con cierto detalle no solo las características del compactador, sino también el tipo de suelo, su humedad, su granulometría, etc., y, además, las condiciones de trabajo que vamos a imponer a esta unidad de obra. Vamos, pues, a intentar divulgar algunas ideas en torno a este tema para complementar otros posts anteriores como el que dedicamos a la curva de compactación o al tramo de prueba.
La elección de un equipo compactador y la forma de usarlo están condicionadas por multitud de circunstancias y factores, de modo que la solución adoptada no es biunívoca para unas condiciones determinadas. Al final, la elección será fundamentalmente un asunto económico, ya que existen amplios solapes entre los distintos tipos de máquinas y sus campos de aplicación. Los casos que pueden presentarse son variados y cada uno requiere procedimientos específicos. No es lo mismo construir un terraplén nuevo que consolidar un terreno natural o trabajar en un terreno anegado. En las situaciones habituales, donde se forma un terraplén compactando tongadas sucesivas del terreno, la naturaleza del material empleado será determinante. El material empleado determinará la aplicabilidad de los equipos. El siguiente factor a considerar será el estado en que se encuentre (humedad, espesor de la capa, etc.). También decidirá la forma y las dimensiones de la zona a compactar.
Por último, se deberá atender al volumen total de material. Se eligen las máquinas de tamaños que proporcionen mayores rendimientos, pero sin romper los suelos. Suelen emplearse equipos que presenten mayores capacidades de producción que los equipos de excavación y transporte, para no convertirse en «cuellos de botella» de las actividades. Cuando se emplean varios equipos en la compactación, con frecuencia trabaja una máquina de elevadas producciones y otra la que termina la superficie. Se seleccionará el equipo de compactación en función de la naturaleza del relleno, considerando tres grandes grupos de materiales, los finos, los de grano grueso y los pedraplenes.
Elección del compactador en suelos finos
Los suelos finos (más del 35% de limos y arcillas, es decir, de la fracción inferior a 80 micras) se caracterizan, a efectos de la compactación, por la dificultad que presentan para variar su humedad. Si ésta es próxima a la óptima del Proctor Normal, pueden utilizarse desde los equipos de neumáticos, a los de patas apisonadoras e incluso los vibrantes lisos. Ante un defecto de humedad, antes de adicionar agua, se aconseja el uso de compactadores autopropulsados con patas apisonadoras que trabajen con tongadas de poco grosor. Arcillas muy cohesivas con bajo porcentaje de humedad precisan una presión muy fuerte que rompa los terrones para que después la compactación sea completa; por su naturaleza química, suelos muy arcillosos precisan una presión unitaria muy alta para poder compactarse. Con exceso de humedad sólo podemos apisonar con reducidas energías, para evitar que el terreno pierda estabilidad, aconsejándose la compactación en capas gruesas (40 a 60 cm) con equipos remolcados vibratorios con patas apisonadoras con peso superior a las 10 t.
Elección del compactador en suelos de grano grueso con finos
Estos suelos (proporción de finos superior al 5%, pero inferior al 35%) son muy sensibles a los cambios de humedad, lo que influye en el porcentaje de gruesos y en la plasticidad de la fracción fina. Son adecuados los rodillos vibratorios o los compactadores de neumáticos pesados, con espesores de capa de hasta 50 y 70 cm. Son menos apropiados los compactadores de patas apisonadoras.
Elección del compactador en suelos de grano grueso sin finos
Son suelos de escasa cohesión (porcentaje de finos inferior al 5%), hundiéndose en ellos los compactadores de alta presión de contacto, debiéndose precompactar el terreno, por ejemplo, con neumáticos de baja presión de inflado. En terrenos arenosos son muy útiles los equipos vibratorios y los de neumáticos, llegándose a apisonar tongadas de hasta 1 m. Con proporciones de gruesos más importantes, se recurre a rodillos vibratorios de alta carga lineal unitaria, con espesores menores. La vibración puede descompactar la parte superficial de la capa, que puede cerrarse con un compactador estático, o puede corregirse con la compactación de la capa siguiente.
Las arenas de granulometría uniforme pueden compactarse con abundante agua y con neumáticos de baja presión de inflado o con vibratorias de reducida carga unitaria. Una arena sin finos es difícil de compactar, sobre todo si es monogranular. Un 5% de finos arcillosos facilita la operación y confiere consistencia al conjunto. El tipo de finos debe ser plástico, ya que un limo empeoraría la mezcla.
Elección del compactador en pedraplenes
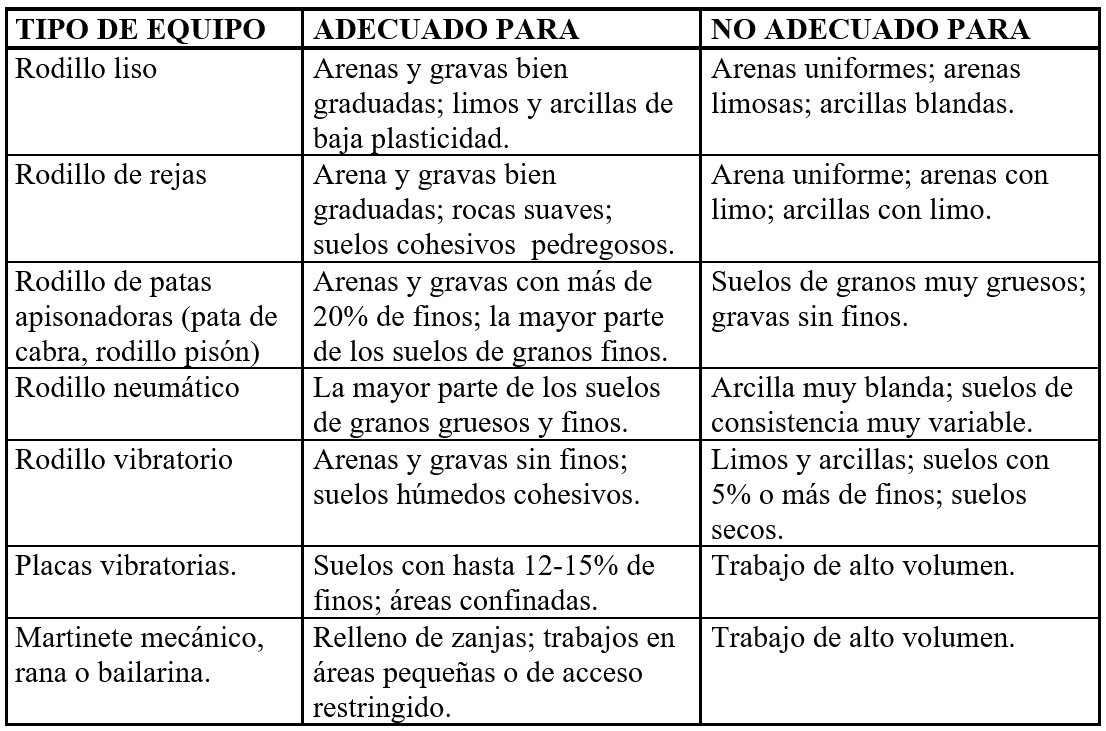
El espesor de las capas deberá ser superior en un 50% del tamaño máximo de los elementos. Si los elementos se disgregan, se compacta como un suelo de grano grueso con finos; si no, debe existir contacto entre los elementos gruesos, limitándose el contenido de finos al 30% del total. Se compactan con equipos vibratorios pesados —en cuyo caso deben pesar más de 10 t, con tongadas de 0,50 a 1,50 m—, y a veces también se usan los supercompactadores de neumáticos de más de 50 t. Por lo general, en carreteras, el pedraplén sin finos no se moja durante la compactación. La Tabla 1 recoge una recomendación sobre la elección del equipo de compactación.
