El coste de propiedad, también denominado coste financiero, se refiere a los años de vida de la máquina e incluye la amortización, los intereses, los seguros, etc. Se trata de un coste independiente de las horas de trabajo de la máquina.
La amortización de la maquinaria es la cuantificación monetaria de la depreciación sufrida por las máquinas. Para calcular la amortización se precisa conocer la cantidad a amortizar, la clase de tiempo a utilizar y el periodo o plazo de amortización.
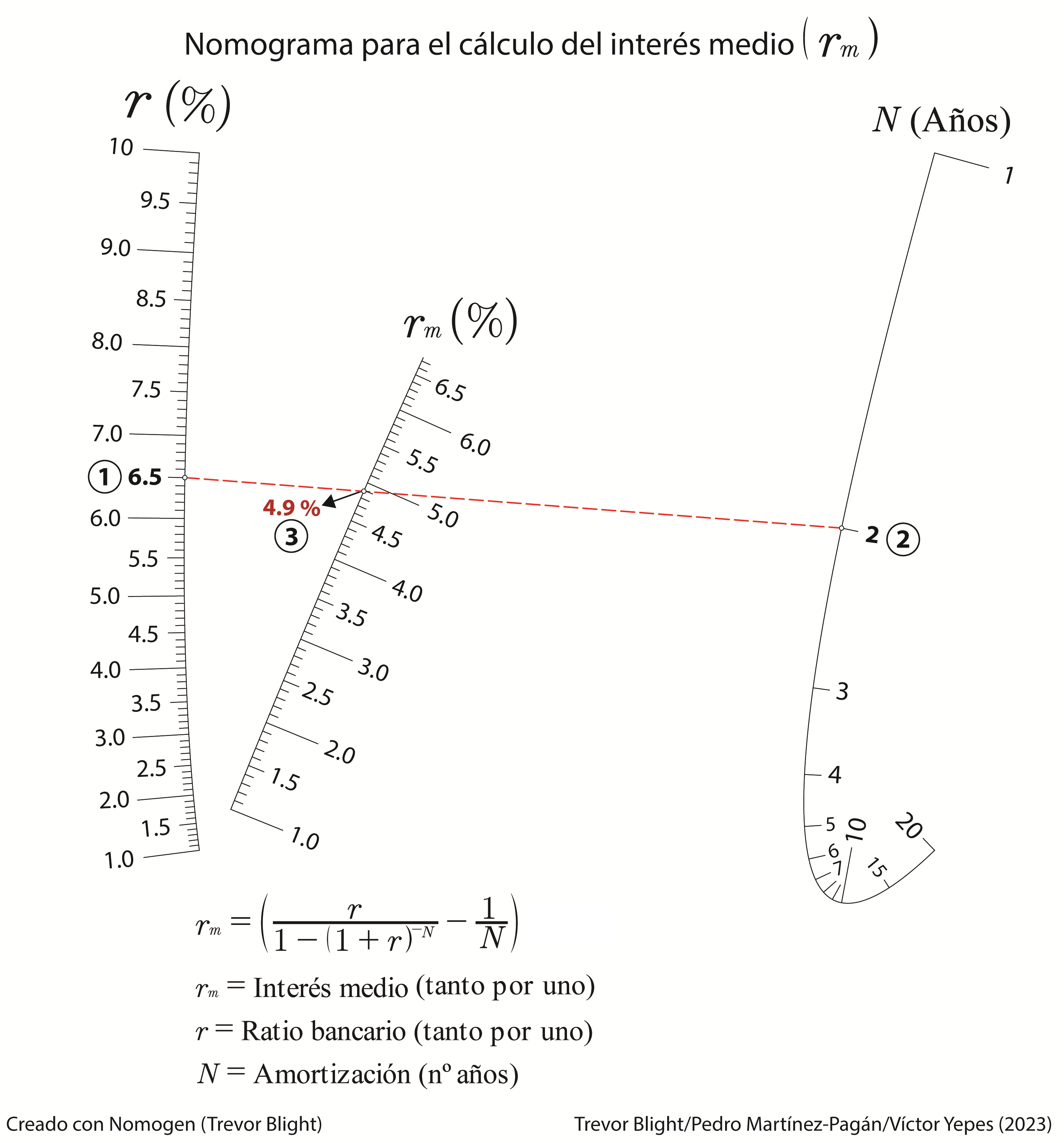
Existen numerosos métodos de amortización. En este artículo se explica el método de las cuotas fijas de amortización, también llamado método francés. Consiste en determinar la cuota de amortización (suma de la amortización más los intereses) a interés compuesto.
En este documento podéis descargar dos nomogramas originales elaborados junto con los profesores Trevor Blight y Pedro Martínez Pagán que permiten calcular el interés medio aplicado a un capital.
YEPES, V. (2022). Maquinaria para sondeos, movimientos de tierras y construcción de firmes. Apuntes de la Universitat Politècnica de València, Ref. 22.
Figura 1. Neumáticos de dúmperes rígidos. Imagen: V. Yepes
En las grandes máquinas (tractores pesados, mototraíllas, etc.) los costes de los neumáticos pueden representar un tercio de su coste total. En algunos casos, los neumáticos se venden por separado, en función del tipo de trabajo que vaya a realizar la máquina.
En condiciones ideales, la vida útil de los neumáticos radiales es de unas 6000 horas. Sin embargo, lo más habitual es que se produzcan desgastes fuertes, por lo que, por término medio, se reponen entre las 2500 y las 4000 horas de trabajo (entre 30 000 y 50 000 km). En el caso de mototraíllas o palas cargadoras en condiciones de gran dureza, la vida útil se reduce a unas 1000 horas.
Para comparar la vida de los neumáticos se puede utilizar el concepto de T.V.H. que representa el producto de las toneladas medias transportadas por la velocidad media y por las horas recorridas. A mayor T.V.H., mejor comportamiento del neumático.
Los factores que más inciden en la duración de los neumáticos son los impactos, que provocan dobleces y descascarillados, la abrasión y otros factores relacionados con las condiciones naturales y del terreno, el tipo de uso y los hábitos del operador, así como el mantenimiento realizado. La Tabla 1 muestra la duración estimada de los neumáticos de distintas máquinas en función de las condiciones de trabajo.
Tabla 1. Duración típica de los neumáticos, en horas (Nunnally, 2001)
Tipo de equipo
Condiciones de trabajo
Favorables
Medias
Desfavorables
Buldócer o cargadora
3.200
2.100
1.300
Motoniveladora
5.000
3.200
1.900
Mototraílla convencional
4.600
3.300
2.500
Mototraílla de doble tracción
4.000
3.000
2.300
Mototraílla push-pull y autocargable
3.600
2.700
2.100
Dúmper extravial y motovagón
3.500
2.100
1.100
En la Tabla 2 se indican los factores que habría que aplicar para calcular la longevidad de los neumáticos en el caso de equipos de acarreo para movimiento de tierras.
Tabla 2. Factores que reducen la longevidad de los neumáticos en vehículos de transporte de movimiento de tierras
Eje motriz
Tracción continua a 4 ruedas
0,9
Tracción intermitente a 4 ruedas
0,8
Eje de apoyo
1,0
Presión de inflado
Presión correcta
1,0
Presión de inflado un 10% inferior
0,9
Carga
Ninguna sobrecarga
1,0
10% sobrecarga
0,9
20% sobrecarga
0,8
Condiciones de la rodadura o ruta de transporte
Tierra blanda con un poco de piedras
1,0
Camino de grava bien mantenido
1,0
Camino de grava mal mantenido
0,9
Rocas dinamitadas
0,7
Mantenimiento del sitio de carga y descarga
Excelente
1,0
Deficiente
0,9
Curvas
Ninguna o muy suaves
1,0
Cerradas
0,9
Pendientes (solo para las ruedas motrices)
No pasan del 6%
1,0
Superior al 6%
0,9
Velocidad media
16 km/h
1,0
32 km/h
0,9
Experiencia del operador
Más de 6 meses
1,0
Menos de 6 meses
0,9
Por ejemplo, la vida útil de los neumáticos radiales de un dúmper pasa de 6000 a 3540 horas al aplicar el producto de todos los coeficientes (0,59) en las siguientes condiciones: presión de inflado recomendada, sobrecarga del 10 %, camino de transporte de grava deficientemente mantenido, mantenimiento y conducción defectuosos, carga y descarga defectuosas, curvas suaves, pendientes que no superan el 6 % y velocidad media aproximada de 32 km/h, con un operador con experiencia.
