Perforación a percusión con cable. https://www.massenzaperforadoras.es/la-perforacion-de-percusion/
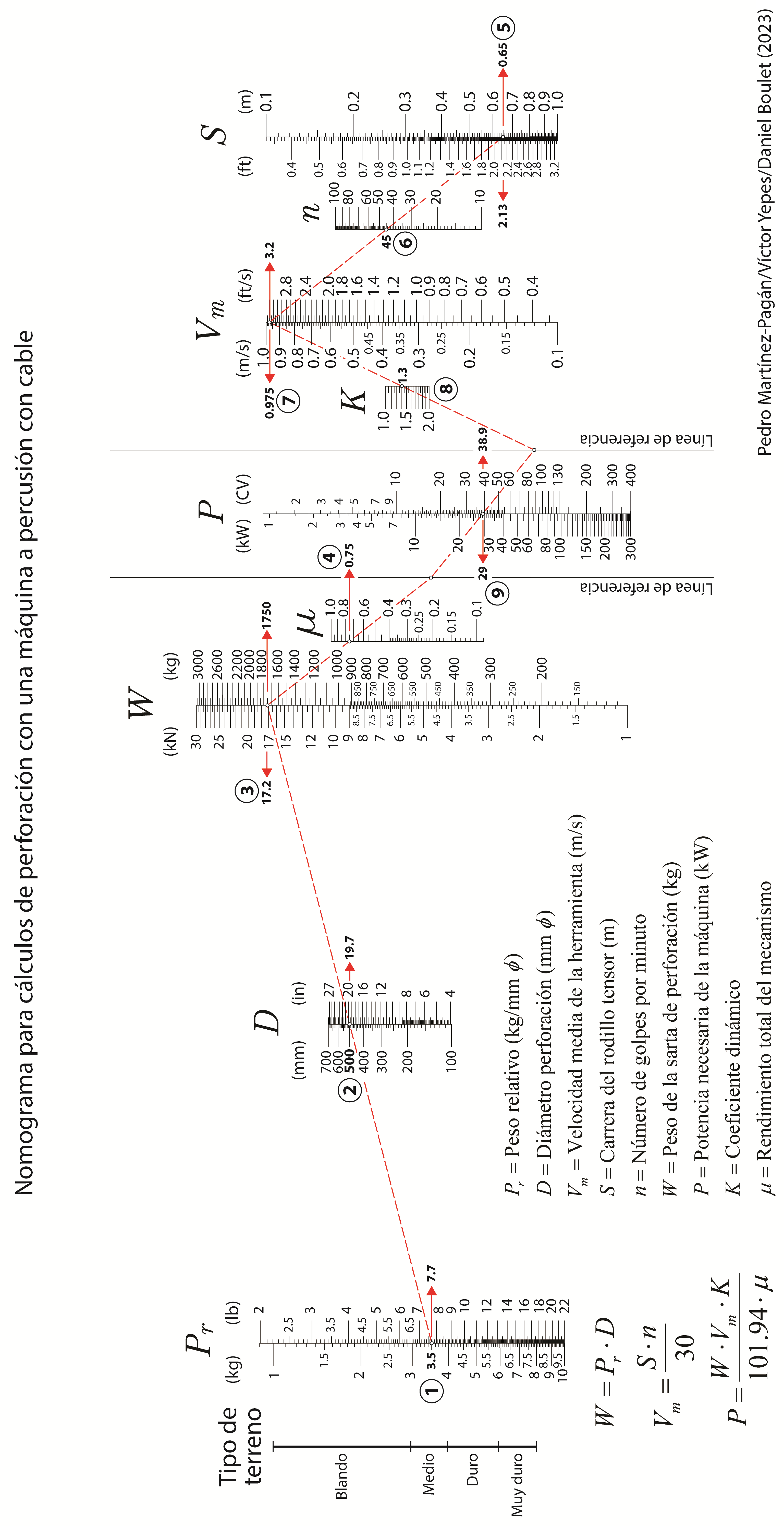
La perforación a percusión con cable es un método de perforación vertical que se basa en el golpeteo de un trépano pesado, elevado por un cable y que cae por gravedad, fragmentando el suelo. Este método se utiliza en terrenos de dureza media a baja o en terrenos duros frágiles, pero se desaconseja en terrenos detríticos no cohesionados, muy duros, abrasivos y plásticos. La frecuencia de golpeo se encuentra entre 40 y 50 impactos por minuto, y se obtienen rendimientos medios de 2 a 4 m/día en materiales duros y de 10 a 20 m/día en materiales blandos. La altura de caída del trépano depende de la dureza del terreno y de la profundidad del fondo de la perforación.
Aquí os traigo un nomograma original, elaborado en colaboración con los profesores Pedro Martínez-Pagán y Daniel Boulet, en el que se pueden calcular las características propias de este método de perforación, tales como el peso de la sarta de perforación, la velocidad media de la herramienta o la potencia necesaria de la máquina. También os paso un problema resuelto que espero que sea de vuestro interés.