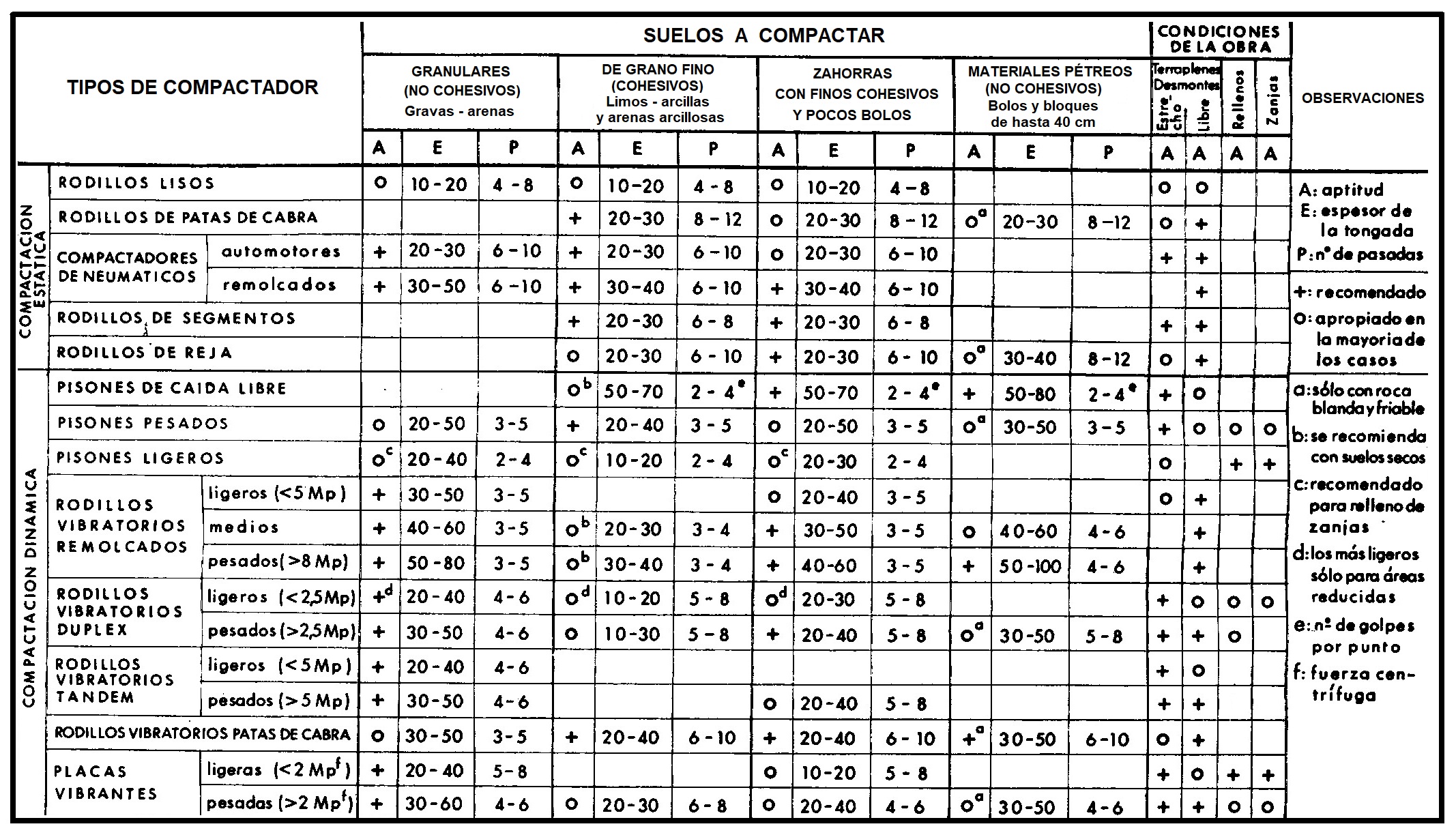
Tabla 1. Selección del equipo de compactaciónTabla 2. Recomendaciones sobre el empleo de compactadores (Strassenwesen, 1972)
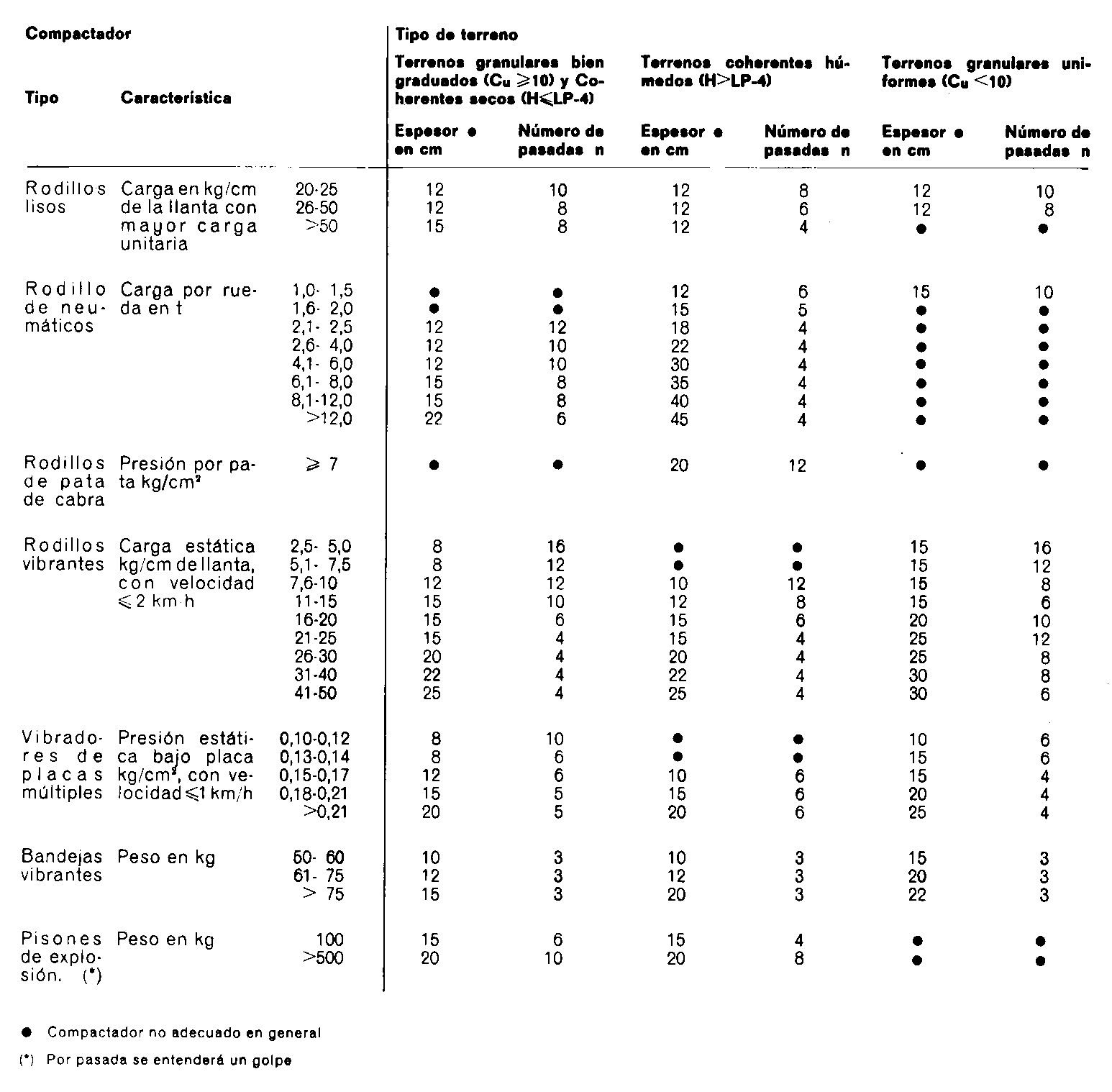
La Norma Tecnológica de Edificación NTE-ADE de explanaciones proporciona, con carácter orientativo, el espesor de tongada e, en cm, a compactar y el número de pasadas n, en función del tipo de terreno y del compactador empleado. En la Tabla 3, H es la humedad en %, LP es el límite plástico y Cu el coeficiente de uniformidad de Hazen.