En la Tabla 3 se adjunta una tabla parecida donde se recogen los factores de reducción de la vida de los neumáticos (Solminihan y Thenoux, 2008).
Tabla 3. Factores de reducción de la vida de los neumáticos (Solminihan y Thenoux, 2008)
Condiciones de uso
Factor a aplicar
1,0
0,9
0,8
0,7
0,6
Presión del neumático (kg/cm2), en comparación con la especificada
100%
90%
80%
75%
70%
Carga del neumático, en comparación con la especificada
100%
129%
139%
150%
—
Velocidad media (km/h)
16
24
32
40
48
Posición de la rueda
Traseras de arrastre
Frontales
De tracción en vagonetas de acarreo de materiales
Motora
Clase de superficie del recorrido
Tierra blanda, suave o suelta
Camino de grava, grava angulosa
Roca angulosa
Como la vida de los neumáticos es inferior a la de la máquina, los costes de propiedad y de operación de ambos se estudian por separado. Así, la amortización de este tipo de maquinaria se hará deduciendo el coste de las cámaras y neumáticos del de adquisición de aquella. Su coste horario se calcula como la relación entre el coste de las cámaras y de los neumáticos y las horas de vida útil, considerando un 10% sobre el costo por reparaciones: recauchutados, pinchazos, etc.
Referencias:
NUNNALLY, S.W. (2001). Construction Methods and Management. 5th edition, Prentice Hall, New Yersey, 549 pp.
SOLMINIHAC, H.; THENOUX, G. (2008). Procesos y técnicas de construcción. Quinta edición, Ediciones de la Universidad Católica de Chile, Santiago, Chile, 545 pp.
Figura 1. Pala cargando camión. https://www.hitachicm.eu/iground-control/issue9/es/the-perfect-fit
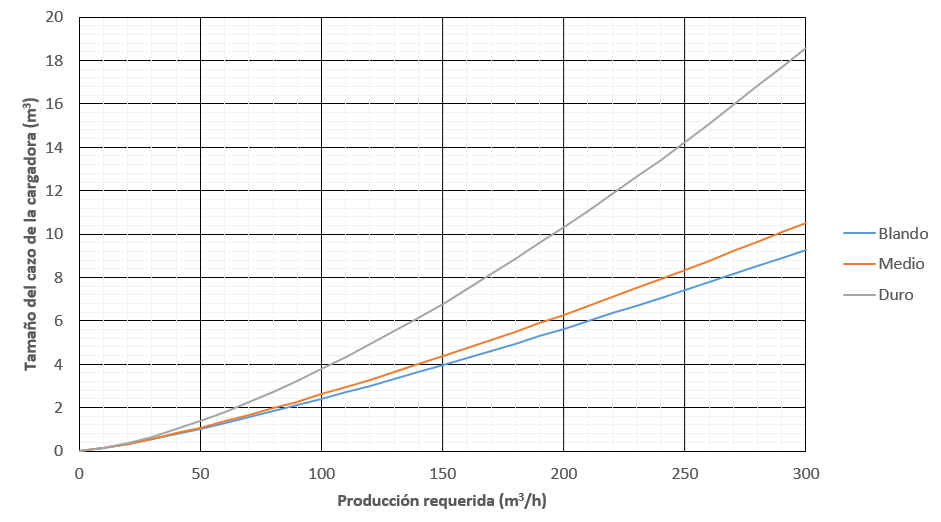
Las características básicas de una pala cargadora (Figura 1) se pueden definir utilizando las recomendaciones empíricas recogidas en el «Manual de arranque, carga y transporte en minería de cielo abierto» (Gómez de las Heras et al., 1995). Para ello, es necesario conocer la producción horaria requerida y el tipo de material que se va a cargar (blando, medio o duro).
Con estos datos, ya es posible determinar el tamaño del cazo, el tipo de volquete más adecuado para la máquina de carga, la altura del banco, el peso aproximado y la potencia de la pala cargadora. En la Figura 2 se muestra un gráfico que permite calcular el tamaño del cazo de la pala cargadora en función de la producción requerida.
Figura 2. Tamaño del cazo de una cargadora en función de la producción requerida. Elaboración propia basada en Gómez de las Heras et al. (1995)
GÓMEZ DE LAS HERAS, J.; MANGLANO, S.; TOLEDO, J.; LÓPEZ-JIMENO, C.; LÓPEZ-JIMENO, E. (1995). Manual de arranque, carga y transporte en minería a cielo abierto. Instituto Geológico y Minero de España, Madrid, 604 pp.
YEPES, V. (2022). Maquinaria para sondeos, movimientos de tierras y construcción de firmes. Apuntes de la Universitat Politècnica de València, Ref. 22.
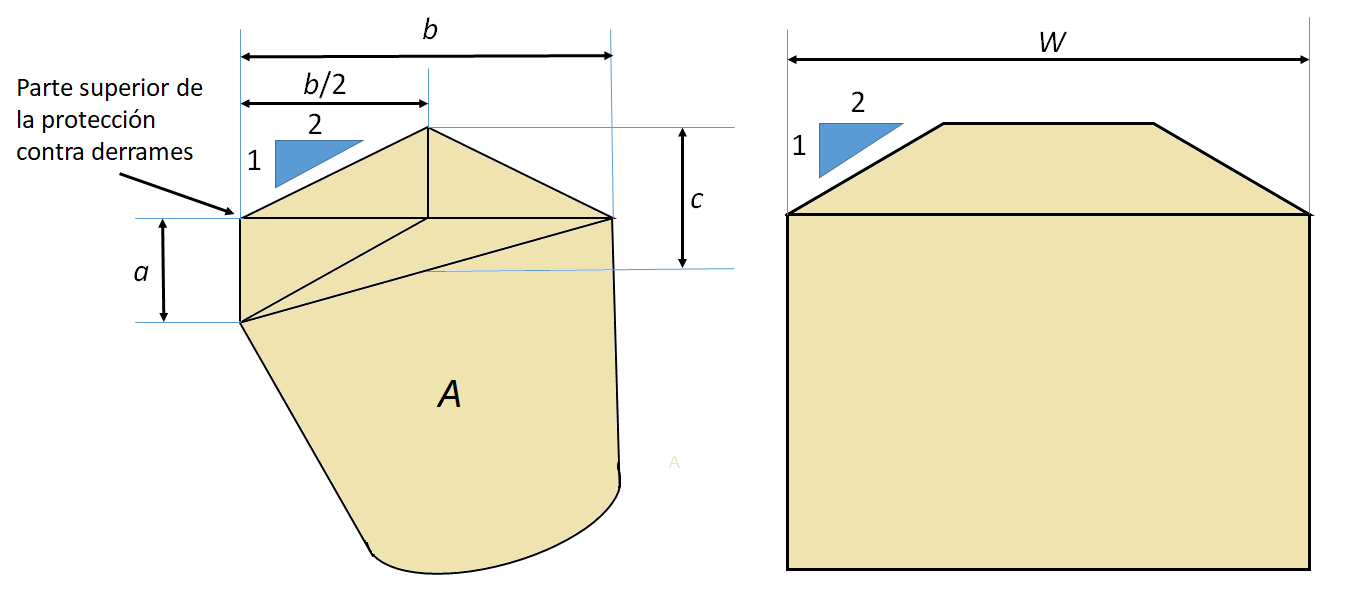
Figura 1. Capacidad SAE del cucharón de una cargadora.
La capacidad colmada definida por la SAE (Society of Automotive Engineers) del cucharón de una cargadora es una medida normalizada que supone sumar a la capacidad a ras de la cuchara una cantidad adicional que se acumula con un ángulo de reposo de 2:1 con el nivel a ras paralelo al suelo (Figura 1). Se entiende como capacidad a ras al volumen contenido en el cucharón después de pasar un rasero que descanse sobre la cuchilla y la parte trasera del cucharón.
En el caso del cazo de una retroexcavadora, este talud sería de 1:1 según la norma SAE. Evidentemente, cada tipo de material tendrá un ángulo de reposo diferente. Por tanto, para calcular la capacidad de la cuchara, es necesario multiplicar por un factor de llenado. Este factor suele variar entre el 65 % (roca volada deficiente, con lajas o bloques) y el 110 % (marga o arcilla húmeda).