Figura 1. https://www.publicdomainpictures.net/es/view-image.php?image=89500&picture=draga
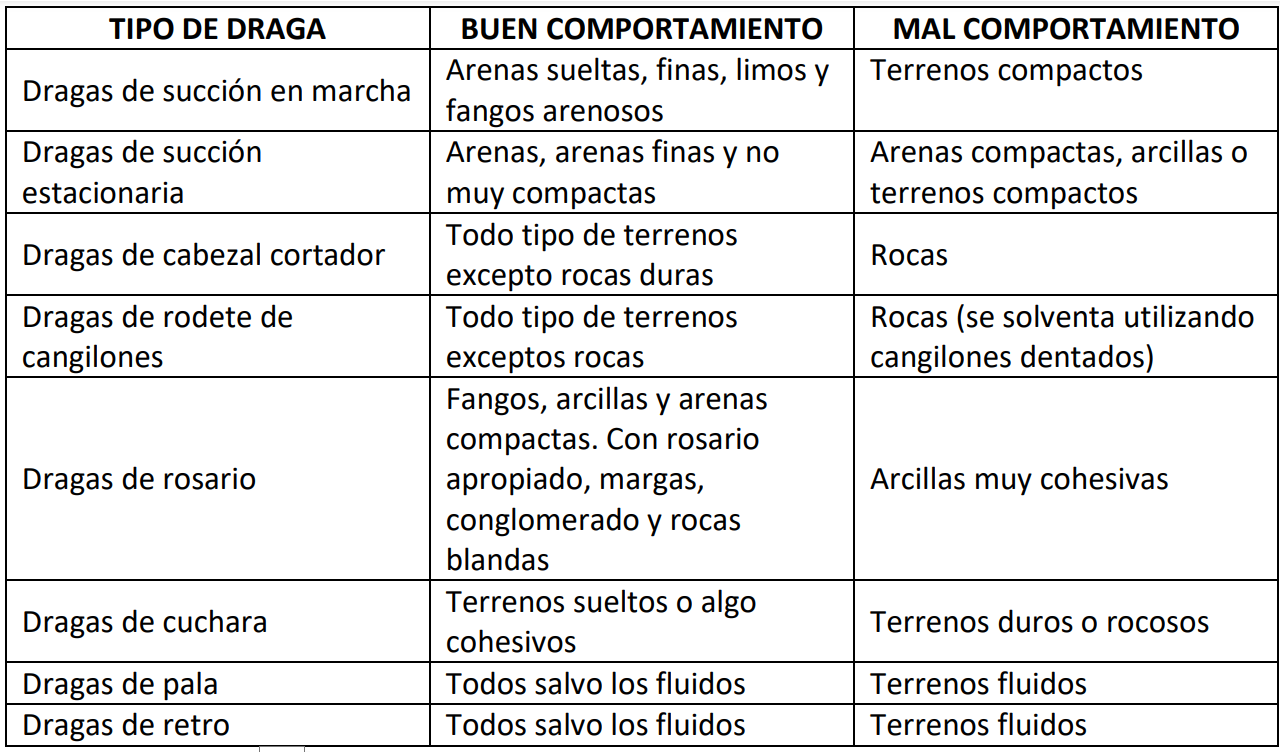
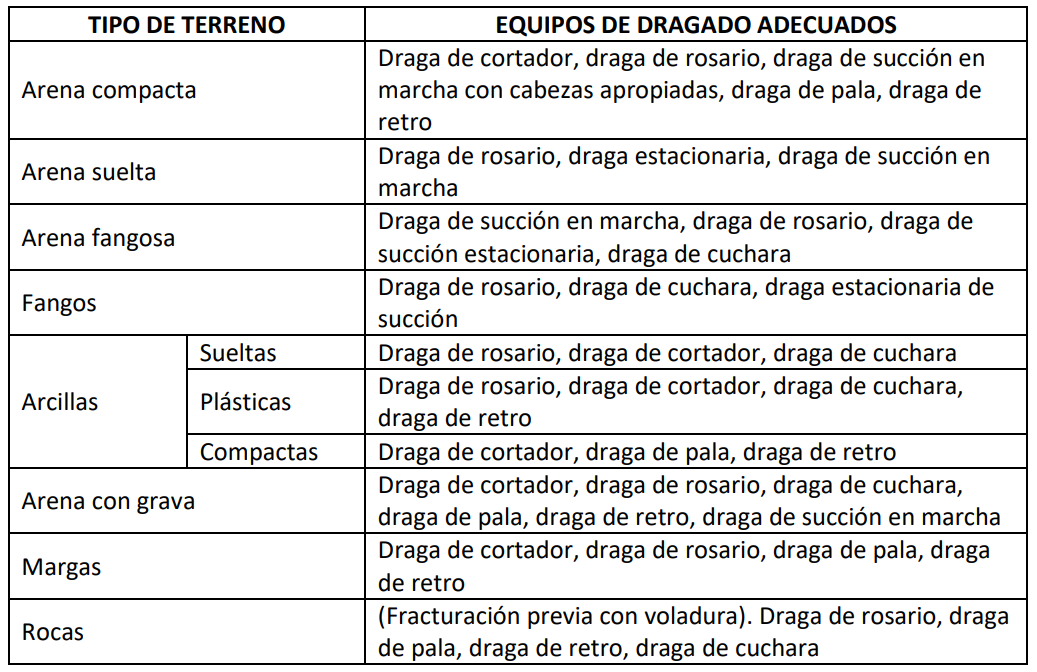
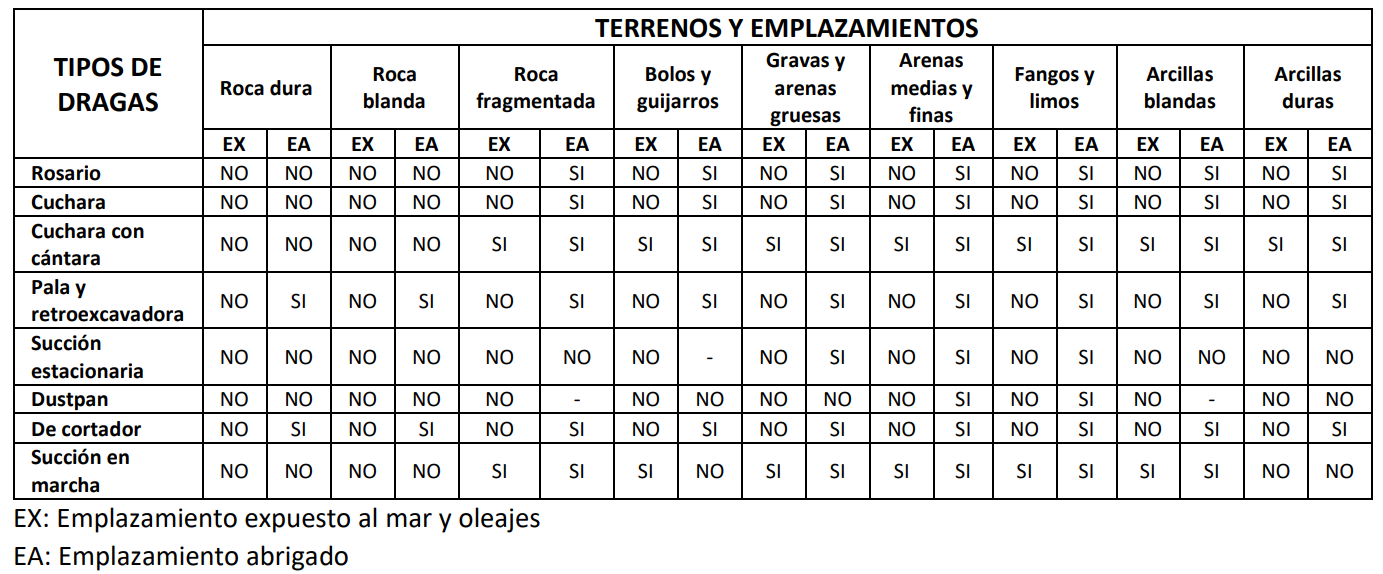
Para planificar un proyecto de dragado es fundamental disponer de información geotécnica detallada del material a extraer. Esto permitirá seleccionar el equipo adecuado, estimar los rendimientos y prever la necesidad de sobre-excavación. Es importante tener en cuenta el tipo de terreno a dragar para identificar los más apropiados.
