Figura 1. Puente de Astilleros, Valencia. https://puentesvalencia.com/2023/09/15/puente-de-astilleros/
El enorme tráfico que presentaba el puerto de Valencia a finales del siglo XIX hizo pensar en la conveniencia de ensanchar la carretera existente en la margen derecha del Turia y en la construcción de un nuevo puente en el poblado de Nazaret. La primera alternativa la presentó D. Antonio Guijarro Montó en el año 1891, a la que siguió otra de D. Fernando Prósper y González, siendo ambas rechazadas por el Ayuntamiento.
El 2 de septiembre de 1901, los ingenieros municipales Casimiro Meseguer y J. Blanco firman un nuevo proyecto, cuyas obras dieron comienzo el 14 de mayo de 1904. Surgieron problemas con los terraplenes laterales y se añadieron unos tramos metálicos en los extremos, con lo que quedó un puente de cinco vanos metálicos de 12 m de luz. Sin embargo, la estructura duró poco y en 1921 la Dirección de Caminos la declara en ruina, y se cierra durante dos años. Después se rehabilitó y se añadió un tramo más, quedando su longitud en 72 m con una anchura de calzada de 3,5 m y dos aceras de 0,5 m.
El actual puente de Nazaret o de Astilleros (1928-1931), que se hubiera llamado “Príncipe de Asturias” si no hubiese sido por los avatares políticos de entonces, se adjudicó a “Cubiertas y Tejados, que empezaron las obras un 16 de julio de 1928 y las terminaron el 22 de septiembre de 1931, siendo inaugurado el puente el 14 de noviembre de ese mismo año. Su ubicación fue unos 165 m aguas abajo del antiguo puente de Hierro que, para peatones y carros, existía frente a la calle Mayor del poblado de Nazaret. Se trata de un puente que se proyectó en 1926 y cuya forma, materiales y procedimientos constructivos son los propios de aquella época.
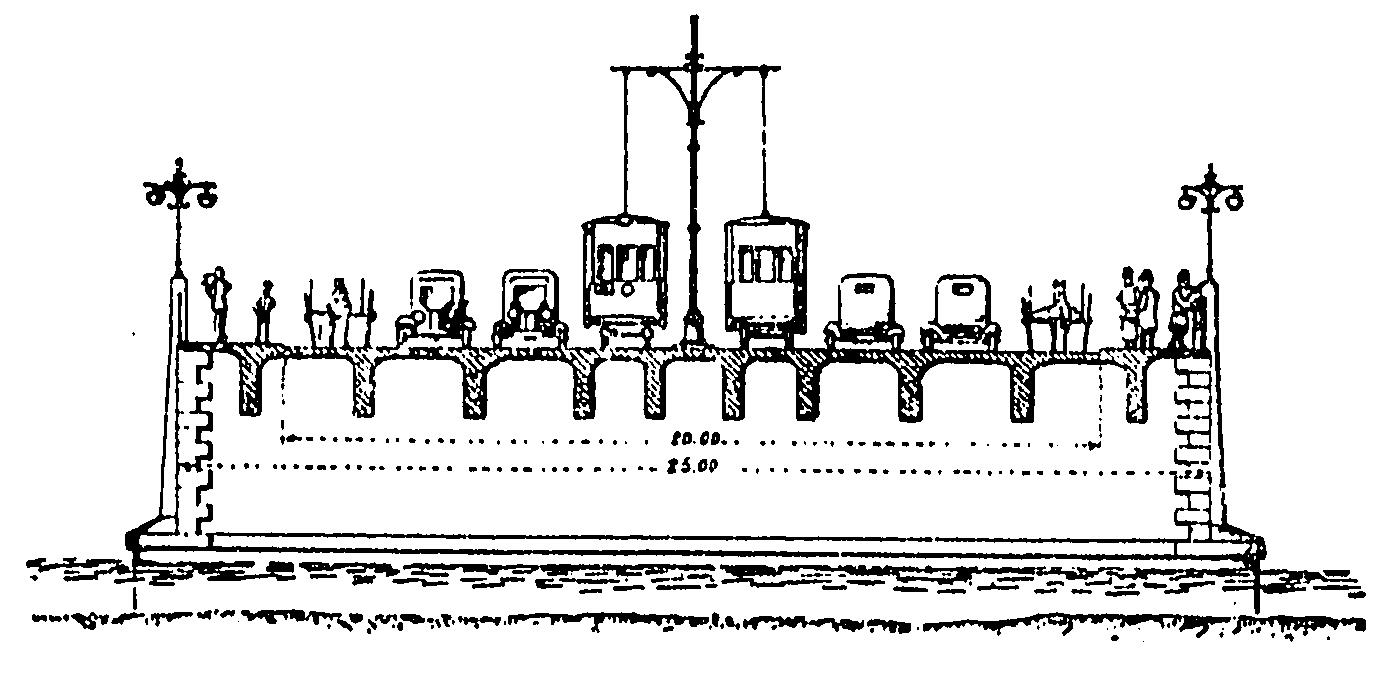
Figura 2. Plano de sección en proyecto original del puente de Astilleros. https://valenciaactua.es/puente-de-astilleros/
Su longitud es de 175 m y su anchura de 25. Formado por cinco vanos de hormigón armado de 23 m y cuatro vanos de 9,45 m, todos rectos. Se tuvieron que resolver las dificultades propias de una cimentación sobre un terreno fangoso mediante pilotes de hormigón armado clavados algunos a más de 12 m. Sus barandas son de hierro forjado, con adornos de hierro fundido, ornamentadas entre pilastras de hormigón que forman la base de las farolas. El coste de la obra se situó en torno a los 2 millones de pesetas de entonces, siendo sus autores los ingenieros Federico Gómez de Membrillera y Piazza y Luis Dicenta Vera.