YEPES, V. (2022). Maquinaria para sondeos, movimientos de tierras y construcción de firmes. Apuntes de la Universitat Politècnica de València, Ref. 22.
Figura 1. Nomograma de Menzel para el cálculo de la tasa de evaporación durante el fraguado del hormigón.
La contracción plástica (retracción) es un problema frecuente en el hormigón cuando aún no ha fraguado, es decir, cuando se encuentra aún en estado plástico. Por tanto, para evitar la fisuración del hormigón, se deben tomar medidas durante su puesta en obra, especialmente en climas desfavorables.
Las grietas por retracción aparecen principalmente en superficies horizontales, son paralelas entre sí y tienen una separación de entre 30 y 90 cm. La condición crítica se produce cuando la tasa de evaporación de la humedad superficial supera la velocidad a la que el agua de exudación la reemplaza.
La tasa de evaporación del hormigón depende fundamentalmente de cuatro factores: la temperatura del hormigón, la temperatura del aire, la humedad relativa y la velocidad del viento. En realidad, la fuerza necesaria para la evaporación del agua en la superficie está relacionada con la diferencia de presión entre el vapor de agua en la superficie y en el aire que hay encima de ella.
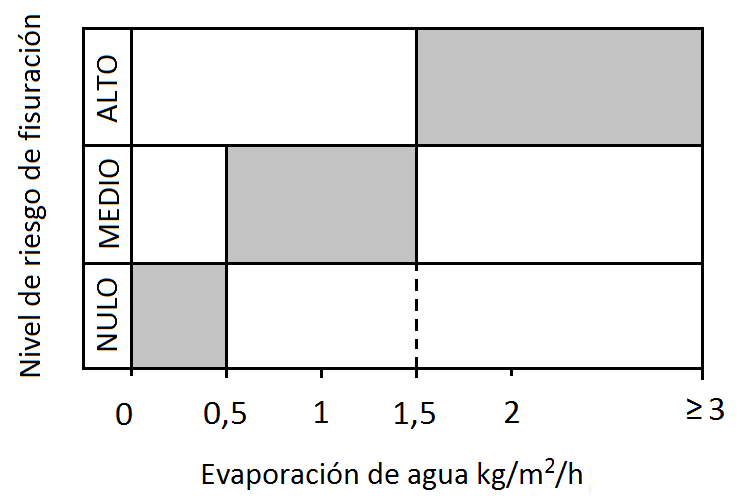
Para evitar que se formen fisuras por agrietamiento plástico, se evalúa la pérdida de humedad superficial. Si la tasa de evaporación se acerca a 1 kg/m2/h, es necesario tomar precauciones contra el agrietamiento por contracción plástica. El nivel crítico por debajo del cual no se producen grietas es de 0,5 kg/m2/h. A partir de 1,5 kg/m2/h, aparecen las fisuras con toda probabilidad. La velocidad del aire o del viento horizontal debe medirse a 0,5 m por encima de la superficie de evaporación. La temperatura del aire y la humedad relativa se deberían medir entre 1,2 y 1,8 m por encima de la superficie de evaporación en la zona protegida del viento y de los rayos del sol (Lerch, 1957). En la Figura 2 se muestra en una tabla el riesgo de fisuración en función de la evaporación del agua.
Figura 2. Riesgo de fisuración en función de la evaporación del agua (Calavera et al., 2004)
La norma ACI 305R proporciona la siguiente fórmula para calcular la tasa evaporación:
Donde
E Tasa de evaporación (kg/m2/h)
Tc Temperatura del hormigón (º C)
Ta Temperatura del aire (º C)
r Humedad relativa (%)
V Velocidad del viento (km/h)
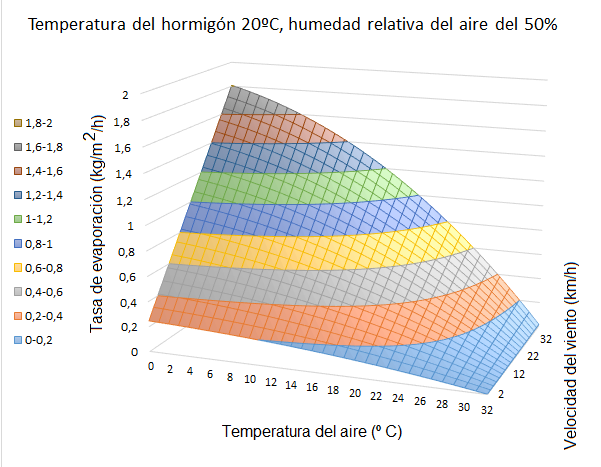
La ecuación anterior presenta cinco variables, por lo que, si se quiere representar en tres dimensiones, deberemos fijar dos de ellas como constantes. En la Figura 3 se puede ver cómo evoluciona la evaporación en función de la temperatura del aire y de la velocidad del viento, cuando la temperatura del hormigón es de 20 °C y la humedad relativa del aire es del 50 %.
Figura 3. Tasa de evaporación en función de la temperatura del aire y la velocidad del viento. Temperatura del hormigón 20 °C y humedad relativa del aire del 50%. Elaboración propia.
Una forma de tener las cinco variables en un plano es usar un nomograma. El «nomograma de Menzel» es un método que se utiliza para calcular la pérdida de agua de un hormigón por unidad de área en función de la temperatura del aire, la humedad relativa y la velocidad del viento. Para ello, hay que tener en cuenta que es válido si la temperatura del hormigón es superior a 5 °C y la temperatura del aire es inferior a 35 °C. Además, la velocidad del viento debe encontrarse entre 2 y 40 km/h.
A continuación, os paso un problema resuelto para que veáis cómo se usa este nomograma y cómo se aplica directamente la formulación propuesta por el ACI 305R. Espero que os resulte útil.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
MENZEL, C.A. (1954). Causes and Prevention of Crack Development in Plastic Concrete. Proceedings of the Portland Cement Association, Vol. 130:136.
LERCH, W. (1957). Plastic shrinkage. ACI Journal, 53(8):797-802.
Ecuación de Hazen-Williams. Pérdida de carga en m, caudal en m3/s, longitud y diámetro interno de la tubería en m.
