Labor productivity is one the least studied areas within the construction industry. Productivity improvements achieve high cost savings with minimal investment. Due to the fact that profit margins are small on construction projects, cost savings associated with productivity are crucial to becoming a successful contractor. The chief setback to improving labor productivity is measuring labor productivity.
However, labor productivity involves many aspects. The aim of this research is to focus in some of them such as construction trades and how different factors affect their labor productivity through benchmarking in both online and hard copy format. A list of 37 construction trades was selected based on the Construction Industry Council of Hong Kong (CIC) in order to see their construction cost, labor cost and labor shortage criticality and their automation level. A list of 40 factors affecting the labor productivity was selected based on experts at The Hong Kong University of Science and Technology, in order to see in which level they affect the critical construction trades labor productivity found previously. Both results were analyzed using the relative importance index (RII).
These results are used in an additional case study, based on the comparison of them with another study with the same objectives did by some colleagues from The Hong Kong University of Science and Technology. An additional improvement of the labor productivity can be done by the mixture of both studies.
Results found previously can be used in a future study to create a tool to help contractor’s grade productivity on their projects in the preplanning stage and plan improvements in the most beneficial areas.
Reference:
ZABALLOS, I. (2016). Study on Improving Labor Productivity in the Construction Industry. The Cases of Europe and Hong Kong. Trabajo Final de Grado. Universitat Politècnica de València.
El estudio del trabajo compendia las técnicas que examinan las tareas humanas en todos sus contextos y que llevan sistemáticamente a investigar los factores que influyen en la eficiencia y la economía de la situación estudiada para su mejora. Esta disciplina consta de dos técnicas relacionadas entre sí. La primera, estudio de métodos, se ocupa del modo de hacer un trabajo; la segunda, medición del trabajo, tiene como objetivo averiguar cuánto tiempo se requiere para ejecutarlo.
La medición del trabajo se define como la aplicación de técnicas diseñadas para establecer el tiempo que tardará un trabajador cualificado en realizar una actividad específica conforme a un método preestablecido. El trabajador calificado no debe confundirse con el trabajador representativo de un grupo. El primero es aquel de quien se reconoce que tiene las aptitudes físicas necesarias, que posee la inteligencia y la instrucción requeridas y que ha adquirido la destreza y los conocimientos necesarios para efectuar el trabajo en curso según normas satisfactorias de seguridad, cantidad y calidad.
El primer objetivo de la medición del trabajo es determinar los tiempos improductivos y sus causas, y eliminarlas mediante su análisis. También se utiliza como auxiliar en el estudio de métodos para eliminar o reducir el tiempo de trabajo. Para establecer la medida del trabajo de un recurso, se siguen las siguientes fases:
Descomposición del tiempo de trabajo en elementos.
Medida del tiempo de los elementos con estimación simultánea del factor de velocidad y precisión (actividad).
Cálculo del tiempo normal de cada elemento o nivelación.
Cálculo del coeficiente de mayoración de cada elemento.
Obtención del ciclo de cada recurso.
Cálculo de la saturación de cada recurso en el equipo.
Para aclarar y ampliar estos conceptos, os dejo un Polimedia que espero sea de vuestro interés.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
YEPES, V. (2008). Productivity and Performance, in Pellicer, E. et al.: Construction Management. Construction Managers’ Library Leonardo da Vinci: PL/06/B/F/PP/174014. Ed. Warsaw University of Technology, pp. 87-101. ISBN: 83-89780-48-8.