Tabla 3. Compactación de terraplenes según NTE-ADE
En caso de utilizarse una combinación de compactadores diferentes, se tomará como espesor máximo de tongada compactada y como número mínimo de pasadas, los correspondientes a los compactadores que requieran el valor menor y mayor respectivamente.
Os paso el siguiente Polimedia para repasar estos conceptos, aunque hay libros e información adicional que podéis consultar fácilmente para ampliar el tema. Espero que os guste.
Referencias
ABECASIS, J. y ROCCI, S. (1987). Sistematización de los medios de compactación y su control. Vol. 19 Tecnología carreteras MOPU. Ed. Secretaría General Técnica MOPU. Madrid, diciembre.
ROJO, J. (1988): Teoría y práctica de la compactación. (I) Suelos. Ed. Dynapac. Impresión Sanmartín. Madrid.
El relining o entubado simple es una tecnología sin zanja que consiste en introducir tubería nueva dentro de la tubería antigua a sustituir. Esta técnica es particularmente útil cuando existen redes antiguas o deterioradas y se requiere reemplazarlas sin incrementar el diámetro. Es el método de sustitución de tuberías más económico y más extendido. Se trata de una técnica que causa mínimos problemas para el tráfico y los residentes de la zona y reduce sustancialmente la obra civil.
Este sistema es apto para un rango de diámetros de 100 a 2000 mm, con secciones circulares, ovoides o de marco. Se pueden insertar hasta 1000 m de longitud. Existen dos variantes, con tubería en tramos largos o con tubería de módulos. En el primer caso, las nuevas tuberías se unen por soladura a tope y posteriormente se insertan mediante tiro o empuje. En el segundo caso, cada sección se va instalando e insertando mediante empuje en la tubería existente.
La utilización de esta técnica está limitada a conducciones en las que pueda disminuirse el diámetro de la tubería existente. Se trata de una técnica cada vez más utilizada, especialmente en aquellos casos en que el consumo de agua potable, y por lo tanto, la producción de aguas residuales, permite una reducción en la cantidad de agua a transportar.
En la técnica del relining, es imprescindible limpiar la tubería antigua para disminuir la fricción en la medida de lo posible. Para ello, se eliminan las incrustaciones de la pared, se cierran las brechas de las tomas y se aplica un lubricante a la superficie interna. El diámetro máximo exterior suele ser un 10% menor que el interior. Una vez deslizada la nueva tubería, el espacio restante entre ambas tuberías se rellena con material aislante alcalino. Una ventaja adicional es que la antigua tubería colabora estructuralmente con la nueva.
Os paso un vídeo sobre este sistema de renovación de tuberías. Espero que os guste.
Referencias:
UNE-EN ISO 11295:2011. Clasificación e información sobre el diseño de sistemas de canalización en materiales plásticos utilizados en la renovación. (ISO 11295:2010)
Vista inferior del Pont Antig Regne de València, de Salvador Monleón. Imagen: V. Yepes (2013)
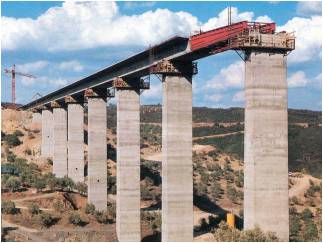
En esta entrada continuamos divulgando los aspectos básicos de la construcción de puentes viga de hormigón pretensado, a partir de otros artículos anterioresanteriores sobre esta misma temática.
Uno de los ingenieros que más contribuyó al desarrollo del hormigón armado y que tuvo una actuación más destacada en el origen y desarrollo del hormigón pretensado fue el francés Freyssinet. Sin embargo, no fue hasta después de la Segunda Guerra Mundial cuando los puentes de hormigón pretensado adquirieron toda su potencia y se desarrollaron. El hormigón pretensado ha demostrado sus ventajas económicas y técnicas tanto para puentes de luces medias (vigas prefabricadas, por ejemplo) como para grandes luces (puentes empujados y atirantados, entre otros). El récord mundial de luz para un puente en cajón de hormigón pretensado es de 330 metros en Shibanpe (China), terminado en 2005.
Tal es la importancia de que el proceso de construcción de un puente sea sencillo y económico, que los puentes viga se clasifican en función de dichos procedimientos. En general, se pueden construir los puentes in situ, con piezas prefabricadas o de forma mixta. Además, salvo que el puente sea muy pequeño, los puentes viga se construyen por partes, bien en subdivisiones longitudinales (vigas independientes que se unen mediante una losa, por ejemplo) o en subdivisiones transversales (dovelas de sección completa, que dan lugar a una gran variedad de métodos constructivos).
Los procedimientos constructivos de los puentes viga de hormigón pretensado se pueden clasificar en: (a) construcción sobre cimbra, (b) construcción por voladizos sucesivos y (c) construcción por traslación horizontal o vertical.
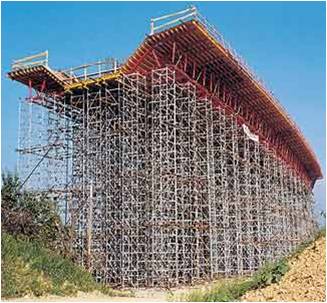
1. Construcción sobre cimbra
Un puente viga de hormigón pretensado puede construirse sobre una cimbra hormigonando «in situ» o bien con dovelas prefabricadas. Las cimbras pueden apoyarse directamente sobre el suelo o ser cimbras móviles autoportantes.
