Tengo el placer de anunciar que la Asamblea General de Socios ha aprobado por unanimidad nombrarme como Colaborador de Honor de la Asociación Ibérica de Tecnología sin Zanja IbSTT. Es un honor colaborar por la difusión de las tecnologías sin zanja y apoyar desinteresadamente a esta asociación. Muchas gracias por el reconocimiento.
Os anuncio a continuación la VI edición anual del Curso de Postgrado: ESPECIALISTA EN TECNOLOGÍAS SIN ZANJA, que se desarrolla del 26 de octubre al 11 de noviembre de 2020 en la modalidad online, a través de la plataforma Microsoft Teams. Se trata un curso de 46 horas organizado por la Asociación Ibérica de Tecnología SIN Zanja (IbSTT).
Os adjunto el programa actualizado y el enlace para que puedan cumplimentar el boletín de inscripción, y la reserva de plaza: https://forms.gle/FyYRn9D8XmuENyj4A. Por cierto, podéis solicitar un «código de descuento de empresa asociada» del 10% si sois alumno mío o bien contacto, por ser miembro colaborador (dáis mi nombre al inscribiros y os harán el descuento).
También os paso, gratuitamente, la ponencia que imparto dentro del curso, que he colgado en Youtube, por si os resulta de interés. Se trata del Módulo 7-1: Aspectos generales: Peforación Horizontal Dirigida PHD.
La Asociación Ibérica de Tecnología Sin Zanja (IbSTT) ha recopilado en un libro, en el cual he participado como autor de un capítulo, de las técnicas sin zanja más actuales, guías de Perforación Dirigida, así como Manuales de rehabilitación de tuberías sin zanja y buenas prácticas y casos de éxito a lo largo de un recorrido por 587 páginas distribuidas en 12 capítulos, con más de 500 imágenes a color, recopilando el temario, capítulo por capítulo y módulo por módulo, del Curso de Postgrado Especialista en Tecnologías SIN zanja que llevamos impartiendo desde 2015 anualmente. En formato muy manejable de 15 cm. x 21 cm y tapa blanda.
En este artículo me gustaría incidir en el tema de la instalación de fibra óptica. La fibra óptica es un medio de transmisión, empleado habitualmente en redes de datos y telecomunicaciones, consiste en un hilo muy fino de material transparente, vidrio o materiales plásticos, por el que se envían pulsos de luz que representan los datos a transmitir.
Sin embargo, la perforación horizontal dirigida se está convirtiendo en una alternativa real y económica frente a los métodos tradicionales de aperturas de zanjas. A continuación os dejo el ejemplo de máquinas que utilizan esta tecnología. El vídeo que presento es de la empresa Ditch Witch. En este caso, la máquina puede realizar trabajos de instalación de tubos o fibra óptica en tramos de 300 a 400 m, presenta una fuerza de tiro de 26,7 toneladas y puede perforar incluso roca.
La próxima semana tendrá lugar el II Curso de posgrado «Especialista en tecnologías sin zanja», en el cual tendré la oportunidad de participar explicando aspectos generales de la perforación horizontal dirigida. Para aquellos que queráis más información sobre este curso, os recomiendo que os pongáis en contacto con IbSTT, que es la Asociación Ibérica de Tecnología SIN Zanja (http://www.ibstt.org/). Existen precios especiales para estudiantes y para aquellos otros alos que les interese sólo uno de los módulos. Os dejo algunos folletos al respecto.
Fluido de perforación. Imagen de Catalana de Perforacions
El procedimiento habitual es la perforación asistida con fluidos. En este caso, la cabeza se empuja por una sarta de perforación a través del terreno. El fluido se bombea por el interior de la tubería que forma la sarta de perforación y retorna por el espacio que existe entre la sarta y las paredes de la perforación, con el detritus correspondiente, por lo que debe reciclarse para volver a utilizarse. Hay máquinas autónomas que llevan consigo los tanques de mezcla y las bombas del fluido, aunque en otras son sistemas independientes.