Las tablas que se presentan resumen las características de las dragas según el terreno, lo que facilita la elección del equipo adecuado y contribuye a una ejecución más eficiente del dragado.
Tabla 1. Comportamiento de las dragas en función del terreno (Vigueras, 1997)
Tabla 2. Equipos más adecuados para cada terreno (Vigueras, 1997)
Tabla 3. Uso de los equipos de dragado en función del emplazamiento y las características de los materiales a dragar (Vigueras, 1997)
Referencias:
BRAY, R.N.; BATES, A.D.; LAND, J.M. (1997). Dredging: A handbook for engineers. 2nd edition, Willey, 434 pp.
CLEMENTE, J.J.; GONZÁLEZ-VIDOSA, F.; YEPES, V.; ALCALÁ, J.; MARTÍ, J.V. (2010). Temas de procedimientos de construcción. Equipos de dragado. Editorial de la Universitat Politècnica de València. Ref. 2010.4038.
SANZ, C. (2001). Manual de equipos de dragado. Ed. Carlos López Jimeno. Madrid, 323 pp.
VIGUERAS, M. (1997). Organización y ejecución de las obras. Conferencia 7. Curso General de Dragados Ente Público Puertos del Estado.
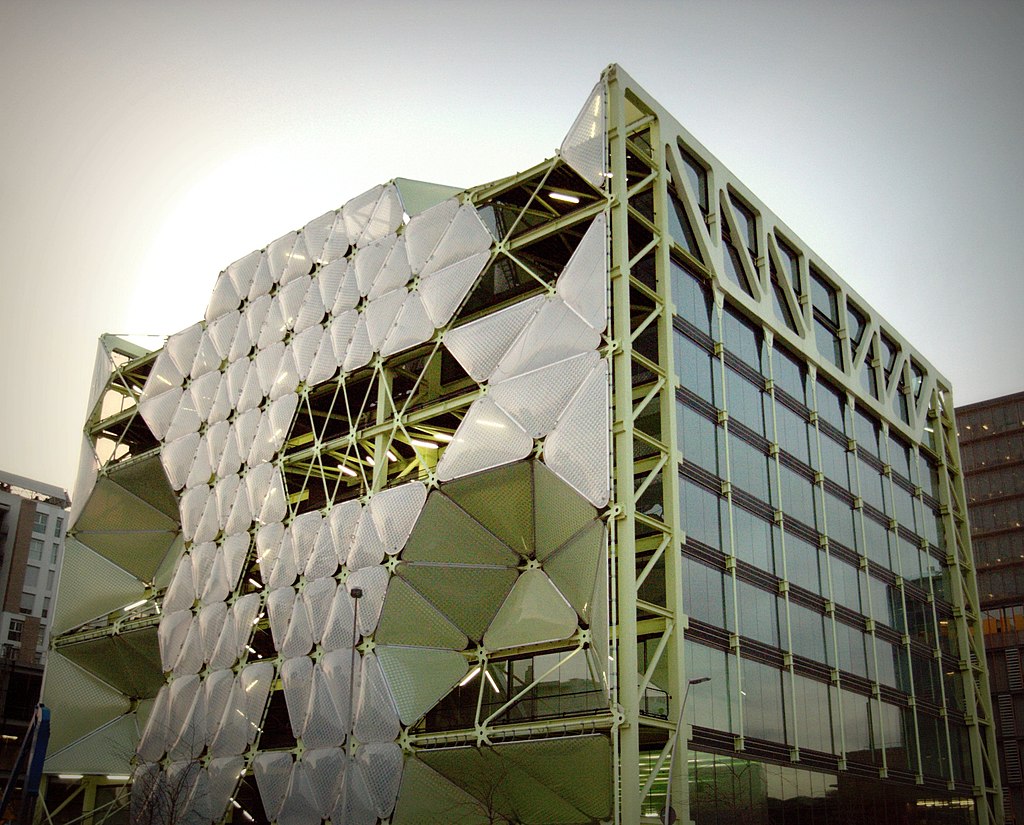
Figura 1. Edificio Media-TIC. Enric Ruiz Geli. El Poblenou, Barcelona. https://commons.wikimedia.org/wiki/File:Edificio_Media-TIC._Enric_Ruiz_Geli.jpg
La construcción y gestión de infraestructuras constituyen un sector económico clave, tanto por sí mismo como por su papel fundamental en el soporte de la actividad social. Sin embargo, la creciente conciencia de la necesidad de construir de manera sostenible ha impulsado la puesta en marcha de nuevas tecnologías y materiales. Entre las tecnologías clave para hacer más sostenibles las infraestructuras se encuentran el uso de materiales de construcción ecológicos y sostenibles, la adopción de energías renovables, como paneles solares y aerogeneradores, la iluminación LED, los sistemas urbanos de drenaje sostenible, los materiales de aislamiento térmico y los sistemas de sensorización y automatización. El empleo de estos materiales y tecnologías puede ayudar a reducir la huella de carbono de las infraestructuras, disminuir el consumo de energía y de recursos no renovables, generar ahorros económicos y mejorar la calidad del agua. Además, estas opciones pueden favorecer la eficiencia de la infraestructura y la calidad de vida de los usuarios. Pero es claramente insuficiente.