¿Cómo podemos averiguar la producción de una máquina en una obra? Muchas veces se cometen errores de bulto a la hora de establecer el volumen producido de los equipos por parte de los responsables de una obra. No es apropiado acudir a libros, folletos o incluso obras anteriores; tampoco es lo mismo una máquina que trabaje en solitario que un grupo de ellas que trabajen coordinadas. Cada obra tiene sus peculiaridades y es fácil cometer errores que pongan en riesgo la previsión de resultados correspondiente. En posts anteriores ya resaltamos la importancia de la productividad y del fondo horario de la maquinaria. No basta con conocer con precisión el coste horario de las máquinas, sino que es imprescindible conocer la producción de los equipos en nuestra obra para poder establecer el coste unitario correspondiente. Vamos, pues a dar una pincelada a estos conceptos. Para ello os dejo una presentación sobre la producción de los equipos que se basa en los apuntes de clase de la asignatura Procedimientos de Construcción. Espero que os guste este Polimedia divulgativo.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
En artículos anteriores nos hemos referido a temas tan importantes como el despilfarro y los costes de calidad en las empresas. Seis Sigma constituye una metodología de gestión que ha significado para ciertas empresas una reducción drástica de sus fallos y costes de calidad. Si bien esta metodología se desarrolló fundamentalmente para disminuir la variabilidad de procesos repetitivos, también es verdad que la filosofía que subyace en Seis Sigma posiblemente pueda reducir significativamente el coste y el número de fallos debido a una calidad deficiente en el diseño y la ejecución de los proyectos de construcción. Veamos aquí, como siempre, con ánimo divulgativo, alguno de los aspectos más característicos de esta metodología.
La historia de Seis Sigma se inicia a mediados de los años 80 en Motorola, cuando un ingeniero (Mikel Harry) comienza a estudiar la reducción en la variación de los procesos para mejorarlos. Esta herramienta tenía una fuerte base estadística y pretendía alcanzar unos niveles de calidad en los procesos y en los productos de la organización próximos a los cero defectos. Constituye una metodología sistemática para reducir errores, concentrándose en la mejora de los procesos, el trabajo en equipo y con una gran implicación por parte de la Dirección (de Benito, 2000; Membrado, 2004; Harry y Schroeder, 2004).
En los años 90, Jack Welch, presidente de General Electric, decidió utilizar Seis Sigma consiguiendo resultados económicos espectaculares. Desde entonces, Seis Sigma se ha convertido en una de las herramientas de mejora más empleadas, habiendo sido adoptada por compañías como Motorola, General Electric, Allied Signal, Polaroid, Toshiba, Honeywell, City Bank o American Express. Más recientemente, Seis Sigma ha llegado a Europa, donde numerosas empresas están empezando a implantarla (en España, empresas como Telefónica, e-La Caixa o Iberia).
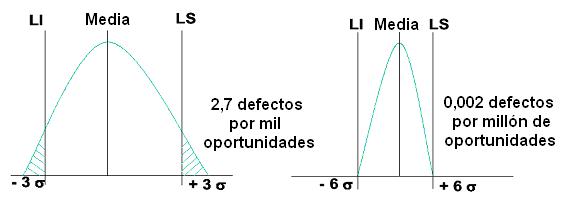
La letra griega sigma (s) se emplea en estadística para representar la variación típica de una población. El “nivel sigma” de un proceso mide la distancia entre la media y los límites superior e inferior de la especificación correspondiente (Figura 3). Ha sido habitual considerar como suficiente que un proceso tuviese una desviación de ±3s, lo cual significa que dicho proceso era capaz de producir solo 2,7 defectos por cada mil oportunidades. La idea de un “porcentaje de error aceptable” (a veces denominado un “nivel de calidad aceptable”) es un curioso remanente de la era del “control de calidad”. En aquellos tiempos se podían encontrar maneras de justificar estadísticamente los naturales fallos humanas, sosteniendo que nadie podía ser perfecto. Hoy día dicho nivel de calidad es inaceptable para muchos procesos (supondría aceptar 68 aterrizajes forzosos en un aeropuerto internacional cada mes, o bien 54.000 prescripciones médicas erradas por año). Seis Sigma hace referencia a un nivel de calidad capaz de producir con un mínimo de 3,4 defectos por millón de oportunidades (0,09 aterrizajes forzosos en un aeropuerto internacional cada mes, o una prescripción médica errada en 25 años). Esta calidad se aproxima al ideal del cero-defectos y puede ser aplicado no solo a procesos industriales, sino a servicios y, por supuesto, al proceso proyecto-construcción.
Niveles sigma de un proceso
Sin embargo, los principios estadísticos anteriores poco tienen que ver con lo que actualmente se entiende por Seis Sigma. De hecho, es una filosofía que promueve la utilización de herramientas y métodos estadísticos de manera sistemática y organizada, que permite a las empresas alcanzar considerables ahorros económicos a la vez que mejorar la satisfacción de sus clientes, todo ello en un periodo de tiempo muy corto.