El uso de la perforación con lodos es frecuente, pues además de contener las paredes, permite el transporte del detritus en suspensión al exterior, además de la lubricación y refrigeración de la cabeza de corte. Asimismo, estabilizan la perforación piloto hasta que se inicia su ensanche. Los fluidos de perforación suelen ser mezclas de bentonita y agua, aunque hoy existe una tendencia creciente en el uso de polímeros. Hay que prever en suelos porosos o fracturados una pérdida de fluidos significativa. Cuando se trata de perforar terrenos duros y roca, se pueden utilizar conjuntos de fondo, BHA (bottom hole assembly), que es la parte inferior de la sarta de perforación que se extiende desde un tricono de perforación al varillaje. El BHA se acciona mediante un motor de lodos, que utiliza la potencia hidráulica del fluido de perforación.
Central de tratamiento de lodos. Imagen de Catalana de Perforacions
En el vídeo que os dejo a continuación se profundiza en el uso de los lodos como fluido de perforación. Espero que os sea de utilidad.
Referencias:
IbSTT Asociación Ibérica de Tecnología SIN Zanja (2013). Manual de Tecnologías Sin Zanja.
Yepes, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia, 89 pp.
Yepes, V. (2015). Aspectos generales de la perforación horizontal dirigida. Curso de Postgrado Especialista en Tecnologías Sin Zanja, Ref. M7-2, 10 pp.
Figura 1. Perforación Horizontal Dirigida. http://www.construtec.es/
Actualmente existe una gran variedad de máquinas empleadas en la PHD. En la Tabla 1 se recoge una clasificación en función de la fuerza máxima de tiro, el par máximo y el peso (IbSTT, 2013). Más del 90% de las máquinas se pueden clasificar como pequeñas o medianas, con una fuerza máxima de tiro de 250 kN. Con estas características, se pueden colocar diámetros que oscilan entre los 50 mm y los 2200 mm, e incluso llegar a 3 km de conducción si se dan las circunstancias favorables. Aunque las máquinas estándar y más versátiles del mercado suelen tener 500 kN de tracción, las mayores tiran unos 2000 kN. Resulta interesante en este sentido el trabajo de Gierczak (2014) donde se realiza una valoración cualitativa de los riesgos inherentes a los proyectos PHD. Además, estas máquinas presentan una gran variedad de sistemas de guiado, cabezas de perforación, de ensanchamiento y otros accesorios (Figura 2).
Tabla 1. Clasificación de máquinas para la perforación horizontal dirigida (IbSTT, 2013)Figura 2. Mandriles de cabeza de tiro. Imagen de Terra Trenchless Technologies
Las pequeñas acometidas utilizan sistemas Mini-PHD (Figura 3) en las que la dirección de la cabeza de perforación se logra gracias al corte en bisel que presenta la propia broca. En los sistemas Maxi-PHD se utiliza una camisa doblada para desviar el eje del cabezal de corte, además de un tubo de lavado (“washover”) o una camisa con un gran diámetro interno, dentro de la que se desliza la sarta de perforación. A pesar de la gran variedad de máquinas y fabricantes, los equipos están montados sobre tráiler, sobre orugas o por módulos. El sistema modular suele ser la mejor opción para los equipos de mayor potencia, por su facilidad y rapidez de acoplamiento. Para obras de fácil acceso y para facilitar el transporte, lo mejor sería montar el equipo sobre un tráiler, pero si tenemos problemas de movilidad, mejor sería montarlo sobre orugas.
Figura 3. Mini-PHD para acometidas modelo GRUNDOPIT. Imágenes de Sistemas de Perforación S.L.U.