Su estilo modernista tiene gran influencia del art-decó, destacando la belleza de las farolas y las barandillas. Las aceras vuelan sobre los paramentos y se apoyan en sus extremos en las pilas y en el centro de una gran ménsula de piedra artificial. Además, cuenta en sus pilas con relieves alusivos a la marina, las obras públicas, etc. En su origen tuvo una zona central adoquinada y raíles para los tranvías, pero posteriormente se eliminó transformándose en calzada para el tráfico. La riada de 1949 provocó daños que debió reparar, dándole solidez y capacidad viaria, la Junta del Puerto. Fue ampliado hasta adquirir su fisonomía actual con dos aceras y seis carriles para circulación rodada.
Figura 3. Detalle de la barandilla del puente de Astilleros.
Si bien este puente no fue el primero que se realizó en la Comunidad Valenciana en hormigón armado, sí que lo fue sobre el cauce del Turia, en Valencia, pues se trató de un puente que debía soportar el tráfico de vehículos, ferrocarriles y tranvías. Eso lo diferenciaba de la pasarela de la Exposición de 1909, cuya función solo fue peatonal.
Referencia:
YEPES, V. (2010). Puentes históricos sobre el viejo cauce del Turia. Una aproximación histórica, estética y constructiva a la Valencia foral. Universitat Politècnica de València, 372 pp. Registro de la Propiedad Intelectual 09/2011/643.
Acaban de publicarnos un artículo en Scientific Reports, revista indexada en el JCR. El documento enfatiza la importancia de contar con modelos de evaluación sólidos para abordar las emisiones y de carbono en los proyectos internacionales. El trabajo se enmarca dentro del proyecto de investigación HYDELIFE que dirijo como investigador principal en la Universitat Politècnica de València.
El trabajo presenta el proyecto del puente marítimo de Suramadu en Indonesia, construido según el modelo EPC por el gobierno chino, y muestra las especificaciones de diseño detalladas y los procesos de construcción. Además, establece un modelo de evaluación de las emisiones de carbono de los proyectos de inversión internacionales, que integra ocho etapas para analizar las fugas de carbono, destacando la importancia de evaluar con precisión las emisiones de carbono en los proyectos internacionales.
De Sakurai Midori – Trabajo propio, CC BY 3.0, https://commons.wikimedia.org/w/index.php?curid=8028163
El documento contribuye al demostrar la fiabilidad y la naturaleza científica de los datos de evaluación mediante la combinación de la bibliografía, la evaluación y el acoplamiento multidisciplinario de modelos matemáticos, lo que contribuye a la formulación de políticas de emisiones y aranceles al carbono.
Analiza de manera innovadora los complejos efectos de acoplamiento de varios datos e indicadores de incertidumbre en los proyectos internacionales, proporcionando modelos y evaluaciones precisos de los efectos interactivos, algo esencial para los responsables políticos.
Abstract:
Due to the rapid economic development of globalization and the intensification of economic and trade exchanges, cross-international and regional carbon emissions have become increasingly severe. Governments worldwide establish laws and regulations to protect their countries’ environmental impact. Therefore, selecting robustness evaluation models and metrics is an urgent research topic. This article proves the reliability and scientificity of the assessment data through literature coupling evaluation, multidisciplinary coupling, mathematical model, and international engineering case analysis. The innovation of this project’s research lies in the comprehensive analysis of the complex coupling effects of various discrete data and uncertainty indicators on the research model across international projects and how to accurately model and evaluate interactive effects. This article provides scientific measurement standards and data support for governments worldwide to formulate carbon tariffs and carbon emission policies. Case analysis data shows that the carbon emission ratio of exporting and importing countries is 0.577:100; the carbon trading quota ratio is 32.50:100.
Keywords:
Construction industry, Environmental impact, Carbon trading, Model evaluation.
Acaban de publicarnos un artículo en Mathematics, revista indexada en el primer decil del JCR. El documento explora el diseño de estructuras modulares prefabricadas sostenibles utilizando la optimización multiobjetivo (MOO) y la toma de decisión multicriterio (MCDM) con algoritmos avanzados como NSGA-II, NSGA-III y RVEA. El trabajo se enmarca dentro del proyecto de investigación HYDELIFE que dirijo como investigador principal en la Universitat Politècnica de València.
El artículo destaca la importancia de integrar la sostenibilidad del ciclo de vida en los proyectos de infraestructura de transporte para estimular la innovación y la colaboración entre las partes interesadas. Además, presenta una estrategia de diseño novedosa que se centra en la optimización del ciclo de vida de los marcos modulares prefabricados de hormigón armado (RCPMF). Por último, amplía la comprensión de la aplicabilidad de los algoritmos avanzados de MOO y las técnicas de MCDM para mejorar el desarrollo sostenible de la infraestructura.
Las conclusiones más importantes de este trabajo son las siguientes:
El estudio evalúa el rendimiento de optimización del ciclo de vida de los algoritmos NSGA-II, NSGA-III y RVEA dentro de una estructura prefabricada tipo marco de diseño coherente para una infraestructura de transporte sostenible.
El NSGA-III se identifica como el algoritmo con mejor rendimiento, lo que demuestra su potencial para facilitar enfoques de diseño sostenibles.
El problema del MCDM se evalúa rigurosamente y se abordan nueve soluciones no dominantes generadas por los algoritmos de optimización, lo que demuestra la eficiencia y la fiabilidad del marco integrado de MOO y MCDM.
Los resultados abogan por un enfoque transformador del desarrollo de infraestructuras, orientado hacia soluciones de ingeniería más avanzadas y sostenibles.