El paradigma de la sostenibilidad está en crisis. Ya no se considera suficiente la reducción de los impactos ambientales asociados a la actividad humana, sino que también deben contemplarse los aspectos económicos y sociales. Alcanzar este equilibrio resulta complejo, pues a veces la sostenibilidad ambiental no es compatible con la social ni con la económica. No obstante, el reto es claro: preservar los recursos naturales, el patrimonio, la cultura, el equilibrio social, los ecosistemas y muchos otros aspectos para las generaciones futuras.
Por tanto, el paradigma actual se cuestiona cuando el antiguo canon de “reciclar, reducir y reutilizar” ya no es suficiente y debe ser reemplazado por otro que consiste en “restaurar, renovar y reponer”. Este enfoque representa un nuevo paradigma para mejorar el entorno construido: el Diseño Regenerativo, también conocido como “regenerative design” en inglés. En la actualidad, reducir los impactos ambientales resulta insuficiente ante la aceleración del cambio, por lo que es necesario adoptar un enfoque de diseño regenerativo que genere impactos positivos a lo largo de todo el ciclo de vida de una infraestructura.
El diseño regenerativo implica la restauración de los ecosistemas y fomenta el desarrollo de los ecosistemas naturales y humanos. Para lograrlo, se requiere un cambio de pensamiento y de diseño, con un enfoque holístico e integrado. Además, este nuevo paradigma exige incorporar un alto nivel de conocimientos científicos que no se encuentran en el diseño convencional. No podemos ignorar la herencia de etapas anteriores, pero los proyectistas y los encargados de tomar decisiones necesitan ampliar sus horizontes. El nuevo desafío requiere un profundo conocimiento de diversas áreas y, en algunos casos, la colaboración de varios especialistas, así como herramientas apropiadas, nuevos métodos de investigación, pautas y estrategias de diseño.
Figura 2. Ciudad del Puerto de Malmö. Autor: Jorge Franganillo https://www.flickr.com/photos/franganillo/43494905904
Los Métodos Modernos de Construcción (Modern Methods of Construction, en inglés) se refieren a un enfoque que emplea tecnologías y procesos innovadores para mejorar la eficiencia y la calidad de la construcción. Incluyen la prefabricación de componentes en una fábrica, el uso de materiales más ligeros y resistentes y la adopción de técnicas constructivas más rápidas y precisas. Estos nuevos procedimientos se relacionan con el diseño regenerativo, pues ambos buscan promover prácticas más sostenibles y responsables con el medio ambiente. Este enfoque se basa en la comprensión de que los edificios y la infraestructura pueden tener un impacto positivo al proporcionar servicios ecosistémicos como la purificación del aire y del agua, la protección contra inundaciones y la mitigación del cambio climático.
Por tanto, estamos ante un cambio de paradigma, ya que los métodos modernos de construcción pueden ser herramientas valiosas para el diseño regenerativo. Al emplear materiales más sostenibles, reducir los residuos de construcción y disminuir la huella de carbono, estos nuevos métodos pueden contribuir a crear edificios y comunidades más sostenibles y eficientes. Además, pueden contribuir a la construcción de infraestructuras que promuevan la regeneración del medio ambiente y la salud de la comunidad.
La investigación y la innovación en este ámbito están siendo punteras en España, tanto en las universidades como en los institutos tecnológicos y en las empresas. En el Instituto de Ciencia y Tecnología del Hormigón (ICITECH) de la Universitat Politècnica de València, el grupo de investigación que dirijo se enfoca en promover la sostenibilidad de las infraestructuras en todas las etapas de su ciclo de vida, desde el diseño hasta la demolición, mediante técnicas de optimización heurística multiobjetivo, toma de decisiones y análisis del ciclo de vida social y ambiental.
Figura 3. Puente de la Gran Belt, Dinamarca. https://commons.wikimedia.org/wiki/File:GreatBeltBridgeTRJ1-edit.JPG
El nivel de dificultad del examen real será muy similar. Además, este tipo de ejercicios permite a los estudiantes enfrentarse a los problemas, consultar al profesor sobre su resolución y aprender del proceso de evaluación.
De momento, solo he tenido la oportunidad de realizar tres unidades correspondientes a sondeos y perforaciones, técnicas de mejora del terreno y control del nivel freático. El tipo de examen es el que dejo a continuación.
Acaban de publicarnos un artículo en el Journal of Marine Science and Engineering, revista indexada en el JCR. Se trata de la evaluación del coste del ciclo de vida mediante la función de densidad espectral de potencia en un puente de hormigón en un ambiente costero. El trabajo se enmarca en el proyecto de investigación HYDELIFE, que dirijo como investigador principal en la Universitat Politècnica de València.
En los últimos tiempos, se han llevado a cabo reparaciones y mantenimiento en estructuras para prevenir el colapso súbito y los consiguientes daños económicos y humanos. La presencia de iones cloruro es un factor natural que contribuye a la degradación de las estructuras en entornos marinos, reduciendo su vida útil. Por lo tanto, es esencial supervisar con regularidad el estado de los edificios costeros de hormigón para repararlos a tiempo. El objetivo de este estudio es evaluar el método de densidad espectral de potencia (PSD) como un método no destructivo de detección de daños para monitorizar la ubicación y la cantidad de daños causados por los iones cloruro durante la vida útil de una estructura. Se utilizan diferentes enfoques, como la evaluación del ciclo de vida (LCA) y su coste (LCCA).