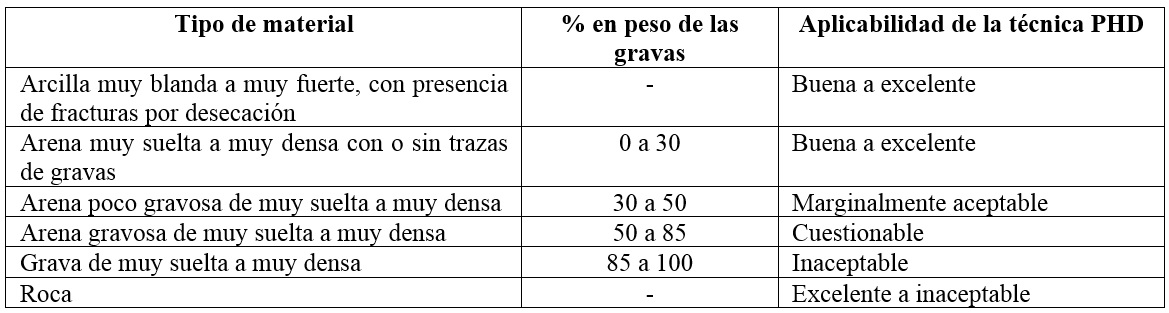
Los rendimientos de las máquinas PHD dependen del tipo de terreno (ver Tabla 2), pero también de aspectos gerenciales, medioambientales o de las condiciones de la tubería. Zayed y Mahmoud (2013) analizan todos los factores que influyen en la productividad. Predecir la producción y los costes que va a tener un equipo de estas características puede ser complejo (Yepes, 2015); en este sentido Zayed y Mahmoud (2014) proponen técnicas basadas en la lógica difusa para su predicción.
Tabla 2. Valoración de la aplicabilidad de la técnica PHD en función del material (Hair, 1994).
Así, lo más favorable son arcillas homogéneas, mientras que los materiales granulares presentan problemas de estabilidad, sobre todo bajo nivel freático. Además, las gravas pueden acelerar el desgaste de la cabeza de perforación. Wang y Sterling (2007) han estudiado el comportamiento de la PHD en arenas flojas o mezclas de arenas y gravas, que son los terrenos más problemáticos. En el caso de roca, las máquinas deben contar con motores de lodos que accionen las cabezas cortadoras. Existen incluso máquinas con doble varilla en el que el tubo interior hacer rotar la cabeza cortadora de roca y el exterior proporciona la dirección de perforación; sin embargo, estas máquinas son de pequeño diámetro y longitud de perforación. Otra opción es combinar la percusión con el empuje y la rotación.
En cuanto al emplazamiento de las máquinas, éstas se instalan en superficie, aunque en ocasiones se implantan en un foso. Las de superficie se desplazan mediante orugas, aunque si son muy grandes a veces se requieren medios de transporte. Con todo, son necesarios pequeñas excavaciones para conectar los extremos de los tramos de tubería. Las máquinas emplazadas en fosos se usan normalmente para tramos cortos y rectos, con ligeras desviaciones. Esta circunstancia también restringe la longitud de la sarta de perforación.
Las máquinas PHD presentan dos características comunes, un soporte que empuja la sarta de perforación para la perforación piloto y luego tira de ella y del tubo durante el ensanchamiento (Figura 4), y un motor que hace girar la sarta de perforación, junto con la cabeza de perforación o de ensanche. El empuje suele ser hidráulico, y la inclinación del soporte está inclinada entre 10º y 20º respecto a la horizontal. Si la máquina se emplaza en un foso, la reacción necesaria la proporcionan las caras de la excavación. Las máquinas de superficie se anclan al suelo para su estabilización.
Figura 4. Conexión del escariador a la tubería. Imagen de Apollo Trenchless, Inc.