La cimbra también puede emplearse en la construcción con dovelas prefabricadas. Las dovelas se montan sobre la cimbra y se unen entre sí mediante juntas húmedas (ejecutadas con mortero) o bien juntas secas (adosando las dovelas y pegándolas normalmente con resina epoxi). Posteriormente, se solidarizan las piezas mediante un pretensado.
Las luces cubiertas por la construcción sobre cimbra oscilan entre 20 y 50 metros. Por encima de los 20 metros, se recomienda reducir el peso propio de la losa con voladizos laterales o con aligeramientos. Por encima de los 25 metros, sería conveniente adoptar una variación longitudinal de la inercia. Por encima de los 20 metros, la competitividad frente a las vigas prefabricadas solo se justifica si las condiciones de ejecución permiten abaratar el encofrado. Se pueden alcanzar mayores luces (por encima de los 100 metros) con losas hormigonadas «in situ» de secciones en cajón.
1.1 Cimbra apoyada sobre el terreno
Cimbra de losa de puente pretensado apoyada sobre el terreno
En la actualidad, se utilizan encofrados metálicos reutilizables, de fácil montaje y desmontaje. En el caso de cimbras altas, se emplean apoyos de gran capacidad y vigas trianguladas de gran canto. Se trata de cimbras huecas que permiten el paso de vehículos durante la construcción del puente. Las losas aligeradas construidas sobre cimbra convencional tienen un campo económico de luces entre los 10 y 40 metros. Con sección celular, el campo óptimo oscila entre los 30 y los 90 metros.
1.2 Cimbras autoportantes
Las cimbras autoportantes suelen utilizarse en puentes con muchos vanos de luces moderadas. Se trata de una viga metálica que se apoya en las pilas del puente y que permite construir completamente uno o varios vanos. Posteriormente, la cimbra se traslada horizontalmente y se apoya en las pilas del puente hasta el vano siguiente. Este procedimiento permite un ritmo de construcción elevado, similar al de las vigas prefabricadas.
Cimbra autoportante lanzadora de vigas
En ocasiones, se ha sustituido la viga auxiliar bajo el tablero por un procedimiento de suspensión con pórticos móviles. La secuencia de las operaciones requiere que la parte trasera del pórtico de avance esté apoyada sobre el tablero construido previamente, y que el otro apoyo se encuentre en la pila siguiente, sobre una base provisional que se suprime posteriormente y se hormigona con el tablero. La viga central de todo el conjunto se extiende sobre dos tramos completos para facilitar el avance por etapas.
La amortización de estos medios exige aproximadamente cuatro usos de los mismos en obras de similares características con longitudes superiores a los 300 metros, aunque el contratista también tiene la opción de alquilar estos equipos posteriormente.
La principal ventaja de este sistema frente al de avance por voladizos sucesivos es que permite ahorrar en pretensado al no crear en la estructura construida esfuerzos de voladizo durante las sucesivas fases de la obra.
Los vanos abordables por este método oscilan alrededor de los 40 metros, para conseguir resultados económicamente competitivos. Se puede duplicar la luz empleando atirantamientos o apoyos provisionales intermedios.
2 Construcción por voladizos sucesivos
La construcción por dovelas, prefabricadas o ejecutadas «in situ», que avanzan en voladizo sobre las ya erigidas, es un procedimiento muy adecuado para las grandes luces o cuando las pilas son muy altas. Las dovelas prefabricadas se izan con medios de elevación potentes y se unen a las anteriores. Si se ejecutan in situ, existe un carro de avance que se apoya en las dovelas anteriores. La estabilidad de cada etapa se asegura con el pretensado de cables.
El primer puente construido mediante voladizos sucesivos fue el de Santa Catalina, sobre el río Peixe, cerca de Herval (Brasil), en el año 1931. Su autor fue el ingeniero Baumgarten. Se trata de un puente de hormigón armado de dintel continuo de tres vanos, con 68 metros de luz en el central. En 1951, Finsterwalder aplicó esta tecnología, que ya incluía el pretensado, en el puente de Balduinstein, sobre el río Lahn, con 62,10 metros de luz libre. En España, esta tecnología se empleó por primera vez en los puentes de Almodóvar (1962) y Castejón (1968), según aparece en Fernández Casado et al. (1970).
En la construcción con dovelas prefabricadas se pueden distinguir tres etapas (ver Pérez Fadón, 1990). La primera generación, de los años sesenta, se caracteriza por el uso de juntas de mortero de cemento, llave única a cortante y cables anclados en la propia junta. La segunda se caracteriza por la prefabricación conjunta, el empleo de resinas epoxi en las juntas, las llaves múltiples para el cortante y el anclaje de los cables en el interior de la dovela en unos bloques dispuestos al efecto. La tercera generación, iniciada en Francia, emplea el pretensado exterior y las almas de celosía (puente de Bubiyán en Kuwait, 1983).
La construcción por voladizos sucesivos puede realizarse con una única dirección de avance, la denominada construcción evolutiva, o bien con crecimiento simétrico del tablero a ambos lados de las pilas, voladizos compensados. En el primer caso, se suprime uno de los inconvenientes de la progresión simétrica del tablero, con la consecuente multiplicación de equipos (uno por cada frente de avance) o su traslado.
El campo habitual de aplicación de los puentes construidos por voladizos sucesivos abarca luces de entre 50 y 150 metros. Sin embargo, y de forma excepcional, pueden encontrarse puentes con luces de 250 metros construidos por voladizos sucesivos con dovelas atirantadas de forma provisional. Entre los 30 y 50 metros de luz, tampoco es muy habitual. A partir de los 200 metros, los puentes atirantados entran en competencia.
3 Construcción por traslación horizontal o vertical
Se construye el puente, total o parcialmente, fuera de su posición definitiva y después se traslada a su posición final. Dentro de esta familia de procedimientos constructivos, se puede distinguir la construcción de puentes con vigas prefabricadas, los puentes empujados, los puentes girados y los trasladados por flotación. Asimismo, una vez colocada una parte del puente en su posición definitiva, este puede servir de apoyo para completar la sección mediante la construcción in situ o con elementos prefabricados del resto de elementos (por ejemplo, el hormigonado de la losa sobre vigas prefabricadas).
3.1 Puentes de vigas prefabricadas
La industrialización de la fabricación de vigas de hormigón pretensado permite la construcción de puentes de tramos simples. Se trata de vigas de sección normalmente en T, en I o incluso en cajón, que permiten un intervalo amplio de luces. Los cantos de estas secciones varían según la luz y la disponibilidad de elementos prefabricados en el mercado, entre L/18 y L/23. La luz óptima se sitúa entre los 30 y 40 metros, puesto que por encima de los 50 metros los medios auxiliares de colocación deben estar ampliamente sobredimensionados. De forma excepcional, podría llegarse a los 70 metros de luz. Esta tipología resulta de gran interés cuando el número de vigas a colocar es elevado (al menos 40).