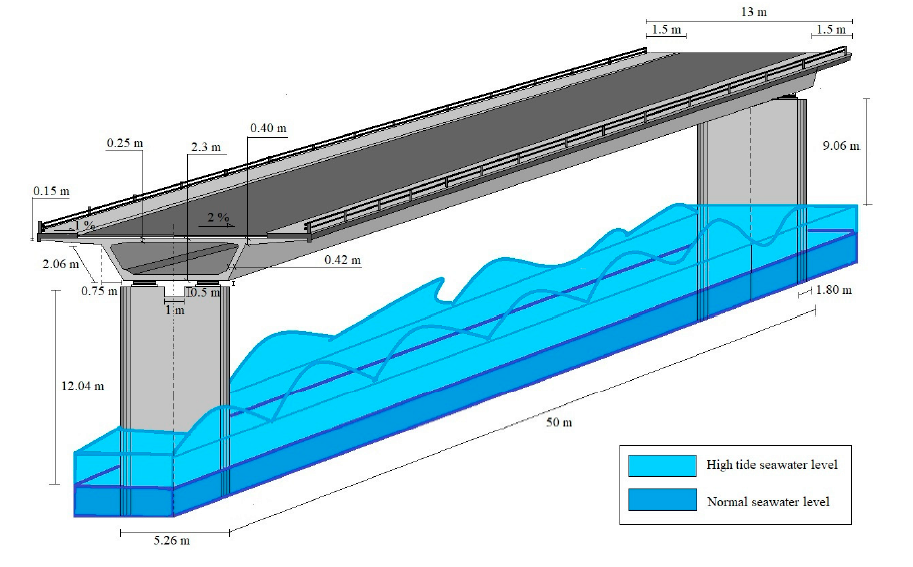
En este sentido, en primer lugar, se calculó el daño por corrosión causado por los cloruros en función de la distancia de la zona al agua de mar para determinar la vida útil de cada parte de un puente de hormigón en ambiente marino mediante el método convencional. A continuación, se estimó el deterioro del hormigón, basándose en la corrosión de las barras de refuerzo cada año. El método PSD permitió controlar la pérdida anual de sección transversal de la armadura, las variaciones en las características dinámicas (como la rigidez y la masa) y la vida útil de la estructura del puente mediante ecuaciones de sensibilidad y un algoritmo de mínimos cuadrados lineales. Por último, se compararon los costes del ciclo de vida (CCV) y los de mantenimiento y reparación del método PSD con el método convencional, en función de la ubicación y la calidad de los daños, en cada año de vida del puente hasta el final de su vida útil. Los resultados mostraron que esta estrategia fue muy eficaz para reducir y optimizar los costes de mantenimiento y reparación derivados de la corrosión por cloruros.
Figura 1. Dimensiones de un vano del puente de Arosa
Abstract:
Repairs and maintenance have recently been necessary to prevent sudden structural collapses, which can cause human and financial damage. Chloride ions are natural factors in marine environments that degrade structures and reduce lifespan. Therefore, it is essential to regularly monitor the condition of concrete coastal buildings to ensure timely repairs. This study aims to evaluate the performance of the power spectral density (PSD) method as a non-destructive damage-detection technique for monitoring the location and extent of damage caused by chloride ions throughout a structure’s lifespan. The study employs different approaches, including life-cycle assessment (LCA) and life-cycle cost assessment (LCCA). The conventional method calculates chloride corrosion damage based on the distance from seawater to determine the service life of each part of a coastal concrete bridge. The next stage forecasts the bridge’s concrete deterioration based on the rebar corrosion each year. The PSD method monitors the annual loss of reinforcement cross-sectional area, dynamic characteristics such as stiffness and mass changes, and the bridge structure’s lifespan using sensitivity equations and the linear-least-squares algorithm. Finally, the LCCA and maintenance and repair costs of the PSD method are compared with those of the conventional method, based on the location and severity of damage, for each year of the bridge’s life until the end of its service life. The results show that this strategy effectively reduces and optimizes the maintenance and repair costs caused by chloride corrosion.
Keywords:
Life-cycle cost assessment (LCCA); non-destructive damage-detection technique; chloride ion attack; steel corrosion; power spectral density method (PSD); concrete coastal bridge.
Figura 1. https://www.monografias.com/trabajos68/tubos-exploracion-taladros-explotacion-subterranea/tubos-exploracion-taladros-explotacion-subterranea2
La perforación rotopercutiva con martillos hidráulicos es el método predominante en las voladuras a cielo abierto. Dentro de esta técnica se identifican tres grupos principales. De los dos primeros ya hemos hablado en sendos artículos de este blog.
El primer grupo son los martillos en cabeza, donde la rotación y la percusión ocurren fuera del barreno y se transmiten mediante la espiga y la sarta hasta la boca de perforación. Los martillos pueden ser neumáticos o hidráulicos, siendo estos últimos los más comunes. El rango de perforación es hasta 89 mm de diámetro y profundidades máximas de 15-20 m debido a las pérdidas de energía que se producen en la transmisión de la percusión a través del varillaje, siendo la desviación que es mayor en comparación con otros grupos. Las ventajas incluyen un menor coste de equipo y de energía, accesorios de perforación más económicos que los de los martillos de fondo, mayor velocidad de perforación y mayor facilidad de automatización de los equipos. Sin embargo, sus desventajas son una mayor desviación y un mantenimiento más complejo.
El segundo grupo es el martillo en fondo, donde la percusión se realiza directamente sobre la boca de perforación y la rotación se realiza en el exterior del barreno. El pistón se acciona mediante aire comprimido o agua, mientras que la rotación puede ser neumática o hidráulica. El rango de perforación va de 89 mm a 250 mm de diámetro y una profundidad máxima de 60 m. Las ventajas incluyen una velocidad de perforación constante a lo largo de la profundidad, menor desgaste en la boca y mayor vida útil del varillaje. Las desventajas son una menor velocidad de perforación y mayores costos de los fungibles, como los tubos y las bocas. Además, se puede perder el martillo si se atranca en el fondo del barreno.
El tercer grupo es el Sistema COPROD, que combina la tecnología de martillo en cabeza y en fondo para la perforación. Se utilizan perforadoras similares a las de martillo en cabeza, pero se llevan a cabo la percusión y la rotación del martillo por separado, lo que une la velocidad de perforación del martillo en cabeza con la menor desviación del martillo en el fondo. El varillaje transmite la percusión y el aire de barrido necesarios hasta la boca del pozo. La rotación también se realiza desde la superficie mediante una tubería exterior unida al varillaje mediante guías, lo que proporciona mayor rigidez y peso y reduce el espacio entre las paredes del barreno y el varillaje. Entre las ventajas se incluyen el aumento del diámetro de perforación, el menor riesgo de atranques, el menor consumo de energía, la mayor vida útil de los accesorios de perforación y la menor desviación en comparación con otros métodos. Sin embargo, es importante tener en cuenta que el COPROD puede resultar más costoso que otros métodos.
Os dejo algunos vídeos explicativos sobre la perforación COPROD que espero que os sean de interés.
Referencias:
DIRECCIÓN GENERAL DE CARRETERAS (1998). Manual para el control y diseño de voladuras en obras de carreteras. Ministerio de Fomento, Madrid, 390 pp.