Los cambios radicales se consiguen básicamente traduciendo las necesidades de los clientes al lenguaje de las operaciones y definiendo los procesos y las tareas críticas que hay que realizar de forma excelente. En función de las intervenciones de análisis y mejora siguientes, Seis Sigma lleva el funcionamiento de los productos, servicios y procesos a niveles nunca conseguidos anteriormente.
Seis Sigma se utiliza para eliminar los costes de no calidad (desperdicios, reprocesos, etc.), reducir la variación de un aspecto o característica de un producto, acortar los tiempos de respuesta a las peticiones de los clientes, mejorar la productividad y acortar los tiempos de ciclo de cualquier tipo de proceso, centrándose en aquellas características o atributos que son clave para los clientes y, por tanto, mejorando notablemente su satisfacción. Para ello, la Dirección identifica las cuestiones que más incidencia tienen en los resultados económicos y asigna a los mejores profesionales, tras formarlos intensivamente, a trabajar en los mismos.
Los elementos clave que soportan la filosofía Seis Sigma son los siguientes: (a) conocimiento de los requerimientos del cliente, (b) dirección basada en datos y hechos, (c) mejora de procesos y (d) implicación de la Dirección.
Un elemento básico en Seis Sigma es la formación. Para ello se definen diferentes papeles para distintas personas de la organización, con denominaciones peculiares y características. El directivo que va a definir, concretar, monitorizar y apoyar los proyectos de mejora se designa Champion. Para desarrollar estos proyectos se escogen y preparan expertos conocidos con los nombres de Master Black Belt, Black Belt y Green Belt, quienes se convierten en los agentes de cambio, en conjunto con los equipos de trabajo seleccionados para los mismos.
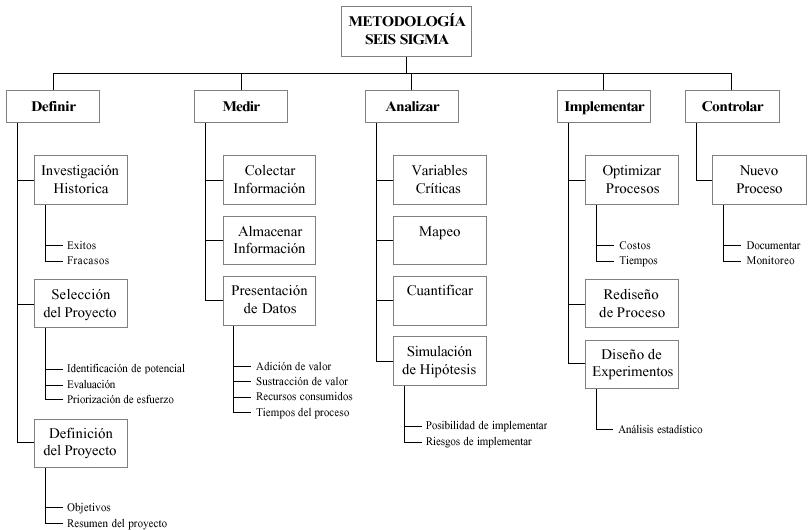
LA METODOLOGÍA SEIS SIGMA
El proceso comienza con un “cambio radical… de actitud”. La Dirección debe ser consciente de que la mejora continua ya no es suficiente para alcanzar los objetivos estratégicos, financieros y operativos. La mejora radical es necesaria para reducir con rapidez los desperdicios crónicos.
Los proyectos son seleccionados en función de los beneficios. La empresa Seis Sigma aporta una metodología de mejora basada en un esquema denominado DMAIC: Definir los problemas y situaciones a mejorar, Medir para obtener la información y los datos, Analizar la información recogida, Incorporar y emprender mejoras en los procesos y, finalmente, Controlar o rediseñar los procesos o productos existentes. Las claves del DMAIC se encuentran en:
Medir el problema. Siempre es necesario tener una clara noción de los defectos que se están produciendo, tanto en cantidad como en coste.
Enfocarse al cliente. Sus necesidades y requerimientos son fundamentales, y deben tenerse siempre en consideración.