Abstract:
The advancement toward sustainable infrastructure presents complex multi-objective optimization (MOO) challenges. This paper expands the current understanding of design frameworks that balance cost, environmental impacts, social factors, and structural integrity. Integrating MOO with multi-criteria decision-making (MCDM), the study targets enhancements in life cycle sustainability for complex engineering projects using precast modular road frames. Three advanced evolutionary algorithms—NSGA-II, NSGA-III, and RVEA—are optimized and deployed to address sustainability objectives under performance constraints. The efficacy of these algorithms is gauged through a comparative analysis, and a robust MCDM approach is applied to nine non-dominated solutions, employing SAW, FUCA, TOPSIS, PROMETHEE, and VIKOR decision-making techniques. An entropy theory-based method ensures systematic, unbiased criteria weighting, augmenting the framework’s capacity to pinpoint designs, balancing life cycle sustainability. The results reveal that NSGA-III is the algorithm converging towards the most cost-effective solutions, surpassing NSGA-II and RVEA by 21.11% and 10.07%, respectively, while maintaining balanced environmental and social impacts. The RVEA achieves up to 15.94% greater environmental efficiency than its counterparts. The analysis of non-dominated solutions identifies the 𝐴4𝐴4 design, utilizing 35 MPa concrete and B500S steel, as the most sustainable alternative across 80% of decision-making algorithms. The ranking correlation coefficients above 0.94 demonstrate consistency among decision-making techniques, underscoring the robustness of the integrated MOO and MCDM framework. The results in this paper expand the understanding of the applicability of novel techniques for enhancing engineering practices and advocate for a comprehensive strategy that employs advanced MOO algorithms and MCDM to enhance sustainable infrastructure development.
Acaban de publicarnos un artículo en el Journal of Physics: Conference Series, referente a la comunicación que presentamos en la WindEurope Annual Event 2024 en Bilbao. El estudio se enmarca dentro del proyecto de investigación HYDELIFE que dirijo como investigador principal en la Universitat Politècnica de València.
El documento evalúa la sostenibilidad de los cimientos de los aerogeneradores utilizando un enfoque holístico, comparando diferentes alternativas concretas en función de los impactos del ciclo de vida y empleando un modelo de toma de decisiones multicriterio. Cuantifica la sostenibilidad y clasifica el hormigón con escorias de alto horno como el más sostenible, seguido del hormigón convencional y las cenizas volantes, y proporciona una metodología para la optimización del diseño con una perspectiva sostenible.
Las conclusiones más importantes de este trabajo son las siguientes:
El estudio concluye que la alternativa del hormigón con escorias molidas de alto horno (GBFS) demuestra índices de sostenibilidad más altos en comparación con el hormigón convencional (CONV) y el hormigón con cenizas volantes (FA) para cimentaciones de aerogeneradores.
El GBFS supera al CONV y al FA en términos de impacto ambiental, mientras que el CONV es más económico que el GBFS y el FA, y el GBFS muestra impactos sociales más destacados según los indicadores de los trabajadores.
El documento hace hincapié en la importancia de tener en cuenta simultáneamente las dimensiones económica, ambiental y social al optimizar el diseño, y destaca la necesidad de adoptar un enfoque holístico de la sostenibilidad en el diseño de las cimentaciones de las turbinas eólicas.
Abstract
Recently, wind power has emerged as a prominent contributor to electricity production. Minimizing the costs and maximizing the sustainability of wind energy is required to improve its competitiveness against other non-renewable energy sources. This communication offers a practical approach to assess the sustainability of wind turbine generator foundations from a 3-dimensional holistic point of view. Specifically, the main goal of this study is to analyse the life cycle impacts of one shallow foundation design by comparing three different concrete alternatives: conventional concrete, concrete with 66-80% of blast furnace slags and concrete with 20% fly ash, and then to apply a Multi-Criteria Decision-Making model based on TOPSIS method to evaluate and compare the resulting sustainability of each alternative considered. The study results in a methodology for quantifying sustainability rather than simply qualifying it. Therefore, with a sustainable perspective, this methodology can be employed for design optimization, such as geometry and materials. Specifically, in this study, concrete with blast furnace slags emerges as the top-ranked sustainable alternative, followed by conventional concrete in second place and the fly ash option in third position.
Acaban de publicarnos un artículo en la revista Advances in Civil Engineering (revista indexada en el JCR) donde se optimizan las vigas de acero híbridas para minimizar los costos de fabricación. El estudio se enmarca dentro del proyecto de investigación HYDELIFE que dirijo como investigador principal en la Universitat Politècnica de València.
El objetivo del artículo es optimizar las vigas de acero híbridas transversal-longitudinalmente (TLH) para minimizar los costos de fabricación, basándose en investigaciones anteriores sobre vigas híbridas transversalmente. Explora la ubicación de los puntos de transición en las vigas TLH para maximizar las ventajas de la configuración mecánica, y ofrece recomendaciones para establecer transiciones y configuraciones de acero en función de los niveles de tensión y las longitudes de los elementos.
La metodología implica definir estudios de casos, modelar estructuras híbridas transversales y longitudinalmente, formular un problema de optimización para explorar las configuraciones de TLH y establecer restricciones de diseño. El estudio utiliza técnicas de optimización para determinar el número y las posiciones óptimos de los puntos de transición a lo largo del elemento, así como las configuraciones de los materiales para los diferentes tramos de vigas TLH.
Las conclusiones más importantes de este trabajo son las siguientes:
El estudio muestra los beneficios económicos de las vigas de acero híbridas transversal-longitudinalmente (TLH) en comparación con los diseños homogéneos tradicionales y optimizados, y muestra una reducción de costos de fabricación de más del 50%.
Se ha descubierto que las configuraciones TLH son más eficaces para elementos de mayor envergadura, con recomendaciones específicas para los puntos de transición y las configuraciones de materiales en función de los niveles de tensión.
La metodología propuesta ofrece un enfoque de diseño sostenible al optimizar los elementos del TLH para mejorar los índices económicos y las consideraciones ambientales, lo que allana el camino para futuras investigaciones sobre el comportamiento estructural, el análisis conjunto y la implementación más amplia de criterios de sostenibilidad.
