Salvando las diferencias generacionales y de contexto, siempre me ha sorprendido las coincidencias biográficas que he tenido con la figura de D. José Juan-Aracil Segura. Aunque no tuve la suerte de conocerlo personalmente (falleció en 1982, el año en que comenzaba yo la carrera), ambos somos ingenieros de caminos nacidos en Alcoy (Alicante), con el número 1 de promoción en ambos casos y curiosamente, con hijos que también son ingenieros de caminos. Además, hemos sido catedráticos de universidad de la misma asignatura. En efecto, Juan-Aracil fue el catedrático de esta asignatura que en los años cuarenta se denominaba “Maquinaria y Medios Auxiliares de Obra” en la Escuela de Ingenieros de Caminos de Madrid, asignatura que luego fue cambiando de nombre hasta llegar a la de «Procedimientos Generales de Construcción y Organización de Obras«. También en esta asignatura imparto docencia en la Escuela de Valencia. A diferencia de otro tipo de asignaturas (Hormigón, Geotecnia, Materiales de Construcción, etc.), las asignaturas de Maquinaria y Medios Auxiliares, o bien de Procedimientos de Construcción, han sido impartidas en las distintas escuelas, mayoritariamente, por profesores asociados, muy ligados a las empresas constructoras. Es por ello que son pocos los catedráticos en España de esta materia. De hecho, José Luis Juan-Aracil López, su hijo, pasó a ser catedrático de la asignatura en Madrid, que la ejerció hasta su paso a Profesor Emérito. Os remito al siguiente artículo donde expliqué en su día los antecedentes históricos de la asignatura.
De interés, hoy para los coleccionistas, es la colección de 8 tomos de apuntes de Maquinaria Auxiliar de Obras, con diagramas, dibujos, esquemas, tablas, etc. Una grandísima cantidad de información y que fueron un precedente de los textos españoles en la materia. Otros libros de interés han sido el de los “Saltos de agua y presas de embalse”, escrito junto con José Luis Gómez Navarro, del año 1953. O la “Conversión de unidades del sistema inglés o norteamericano al sistema métrico y viceversa”, del año 1958. Todos estos libros, descatalogados, son de coleccionista.
Fernando Sáenz Ridruego, escribió una muy breve biografía en las páginas de la Real Academia de la Historia. José Juan-Aracil Segura nació en Alcoy (Alicante) el 5 de noviembre de 1905, falleciendo en Madrid el 19 de enero de 1982. En 1905 nacieron Christian Dior, Henry Fonda o Miguel Mihura, por poner algunos ejemplos. También en dicho año fallecieron Julio Verne, José María Gabriel y Galán o Juan Valera. Pero lo más sorprendente fue el año milagroso del Albert Einstein, que publicó la Teoría de la relatividad especial, el efecto fotoeléctirco y el movimiento browniano.

El joven José Juan-Aracil cursó la enseñanza media en Alcoy, su pueblo natal, en el colegio Luis Vives. Se trasladó a Madrid para estudiar en la Escuela de Ingenieros de Caminos, donde terminó la carrera en 1930, con el número 1 de su promoción. Apenas terminados sus estudios, ganó en 1932, junto con el arquitecto Francisco Javier Ferrero Llusiá, y el ingeniero de caminos Luis Aldaz Muguiro el concurso para el proyecto del viaducto sobre la madrileña calle Segovia. Es de destacar que en este concurso se presentaron proyectos técnicos de la talla del ingeniero de caminos, Eduardo Torroja, y del arquitecto Secundino Zuazo. El proyecto ganador se caracteriza por empleo de hormigón armado pulido, calado en unos machones de granito. Si bien la construcción se demoró hasta 1942, debido al deterioro que sufrió por los daños de la Guerra Civil.
Recién terminada su carrera, se atisba sus inquietudes técnicas, publicando, en 1931, un artículo, “Esfuerzos secundarios” en la Revista de Obras Públicas, donde publicó a partir de entonces numerosos artículos. En este artículo llenó parte del vacío de los libros y revistas de entonces sobre este tema, siendo encargado de curso de la asignatura de Construcciones Metálicas. Va a ser habitual ver artículos en esta revista donde desarrolle temas concretos de los explicados en sus clases.