La sarta de perforación está formada por tubos que están sometidos a grandes esfuerzos, tanto de tracción como de compresión por el empuje y tiro de la máquina, así como de torsión por el par de rotación. Además deben ser flexibles para adaptarse a los cambios de dirección de la perforación y ligeros para facilitar su transporte. Y por supuesto, resistentes a la abrasión y al desgaste. Cheng y Polak (2007) presentan un modelo teórico para el dimensionamiento de las tuberías y Yang et al. (2014) proporcionan un modelo dinámico determinar los esfuerzos de tiro. Las máquinas emplazadas en superficie usan tubos de entre 3 y 9,6 m de longitud, mientras que las situadas en un foso requieren tramos más cortos, entre 0,3 y 1, 5 m. Estos tramos suelen roscarse entre sí, aunque también hay conexiones tipo bayoneta. La tubería se incorpora a la perforación por tramos cargándose por un sistema automático de la máquina (Figura 5). Los tramos se pueden roscar o desenroscar de forma automática para acelerar la producción y seguridad de las operaciones.
Figura 5. Sistema de carga de tramos de tubería. Imagen de Zemin Arastrima Merkezi, Corp.
A continuación os dejo un vídeo explicativo que espero sea de vuestro interés.
Referencias:
Cheng, E., and Polak, M. A. (2007). Theoretical model for calculating pulling loads for pipes in horizontal directional drilling. Tunnelling and Underground Space Technology, Volume 22, No. 5-6, pp. 633-643.
Gierczak, M. (2014). The qualitative risk assessment of mini, midi and maxi horizontal directional drilling projects. Tunnelling and Underground Space Technology, Volume 44, pp. 148-156.
IbSTT Asociación Ibérica de Tecnología SIN Zanja (2013). Manual de Tecnologías Sin Zanja.
Wang, X., and Sterling, R. L. (2007). Stability analysis of a borehole wall during horizontal directional drilling. Tunnelling and Underground Space Technology, Volume 22, No. 5-6, pp. 620-632.
Yang, C. J., Zhu, W. D., Zhang, W. H., Zhu, X. H., and Ren, G. X. (2014). Determination of pipe pullback loads in horizontal directional drilling using an advanced computational dynamic model. Journal of engineering mechanics, Volume 140, No. 8, 04014060.
Yepes, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia, 89 pp.
Yepes, V. (2015). Coste, producción y mantenimiento de maquinaria para construcción. Editorial Universitat Politècnica de València, 155 pp.
Yepes, V. (2015). Aspectos generales de la perforación horizontal dirigida. Curso de Postgrado Especialista en Tecnologías Sin Zanja, Ref. M7-2, 10 pp.
Zayed, T., and Mahmoud, M. (2013). Data acquisition and factors impacting productivity of horizontal directional drilling (HDD). Tunnelling and Underground Space Technology, Volume 33, pp. 63-72.
Zayed, T., and Mahmoud, M. (2014). Neurofuzzy-based productivity prediction model for horizontal directional drilling. Journal of Pipeline Systems Engineering and Practice, Volume 5, No. 3, 04014004.
Figura. Fases en la ejecución de una PHD. Fuente: http://tracksonhorizontaldrilling.com.au/directional-drilling-presents-top-solution/
La instalación propiamente dicha de las tuberías o los conductos se realiza en varias fases. Primero se perfora un taladro piloto; a continuación se ensancha dicha perforación de forma concéntrica en sentido contrario al de la perforación piloto. En ese momento la máquina tira y la tubería se engancha al escariador para alojarla en su posición definitiva.
La perforación piloto constituye la siguiente fase del proceso tras los estudios previos y el emplazamiento de la maquinaria. Se trata de perforar con un cabezal direccionable con un varillaje especial que admite cambios de orientación. Su diámetro dependerá de la maquinaria utilizada y está relacionada con el tamaño de las barras de perforación y de las brocas de perforación. Los aspectos más relevantes a considerar son las posibles obstrucciones y los radios de curvaturas. Un sistema de navegación guía la cabeza de perforación. Lo habitual es que el varillaje permita la entrada de lodos, que pueden inyectarse a presión para mejorar la perforación. Los lodos arrastran el detritus hacia el exterior. En el caso de terrenos duros se puede utilizar un motor de lodos (mud-motor) que acciona el cabezal de perforación.