Puente de vigas prefabricadas
Sobre las vigas prefabricadas se coloca una losa de entre 15 y 20 cm de espesor. Este elemento, además de aumentar el tamaño de la sección, cumple la función de rigidizar la superestructura en sentido vertical para repartir las cargas y en sentido horizontal para evitar movimientos relativos entre las vigas y hacer las veces de diafragma rígido. Estas losas se construyen normalmente in situ, aunque también pueden ser prefabricadas (ver Burón et al., 2000).
En ocasiones, también se necesita un diafragma que proporcione rigidez lateral a las vigas y a la superestructura en general. Estos se colocan en los extremos del puente y en puntos intermedios. Los diafragmas intermedios tienen como función primordial restringir el pandeo lateral de las vigas principales, garantizando el trabajo en conjunto y un adecuado funcionamiento a flexión.
Para luces muy pequeñas (inferiores a 8 metros), pueden emplearse vigas prefabricadas de sección rectangular aligerada. Con luces entre 6 y 20 metros, las vigas de sección en «pi» son el tipo de sección óptimo. Cuando las luces están comprendidas entre los 10 y 25 metros, la sección T es muy efectiva. Para luces mayores, son más eficientes las secciones en I (rango útil entre 15 y 35 metros) o en cajón con aletas (entre 20 y 40 metros).
En particular, las vigas en cajón con alas o voladizos laterales deben su gran eficiencia a los siguientes factores: (1) una mayor rigidez torsional que, en la mayoría de los casos, evita el uso de diafragmas intermedios; (2) un ancho inferior que permite albergar más torones y, así, proporcionar una mayor excentricidad al pretensado, lo que aumenta los esfuerzos y el momento resistente de la sección; (3) la presencia de las alas elimina la necesidad de usar una cimbra para hormigonar la losa, lo que permite un canto menor (unos 15 cm) en comparación con el requerido por una viga I (unos 18 cm).
Las secciones prefabricadas tipo cajón de grandes dimensiones, de una sola pieza o en dovelas, son muy eficientes debido a su bajo peso y a su rigidez. Estas secciones se emplean en puentes atirantados y empujados. En ocasiones, presentan un doble pretensado, uno longitudinal y otro transversal, este último para resistir la flexión de las alas.
Las vigas prefabricadas también pueden dar lugar a tipologías hiperestáticas si se les da continuidad mediante un postesado posterior que las una al resto de la estructura. Por ejemplo, en un tramo de 58 metros de luz, se utilizaron vigas prefabricadas en cajón para un tramo de tren de alta velocidad (Millanes et al., 2002).
3.2 Tableros empujados
El procedimiento consiste en fabricar o montar el tablero detrás del estribo y, a continuación, empujarlo deslizándolo sobre las pilas hasta alcanzar su posición definitiva al llegar al otro estribo. Este tablero también puede estar compuesto por dovelas prefabricadas u hormigonadas in situ. El método del empuje ha permitido resolver satisfactoriamente la construcción de puentes sobre obstáculos importantes situados por debajo del tablero. Este procedimiento es particularmente ventajoso en los puentes muy largos, pues permite aplicar la construcción industrializada. Según Pérez-Fadón (2004), esta es rentable a partir de los 600 metros de longitud.
Puente construido por empuje
Este sistema constructivo fue desarrollado en la segunda mitad del siglo XIX para ubicar en su situación definitiva grandes viaductos metálicos de celosía. De hecho, la ligereza de los tableros metálicos y mixtos es una ventaja frente a los de hormigón, mucho más pesados. Sin embargo, es habitual la construcción de estos puentes con hormigón pretensado. En particular, los puentes de ferrocarril son estructuras idóneas para construirlas mediante empuje, pues han de soportar, además de su peso propio, unas cargas de servicio elevadas que obligan a dimensionar secciones con una gran capacidad resistente. Al construir el puente, en el que solo actúa el peso propio, es posible aprovechar el exceso de capacidad sin sobredimensionar la estructura.
El primer viaducto de hormigón empujado fue el Puente de Ager, en Austria, terminado en 1959, donde se usaban dovelas cortas prefabricadas. Sin embargo, muchos autores citan el puente sobre el río Carona (Venezuela), terminado en 1963, de Leonhardt y Baur como iniciadores de esta técnica con el hormigón. Posteriormente, se consolidó el método de dovelas largas hormigonadas «in situ» en una instalación industrializada que se monta detrás del estribo, aunque sigue siendo habitual el empleo de dovelas de entre 10 y 25 metros de longitud, tanto fabricadas «in situ» como prefabricadas.
Millanes y Matute (1999) describen la construcción de un viaducto con un tramo continuo singular compuesto por dos vanos de 40 metros y un vano central de 80 metros que se construyó mediante el lanzamiento de las vigas con un carro. Se emplearon dos pilas provisionales y se tesó la losa para darle continuidad antes de eliminar dichas pilas.
El campo de luces óptimo para los tableros empujados se encuentra entre los 30 y 60 metros, aunque, de forma excepcional, dicho intervalo se amplía desde los 20 a los 90 metros.
3.3 Puentes girados
Constituye una alternativa a la traslación longitudinal del tablero, en la que el giro se efectúa tras construir el puente, generalmente en la orilla de un río. Una opción consiste en construir un semipuente en cada lado y luego girarlos sobre las pilas hasta situarlos en prolongación y cerrar la clave, o bien construir la totalidad en una orilla y girarlo apoyando la punta en una barcaza o llevándolo en voladizo.
3.4 Puentes trasladados por flotación
Supone un método constructivo empleado con frecuencia en zonas marítimas o grandes ríos. Consiste en trasladar las vigas por flotación y luego izararlas con grandes grúas flotantes o con gatos.
Con este procedimiento se han elevado grandes vigas, como en el caso del puente Nanco del puerto de Osaka (Japón): un puente cantilever construido en 1974 con una viga central de 186 metros y 4500 toneladas, que se llevó por flotación y se elevó mediante cables. El puente de Ohshima, también en Japón, es una viga continua triangulada de 200+325+200 metros de luz, una de las mayores del mundo, que se montó en tres partes mediante unas grúas flotantes gigantes con capacidad de 3000 toneladas, empalmándose in situ.
Sin embargo, las obras de hormigón pretensado se reducen a vanos de 56 metros de luz y 22 metros de ancho, como el cajón bicelular de los vanos laterales del viaducto Jamestown-Verrazzano, en Rhode Island (Estados Unidos). En primer lugar, se montaba la dovela sobre la pila y, después, el vano completo, subiéndolo mediante gatos de pretensado.
Referencias
AGUILÓ, M. (2003). Cien años de diseño de puentes. Revista de Obras Públicas, 3438: 27-32.
ASENCIO, J. (1990). Algunas artes o técnicas en la construcción de puentes. Primera parte. Sigma. Revista editada por la Dirección Técnica de Dragados y Construcciones, 1:7-34.