Abstract:
I-section girders with different types of steel in the flanges and web (fyf > fyw, respectively) are known as transverse hybrid girders. These have proven to be more economical than their homogeneous counterparts. However, the use of hybrid configurations in the longitudinal direction of the element has yet to be studied. This paper uses optimization techniques to explore the possibility of constructing transverse and longitudinally hybrid (TLH) steel girders. The optimization objective is to minimize the manufacturing cost, including seven activities besides the material cost. The geometrically double symmetric I-girder design subjected to a uniform transverse load is performed using Eurocode 3 specifications. Nine case studies are implemented, varying the element span (L) and the applied load. The results show that establishing various configurations along the length of the element is beneficial. The optimum number of transition points is six, meaning the girder will have four configurations, i.e., one central and three others symmetrically distributed toward each half of the element. The optimum position for the first transition would be at (L/2), the second at (L/2), and the third at (L/2). The optimum extreme configuration is usually homogeneous (fyf = fyw = 235 MPa). The others increase the steel quality in the plates, maintaining hybrid arrangements to reach the central one that usually remains with S700 steel for the flanges and S355 for the web. The study shows that TLH configurations are more effective for elements with larger spans. By applying the formulated design recommendations in a different case study, the manufacturing cost dropped by over 50% compared to the traditionally designed element and by more than 10% relative to the optimized element with a homogeneous configuration. The study’s limitations and encouraging results suggest future lines of research in this area.
Figura 1. Hormigón de limpieza. https://www.paviconj-es.es/noticias/hormigon-de-limpieza/
El hormigón de limpieza (HL) tiene como objetivo evitar la desecación del hormigón estructural durante su vertido, así como una posible contaminación del hormigón durante las primeras horas de su hormigonado. El Anejo 10 del Código Estructural detalla el alcance, los materiales y las especificaciones de este tipo de hormigón. Para esta aplicación, se debe usar el hormigón HL-150/C/TM, es decir, tal y como se indica en la identificación, donde la cantidad mínima de cemento por metro cúbico es de 150 kg, como se especifica en su identificación. Se sugiere que el tamaño máximo del árido sea inferior a 30 mm para mejorar la manejabilidad durante su aplicación. Estos hormigones tienen una baja proporción de cemento, por lo que se aconseja la inclusión de aditivos reductores de agua para minimizar la porosidad en su estado endurecido.
Lo habitual en obra es extender una capa de hormigón de regularización sobre la superficie del fondo de la excavación. Según el Código Estructural, los hormigones de nivelación o de limpieza de excavaciones no se consideran de naturaleza estructural y, por tanto, no están sujetos a los requisitos de resistencia mínima establecidos para otros tipos de hormigón, ya sea en masa, armado o pretensado. Sin embargo, cuando las piezas estructurales están en contacto directo con el terreno y no se ha aplicado una capa de limpieza, el recubrimiento mínimo requerido es de 70 mm, según lo establecido en el Artículo 44.2.1.1.
La finalidad de esta solera es proporcionar una base plana y horizontal para la zapata y, en suelos permeables, evitar que la lechada de hormigón estructural penetre en el terreno, dejando los áridos de la parte inferior sin recubrimiento, lo que daría como resultado un hormigón poroso que facilita la entrada de agua. Se recomienda un espesor mínimo de 10 cm para la solera de hormigón pobre y su superficie debe nivelarse de manera que el canto del cimiento se ajuste adecuadamente en cada punto, con una discrepancia de menos de 20 mm respecto al valor teórico indicado en los planos.
Figura 2. Hormigón de limpieza. https://www.lesterrassesresidencial.es/proceso/hormigon-de-limpieza/
Dado su espesor reducido y su función como hormigón de sacrificio, es necesario aplicar un proceso de curado para minimizar la desecación que pueda sufrir al entrar en contacto directo con el terreno. La altura máxima del hormigón de limpieza será la misma que la prevista en el proyecto para la base de las zapatas o de las vigas riostras.
En resumen, el hormigón de limpieza ofrece varias ventajas:
Previene que el hormigón estructural que se vierte posteriormente para el arriostrado entre en contacto con el suelo.
Aunque no tiene una función estructural en la obra, mejora la calidad y la durabilidad del hormigón.
Contribuye a conformar el volumen geométrico requerido para un propósito específico.
Se puede elaborar in situ, lo que elimina la necesidad de fabricarlo en planta.
Proporciona un nivelado excelente, lo que facilita las tareas posteriores de levantamiento de muros de carga u otros elementos de construcción.
Evita la contaminación de las armaduras y protege las armaduras.
Previene la deshidratación del hormigón estructural durante el vertido.
A continuación, les dejo el Anejo 10 del Código Estructural, donde se definen el alcance y las especificaciones que deben cumplir los hormigones de limpieza.
Aquí tenéis varios vídeos al respecto. Espero que os sean de interés.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
MONTERO, E. (2006). Puesta en obra del hormigón. Exigencias básicas. Consejo General de la Arquitectura Técnica de España, Madrid, 750 pp.
Acaban de publicarnos un artículo en el Journal of Cleaner Production, revista indexada en el primer decil del JCR. El trabajo evalúa las alternativas de reacondicionamiento de columnas de hormigón armado en una región de alto riesgo sísmico, comparando, el recrecimiento de la sección de hormigón, el encamisado de acero y el refuerzo con fibra de carbono. El estudio destaca la importancia de tener en cuenta todas las etapas en la evaluación del ciclo de vida a la hora de rehabilitar edificios, incluidas las consideraciones de diseño, pruebas, construcción, uso y final de la vida útil. El trabajo se enmarca dentro del proyecto de investigación HYDELIFE que dirijo como investigador principal en la Universitat Politècnica de València.
Las contribuciones de este trabajo de investigación son las siguientes:
Evalúa las alternativas de reacondicionamiento de columnas de hormigón armado en una región de alto riesgo sísmico, comparando el recrecido de hormigón, el encamisado de acero y el refuerzo con fibra de carbono.
Realiza un análisis exhaustivo para evaluar los impactos económicos y ambientales mediante evaluaciones del ciclo de vida.
Presenta una jerarquía estructurada de criterios e indicadores para la evaluación de las opciones de modernización, lo que ayuda a los técnicos y a los responsables de la toma de decisiones.
El encamisado de acero se consideran la mejor opción debido a su rendimiento equilibrado en todos los criterios, mientras que los recrecidos de hormigón se consideran menos favorables debido a su elevado impacto ambiental y funcional. La rehabilitación con fibra de carbono es una alternativa viable con un menor impacto medioambiental y una mayor funcionalidad, a pesar de los importantes costes de las materias primas.