Verificar la causa raíz. Es necesario llegar hasta la causa relevante de los problemas, y no quedarse en los efectos.
Romper los malos hábitos. Un cambio verdadero requiere soluciones creativas.
Gestionar los riesgos. La prueba y el perfeccionamiento de las soluciones es una parte esencial de Seis Sigma.
Medir los resultados. El seguimiento de cualquier solución significa comprobar su impacto real.
Sostener el cambio. La clave final es conseguir que el cambio perdure.
La metodología DMAIC hace mucho énfasis en el proceso de medición, análisis y mejora y no está planteada como un proceso de mejora continua, pues los proyectos Seis Sigma deben tener una duración limitada en el tiempo. Los proyectos Seis Sigma surgen bajo el liderazgo de la Dirección, quien identifica las áreas a mejorar, define la constitución de los equipos y garantiza el enfoque hacia el cliente y sus necesidades y a los ahorros económicos. Sin embargo, antes de que un equipo Seis Sigma aborde el ciclo de la mejora, han de desarrollarse una serie de actividades necesarias para el éxito del proyecto: (1) identificación y selección de proyectos, (2) constitución del equipo, (3) definición del proyecto, (4) formación de los miembros del equipo, (5) ejecución del proceso DMAIC y (6) extensión de la solución.
Seis Sigma utiliza casi todo el arsenal de herramientas conocidas en el mundo de la calidad. Sin embargo, no son los instrumentos los que fundamentan por sí solos el éxito de la metodología Seis Sigma; de hecho, es la infraestructura humana y su formación la que con estas herramientas consigue el éxito.
Metodología DMAIC para la mejora
Referencias:
DE BENITO, C.M. La mejora continua en la gestión de calidad. Seis sigma, el camino para la excelencia. Economía Industrial, 331, p. 59-66.
HARRY, M.; SCHROEDER, R. Six Sigma. Ed. Rosetta Books, 2000.
MEMBRADO, J. Curso Seis Sigma. Una estrategia de mejora. Qualitas Hodie, 95, p. 16-21.
PÉREZ, J.B.; SABADOR, A. Calidad del diseño en la construcción. Ed. Díaz de Santos, 2004.
YEPES, V.; PELLICER, E. (2005). Aplicación de la metodología seis sigma en la mejora de resultados de los proyectos de construcción. Actas IX Congreso Internacional de Ingeniería de Proyectos. Málaga, 22, 23 y 25 de junio de 2005, libro CD, 9 pp. ISBN: 84-89791-09-0.
La adquisición de maquinaria puede motivarse, bien por la implantación de un proceso novedoso, por la mejora de otro ya existente, por el incremento de la capacidad de producción, o simplemente por una sustitución periódica de otra máquina similar que llegó al término de su vida económica. El conocimiento de las causas que provocan la pérdida de valor de las máquinas proporciona las pautas para su renovación, que dependerán, en gran medida, de las disponibilidades y circunstancias de la empresa. El envejecimiento de los equipos, una producción baja o con unos costes elevados y el mercado de maquinaria nueva y usada son algunos de los criterios que deberían guiar a la empresa en la adquisición de una máquina. Además, deben considerarse otros factores como el estado general de la economía, el futuro de la empresa y sus necesidades inmediatas, los objetivos a largo plazo y la selección de los medios adecuados para sus logros. Sin embargo, la realidad es que la necesidad concreta que surge en una obra determinada es la que plantea la adquisición de una nueva máquina.
El problema de la renovación es independiente de la dimensión de las organizaciones. Las pequeñas empresas deben afrontar el reemplazamiento de los equipos con la misma amplitud que las grandes, so pena de soportar serios problemas de descapitalización y de incrementos en los costes de producción. Las opciones a la compra de un equipo nuevo son la gran reparación, el alquiler, el arrendamiento financiero y la compra de máquinas usadas. Siempre que la empresa pueda abordar la adquisición de un nuevo equipo, son los criterios de rentabilidad económica durante la vida útil los que decidirán la opción más adecuada en cada caso. Como variantes a la adquisición de equipos para grandes obras, en ocasiones se compran los equipos para una obra y se venden a terceros cuando se termina, o bien se adquieren con el compromiso de recompra por parte del vendedor. Con ello se evita que estos equipos graven al parque de maquinaria por su falta de empleo. La maquinaria propia representa para la empresa un mayor potencial y prestigio; sin embargo, supone un mayor inmovilizado, el riesgo de paralización si no existe suficiente obra, la necesidad de contar con un parque o servicio de maquinaria y el riesgo de personal excedente cuando se paran las máquinas. Una alternativa puede ser el alquiler.