ASENCIO, J. (1990). Algunas artes o técnicas en la construcción de puentes. Segunda parte. Sigma. Revista editada por la Dirección Técnica de Dragados y Construcciones, 2:9-42.BURÓN, M.; FERNÁNDEZ-ORDOÑEZ, D.; PELÁEZ, M. (2000). Tableros prefabricados para puentes de ferrocarril. Revista Técnica Cemento Hormigón, 813: 802-810.
FERNÁNDEZ-CASADO, C. (1965). Puentes de hormigón armado pretensado. Editorial Dossat. Madrid
FERNÁNDEZ-CASADO, C.; MANTEROLA, J.; FERNÁNDEZ-TROYANO, L. (1970). Construcción de puentes por voladizos sucesivos mediante dovelas prefabricadas. Revista de Obras Públicas, 3063: 715-730.
FERNÁNDEZ-CASADO, C.; MANTEROLA, J.; FERNÁNDEZ-TROYANO, L. (1983). Viaductos de las autopistas AU-1 y AU-6 en Buenos Aires. Hormigón y Acero, 146.
FERNÁNDEZ-TROYANO, L. (1999). Tierra sobre el agua. Visión histórica universal de los puentes. Colegio de Ingenieros de Caminos, Canales y Puertos. Colección de Ciencias, Humanidades e Ingeniería, nº 55. 1ª Edición. Madrid, 798 pp. ISBN: 84-380-0148-3.
GERWICK, B. C. (1997). Construction of Prestressed Concrete Structures. Wiley-IEEE. 616 pp. ISBN: 0471181137.
GRATTESAT, G. (1981). Concepción de puentes. Tratado general. Editores Técnicos Asociados, S.A. Barcelona, 495 pp. ISBN: 84-7146-226-5.
HARDING, J.E.; PARKE, G.A.R.; RYALL, M.J. (2000). The Manual of Bridge Engineering. Thomas Telford. Great Britain, 1012 pp. ISBN: 0727725912.
HARRIS, F. (1992). Maquinaria y métodos modernos en construcción. Bellisco e Hijos Librería Editorial. 1ª Edición española. Madrid, 568 pp. ISBN: 84-85198-57-3.
LLAGO, R.; RODRÍGUEZ, G. (2002). Alta velocidad: Nuevas tendencias en el empuje de puentes. Revista de Obras Públicas, 3418: 51-60.
MILLANES, F.; MATUTE, L. (1999). Viaducto sobre el río Lambre. Hormigón y Acero, 213: 33-39.
MILLANES, F.; MATUTE, L.; ORTEGA, M.; DÍAZ DE ARGOTE, J.I. (2002). Tramo hiperestático entre las pilas P-32 a P-35 del Viaducto sobre el río Jarama en la L.A.V. Madrid-Frontera Francesa. Subtramo II. Actas II Congreso de ACHE. Puentes y estructuras de Edificación. Noviembre, Madrid.
MONLEÓN, S. (1986). Curso de puentes. Vol. 1. Colegio de Ingenieros de Caminos, Canales y Puertos. Valencia, 216 pp. ISBN: 84-600-4325-8.
MURCIA, J.; COELHO, L.H. (1994). Análisis en el tiempo de puentes continuos de hormigón construido a partir de elementos prefabricados. Hormigón y Acero, 192: 55-71.
PÉREZ-FADÓN, S. (1990). Voladizos sucesivos por dovelas prefabricadas. Viaducto de Cruzul. Revista de Obras Públicas, 3285: 21-30.
PÉREZ-FADÓN, S. (2004). Construcción de viaductos para líneas de FFCC. Tableros empujados. Revista de Obras Públicas, 3445: 47-52.
PODOLNY, W.; MULLER, J.M. (1982). Construction and design of prestressed concrete segmental bridges. John Wiley and Sons. New York, 562 pp. ISBN: 0471056588.
TONIAS, D.E. (1994). Bridge Engineering: Design, Rehabilitation and Modern Highway Bridges. McGraw-Hill Professional. 470 pp. ISBN: 007065073X.
TROITSKY, M.S. (1994). Planning and Design of Bridges. John Wiley and Sons. 318 pp. ISBN: 0471028533.
XANTHAKOS, P. P. (1994). Theory and Design of Bridges. Wiley-IEEE. 1464 pp. ISBN: 0471570974.
Puente en cajón postesado sobre el Turia (Quart de Poblet). Proyectado por Javier Manterola y construído por Dragados y Construcciones en 1991.
El día 8 de mayo de 2015 hice un experimento en línea que me pareció realmente interesante. Durante 8 horas seguidas, sin previo aviso y mediante tuits, fui desgranando los aspectos más interesantes relacionados con la construcción de un puente losa pretensado hormigonado «in situ», de los que se utilizan como paso superior en autovías. La respuesta de los seguidores y el debate fue muy interesante. Creo que es otra forma de abrir debates sobre temas concretos que se puede hacer de vez en cuando. Os paso a continuación un resumen de lo que ocurrió ese día. También me puedes seguir en @vyepesp
Pasos superiores ejecutados "in situ" se comportan mejor frente a impactos por exceso de gálibo que los prefabricados pic.twitter.com/QuvopPQCBQ
Motor Wankel en el Deutsches Museum en Múnich (Alemania). Wikipedia
Dentro de la asignatura «Procedimientos de Construcción» siempre existe una parte del temario relacionada con los motores y la maquinaria empleada en las obras públicas. De hecho, esta asignatura procede de la que en los años cuarenta se denominaba «Maquinaria y Medios Auxiliares de Obra», impartida por aquellos años por el ingeniero alcoyano D. José Juan-Aracil Segura. Os paso a continuación un apunte sobre motores.
Dentro de los motores de combustión interna rotativos, el motor Wankel, cuya patente data de 1936, se diferencia enormemente de los motores convencionales. Este motor tiene un 40 por ciento menos de piezas y la mitad de volumen y peso de un motor comparable a pistones. Es de diseño simple, en vez de un pistón, de un cilindro y de válvulas mecánicas, un rotor triangular que gira alrededor del excéntrico, hay muy poca vibración y no hay problemas con la disipación de calor, los puntos calientes, o la detonación, que son consideraciones en el motor convencional del intercambio.
En la figura puede observarse el funcionamiento en cuatro fases: (1) admisión de la mezcla, (2) compresión, (3) encendido (por chispa), explosión y expansión y (4) escape. Todas las fases ocurren de forma simultánea.
Motor Wankel
Las ventajas teóricas de estos motores frente a los alternativos son las siguientes:
Su distribución uniforme, regular y ausente de fuerzas alternativas facilita un diseño más equilibrado.
Su volumen es menor, así como su relación peso/potencia.
Ausencia de espacios muertos.
Inexistencia de válvulas y menor número de piezas, lo que contribuye a su simplicidad constructiva.
Funcionamiento continuo, dando un empuje constante, lo que teóricamente va asociado a un rendimiento más alto.
Sin embargo también se pueden anotar algunos inconvenientes que hacen que su empleo sea más bien escaso:
Problemas de estanqueidad, para no perturbar las fases del ciclo.