INSTITUTO TECNOLÓGICO GEOMINERO DE ESPAÑA (1994). Manual de perforación y voladura de rocas. Serie Tecnológica y Seguridad Minera, 2ª Edición, Madrid, 541 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F.; ALCALÁ, J. (2012). Técnicas de voladuras y excavación en túneles. Editorial de la Universitat Politècnica de València. Ref. 530, 165 pp.
UNIÓN ESPAÑOLA DE EXPLOSIVOS (1990). Manual de perforación. Rio Blast, S.A., Madrid, 206 pp.
YEPES, V. (2022). Maquinaria para sondeos, movimientos de tierras y construcción de firmes. Apuntes de la Universitat Politècnica de València, Ref. 22.
Figura 1. Draga de cuchara. https://pxhere.com/es/photo/1274135
El emplazamiento influye en la selección del equipo de dragado. Entre los factores que intervienen se incluyen las dimensiones del área a dragar, la profundidad de dragado, la exposición ambiental, la ubicación de los puntos de descarga, las restricciones medioambientales del lugar, entre otros. A continuación, se presenta una breve descripción de cada uno de ellos.
Dimensiones de la zona a dragar
Las dimensiones de la zona donde se llevará a cabo el dragado condicionan la selección de los equipos. En espacios reducidos, como canales estrechos, no es posible emplear máquinas de gran tamaño, que requieren cierto espacio para funcionar de manera óptima. Además, las grandes dimensiones a menudo requieren grandes volúmenes de dragado, por lo que el uso de dragas de cuchara no suele recomendarse debido a su baja producción real.
Profundidad de dragado
El calado de la zona de trabajo es crucial, ya que las dragas están diseñadas para operar a una profundidad específica. Aunque es posible aumentar el calado, suele encarecer el costo de la draga. Este desafío se agrava en dragados de pequeña escala, donde elegir equipos grandes para aumentar la profundidad de dragado puede provocar un sobredimensionamiento excesivo y un aumento significativo de los costes.
Las bombas sumergibles modernas permiten que los equipos de dragado hidráulico alcancen calados significativos. Si bien los equipos mecánicos también alcanzan grandes profundidades, su rendimiento se ve limitado por la mayor duración del ciclo de trabajo.
La profundidad del área de trabajo afecta la maniobrabilidad del equipo. La draga autoportante opera en aguas profundas y es capaz de excavar a 30 m o incluso más. Sin embargo, con menor profundidad, los equipos grandes pueden encallar, ya que alcanzan calados de 6 a 10 m cuando están cargados. A profundidades reducidas, se recomienda el uso de cualquier tipo de draga equipada sobre pontón, debido al pequeño calado nominal que presenta.
Algunos equipos son capaces de trabajar en cauces de calado más bajo del necesario para su desplazamiento, pues van abriendo camino mientras realizan el dragado. Este es el caso de las dragas de pala o de retroexcavadora cuando operan en avance.
Grado de agitación
En zonas con oleaje fuerte, no se recomiendan las dragas estacionarias, ya que el oleaje puede dañar la embarcación y los anclajes. Igualmente, el uso de barcazas presenta riesgos, pues pueden sufrir daños durante la maniobra de acercamiento por choques con los gánguiles.
Al usar una draga estacionaria, se deben tomar precauciones adicionales y mantener un remolcador disponible para trasladar la embarcación a un lugar seguro ante un temporal inesperado. Además, los anclajes de la draga y las tuberías de vertido pueden causar problemas de navegación para las embarcaciones cercanas, por lo que es importante considerar el tráfico marítimo antes de seleccionar el equipo y los métodos de operación.
En resumen, las condiciones del agua, como las mareas y las tormentas, son factores críticos en dragados en aguas interiores, costeras o ríos caudalosos. Por ejemplo, en la regeneración de playas y la excavación de zanjas cercanas a la costa, las condiciones del mar dictarán el método y el rendimiento del trabajo.
Ubicación del punto de vertido
El emplazamiento del vertido es un factor crucial al elegir el equipo de dragado. Cuando los puntos de vertido se encuentran cerca de la zona de extracción, se recomienda utilizar una draga con cabezal cortador. Sin embargo, si no es posible instalar tuberías flotantes, las mejores opciones son las dragas de rosario o de succión.
Por otro lado, si los puntos de vertido se alejan más de un kilómetro de la zona de dragado, se deben descartar las tuberías o el vertido por impulsión. En este caso, se recomiendan las dragas de succión si el material decanta adecuadamente en la cántara; de lo contrario, las dragas mecánicas combinadas con gánguiles de transporte.
Requerimientos medioambientales de la zona
Las restricciones medioambientales en la zona a dragar y en el recorrido del transporte pueden condicionar los proyectos de dragado. En algunos casos, la presencia de fauna y flora protegidas impide llevar a cabo estas operaciones, mientras que en otros se requieren equipos especiales para evitar el enturbiamiento del agua, como dragas de succión o cucharas cerradas para terrenos fangosos. Por este motivo, es necesario utilizar sistemas de posicionamiento precisos. Además, es importante valorar los impactos de las operaciones de dragado en los núcleos urbanos cercanos. Esto incluye considerar los olores y ruidos generados por el uso de equipos mecánicos, en especial cuando se dragan rocas.
Figura 2. Conducciones de dragado en playa. https://www.publicdomainpictures.net/es/view-image.php?image=93081&picture=playa-de-dragado
Referencias:
BRAY, R.N.; BATES, A.D.; LAND, J.M. (1997). Dredging: A handbook for engineers. 2nd edition, Willey, 434 pp.
CLEMENTE, J.J.; GONZÁLEZ-VIDOSA, F.; YEPES, V.; ALCALÁ, J.; MARTÍ, J.V. (2010). Temas de procedimientos de construcción. Equipos de dragado. Editorial de la Universitat Politècnica de València. Ref. 2010.4038.
SANZ, C. (2001). Manual de equipos de dragado. Ed. Carlos López Jimeno. Madrid, 323 pp.