Para profundizar un poco más en este tema, os paso un vídeo Polimedia sobre el tema. Espero que os guste.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
Cuando se habla de productividad en el sector de la construcción, siempre se dice que ésta es baja en relación con otro tipo de industrias. Incluso también es común opinar sobre la baja productividad que tienen los trabajadores en un país o en otro, lo cual influye fuertemente en la competitividad. Parece evidente que, cuanto más seamos de producir con unos recursos dados, más competitivos podremos ser. En este post vamos a divulgar, de forma sencilla, un par de ideas en relación con este concepto tan importante y de tanta transcendencia en nuestro sector.
La productividades la relación entre los bienes y servicios producidos y los recursos empleados para ello. Existen otros ratios que se refieren sólo a uno o a varios de los recursos empleados: productividad de la mano de obra directa, de la indirecta, de la maquinaria, de los materiales, del dinero, etc. La productividad es vital para el desarrollo de cualquier actividad empresarial, pues aquellas que no la mejoran respecto a su competencia están condenadas a desaparecer.
El estudio y la medición del trabajo son técnicas que han demostrado en la industria su eficiencia para mejorar la productividad. La construcción es un sector caracterizado por su trashumancia, por series de fabricación o unidades de obras limitadas, con un bajo grado de especialización, con personal contratado temporal elevado, con la existencia de subcontratistas, etc. Sin embargo ello no es óbice para la mejora de la productividad y la reducción de los costes.
Un incremento en la producción no refleja necesariamente un incremento en la productividad. Por ejemplo, si las entradas crecen en forma proporcional a las salidas, entonces la productividad es la misma. Para conseguir aumentar la productividad se debe buscar la eficiencia en todos los procesos que constituyen la actividad de la empresa. Según la OIT (Oficina Internacional del Trabajo), los medios directos para aumentar la productividad pueden resumirse en los siguientes:
a) Inversión de capital:
Idear nuevos procedimientos básicos o mejorar fundamentalmente los existentes.
Instalar maquinaria o equipo más moderno, de mayor capacidad o modernizar los existentes.
b) Mejor dirección:
Reducir el contenido de trabajo del producto.
Reducir el contenido de trabajo del proceso.
Reducir el tiempo improductivo, ya sea imputable a la dirección o a los trabajadores.
La productividad no debe confundirse con el rendimiento, que es la relación entre lo realizado y lo previsto, ya sea en relación con la producción o con el tiempo destinado a realizar una actividad. El rendimiento contribuye a aumentar o disminuir la productividad sin modificar los medios de producción, sino su eficiencia.
La pérdida de productividad se debe, en lo que al tiempo de ejecución de los trabajos se refiere, a que el tiempo total invertido en la operación presenta ineficiencias por diversas causas. Así, el tiempo de trabajo se puede descomponer en (ver Figura):
Tiempo total invertido en un trabajo
a) Contenido base de trabajo: la cantidad de trabajo, expresada en horas-hombre y horas-máquina, que sería necesario emplear para fabricar el producto o para desarrollar la actividad si el proyecto fuese perfecto, si el procedimiento o método de fabricación o de ejecución estuviesen perfectamente puestos a punto, si no existiesen pérdidas de tiempo imputables a cualquier causa (a parte de las pausas concedidas al ejecutor para el oportuno descanso). Por tanto el contenido base de trabajo es el tiempo mínimo irreducible de ejecución.
b) Trabajo innecesario: es un trabajo suplementario debido a un mal diseño o especificaciones del producto, o bien a métodos ineficaces de producción o de funcionamiento.
c) Tiempo inefectivo o improductivo: debido a una deficiente dirección o imputable al trabajador.