Dificultad de conseguir una eficaz refrigeración.
Gradientes elevados de temperatura de la zona caliente de explosión y escape (más de 1000ºC) respecto a las otras (unos 150ºC).
Baja eficacia en el uso del combustible y necesidad de estar perfectamente sincronizado.
Os dejo una explicación del motor rotativo (en inglés, así practicáis). Espero que os guste.
Aquí podéis ver el motor rotativo del Mazda RX8.
Referencias:
YEPES, V.; MARTÍ, J.V.; GONZÁLEZ-VIDOSA, F.; ALCALÁ, J. (2012). Maquinaria auxiliar y equipos de elevación. Editorial de la Universitat Politècnica de València. Ref. 814. Valencia, 200 pp.
En esta entrada os dejo un vídeo de unos 5 minutos donde explico brevemente qué podéis encontrar en un blog pensado exclusivamente para la docencia de la asignatura «Procedimientos de Construcción«, perteneciente a los grados de ingeniero civil y de obras públicas (http://procedimientosconstruccion.blogs.upv.es/). Como podéis ver, este blog se encuentra bajo el paraguas institucional de la Universitat Politècnica de València. Espero que os interese y que hagáis buen uso de él. Detrás hay una fuerte dedicación en la elaboración y búsqueda de material útil a los estudiantes.
Paso superior de hormigón postesado en Liria (Valencia)
Con este post continuamos una serie iniciada con el predimensionamiento de muros que puede servir para encajar presupuestos y soluciones iniciales para el caso de puentes losa pretensados empleados en carreteras (ya publicamos dos posts sobre historia y construcción de puentes viga). Para más adelante dejaremos más información sobre puentes losa pretensados macizos o bien otros empleados para ferrocarriles. Una información en detalle de estos aspectos la podéis consultar en la publicación de Yepes et al (2009).
Los tableros losa construidos “in situ” mediante cimbra se utilizan para luces cortas y medias, en torno a 30 m, pero que pueden alcanzar los 50 ó 60 m. Esta tipología, según indica Manterola (2006) representa un compromiso entre la facilidad constructiva y las condiciones resistentes. La supresión de juntas, la reducción de momentos flectores principales cuando el tablero es continuo y una mayor libertad en forma y en la colocación de las pilas son algunas de las ventajas de estas estructuras frente a las prefabricadas de vigas. Los puentes losa suelen proyectarse en tramos continuos hiperestáticos, en hormigón pretensado casi siempre. El encofrado normalmente se fabrica para cada tablero, por lo que se adaptan a cualquier trazado, prestándose a diseños más cuidados. La estética constituye, además, un aspecto importante, pues con frecuencia son las únicas obras visibles para el usuario que circula bajo ellas.
La «ripabilidad» de una roca representa una medida del grado de dificultad de la misma para ser excavada con equipos de convencionales; mediante la rotura del terreno con un tractor o buldócer que permite su excavación o carga directa. Si bien hay numerosos factores que afectan la ripabilidad, como por ejemplo la resistencia fracturación, dirección del buzamiento de la roca, etc., en términos de producción, los factores dominantes son: la resistencia a la compresión simple de la roca, el grado de meteorización, la velocidad sísmica, la resistencia y rugosidad de las juntas, su separación, y sobre todo la masa del tractor. Las empresas constructoras de maquinaria suelen ofrecer gráficos como el que os dejo aquí abajo, donde se establecen los valores (en función de la velocidad sísmica) para los cuales un terreno es ripable.
Ripabilidad (D9) vs. Velocidad de Onda Sísmica (Caterpillar, Handbook of Ripping 8th Edition)
Ahora hablaremos del escarificador. Es un equipo que un tractor oruga pesado lleva en su parte posterior un bastidor, accionado hidráulicamente, provisto de uno o varios dientes rompedores. Con el avance del tractor y accionado mediante cilindros hidraúlicos, el diente escarificador o «ripper», provisto en su extremo de una uña dirigida hacia abajo, penetra y desgarra el terreno cuando éste es excesivamente duro o cohesivo para ser removido con la hoja frontal. Actualmente los tractores más utilizados en los trabajos de escarificación son los de peso igual o superior a las 35 t. y potencia igual o superior a los 300 CV. La pregunta es: ¿qué podemos hacer para conseguir una mayor producción, un menor coste y una mayor seguridad al trabajar ripando? A continuación os dejo un Polimedia y varios vídeos para recordar los conceptos básicos sobre el tema. Espero que os gusten.
Referencias:
YEPES, V. (1997). Equipos de movimiento de tierras y compactación. Problemas resueltos. Colección Libro Docente nº 97.439. Ed. Universitat Politècnica de València. 253 pág. Depósito Legal: V-4598-1997. ISBN: 84-7721-551-0.
YEPES, V. (2014). Maquinaria de movimiento de tierras. Apuntes de la Universitat Politècnica de València, Ref. 204. Valencia, 158 pp.
Una de las unidades de obra que más vidas se cobra es la excavación de zanjas. Se entiende por zanja una excavación larga y angosta realizada en el terreno. En los trabajos realizados en zanjas se producen con frecuencia accidentes graves o mortales por desprendimiento de tierras. Por ello, es necesario adoptar las medidas que garanticen la seguridad de los trabajadores que deben realizar tareas en su interior. En general, se considerará peligrosa toda excavación que, en terrenos corrientes, alcance una profundidad de entre 0,80 y 1,30 metros, y de entre 0,80 y 1,50 metros en terrenos consistentes. Un buen monográfico al respecto es el elaborado por el Instituto Vasco de Seguridad y Salud Laborales. Por su interés, os recomiendo que os lo estudiéis atentamente.