Tras la perforación piloto se realiza la operación de ensanche, normalmente en sentido inverso, tirando de un escariador. El agrandamiento puede hacerse de una vez o en fases sucesivas hasta alcanzar el diámetro necesario. Es habitual que el diámetro final sea el doble del de la tubería a instalar. Un aspecto clave es el terreno y su estabilidad, pues va a condicionar el uso del ensanchador. Así, en terrenos blandos se emplean ensanchadores tipo flycutter o barriles, mientras que en terrenos duros o roca se necesitan ensanchadores especiales con protecciones de carburo de tunsgteno. Existen escariadores cortadores, que corta trozos pequeños de material que se mezclan con el fluido de perforación; el escariador compactador, donde los recortes se compactan; y los mixtos, donde los recortes se compactan y se mueven.
Figura. Cabeza de perforación. Imágen de Catalana de PerforacionsFigura. Escariador. Imagen de Catalana de Perforacions
Por último, la tubería se alinea y se fija justo detrás del ensanchador y se introduce, de una sola vez, en el interior de la perforación tirando de ella. Para facilitar la operación los lodos lubrican las paredes de la perforación para reducir el rozamiento. Cuando se recoge el varillaje, la instalación ya está terminada.
Las recomendaciones generales para la ejecución de PHD pasarían por normalizar los métodos de trabajos para aumentar rendimientos y reducir costes, establecer sistemas de control que garanticen la seguridad y la calidad de los trabajos y establecer un sistema capaz de rechazar, corregir o aceptar las desviaciones que se puedan dar.
A continuación os dejo un vídeo explicativo al respecto del procedimiento constructivo del PHD.
Referencias:
IbSTT Asociación Ibérica de Tecnología SIN Zanja (2013). Manual de Tecnologías Sin Zanja.
Yepes, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia, 89 pp.
Yepes, V. (2015). Aspectos generales de la perforación horizontal dirigida. Curso de Postgrado Especialista en Tecnologías Sin Zanja, Ref. M7-2, 10 pp.
Al igual que ocurre con cualquier procedimiento constructivo, la PHD tiene sus etapas de planificación, ejecución y control (Pellicer et al., 2014). El proceso de instalación de una tubería o canalización mediante PHD comienza con un estudio previo con el objeto de elegir la mejor máquina y útiles para un caso concreto. Se incluye la topografía de la zona y un estudio geotécnico que determine el tipo de terreno. No menos importante es detectar con precisión los servicios existentes en el subsuelo mediante un georadar e incluso analizar rutas alternativas. A continuación se debe adecuar la zona de trabajo para el emplazamiento de los equipos, tanto en el inicio de la perforación como en la salida. No se debe subestimar la planificación. Por cada día de trabajo de campo debería dedicarse un mínimo de dos días de planificación.
La etapa de estudios previos debería centrarse en dos aspectos que se consideran fundamentales:
1. La naturaleza intrínseca del proceso de construcción que implica:
El corte de las formaciones del suelo y su incorporación a los fluidos de perforación
El mantenimiento continuo y estable de las paredes de la perforación
El transporte del detritus suspendido en la mezcla para permitir la instalación de la tubería
2. El trazado de la perforación, que deberá centrarse en el obstáculo a cruzar, considerando especialmente las condiciones geotécnicas e hidrológicas (ver Figura), así como identificar el radio de curvatura de las barras de perforación y los esfuerzos máximos admisibles.
Os dejo a continuación un vídeo explicativo que espero sea de vuestro interés.
Referencias:
IbSTT Asociación Ibérica de Tecnología SIN Zanja (2013). Manual de Tecnologías Sin Zanja.