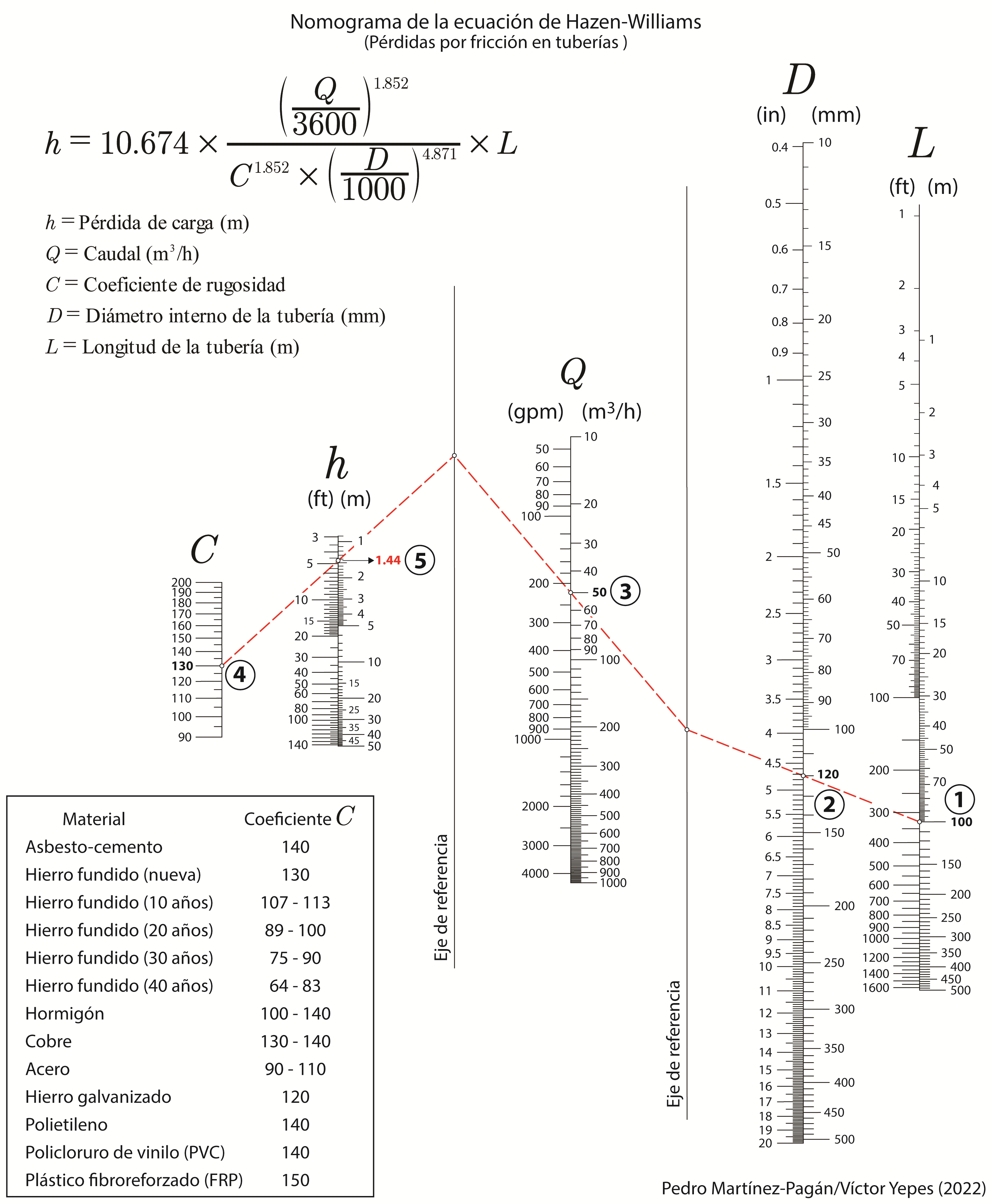
La ecuación de Hazen-Williams apareció en la primera década del siglo XX (1905), respaldada por los experimentos de sus autores. Se trata de un método muy empleado, pues es una fórmula empírica sencilla, dimensional, siendo su cálculo simple, debido a que su coeficiente de rugosidad C no depende de la velocidad ni del diámetro de la tubería. Sin embargo, solo es válida cuando el fluido circulante es agua a temperaturas entre 5 °C y 25 °C. Se utiliza en conductos con un diámetro comprendido entre las dos pulgadas (50,8 mm) y los seis pies (1.828,8 mm). Además, se recomienda utilizarla para velocidades de circulación inferiores a 10 pies por segundo (3,05 m/s). La fórmula es adecuada solo para tuberías en regímenes laminar o de transición.
Os dejo a continuación un nomograma que he elaborado conjuntamente con el profesor Pedro Martínez Pagán. En este caso, en la fórmula, la perdida de carga se expresa en m, el caudal en m3/h, el diámetro de la tubería en mm y la longitud de la tubería en m, que son medidas habituales. Es posible en el nomograma usar medidas anglosajonas, pues hemos colocado una escala también para esas unidades. Espero que os sea útil.
También os dejo un problema resuelto que, espero, os resulte interesante.
YEPES, V.; MARTÍ, J.V. (2017). Máquinas, cables y grúas empleados en la construcción. Editorial de la Universitat Politècnica de València. Ref. 814. Valencia, 210 pp.
Figura 1. Planta de áridos. https://www.sotecma.es/maquinaria-planta-aridos/
Una instalación de procesado de áridos es una planta encargada de producir las distintas fracciones granulométricas necesarias para la onstrucción civil y otros sectores, como la cerámica, el vidrio y las fundiciones (Figura 1).
Existen dos tipos de plantas de procesamiento de áridos: de vía seca y de vía húmeda. Las plantas de vía húmeda suelen mejorar la finura y calidad del material, mientras que las de vía seca son más económicas y se utilizan en aplicaciones que no requieren una calidad excesiva de las materias primas. En este artículo nos centramos en las plantas de áridos por vía seca.