Abstract
The critical earthquakes of the last few years highlight the urgent seismic retrofitting of existing buildings due to their aging or inadequate design. This paper aims to evaluate reinforced concrete column retrofit alternatives in a region of high seismic risk. When deciding between various building retrofit options, significant economic, environmental, and functional factors must be considered. The study uses a cradle-to-grave analysis to examine the economic and environmental impacts through life cycle assessments. Specifically, the life-cycle performance of three classic alternatives for rehabilitating columns lacking adequate confinement is compared: concrete jacketing, steel jacketing, and carbon fiber incorporation. The research adopts a holistic approach using multi-criteria decision-making methods, integrating economic, environmental, and functional criteria. A set of criteria and indicators is presented in a structured hierarchy that facilitates the orderly evaluation of alternatives. The results suggest that steel jacketing is preferred, as it presents a balanced performance in most criteria. The incorporation of carbon fiber is viable due to its low environmental and functional impact, although the high production costs of the raw materials limit it. In contrast, concrete jacketing has the highest environmental and functional impacts, making it the least favorable option. The results of this study will provide relevant information for engineers and decision-makers to select the most suitable options for building retrofit when considering several simultaneous perspectives.
VILLALBA, P.; SÁNCHEZ-GARRIDO, A.; YEPES, V. (2024). Life cycle evaluation of seismic retrofit alternatives for reinforced concrete columns.Journal of Cleaner Production, 455:142290. DOI:10.1016/j.jclepro.2024.142290
Os podéis descargar gratuitamente el artículo, pues está publicado en acceso abierto.
Figura 1. Ataque por sulfatos del hormigón. https://anfapa.com/articulos-tecnicos-morteros-de-reparacion-de-hormigon/1164/causas-quimicas-del-deterioro-del-hormigon
Los sulfatos son compuestos químicos que se encuentran en una gran variedad de concentraciones en el suelo, las aguas subterráneas, las aguas superficiales y las aguas marinas. Entre los sulfatos de origen natural se encuentran algunos suelos orgánicos, suelos con turbas y algunos suelos arcillosos. Otra fuente natural de sulfatos son los sulfatos de origen biológico, industrial o minero presentes en el agua de mar.
La mayoría de los suelos contienen sulfatos, que pueden presentarse en formas tales como calcio, magnesio, sodio, amonio y potasio, ya sea en el suelo mismo o en las aguas subterráneas. Es habitual que las cimentaciones de las estructuras se sitúen en este tipo de suelos, por lo que existe la posibilidad de que los sulfatos presentes ataquen el hormigón. El deterioro del hormigón debido al ataque de sulfatos se distingue por una reacción química en la que el ion sulfato, actuando como agente corrosivo, interactúa con componentes como aluminato, iones de sulfato, calcio y grupos oxhidrilo del cemento Portland endurecido, así como de otros cementos que contienen clínker de Portland, generando principalmente etringita y, en menor medida, yeso, así como una descalcificación. Este fenómeno se denomina «formación diferida de etringita» o «etrignita secundaria». Estas reacciones expansivas también pueden ocasionar fisuras, desprendimientos y pérdida de resistencia en el hormigón, dado que ocurren después de que el hormigón ha alcanzado su estado endurecido y se ha vuelto un cuerpo rígido.
El ataque de los sulfatos derivados de las sales es un fenómeno reconocido desde hace décadas. Ya en 1887, Candlot observó cómo los morteros utilizados en la construcción de las fortificaciones de París se deterioraban, particularmente en las zonas en las que estuvieron en contacto con agua que contenía sulfatos (selenitosas). Esta reacción química genera expansión en la pasta y crea una presión capaz de romperla y, finalmente, desintegrar el hormigón. Es sabido que el sulfato cálcico se combina con la alúmina del cemento para formar la sal de Candlot (etringita), un sulfo-aluminato cálcico que provoca un notable aumento de volumen.
La naturaleza y el alcance de los daños en el hormigón variarán en función de la concentración de sulfatos, el tipo de cationes presentes en la solución de sulfato (ya sea sodio o magnesio), el pH de la solución y, por supuesto, la microestructura de la pasta de cemento endurecida. Algunos tipos de cemento son más susceptibles al sulfato de magnesio que al sulfato de sodio. El mecanismo principal consiste en la sustitución del calcio en el silicato de calcio hidratado, que forma parte de la matriz de cemento, lo que provoca la pérdida de las propiedades de unión de la matriz.
Por lo general, los sulfatos en estado sólido no generan un daño significativo al hormigón; sin embargo, cuando se encuentran en estado líquido, pueden penetrar los vacíos de la estructura y reaccionar con los productos de cemento hidratado. Entre los sulfatos, el de calcio tiende a causar menores daños debido a su baja solubilidad, mientras que el sulfato de magnesio representa un riesgo mayor.
La mayoría de estos sulfatos interactúan con el hidróxido de calcio y los aluminatos de calcio hidratados presentes en el hormigón, lo que provoca cambios en el volumen de la pasta de cemento y, en consecuencia, el deterioro de la estructura de hormigón. Además, el sulfato de magnesio, junto con el hidróxido de calcio, puede reaccionar con el silicato de calcio hidratado, lo que provoca la pulverización del hormigón en masa. En un hormigón poroso, estos ataques encuentran una vía fácil para su acción destructora.
Figura 2. Corrosión en ambiente marino. https://e-struc.com/2017/05/09/patologias-asociadas-la-prescripcion-del-hormigon/
Por otra parte, el hormigón también se ve afectado por los cloruros, que provocan principalmente la corrosión de las armaduras. Los iones cloruro, ya procedan del agua marina o de las sales utilizadas en el deshielo, tienen la capacidad de penetrar a través de los poros del hormigón, tanto cuando estos están completamente saturados como parcialmente. Esta penetración puede desencadenar diversos fenómenos. En la superficie del hormigón, los efectos del ataque por cloruros se manifiestan mediante una fisuración irregular, que resulta de la exposición de las armaduras y su consiguiente corrosión generalizada. Esto conduce a la desintegración gradual del hormigón. Es muy importante recordar que el ambiente marino se considera agresivo hasta una distancia de 5 km de la costa.