Un caso habitual en la construcción consiste en la utilización de varias máquinas cuyos ciclos individuales de trabajo tienen un intervalo común. Por ejemplo, una cargadora con varios camiones, o bien un equipo de mototraíllas convencionales ayudadas en su carga por un tractor. En estos casos, los ciclos individuales de las máquinas se pueden agrupar formando un ciclo del equipo que se repite periódicamente.
Al recurso que limita la producción de un equipo se le denomina cuello de botella. Su identificación es esencial porque cualquier cambio introducido en el funcionamiento repercutirá en la capacidad de producción del equipo, y por ende, en su productividad. El recurso que causa el estrangulamiento es el que determina la producción del equipo. Se define como factor de acoplamiento o “match factor” a la relación entre la máxima producción posible de los equipos auxiliares respecto a la máxima producción posible de los equipos principales. El coste más bajo de producción se obtiene para factores de acoplamiento próximos a la unidad, pero por debajo de ella.
Para aclarar estos conceptos tan importantes en el cálculo de producciones y costes en las máquinas de movimiento de tierras, os paso este Polimedia para divulgar los conceptos básicos. Espero que os guste.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
YEPES, V. (1997). Equipos de movimiento de tierras y compactación. Problemas resueltos. Colección Libro Docente nº 97.439. Ed. Universitat Politècnica de València. 253 pág. Depósito Legal: V-4598-1997. ISBN: 84-7721-551-0
YEPES, V. (2015). Coste, producción y mantenimiento de maquinaria para construcción. Editorial Universitat Politècnica de València, 155 pp. ISBN: 978-84-9048-301-5.
La maquinaria ha cambiado rápidamente con las innovaciones tecnológicas. Se ha derivado hacia la especialización, evolucionando unas hacia el gigantismo para obtener grandes producciones, mientras otras se han convertido en diminutas y versátiles. En otros casos se ha buscado la polivalencia del trabajo en equipos pequeños y medianos. Los medios informáticos han auxiliado y mejorado los sistemas de los equipos. La maquinaria va siendo cada vez más fiable, segura y cómoda para el operador, facilitándole las labores de conservación. En general se observa una preocupación creciente por la seguridad, el medio ambiente y la calidad.
Como muestra de la tendencia al gigantismo en la maquinaria de ingeniería civil y minería, os paso un pequeño documental donde se muestran brevemente estas megamáquinas. Espero que os guste.
Os paso ejemplos de máquinas gigantes. La grúa torre Kroll K-10000 es la más grande del mundo. Fue fabricada por la marca danesa Kroll y es capaz de levantar pesos de 132 toneladas de carga máxima y 91 toneladas a una distancia máxima de 100 m.
El Bulldozer D575A-3SD tiene casi 5 metros de altura y fue diseñado y fabricado en Japón. Esta potente máquina rebasa los 12 m de ancho y puede mover más de 215 toneladas de una sola vez.
La Bagger 288, es una excavadora giratoria empleada fundamentalmente en trabajos de minería. Una vez entró en funcionamiento, se convirtió en el vehículo de carga sobre tierra firme más grande del mundo. Mide 220 metros de largo, 96 de alto y 46 de ancho.
El BelAZ 75710 pesa 810 toneladas, 210 toneladas más que el Caterpillar, y tiene una capacidad de carga de 450 toneladas. Cuenta con dos motores turbodiésel de 16 cilindros asociados que generan 4.600 caballos con un par máximo de 18.626 Nm.
La motoniveladora ACCO se considera la mayor motoniveladora del mundo. Esta máquina pesa unas 200 toneladas y contiene dos motores Caterpillar, uno de 1000 CV en la parte trasera y otro de 700 CV en la parte delantera, la cual pertenece a la cabeza tractora de una mototraílla Caterpillar 657. La hoja o cuchilla posee una longitud de 10 m.
Referencias:
YEPES, V. (2014). Maquinaria de movimiento de tierras. Apuntes de la Universitat Politècnica de València, Ref. 204. Valencia, 158 pp.
YEPES, V. (2015). Coste, producción y mantenimiento de maquinaria para construcción. Editorial Universitat Politècnica de València, 155 pp. ISBN: 978-84-9048-301-5. Ref. 402.