Las plantas de áridos por vía seca tienen la ventaja de ser sencillas y flexibles, de tener un bajo costo de inversión y operación, una alta productividad y un ritmo elevado. Además, no requieren agua para su funcionamiento, lo que las hace fáciles de ubicar en cualquier terreno, y ocupan poco espacio. Sin embargo, su desventaja es la falta de capacidad para producir materiales finos bien clasificados y la poca eficiencia en la limpieza de los materiales más finos. Por lo tanto, deben tratar materiales secos con poca arcilla (canteras).
En este tipo de plantas se pueden distinguir tres procesos básicos: trituración, clasificación y otras operaciones auxiliares, como la alimentación, el transporte y el almacenamiento.
Se pueden distinguir varios tipos de plantas de áridos por vía seca (Vázquez García, 1998):
Tipo 1: Planta de clasificación.
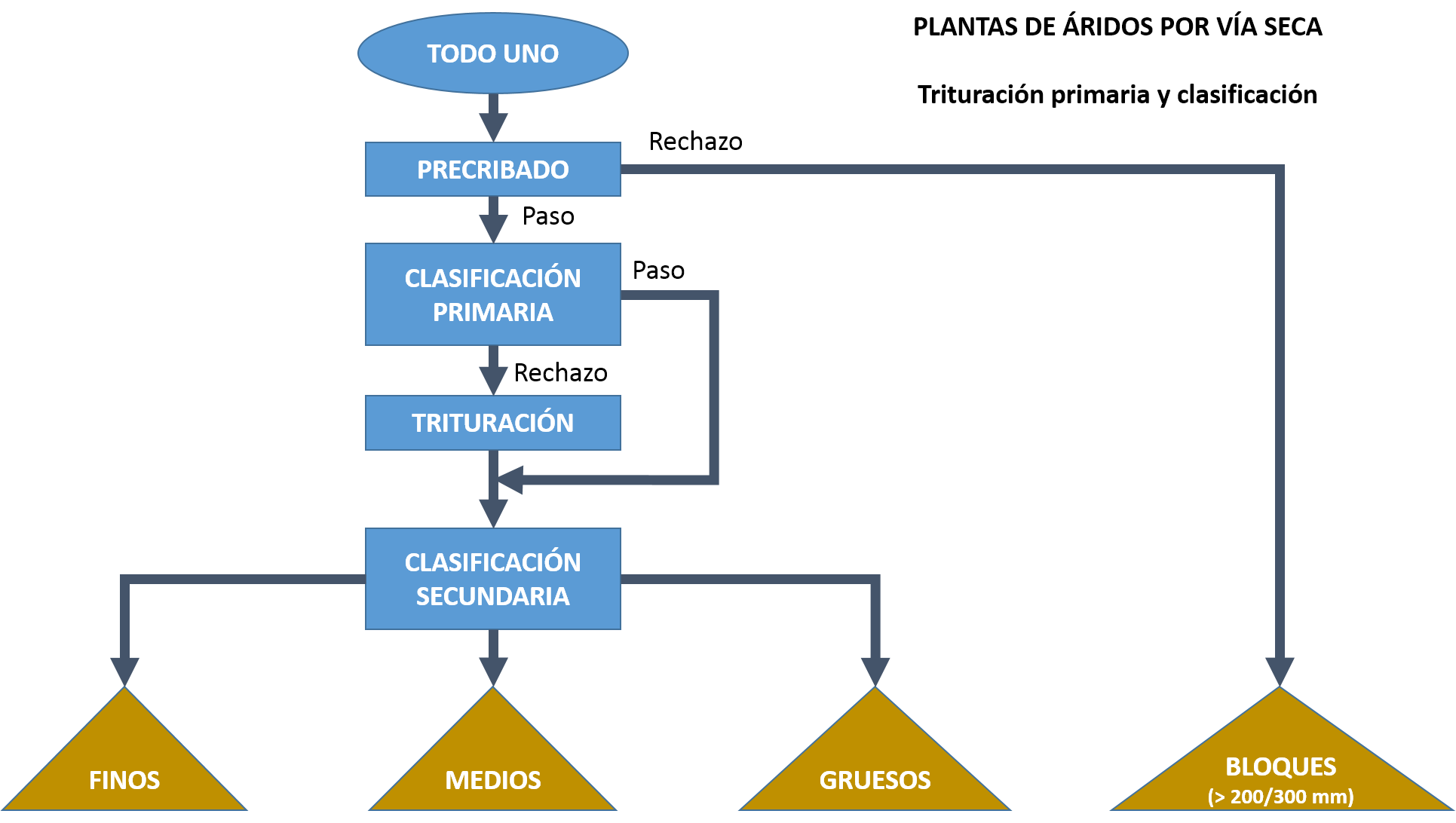
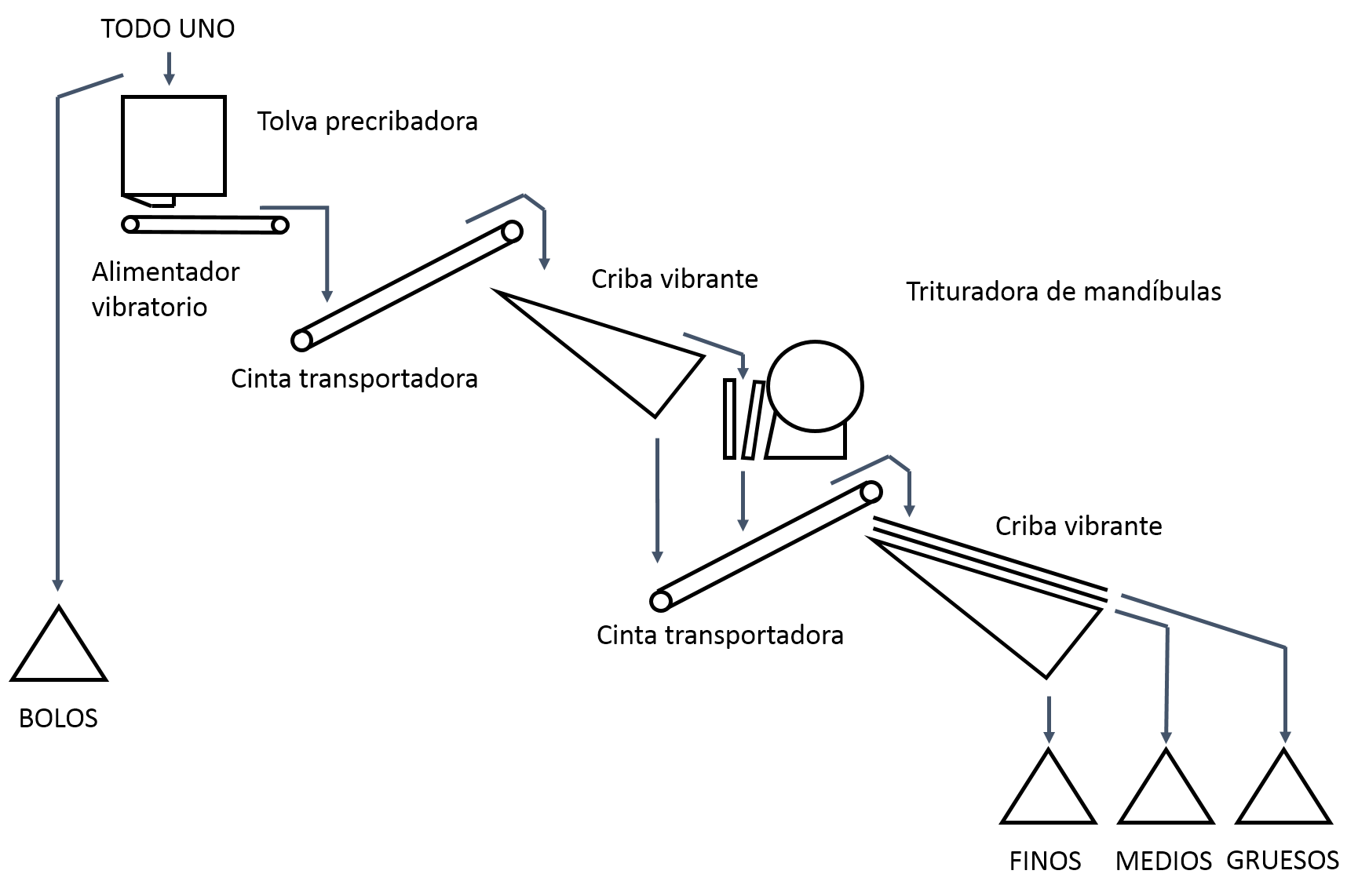
Tipo 2: Trituración primaria y clasificación.
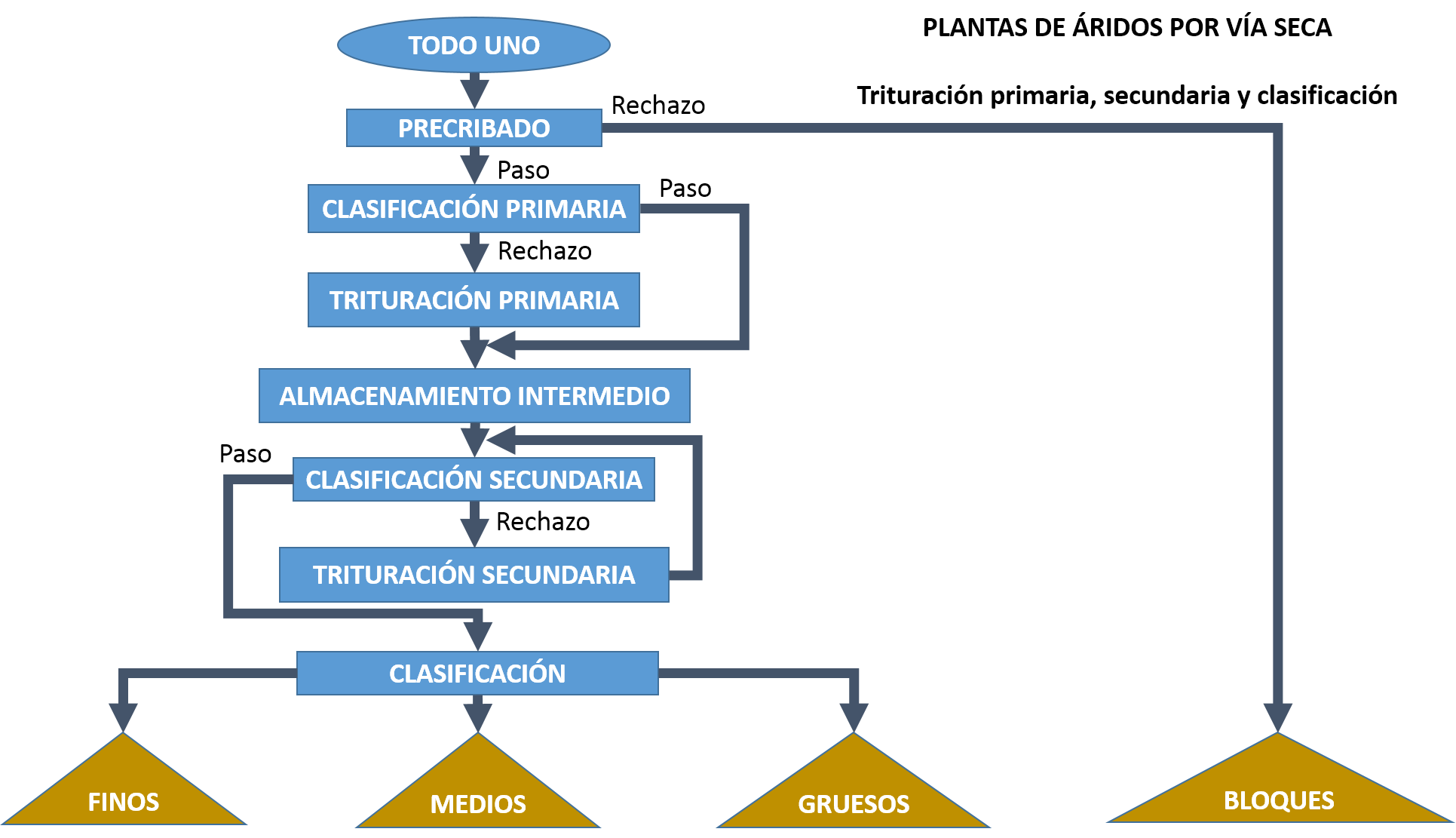
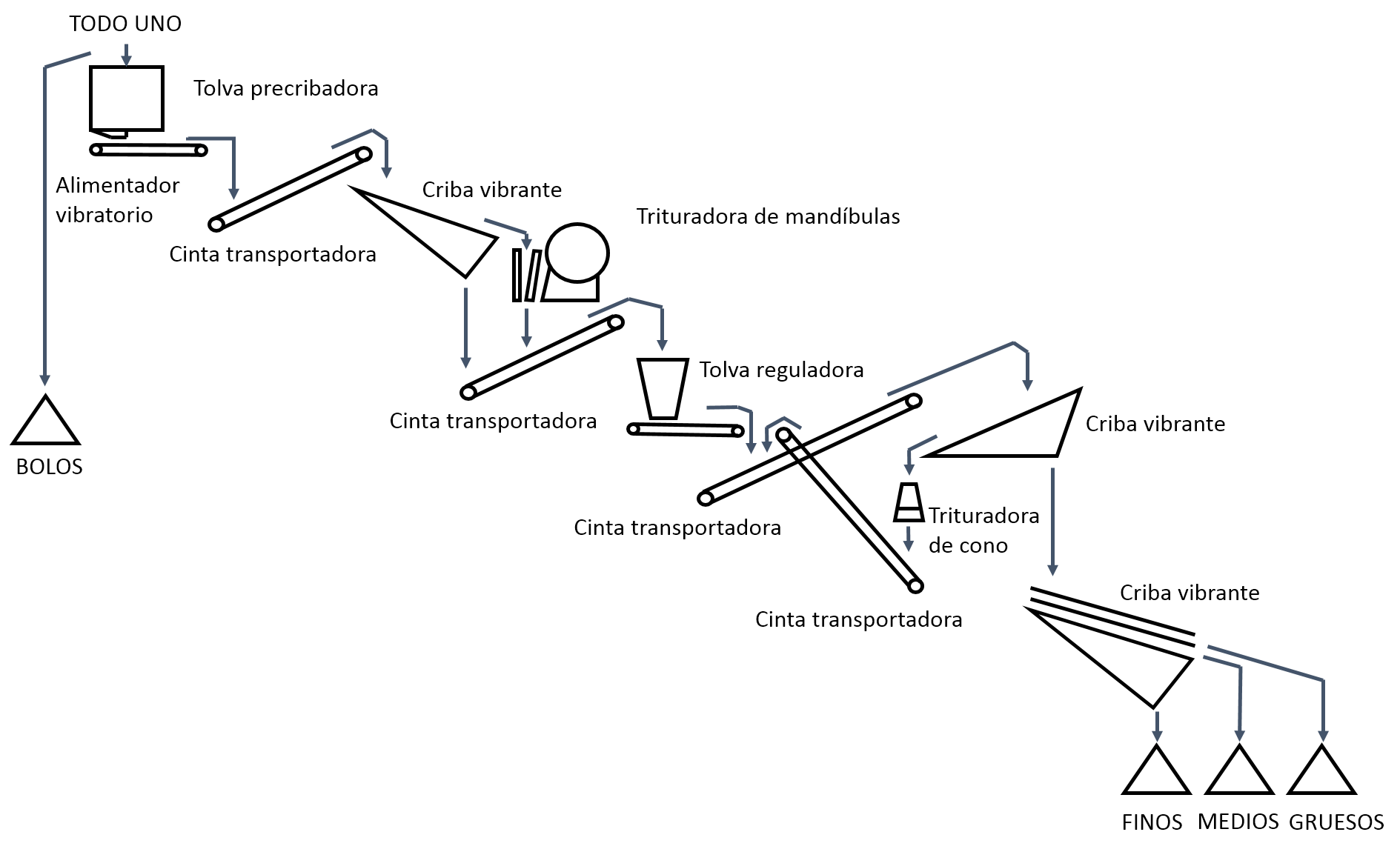
Tipo 3: Trituración primaria, secundaria y clasificación.
Tipo 4: Trituración primaria, secundaria, terciaria y clasificación.
A continuación, veremos algunos ejemplos de este tipo de plantas. No obstante, los procesos requeridos pueden hacer que estos esquemas varíen en función del tipo de necesidades.
Tipo 1. Planta de clasificación.
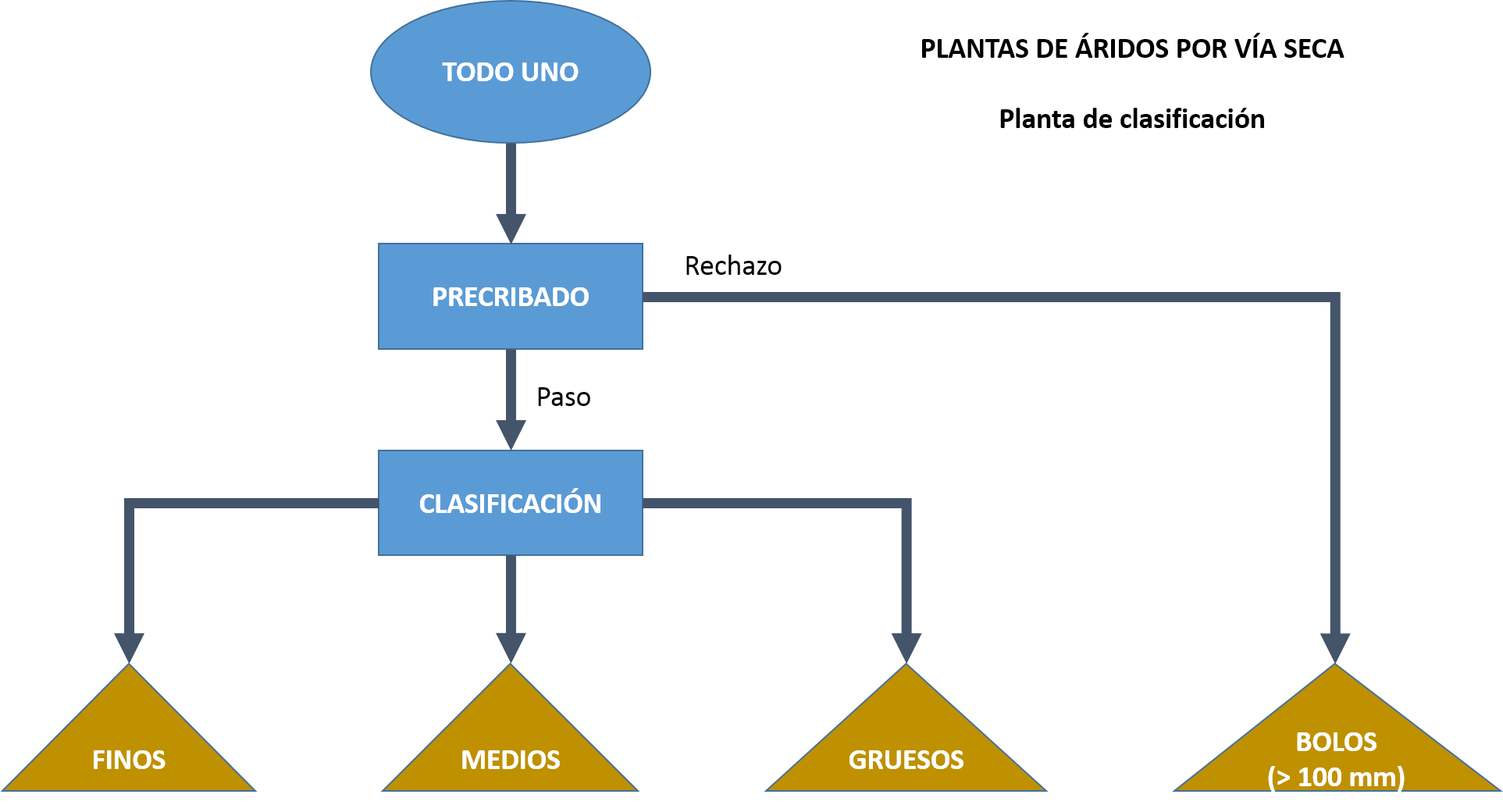
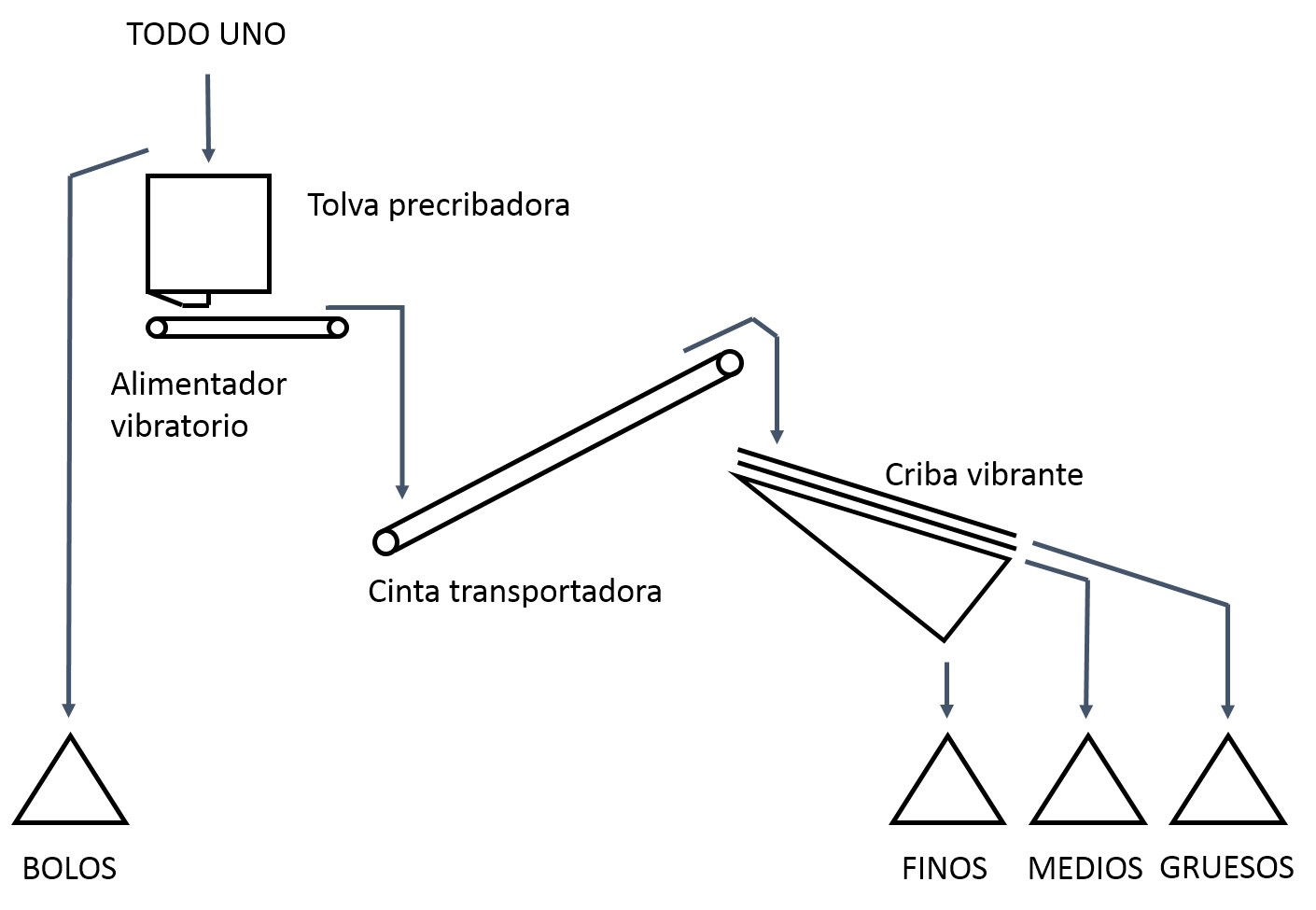
Este tipo de planta se utiliza fundamentalmente para producir áridos para hormigones de obra, zahorras para subbases de carreteras y gravas para rellenos. Se alimenta con materiales procedentes de canteras que contienen una baja proporción de arcilla y material suelto. Los materiales de mayor tamaño (mayores de 100 mm) generalmente se descartan como estériles. Las Figuras 2 y 3 muestran los correspondientes esquemas y diagramas de flujo.
Figura 2. Esquema de una planta de clasificación por vía seca. Elaboración propia, basado en Vázquez García (1998).