Los cementos resistentes a los sulfatos (SR) o al agua de mar (MR) son muy útiles para obras en contacto con terrenos yesíferos o aguas selenitosas y deben tener un bajo contenido en aluminatos. Este tipo de cementos tienen limitado en su composición un contenido de aluminato tricálcico y de alumino-ferrito tetracálcico, según la norma UNE-EN 197-1. Esta limitación en el aluminato tricálcico implica un bajo calor de hidratación, una menor retracción y un desarrollo más lento de las resistencias. A cambio, disminuye la trabajabilidad de las mezclas.
Según la vigente Instrucción de Recepción de Cementos (a fecha de hoy, la RC-16), se consideran cementos resistentes a los sulfatos, además de los definidos en el Anejo I relativo a la norma UNE-EN 197-1 (SR), aquellos con la característica adicional de resistencia a los sulfatos definidos en la norma UNE 80303-1 (SRC). Asimismo, se consideran cementos resistentes al agua de mar aquellos con la característica adicional de resistencia al agua de mar, definidos en la norma UNE 80303-2.
Se usarán cementos resistentes a los sulfatos en obras de hormigón en masa o armado, siempre que su contenido, expresado en iones sulfato, cuyos contenidos sean igual o mayor que 600 mg/l en el caso de aguas, o 3.000 mg/kg en el caso de suelos. Según el Capítulo 7 del Código Estructural, estos límites se ven superados en el caso de las clases de exposición XA2 y XA3, correspondientes al ataque medio y fuerte en un medio agresivo (no sería, por tanto, necesario un cemento sulforresistente en la clase XA1). En el caso de que un elemento estructural de hormigón en masa, armado o pretensado se encuentre sometido al ataque de agua de mar, el cemento a emplear deberá tener la característica adicional de resistencia al agua de mar o, en su defecto, la característica adicional de resistencia a los sulfatos. Lo anterior no será de aplicación si se trata de agua de mar o el contenido en cloruros es superior a 5000 mg/l (art. 43.3.4.1 del Código Estructural).
En el caso de elementos de hormigón en masa en contacto con agua de mar y, por tanto, sometidos a una clase de exposición XA2, y en el caso de elementos de hormigón armado o pretensado que vayan a estar sometidos a una clase de exposición XS2 o XS3, se utilizará un cemento con la característica adicional MR, SR o SRC, según la Instrucción para la recepción de cementos vigente (Art. 43.3.4.2 del Código Estructural).
El Código Estructural recoge en su Anejo 6 las recomendaciones para la selección del tipo de cemento que se debe emplear en hormigones estructurales. Este anejo no hace más que aconsejar, con carácter general, las condiciones que debe cumplir el cemento para su empleo según la instrucción vigente para la recepción de cementos. Además, el tipo de cemento deberá elegirse considerando la aplicación del hormigón, las circunstancias del hormigonado y las condiciones de agresividad ambiental a las que va a estar sometido el elemento de hormigón.
La aplicación estructural, en el caso de las cimentaciones, diferencia entre las ejecutadas con hormigón en masa y las realizadas con hormigón armado. En ambos casos, es necesario cumplir las prescripciones de la vigente Instrucción de Recepción de Cementos relativas al empleo de la característica adicional de resistencia a los sulfatos (SR o SRC) o al agua de mar (MR), cuando corresponda.
En el caso de cimentaciones de hormigón en masa, son muy adecuados los cementos comunes tipo CEM IV/B, siendo adecuados el resto de cementos comunes, excepto los CEM II/A-Q, CEM II/B-Q, CEM II/A-W, CEM II/B-W, CEM II/A-T, CEM II/B-T y CEM III/C. En todos los casos, se recomienda la característica adicional de bajo calor de hidratación (LH).
Si se trata de cimentaciones de hormigón armado, son muy adecuados los cementos comunes tipo CEM I y CEM II/A, siendo adecuados el resto de cementos comunes a excepción de los CEM III/B, CEM III/C, CEM IV/B, CEM II/A-Q, CEM II/B-Q, CEM II/A-W, CEM II/B-W, CEM II/A-T y CEM II/B-T.
Figura 3. Cemento sulforresistente CEM I 42,5 R-SR5
Atendiendo a la clase de exposición, los tipos de cementos recomendados para la clase XA (ataque químico al hormigón por sulfatos) son los mismos que los aconsejados para la clase XS (corrosión de las armaduras por cloruros de origen marino). En ambos casos, son muy adecuados los cementos CEM II/S, CEM II/V (preferentemente los CEM II/B-V), CEM II/P (preferentemente los CEM II/B-P), CEM II/A-D, CEM III, CEM IV (preferentemente los CEM IV/A) y CEM V/A. Se recuerda que en la clase de exposición XS, es necesario emplear cementos que cumplan las prescripciones relativas a la característica adicional de resistencia al agua de mar (MR).
Para el caso de las clases XA2 o XA3 (moderada o alta agresividad química), es necesario emplear cementos que cumplan las prescripciones relativas a la característica adicional de resistencia a los sulfatos (SR o SRC), tal y como establece el articulado del Código. En los casos en que el elemento esté en contacto con agua de mar, será únicamente necesario que cumplan las prescripciones relativas a la característica adicional de resistencia al agua de mar (MR).
Una relación agua/cemento baja en la dosificación de un hormigón se ve menos afectada por los sulfatos que si es alta, pues provoca que el hormigón sea menos permeable. Además, un contenido de cemento elevado garantiza una mayor durabilidad del hormigón. Es por ello que la Tabla 43.2.1.a del Código indica una relación agua/cemento máxima de 0,50 para las clases XS1 (expuesto a aerosoles marinos, pero no en contacto con el agua del mar) y XS2 (permanentemente sumergido en agua de mar), que se reduce a 0,45 en XS3 (zonas de carrera de mareas o sapicaduras). El contenido mínimo de cemento (kg/m3) será de 300, 325 y 350 para XS1, XS2 y XS3, respectivamente. En el caso de ambiente XA1 (débil agresividad química) y XA2 (moderada agresividad química), la máxima relación agua/cemento es de 0,50, mientras que en XA3 (alta agresividad química), es de 0,45. El contenido mínimo de cemento (kg/m3) será de 325, 350 y 350 para XA1, XA2 y XA3, respectivamente.