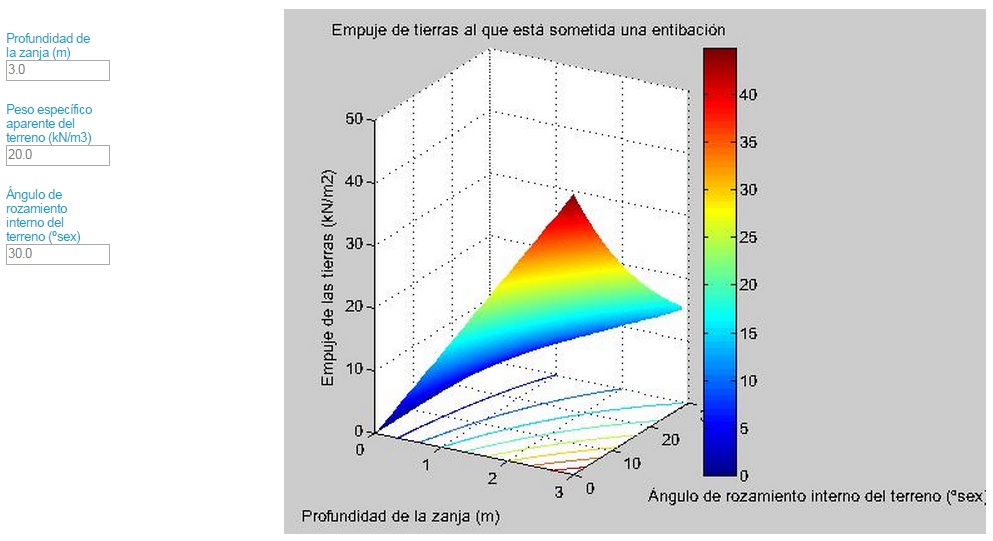
Evidentemente, con una buena entibación y el buen juicio y la prudencia de las personas se pueden evitar muchos problemas. Aunque, en ocasiones, basta con bermas y taludes adecuados. El desmoronamiento de una zanja afecta gravemente a la seguridad de los trabajadores. Para evitar accidentes, es importante conocer el empuje de tierras al que se somete una entibación para evitar su colapso. Con el objetivo de ayudar a nuestros alumnos a entender de forma cualitativa el comportamiento de la presión a la que está sometida una entibación en función del peso específico, el ángulo de rozamiento interno del terreno y la profundidad a la que se encuentra dicha entibación, en la Universitat Politècnica de València se han desarrollado unos objetos de aprendizaje que permiten visualizar dicho comportamiento. No obstante, existen causas más importantes que provocan el desmoronamiento de una zanja, como la heterogeneidad del terreno, la presencia de elementos intermedios (canalizaciones, etc.), las acciones de agentes externos (tráfico rodado, acopios) y las inclemencias del tiempo y condiciones climáticas. Por tanto, el modelo que os pasamos es, evidentemente, demasiado sencillo, pero permite llamar la atención sobre este grave problema. Como siempre, la experiencia y el buen juicio del responsable de la obra y de los operarios están por encima de cualquier otra consideración. A continuación, os paso este pequeño objeto de aprendizaje.
La forma de trabajar con ellos es muy sencilla. Se debe seleccionar: la profundidad de la zanja (valores entre 1 y 15 m), peso específico aparente del terreno (hasta 30 kN/m3) y ángulo de rozamiento interno del terreno (en grados sexagesimales, hasta un valor de 60º). No se admiten valores negativos. Espero que os guste. El enlace es: https://laboratoriosvirtuales.upv.es/eslabon/Entibacion/
Además, os paso varios vídeos al respecto. Espero que os sean de utilidad.
Los dúmperes son vehículos de transporte con caja basculante, cuyas características de cargas por eje[1] y dimensiones no le permiten circular por carreteras, circulando por tanto sólo dentro de las obras o en explotaciones mineras. Todos sus elementos son robustos, sobre todo la suspensión, eje y bastidor, ya que circulan por pistas en mal estado. Tienen dos ejes, el delantero de dirección y el trasero de tracción, con ruedas gemelas. Necesitan trasladarse de una obra a otra mediante trailers.
Sus dimensiones pueden llegar a los 8 m de anchura, 3.000 CV de potencia y 250 t de carga útil, aunque las habituales son una carga útil entre 10 y 75 t.[2], una potencia entre 130 y 700 CV. y una anchura máxima entre 2,50 y 5,00 m. Sus taras oscilan entre 7 a 60 t y la distancia entre ejes varía de 1,15 a 1,95 veces del ancho de la vía. Pueden desplazarse a 50 o 60 Km/h en pistas en buen estado, por lo que precisan motores potentes. Su dirección es hidráulica, con radios de giro mínimos y por tanto gran maniobrabilidad, mejor que la de los camiones.
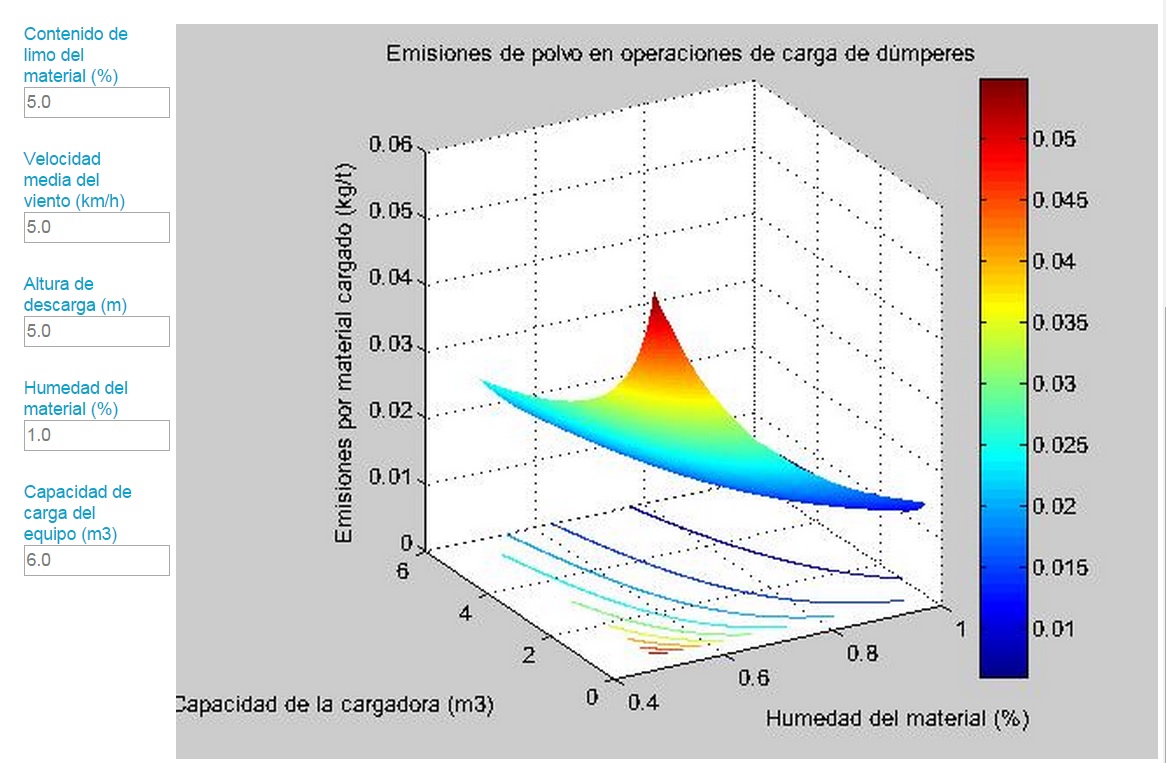
A continuación dejamos un enlace a un objeto de aprendizaje donde nuestros alumnos tratan de entender cómo varían las emisiones de polvo cuando se carga un dúmper, en función del contenido de limo en el material, de la velocidad media del viento a 4 m del suelo, de la altura de descarga, del contenido de humedad del material y de la capacidad de carga del equipo. Espero que os resulte útil. https://laboratoriosvirtuales.upv.es/eslabon/EmisionesCirculacionDumper/
[1]Su peso propio es del orden de 3 a 4 veces superior al de un camión normal, relación tara/carga equivalente a 0,75 mientras que en un camión es de 0,5.
[2]A partir de aquí ya no se usan en ingeniería civil, sino en minería.