Figura 3. Esquema de flujos de una planta de clasificación en seco. Elaboración propia, basado en Vázquez García (1998).
Tipo 2. Planta de trituración primaria y clasificación.
Las aplicaciones de este tipo de planta son similares a las del tipo 1, pero añadiendo trituración, siempre que sea rentable. Se utilizan en zahorras para subbases y bases de carreteras, así como en suelos cementados y gravas cementadas. Las Figuras 4 y 5 muestran los esquemas de esta planta en circuito abierto. No obstante, la trituración se podría diseñar en circuito cerrado interponiendo una criba mediante cintas transportadoras.
Figura 4. Esquema de una planta de trituración primaria y clasificación en seco (circuito abierto). Elaboración propia, basado en Vázquez García (1998).
Figura 5. Esquema de flujos de una planta de trituración primaria y clasificación en seco (circuito abierto). Elaboración propia, basado en Vázquez García (1998).
Tipo 3. Planta de trituración primaria, secundaria y clasificación.
Se trata del sistema más utilizado en la producción de áridos. Sus aplicaciones habituales son subbases y bases para carreteras, grava-cemento y suelo-cemento, aglomerados asfálticos y hormigones. Consiste en someter la planta tipo 2 a una trituración secundaria. Esta trituración adicional permite aprovechar bloques de gran tamaño y obtener fracciones de gravilla (30/40 mm) con un triturador de cono. Suelen intercalarse silos o depósitos intermedios, ya que la producción de la trituración primaria suele ser mayor que la de la secundaria. La trituración primaria se realiza en circuito abierto y la secundaria, en circuito cerrado (Figuras 6 y 7).
Figura 6. Esquema de una planta de trituración primaria, secundaria y clasificación en seco (circuito cerrado). Elaboración propia, basado en Vázquez García (1998).
Figura 7. Esquema de flujos de una planta de trituración primaria, secundaria y clasificación en seco (circuito cerrado). Elaboración propia, basado en Vázquez García (1998).
Tipo 4. Planta de trituración primaria, secundaria, terciaria y clasificación.