En un artículo anterior comentamos los criterios para renovar la maquinaria destinada a las obras de construcción. Aquí vamos a recordar algunos conceptos básicos sobre amortización. La amortización de la maquinaria es la cuantificación monetaria de la depreciación de las máquinas. El objetivo perseguido por la amortización se puede explicar de diversas formas:
a) Crear un fondo para la renovación de la máquina.
b) Reflejar contablemente la disminución del valor patrimonial de la empresa.
c) Distribuir el coste de la maquinaria entre la producción.
d) Recuperar el dinero desembolsado a lo largo de varios años en la compra de la máquina.
No obstante, factores como la inflación o el progreso técnico provocan discrepancias entre el fondo creado y el valor de adquisición. Además, el Fisco rechaza adoptar fondos suplementarios de reposición en la consideración de gasto. Es por ello que, a menudo, el valor residual de la máquina se une a la amortización para adquirir una nueva máquina. Para repasar estos conceptos, os paso un vídeo Polimedia que espero que os guste.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.M.C.; MOURA, H.; CATALÁ, J. (2008). Construction Management. Construction Managers’ Library Leonardo da Vinci: PL/06/B/F/PP/174014. Ed. Warsaw University of Technology, 231 pp. ISBN: 83-89780-48-8.
YEPES, V. (1997). Equipos de movimiento de tierras y compactación. Problemas resueltos. Colección Libro Docente nº 97.439. Ed. Universitat Politècnica de València. 253 pág. Depósito Legal: V-4598-1997. ISBN: 84-7721-551-
¿Qué recomendaciones podemos dar para ejecutar correctamente la compactación de un suelo? En artículos anteriores ya hemos descrito la curva de compactación, la elección del equipo de compactación y el tramo de prueba. Ahora vamos a centrarnos en algunos consejos, espero que útiles, que permitan mejorar la productividad y la calidad de esta unidad de obra que suele presentar tantas patologías y quebraderos de cabeza. Para ello nos ayudaremos de un Polimedia que espero que os guste. Al final del artículo os he dejado algunas recomendaciones y referencias por si os resultan útiles.
NORMAS Y RECOMENDACIONES DE TRABAJO
Una vez se ha extendido el material en tongadas con espesor adecuado y con el grado de humedad determinado [1], se procede de forma ordenada a compactar, controlando el número de pases y su distribución homogénea.
Se pueden comentar algunas recomendaciones de “buena práctica constructiva” relativas a la compactación.
Antes de iniciar la construcción de un terraplén o un pedraplén, se eliminará la tierra vegetal y se excavará, si procede, el terreno para asegurar la estabilidad del macizo.
Cuando se espera lluvia, es importante compactar lo más pronto posible los rellenos de granos finos todavía no compactados, puesto que un material esponjado tiene gran capacidad de retención de agua.
Para reanudar el trabajo lo antes posible, después de una lluvia, es buena práctica la eliminación con motoniveladora de la fina capa superficial de barrillo (2-3 cm) bajo la que el resto del material aparece poco afectado.
Con el exceso de agua procedente de las precipitaciones atmosféricas, puede realizarse la desecación natural mediante el oreo. Ahora bien, con terrenos finos limo-arcillosos y humedades próximas al índice plástico, se estabilizan mediante la adición de cal, cenizas volantes, escorias o arenas.
El riego de las tongadas extendidas, siempre que sea necesario, se efectuará de forma que el humedecimiento de los materiales sea uniforme, y el contenido óptimo de humedad se obtendrá a la vista de los resultados verificados por el laboratorio de cada caso con el equipo de compactación previsto.
Si se comienza la compactación por los bordes del terraplén, obtendremos un efecto de “confinamiento” que favorece la densificación.
Deben solaparse los pases de compactación para uniformizarlos, ya que en el centro de la máquina se obtiene mayor eficacia.
Se deben ejecutar los cambios de dirección en la marcha y los virajes de forma suave para no arrastrar el material.
Es bueno dar cierto sobreancho a los terraplenes, puesto que los bordes quedan siempre compactados por debajo de lo debido.