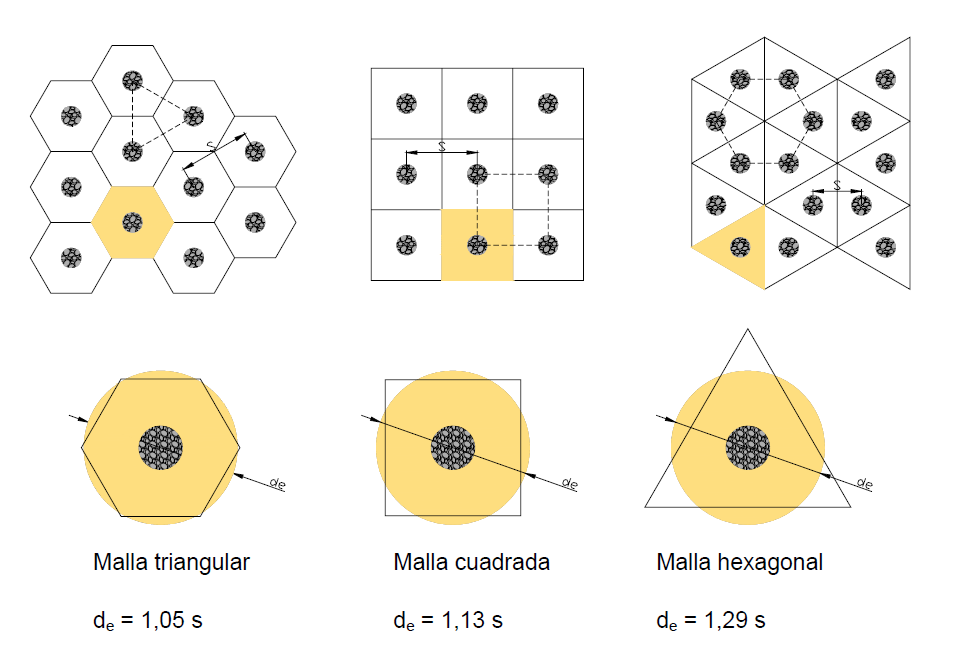
Figura 1. Diámetro equivalente del área tributaria en función de la distribución espacial de las columnas de grava
Al conjunto formado por una única columna central y el anillo de suelo circundante se le denomina “celda unidad” o “celda unitaria”. Se transforma la porción de terreno que se encuentra alrededor de la columna en el área de un cilindro de diámetro tal que la sección de ambos sea la misma, como se puede ver en la Figura 1.
Por cierto, la Figura 1 es correcta, aunque en un primer momento pueda generar confusión. En efecto, la malla triangular es la encargada de determinar la ubicación de las columnas de grava, formando así un área hexagonal tributaria en torno a ellas. De igual manera, la malla hexagonal cumple una función similar.
Os dejo un problema resuelto en el que se calcula el diámetro equivalente del área tributaria en función de la malla en la que se disponen las columnas de grava. Espero que os sea de interés.
Figura 1. Bomba horizontal de pulpas (Bouso y Martínez-Pagán, 2023)
Una pulpa es una mezcla líquida que contiene partículas sólidas en suspensión. Las características de la pulpa dependen de la naturaleza, el tamaño, la forma, la densidad y la cantidad de las partículas sólidas, así como de la naturaleza, la densidad y la viscosidad del líquido. El flujo de las pulpas difiere del de los líquidos homogéneos, en los que su naturaleza (laminar, transitorio o turbulento) se determina a partir de las propiedades físicas del líquido y de su conductividad. Para calcular un sistema de transporte hidráulico de pulpa, compuesto por una bomba y una tubería, es esencial conocer previamente parámetros como la densidad de sólido y de líquido, la viscosidad, la concentración de sólidos, el tipo de tubería y la topografía del terreno.
La caracterización de una pulpa es más compleja que la de un líquido debido a la presencia de partículas sólidas y su influencia en la mezcla. Es importante tener en cuenta que una pulpa no es una disolución, sino una suspensión de sólidos en líquidos, en la que cada componente está claramente definido. Debemos considerar el fenómeno de sedimentación de sólidos en un líquido, especialmente cuando las turbulencias son bajas o no existen. Este fenómeno puede provocar acumulaciones de sólidos y dificultar las operaciones de transporte o de almacenamiento. En términos generales, las pulpas se pueden clasificar en dos grupos: pulpas sin sedimentación y pulpas con sedimentación.
Figura 2. Bomba de pulpas. https://www.mogroup.com/es/informacion/e-books/manual-de-bombas–para-pulpa/
Las pulpas sin sedimentación, también conocidas como pulpas homogéneas, están compuestas por partículas finas (menores de 50 mm) y forman una mezcla homogénea y estable. No causan desgaste significativo, pero requieren una atención especial en la selección y el funcionamiento de las bombas debido a su mayor viscosidad. Cuando el contenido de partículas es alto, su reología se asemeja a la de líquidos no newtonianos. Ejemplos de este tipo de pulpa incluyen lodos espesados de extracción de áridos, lechadas de cemento y lodos de perforación.
Las pulpas con sedimentación están formadas por partículas gruesas que tienden a formar una mezcla inestable y se comportan como líquidos newtonianos. Generalmente, causan un elevado desgaste y requieren una selección cuidadosa de las tuberías, debido a su tendencia a sedimentar y causar obstrucciones. Este tipo de pulpa es común en el transporte de pulpas y se conoce como pulpa heterogénea, ya que los sólidos no se distribuyen uniformemente en las conducciones horizontales a lo largo de su eje vertical a altas velocidades. Las fases sólida y líquida mantienen su propia identidad, y el aumento de la viscosidad suele ser de poca importancia. Las pulpas heterogéneas suelen ser de menor concentración de sólidos y con partículas de mayor diámetro que las pulpas homogéneas. Ejemplos incluyen pulpas en plantas de tratamiento de áridos y minerales, equipos de dragado, entre otros.
En el transporte de pulpas minerales por tubería, la naturaleza de las partículas y las velocidades de flujo determinan los regímenes de flujo, que pueden ser tanto turbulentos como laminares. Sin embargo, en la mayoría de las aplicaciones, el régimen turbulento, que se produce cuando las partículas son gruesas y tienden a sedimentar, es el más común. Este tipo de fluido se conoce como newtoniano. En cambio, las pulpas con partículas finas y uniformes suelen producir regímenes de flujo laminar.