Se trata de una planta similar al tipo 3, en la que se realiza una trituración terciaria con conos, molinos de impacto o martillos para la producción de arenas. Es útil para la producción de materiales de granulometría fina. La trituración secundaria y terciaria se realiza en circuito cerrado.
Os he grabado un vídeo sobre este tema que espero que sea de vuestro interés.
Referencias:
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos. Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia, 74 pp.
VÁZQUEZ GARCÍA, A. (1998). Plantas fijas para el tratamiento de áridos, en LÓPEZ JIMENO (ed.): Manual de áridos. Prospección, explotación y aplicaciones. 3ª edición, E.T.S. de Ingenieros de Minas de Madrid, pp. 313-331.
Para definir el tamaño máximo de la galería que sea estable frente a las roturas en masa o completas, se pueden emplear métodos empíricos, el método de las curvas de confinamiento, el método de convergencia y el método de cálculo numérico con programas informáticos (por ejemplo, Plaxis o Abaqus, entre otros). No obstante, antes de comenzar con los cálculos, sería interesante estimar el tamaño de la galería estable frente al sostenimiento (Gallo et al., 2016).
A continuación os paso un problema resuelto que utiliza el índice Q de Barton y relación con el RMR (Rock Mass Rating) para estimar la longitud de pase (longitud de avance sin sostenimiento). Además, os explico cómo estimar la carga de roca o presión sobre el sostenimiento y cómo se puede predimensionar el tipo de excavación y sostenimiento a realizar. Espero que os sea de utilidad.
BIENIAWSKI, Z. T. (1989). Engineering rock mass classifications: a complete manual for engineers and geologists in mining, civil, and petroleum engineering. Wiley-Interscience, pp. 40–47.
GALLO, J.; PÉREZ, H.; GARCÍA, D. (2016). Excavación, sostenimiento y técnicas de corrección de túneles, obras subterráneas y labores mineras. Universidad del País Vasco. Bilbao, España, 277 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F.; ALCALÁ, J. (2012). Técnicas de voladuras y excavación en túneles. Apuntes de la Universitat Politècnica de València. Ref. 530, 165 pp.