La Tabla 43.2.1.b del Código indica la resistencia característica mínima alcanzable para un hormigón fabricado con un cemento de categoría resistente 32,5 R con los contenidos mínimos de cemento y la máxima relación agua/cemento indicados en la Tabla 43.2.1.a del Código. Para hormigón en masa, la exposición XS no tiene mínimos, mientras que, para hormigón armado, es de 30 N/mm² para XS1 y XS2, y de 35 N/mm² para XS3. En las exposiciones XA1 y XA2, la resistencia mínima es de 30 N/mm² tanto en hormigón armado como en hormigón en masa, mientras que para XA3 es de 35 N/mm², en cualquier caso.
Además, una adecuada colocación del hormigón, con un control del vibrado y del curado, puede mejorar su resistencia a los sulfatos, siempre y cuando se cumplan las condiciones anteriormente mencionadas. Tampoco debe olvidarse que, en el caso del hormigón armado, deben guardarse unos recubrimientos mínimos que dependerán del tipo de cemento utilizado, de la vida útil de proyecto y de la clase de exposición, según se desprende del Capítulo 9 del Código Estructural, relativo a la durabilidad de las estructuras de hormigón.
Tabla. Requisitos de dosificación y de resistencia mínima esperada del hormigón para clases de exposición XS y XA, según el Código Estructural.
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
Figura 1. Vertido y vibración del hormigón. https://www.paviconj-es.es/hormigon-precios/hormigon-compactado/
Después de la mezcla, el transporte y el vertido del hormigón, este suele contener aire atrapado en forma de espacios vacíos. Cuando el hormigón no se compacta adecuadamente, pueden surgir coqueras y una macroporosidad elevada (tamaños superiores a 50 nm), que pueden representar entre el 5 y el 20 % de su volumen total. Al compactar el hormigón, se pretenden mejorar sus propiedades, modificando su estructura y reduciendo su porosidad hasta menos del 1 %. El objetivo es comunicar al hormigón, mediante su compactación, la energía necesaria para facilitar el desplazamiento de las burbujas o huecos hacia su superficie. Al mismo tiempo, se busca bloquear, en la medida de lo posible, la interconexión de poros. De esta forma, se elimina la macroestructura porosa, las coqueras, se aumenta la densidad y, al mejorar la resistencia y la impermeabilidad, se corrigen las irregularidades de distribución del hormigón. La excepción es la inclusión deliberada de aire en el hormigón, en la que el aire se estabiliza y distribuye de forma uniforme.
La cantidad de aire atrapado guarda una estrecha relación con la trabajabilidad del hormigón, que se define como la propiedad que determina la facilidad y uniformidad con las que puede fabricarse y colocarse en la obra. Por ejemplo, el hormigón con una consistencia en cono de Abrams de 75 mm contiene aproximadamente un 5 % de aire, mientras que aquel con un asentamiento de 25 mm puede contener alrededor del 20 %. En consecuencia, el hormigón de baja consistencia requiere un mayor esfuerzo de compactación, ya sea prolongando el tiempo de compactación o utilizando más vibradores, en comparación con el hormigón de mayor asentamiento.
Es importante eliminar el aire atrapado, entre otras, por las siguientes razones:
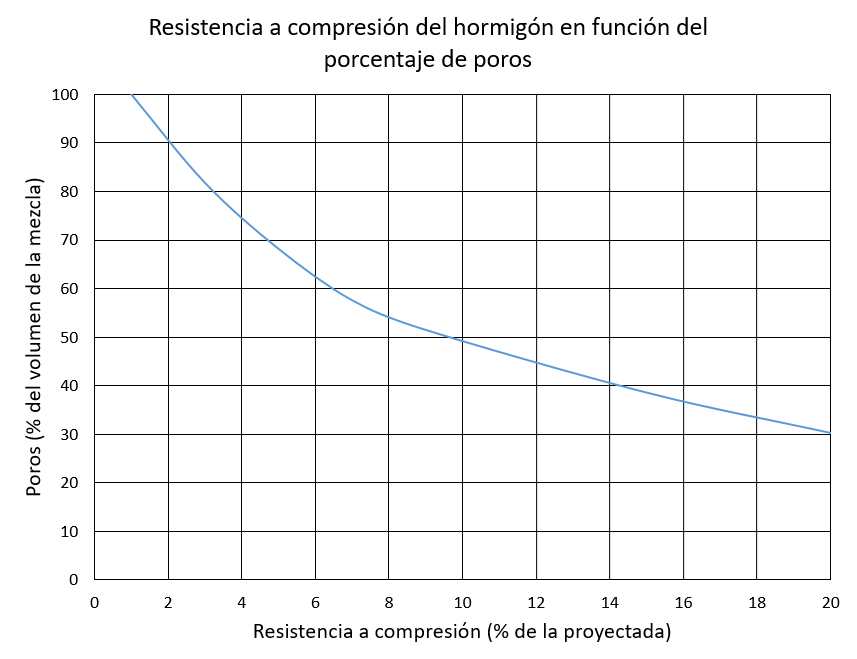
El aire ocluido reduce la resistencia del hormigón (Figura 2). Por cada 1% de aire retenido, la resistencia disminuye entre 4% y 7%. Como resultado, un hormigón con, por ejemplo, un 3% de vacíos será entre un 15% y un 20% menos resistente de lo esperado.
El aire atrapado aumenta la permeabilidad, lo que a su vez afecta a la durabilidad del hormigón. Si el hormigón no es compacto ni impermeable, no resistirá la penetración del agua ni de otros líquidos menos agresivos. Además, cualquier superficie expuesta será más susceptible a los efectos de la intemperie, lo que aumenta el riesgo de que la humedad y el aire alcancen las armaduras y las corroan.
El aire ocluido reduce el contacto entre el hormigón y las armaduras, lo que afecta la adherencia necesaria y, por ende, la resistencia del elemento estructural.