Pellicer, E., Yepes, V., Teixeira, J.C., Moura, H.P., and Catalá, J. (2014). Construction Management. Wiley Blackwell, 316 pp.
Yepes, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia, 89 pp.
Yepes, V. (2015). Aspectos generales de la perforación horizontal dirigida. Curso de Postgrado Especialista en Tecnologías Sin Zanja, Ref. M7-2, 10 pp.
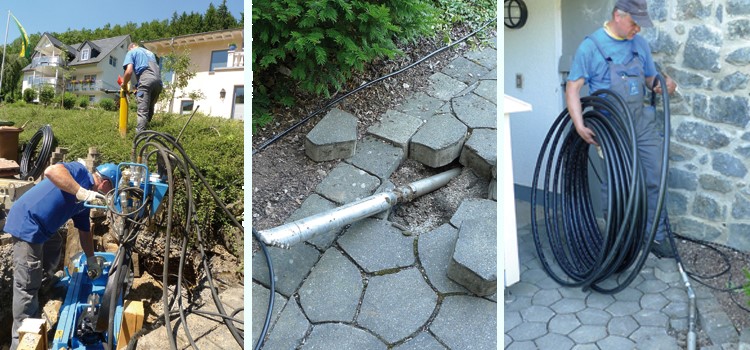
Muchos servicios y canalizaciones se encuentran en zonas urbanas congestionadas. Su instalación, renovación o rehabilitación con métodos tradicionales de apertura de zanjas suponen grandes problemas e inconvenientes a la población. Las tecnologías sin zanja (trenchless) son a menudo económicamente más efectivas que las tecnologías de excavación con zanja (Yepes, 2014). Los plazos más cortos de ejecución, una mayor calidad en la construcción, un menor número de restricciones externas como el tráfico o el medio ambiente y la progresiva reducción de costes, está consolidando y extendiendo la tecnología de construcción sin zanja a nivel mundial. Por ejemplo, Tighe et al. (2002) afirman que la vida de un pavimento flexible se reduce aproximadamente el 30% de si se le abre una excavación. Además, los costes de mantenimiento y rehabilitación de dicho pavimento se incrementan notablemente. Por otra parte, son técnicas de bajo impacto ambiental pues evitan alteraciones en los biotopos naturales y en la afectación de la vida superficial. De hecho, Allouche et al. (2000) consideran que es el segmento de la industria de la construcción de las tecnologías sin zanja que más está creciendo. Cerca del 15% de las nuevas instalaciones subterráneas en Alemania se realizan con técnicas sin zanja (Bayer et al., 2005). Ma y Najafi (2007) explican el acelerado desarrollo de estas técnicas en China.
Os dejo a continuación un vídeo explicativo sobre este tipo de tecnologías, que espero os sea útil.
Referencias:
Allouche, E., Ariaratnam, S., and Lueke, J. (2000). Horizontal Directional Drilling: Profile of an Emerging Industry. Journal of Construction Engineering and Management, Volume 126, No. 1, pp. 68–76.
Bayer, H.J. (Editor) (2005). HDD Practice Handbook. Vulkan-Verlag, Essen, Germany
IbSTT Asociación Ibérica de Tecnología SIN Zanja (2013). Manual de Tecnologías Sin Zanja.
Ma, B., and Najafi, M. (2008). Development and applications of trenchless technology in china. Tunnelling and Underground Space Technology, Volume 23, No. 4, pp. 476-480.
Tighe, S., Knight, M., Papoutsis, D., Rodriguez, V., and Walker, C. (2002). User cost savings in eliminating pavement excavations through employing trenchless technologies. Canadian Journal of Civil Engineering, Volume 29, No. 5, pp. 751–761.
Yepes, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia, 89 pp.
Yepes, V. (2015). Aspectos generales de la perforación horizontal dirigida. Curso de Postgrado Especialista en Tecnologías Sin Zanja, Ref. M7-2, 10 pp.