Los bordes de los terraplenes a veces se precisa compactarlos, con lo cual necesitamos un tractor o grúa que remolque por dicho terraplén al compactador.
La superficie de las distintas tongadas deberá contar con la pendiente transversal necesaria para evacuar las aguas sin riesgo de erosión. Esta pendiente normalmente varía entre el 2 y el 4%.
Si se usa un solo equipo, se simplifican los controles, pero a veces se utilizan dos tipos, uno de mayor rendimiento y otro que sella la terminación de cada tongada.
Si se utilizan equipos vibrantes, las últimas pasadas se realizarán sin aplicar vibración, con el objeto de cerrar las posibles irregularidades de la superficie.
Es importante la adecuada nivelación de la superficie a compactar; de lo contrario, las zonas deprimidas que no son pisadas por el rodillo quedarán con deficiencia de compactación.
Se suspenderán los trabajos de compactación cuando la temperatura ambiente sea inferior a 2 °C. Los terrenos congelados no pueden compactarse.
Sobre las capas en ejecución se prohíbe el tráfico hasta que se complete su compactación. Si ello es imposible, se distribuirá sin concentrar las huellas en la superficie.
Si el terraplén tuviera que construirse sobre un firme existente, se escarificaría y compactaría este firme para procurar su unión con la tongada inmediata superior. Los productos removidos no aprovechables se llevarán al vertedero.
Si el periodo de tiempo transcurrido entre el extendido y la compactación es largo, puede producirse la evaporación suficiente para dar como resultado un contenido inadecuado de humedad. El material debe compactarse inmediatamente para evitar el mayor costo de humectación.
Al finalizar la jornada no deben dejarse montones de material sin extender ni capas sin compactar, pues si las condiciones atmosféricas son buenas ocurre lo indicado en el párrafo anterior, pero si llueve sobre el material esponjado, a pocos finos que posea, su capacidad de retención de agua será grande y quedará la obra impracticable, con el agravante de tener que sacar y tirar dicho material, pues el periodo de tiempo que sería necesario para su oreo nunca lo permitiría la marcha de la obra.
Los efectos nocivos de la lluvia sobre una tongada compactada con pata de cabra pueden reducirse si, antes de que caiga el agua sobre ella, se ha planchado con un rodillo liso estático o vibratorio.
El inconveniente de los rodillos lisos respecto a la unión entre capas [2] se remedia si se pasa una grada o un arado de discos para escarificar la superficie. Antes de este proceso la superficie lisa, y con algo de pendiente, protege contra la lluvia y permite la circulación de vehículos.
Referencias:
YEPES, V. (1997). Equipos de movimiento de tierras y compactación. Problemas resueltos. Colección Libro Docente nº 97.439. Ed. Universitat Politècnica de València. 253 pág. Depósito Legal: V-4598-1997. ISBN: 84-7721-551-0.
YEPES, V. (1999). Prácticas de equipos de excavación, transporte y compactación de tierras. Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-4036. 129 pp. Depósito Legal: V-5208-1999.
[1]La corrección de la humedad es costosa y delicada, sobre todo en terrenos cohesivos. Es más fácil adicionar agua. Reducir la humedad puede lograrse mediante escarificación y volteo de las capas, dejándolas secar. A veces se recurre a métodos especiales, como el sistema “sandwich”, que consiste en intercalar entre capas húmedas una capa granular para drenar el agua, o bien a tratamientos con cal, que absorbe el resto de agua al hidratarse.
[2]Podría crearse una discontinuidad, con peligro de filtraciones. El arado de discos no debe faltar en la construcción de una presa de materiales sueltos de tipo cohesivo, ya que consigue cierto mezclado y amasado entre las capas.
 Labor productivity is one the least studied areas within the construction industry. Productivity improvements achieve high cost savings with minimal investment. Due to the fact that profit margins are small on construction projects, cost savings associated with productivity are crucial to becoming a successful contractor. The chief setback to improving labor productivity is measuring labor productivity.
Labor productivity is one the least studied areas within the construction industry. Productivity improvements achieve high cost savings with minimal investment. Due to the fact that profit margins are small on construction projects, cost savings associated with productivity are crucial to becoming a successful contractor. The chief setback to improving labor productivity is measuring labor productivity.