A continuación, os dejo un artículo, elaborado por Juan Luis Bouso y Pedro Martínez-Pagán, en el que se presenta un ejemplo de cálculo para una operación de bombeo de pulpas. Se exploran las diferentes alternativas de cálculo, que pueden variar debido a las preferencias personales de los técnicos o a la adaptabilidad de un procedimiento específico a las características de la operación de bombeo. Al final del trabajo se incluye un anexo con gráficos y cálculos que pueden resultar muy útiles. Espero que os sea de interés.
BOUSO, J.L.; MARTÍNEZ-PAGÁN, P. (2023). Bombeo de pulpas minerales. Diferentes procedimientos de cálculo. Rocas y Minerales, 605:56-73.
LÓPEZ JIMENO, C. (ed.) (1998). Manual de áridos. Prospección, explotación y aplicaciones. 3ª edición, E.T.S. de Ingenieros de Minas de Madrid, 607 pp.
LÓPEZ JIMENO, C.; LUACES, C. (eds.) (2020). Manual de Áridos para el Siglo XXI. Asociación Nacional de Empresarios Fabricantes de Áridos— ANEFA, Madrid, 1328 pp.
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos. Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia, 74 pp.
El lenguaje metafórico de los ingenieros: cuchara bivalva
Durante mi extensa carrera como profesor universitario en Ingeniería de la Construcción, he recopilado un vocabulario específico de la jerga utilizada por técnicos en el mundo de la construcción, que consiste en una variedad lingüística distinta de la lengua estándar y que a veces resulta incomprensible para los hablantes no familiarizados con ella. Este lenguaje se emplea con frecuencia por diferentes grupos sociales con la intención de ocultar el significado real de sus palabras según su conveniencia.
Mis estudiantes, acostumbrados a las ciencias y no a las letras, a menudo encuentran este lenguaje oscuro y difícil de aprender. Se quejan de tener que estudiar de memoria estas palabras y sus significados, pero es fundamental su conocimiento para desenvolverse con soltura en la profesión. Esto de memorizar no les gusta mucho, pero no hay más remedio. Es como aprender un nuevo idioma. Al principio hay que traducir el significado de las palabras, pero con el uso se aprenden y no hay que volver a traducirlas. Por eso les aconsejo que mantengan una libreta en la que anoten estos términos extraños, como “bentonita”, “sondeo”, “cimbra”, “árido”, “blondín”, “cubilote”, etc. Algunos de estos términos son específicos de determinadas zonas, como “bañera”, que se refiere a un remolque semibasculante, o “maceta”, que significa “martillo” en el lenguaje de los albañiles. Además, les recomiendo que intenten anotar la palabra equivalente en inglés, pues es muy probable que mañana tengan que desenvolverse en otro idioma.
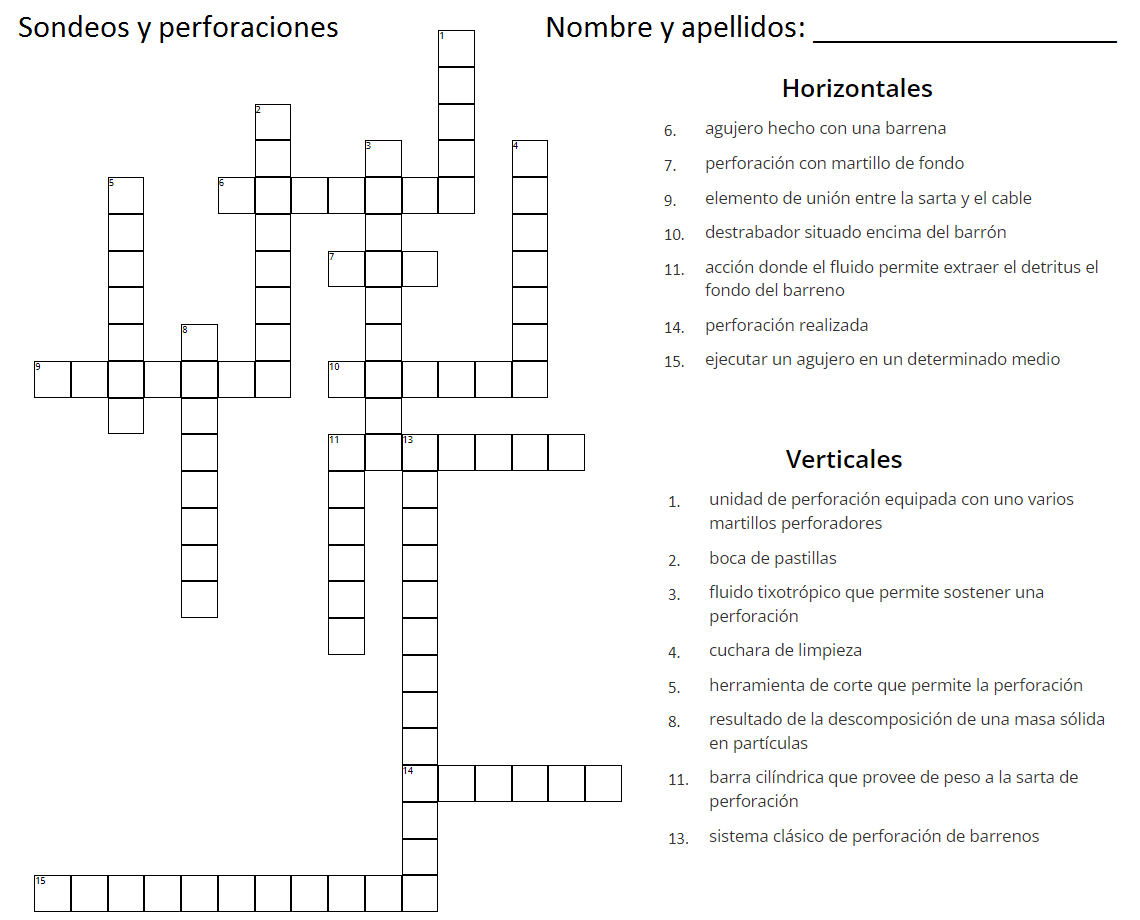
Un truco que utilizo a veces es emplear crucigramas o palabras cruzadas para ayudar a los estudiantes a asociar las nuevas palabras con su significado. Aquí hay un ejemplo de cuando hablamos de sondeos y perforaciones. Os animo a resolverlo.