En 1935 realizó un viaje de estudios pensionado por la Escuela, llevando el tema “Presas de embalse”, visitando Francia, Suiza e Italia. A su vuelta redactó una memoria que se publicó en la Revista de Obras Públicas. Durante la Guerra Civil combatió en el bando nacional, en el que se le concedió la Medalla de la Campaña. En 1939 fue nombrado profesor de Maquinaria en la Escuela de Caminos, asignatura que explicó hasta su jubilación en 1975. Fue director técnico de Obras y Servicios Públicos, S.A. (OSEPSA), empresa con la que ejecutó numerosas obras, entre las que destacan la construcción del acueducto de Tardienta, la reconstrucción de los puentes de Bilbao, del puente de Vizcaya y de la presa de Ordunte, destruidos durante la contienda, y la construcción de los viaductos de San Jorge, Cabriel y Narboneta, en el ferrocarril Cuenca-Valencia, así como del pantano de Amadorio, en la provincia de Alicante.
Juan-Aracil reconstruyó, tras la Guerra Civil, el Puente transbordador Bizkaia/ Vizcaya, con un proyecto que introducía bastantes cambios sobre el proyecto original. El más importante fue la eliminación de los tirantes de los extremos de la luz en el vano principal, que el autor justificaba por la dificultad que suponía la indeterminación de la actuación conjunta de péndolas y tirantes. Sin embargo, y como el propio Juan-Aracil reconocía, eso le obligó a aumentar la inercia de la viga, pasando de dos a tres metros de canto.

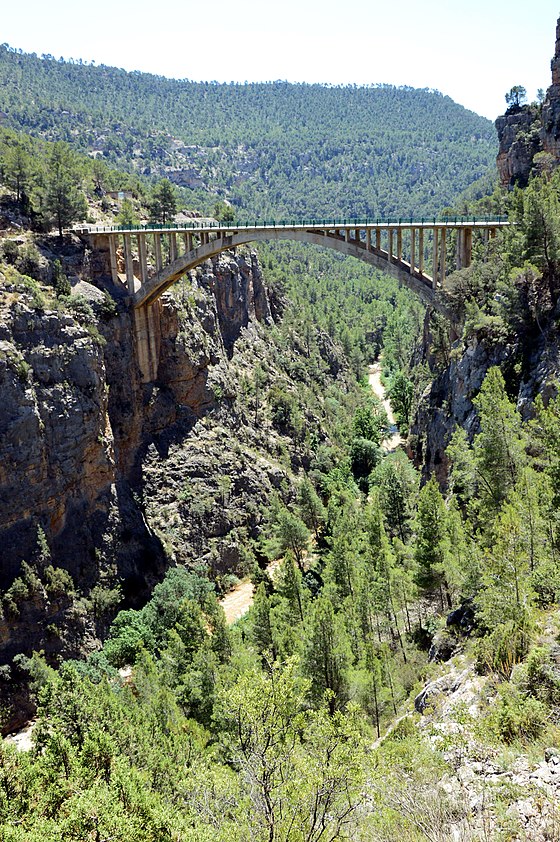
Otra obra de Juan-Aracil fue el puente de Santa Cruz de Moya (también, puente Nuevo) es un viaducto existente en el término municipal de Santa Cruz de Moya, provincia de Cuenca (Comunidad de Castilla-La Mancha). Construido en la C-234 de Valencia–Ademuz sobre el río Turia en la segunda mitad de los años cincuenta. Otro ejemplo más es la traída de agua a la Celupal, proyecto finalizado el 10 de octubre de 1947, fue redactado por Juan-Aracil, entre otros, aparte de los citados, como el acueducto de Tardienta, de la presa de Ordunte, o la distribución de agua potable de Benidorm, entre otros.
Como curiosidad del carácter alcoyano de D. José Juan-Aracil, baste recordar el homenaje que se le rindió el 27 de noviembre de 1980 en un céntrico restaurante madrileño por parte de la Asociación de San Jorge en la capital de España. Juan-Aracil fue el presidente (clavario) de esta Asociación alcoyana en Madrid. Os dejo a continuación un par de textos escritos en 1949 sobre la Asociación de San Jorge Mártir de Madrid y otro de 1951 sobre Alcoy y el Cuerpo de Ingenieros de Caminos, ambos de la Revista de la Asociación de San Jorge.