Figura 1. Cabeza de una microtuneladora. https://sinducor.es/productos/marca/microtuneladoras-2/
Las máquinas de excavación mecánica de túneles, como por ejemplo las microtuneladoras, utilizan cabezales equipados con útiles de corte como rascadores, picas y discos de corte. Para conocer el rendimiento del corte en la excavación mecánica de un túnel necesitamos conocer la penetración específica (cociente entre la penetración y el empuje). De esta forma, el desgaste de un cortador se mide como el recorrido, en km, de un disco cortador o el consumo de discos cortadores por m3 de material excavado.
En su tesis doctoral (Gallo, 2011), Javier Gallo propuso un modelo empírico para estimar la fuerza de arranque en este tipo de excavación. La ventaja de esta propuesta es que se puede aplicar a todo tipo de útiles de excavación, tanto en suelos como en rocas. Permite obtener la fuerza normal que hay que aplicar sobre el útil para romper un fragmento, denominada penetración, que coincide con el avance de la máquina por revolución del cabezal. La ecuación se obtuvo empíricamente para túneles excavados con diámetros entre 2 y 2,5 m, con útiles de corte tipo disco de 280 y 305 mm de diámetro y rascadores de 60 mm de ancho. Una de las ventajas es que no es necesario conocer el área de contacto entre el útil y el terreno. El método se ajusta a una ecuación que el autor denomina función T:
Donde
F Fuerza (kN)
P Penetración (mm)
RC Resistencia a compresión (MPa)
RT Resistencia a tracción (MPa)
De esta forma, conocida la resistencia a tracción y compresión del macizo rocoso y la penetración que se pretende realizar durante el avance, podemos determinar la fuerza que debe resistir el filo del cortador. Así, podemos seleccionar el cortador más adecuado según los datos del fabricante. Del mismo modo, si conocemos la fuerza, podemos obtener la penetración máxima con la que avanzaría la tuneladora. La penetración aumenta cuanto menor es la resistencia del terreno (Gallo et al., 2016).
Os paso un problema resuelto que espero os sea de interés.
GALLO, J. (2011) Definición de un modelo para la estimación de la fuerza de arranque en la excavación mecánica de túneles en suelos y rocas. Tesis doctoral. Universidad del País Vasco. Bilbao, España.
GALLO, J.; PÉREZ, H.; GARCÍA, D. (2016). Excavación, sostenimiento y técnicas de corrección de túneles, obras subterráneas y labores mineras. Universidad del País Vasco. Bilbao, España, 277 pp.
INSTITUTO TECNOLÓGICO Y GEOMINERO DE ESPAÑA (1994). Manual de perforación y voladura de rocas. Serie: Tecnología y Seguridad Minera. Segunda edición, Madrid, 541 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F.; ALCALÁ, J. (2012). Técnicas de voladuras y excavación en túneles. Apuntes de la Universitat Politècnica de València. Ref. 530, 165 pp.
Figura 1. Trituradora de cilindros. https://m.spanish.alibaba.com/p-detail/2015-Baichy-hot-selling-double-roller-60189900655.html
Las trituradoras de cilindros son equipos que fragmentan materiales mediante compresión entre dos cilindros paralelos y de igual diámetro, con una pequeña separación que permite ajustar la máquina. Antes de la aparición de las trituradoras de cono, estas trituradoras eran muy comunes, pero presentaban dos desventajas importantes: una baja capacidad y un rápido desgaste de la superficie del cilindro al triturar rocas abrasivas.
Los cilindros giran en direcciones opuestas, lo que facilita el transporte del material hacia la zona de trituración. Están controlados por motores eléctricos independientes para cada cilindro, conectados mediante una rueda dentada. Uno de los cilindros está montado sobre un buje fijo y el otro sobre un buje deslizante ajustable. Por lo general, este bloque deslizante trabaja con muelles de compresión, lo que proporciona un sistema de seguridad contra sobrecargas o materiales intriturables. Los cilindros pueden ser lisos, estriados o dentados.
El tamaño de la salida está limitado por la separación entre los cilindros, mientras que la intensidad de la fragmentación depende principalmente del diámetro y de la velocidad de giro de estos. Al igual que todas las trituradoras que funcionan de manera continua, las trituradoras de cilindros ofrecen un buen rendimiento y pueden alcanzar fácilmente una producción de 1000 t/h, aunque tienen bajas relaciones de reducción, generalmente de 5:1. Si los cilindros tienen dientes, son eficaces con rocas blandas y pegajosas.
Trituradoras de cilindros dentados
Los dientes de los cilindros provocan un corte en el material, lo que ayuda a su fragmentación junto con la compresión. Estas trituradoras se utilizan comúnmente en canteras a cielo abierto para la trituración primaria de «todo-uno», pero también se emplean en etapas secundarias o terciarias. En estas últimas, producen tamaños de producto inferiores a 50 mm. Tienen una capacidad de producción de entre 50 y 5000 t/h y pueden procesar bloques de hasta 1700 mm en los equipos más grandes. La relación de reducción varía entre 3:1 y 6:1. Normalmente, entre un 80 % y un 85 % de la producción pasa a través de una criba con un tamaño de abertura igual al reglaje.
Figura 2. Trituradora de rodillos dentados. https://litech-eu.com/es/roll-crusher/
Las trituradoras de cilindros dentados destacan por su robustez, simplicidad y fácil mantenimiento. Son más económicas que las trituradoras de mandíbulas y pueden procesar materiales húmedos, pegajosos y frágiles, sin problemas. Además, son equipos de altura reducida y cuentan con un dispositivo de seguridad eficaz. Proporcionan granulometrías regulares y generan muy poco polvo.
No obstante, no se recomiendan para materiales muy duros o abrasivos. La baja razón de reducción (aproximadamente 4:1) requiere varias etapas de trituración y el sistema de alimentación no permite que se acumule material sobre los cilindros, lo que puede causar problemas de ahogamiento y dificultar la producción de material fino. Para conseguir buenas razones de reducción, se necesitan cilindros de mayor diámetro en relación con el tamaño de las partículas de alimentación.
Trituradoras de cilindros lisos
La trituradora de rodillos presenta una estructura similar a la de los cilindros dentados. A veces, el cilindro presenta acanaladuras que aumentan la fricción y facilitan el desplazamiento del material hacia la zona de compresión y trituración. La alimentación puede ser a tragante lleno, de forma que siempre exista material sobre los rodillos. De esta forma, el equipo trabaja a su máxima capacidad, con el inconveniente de generar mayor cantidad de finos. Si se alimenta en una capa (Figura 3), entonces la compresión del material es casi pura entre los cilindros y se reduce la cantidad de finos, aunque entonces tenemos menor producción.
Figura 3. Alimentación en una capa. https://ocw.bib.upct.es/course/view.php?id=178&topic=3
Los trituradores de rodillos son eficientes en la reducción de materiales blandos o de dureza media, con una razón de reducción de 5:1 y capacidades de hasta 250 t/h. Se utilizan en etapas secundarias y terciarias, así como en molienda gruesa (2-3 mm). Compiten con los molinos de martillos en materiales blandos y con los conos en materiales duros y abrasivos. Normalmente, el paso del producto obtenido será de un 85 % por la criba de abertura igual al reglaje.
Sin embargo, debido a su razón de reducción de aproximadamente 6:1 cuando trabajan a tragante lleno, estos equipos generan una cantidad excesiva de partículas finas, por lo que no se recomiendan para materiales muy duros o abrasivos. No obstante, ofrecen granulometrías regulares y sin fragmentos grandes o finos si la alimentación es a una sola capa y en circuito cerrado.
Os dejo un par de vídeos que creo os pueden dar una visión de este tipo de trituradoras. Espero que os gusten.
Referencias:
LÓPEZ JIMENO, C. (ed.) (1998). Manual de áridos. Prospección, explotación y aplicaciones. E.T.S. de Ingenieros de Minas de Madrid, 607 pp.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos. Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia, 74 pp.
 El coste de propiedad, también denominado coste financiero, se refiere a los años de vida de la máquina e incluye la amortización, los intereses, los seguros, etc. Se trata de un coste independiente de las horas de trabajo de la máquina.
El coste de propiedad, también denominado coste financiero, se refiere a los años de vida de la máquina e incluye la amortización, los intereses, los seguros, etc. Se trata de un coste independiente de las horas de trabajo de la máquina.