El aire ocluido produce defectos visibles, como coqueras y alveolado, en las superficies expuestas del hormigón.
Figura 2. Resistencia a la compresión del hormigón en función del porcentaje de poros.
El hormigón compactado adecuadamente se caracterizará por su densidad, resistencia, durabilidad e impermeabilidad. Por el contrario, un hormigón mal compactado presentará debilidad, escasa durabilidad, textura alveolar y porosidad; en resumen, será un producto de calidad inferior.
La compactación del hormigón puede realizarse mediante diversos métodos. Inicialmente, en los albores del siglo XX, se empleaban el picado y el apisonado como los primeros sistemas. Sin embargo, hacia la década de 1920, gracias a la investigación sobre la relación entre la resistencia del hormigón y la proporción de agua y cemento, surgieron métodos alternativos, entre los que se incluyó el uso de aire comprimido.
Más tarde, en 1927, el ingeniero francés Charles Rabut descubrió los beneficios de la vibración en el hormigón. Desde entonces, tras la aparición de la primera patente de este sistema, se ha producido una mejora continua en su tecnología hasta convertirlo en el método de compactación más ampliamente utilizado y eficaz.
Además de estos métodos principales, existen otras técnicas de compactación empleadas en campos más específicos. Por ejemplo, la compactación por vacío y la centrifugación son procesos prácticos que se emplean con frecuencia en elementos de forma cilíndrica. Por otro lado, la compactación por percusión, como la mesa de sacudidas, se utiliza en algunas industrias y laboratorios, aunque su aplicación es más limitada.
El método de compactación a emplear dependerá de la consistencia del hormigón y, en la medida de lo posible, se adaptará a las condiciones particulares de cada caso, teniendo en cuenta factores como el tipo de elemento estructural.
Tal y como indica el artículo 52.2 del Código Estructural, la compactación del hormigón en obra se llevará a cabo mediante métodos apropiados según la consistencia de las mezclas, con el objetivo de eliminar los huecos y lograr un cierre perfecto de la masa, evitando la segregación. Este proceso de compactación deberá continuar hasta que la pasta fluya hacia la superficie y ya no se libere aire. En la Tabla 1 se recomienda el tipo de compactación adecuado para cada consistencia del hormigón.
Tabla 1. Tipo de compactación según la consistencia del hormigón.
Consistencia
Tipo de compactación
Seca
Vibrado energético
Plástica
Vibrado normal
Blanda
Vibrado normal o picado con barra
Fluida
Picado con barra o vibrado ligero
Os dejo algunos vídeos sobre los métodos de compactación del hormigón.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
MONTERO, E. (2006). Puesta en obra del hormigón. Exigencias básicas. Consejo General de la Arquitectura Técnica de España, Madrid, 750 pp.
Figura 1. Puente de A Illa de Arousa. Imagen: V. Yepes (2023).
Acaban de publicar un artículo en el International Journal of Computational Methods and Experimental Measurements. El estudio evalúa diferentes alternativas de diseño para un puente de hormigón situado cerca de la costa utilizando técnicas de toma de decisiones como TOPSIS, COPRAS y VIKOR, con un enfoque en la sostenibilidad y la evaluación del ciclo de vida. La investigación destaca que el hormigón con humo de sílice funciona mejor a lo largo de su ciclo de vida en comparación con otras soluciones que mejoran la durabilidad, como la modificación de la relación agua/cemento o el aumento del recubrimiento del hormigón. Esta adición puede mejorar significativamente la sostenibilidad al aumentar la durabilidad frente a los cloruros y reducir los requisitos de mantenimiento. El estudio destaca que las decisiones de diseño de infraestructuras deben tener en cuenta los impactos sociales junto con los factores económicos y ambientales, y que las diferentes alternativas de diseño muestran diferentes impactos sociales. El trabajo se enmarca dentro del proyecto de investigación HYDELIFE que dirijo como investigador principal en la Universitat Politècnica de València.
La industria de la construcción es un sector crítico para alcanzar los Objetivos de Desarrollo Sostenible. Sin embargo, las actividades de construcción y las propias infraestructuras producen impactos positivos y negativos. Ello provoca que el diseño de infraestructuras sea el centro de la investigación actual para encontrar la mejor manera de satisfacer las demandas de sostenibilidad de la sociedad. Aunque los métodos para evaluar el ciclo de vida económico, medioambiental y social de las infraestructuras son bien conocidos, el reto reside en combinar estas dimensiones en un indicador global que ayude a la toma de decisiones. Este estudio utiliza tres técnicas de toma de decisiones, a saber, TOPSIS, COPRAS y VIKOR, para evaluar cinco alternativas de diseño diferentes para un puente de hormigón expuesto a un entorno costero. Para mejorar la coherencia del proceso de toma de decisiones multicriterio, se aplica un enfoque basado en DEMATEL. Los resultados del estudio demuestran que el hormigón que contiene incluso pequeñas cantidades de humo de sílice se comporta mejor a lo largo de su ciclo de vida que otras soluciones habitualmente consideradas para aumentar la durabilidad, como la reducción de la relación agua/cemento o el aumento del recubrimiento de hormigón.
ABSTRACT:
The construction industry has recently been recognized as a critical sector in achieving the Sustainable Development Goals. However, construction activities and infrastructure have both beneficial and non-beneficial impacts, making infrastructure design the focus of current research in finding the best way to meet society’s demands for sustainability. Although methods for economic, environmental, and social life cycle assessments of infrastructures are well-known, the challenge lies in combining these dimensions into a comprehensive indicator that aids decision-making. This study uses three decision-making techniques, namely TOPSIS, COPRAS, and VIKOR, to evaluate five different design alternatives for a concrete bridge exposed to a coastal environment. To enhance the consistency of the multi-criteria decision-making process, a DEMATEL-based approach is applied. The study’s results demonstrate unanimously that concrete containing even small amounts of silica fume performs better over its life cycle than other solutions typically considered to increase durability, such as reducing the water/cement ratio or increasing concrete cover.