Vista del barranco del Poyo, en Paiporta, 17 de octubre de 2025. Imagen: V. Yepes
Hoy, 29 de octubre de 2025, se cumple el primer aniversario de la DANA de Valencia de 2024, un evento que ha sido catalogado como una de las mayores catástrofes naturales ocurridas en España en décadas. La tragedia se produjo por unas precipitaciones históricas que pulverizaron récords nacionales, con máximos de más de 770 l/m² acumulados en 24 horas en Turís, lo que demuestra que el riesgo cero no existe en un contexto de cambio climático. El desastre no se explica únicamente por la cantidad de lluvia caída, sino por la trágica multiplicación entre el evento extremo, sobrealimentado por el calentamiento global, y el fallo estructural de un urbanismo que, durante décadas, ha ignorado las zonas de riesgo. Aunque la respuesta inmediata y los esfuerzos por restablecer las infraestructuras críticas han sido notables, la ingeniería de la reconstrucción no puede limitarse a reponer lo perdido, ya que replicar el estado previo implica aceptar que los efectos se repetirán. En este contexto, un medio de comunicación me ha solicitado una entrevista para abordar si, un año después, hemos avanzado hacia las soluciones de resiliencia y prevención que el conocimiento técnico lleva tiempo demandando. Os dejo la entrevista completa, por si os resulta de interés.
¿Cómo describiría desde un punto de vista técnico lo que ocurrió el 29 de octubre en Valencia? ¿Qué falló?
Desde el punto de vista técnico e ingenieril, el suceso del 29 de octubre en Valencia fue un evento de inundación extremo provocado por una DANA con un carácter pluviométrico extraordinario, ya que se registraron cifras extremas, como los 771,8 l/m² en 24 horas en Turís, y caudales en la Rambla del Poyo de hasta 2.283 m³/s antes de que los sensores fueran arrastrados, superando con creces cualquier expectativa de diseño y demostrando que el riesgo cero no existe. La magnitud del impacto fue consecuencia de una serie de factores concurrentes. El factor principal se produjo en la cuenca de la Rambla del Poyo, donde la virulencia del agua (con caudales medidos superiores a 2.200 m³/s y estimaciones simuladas que superan los 3.500 m³/s) se encontró con la ausencia de infraestructuras hidráulicas suficientes para la laminación de avenidas y otras medidas complementarias. Los proyectos de defensa contra inundaciones, que llevaban años planificados y con estudios previos, no se ejecutaron a tiempo. En contraste, el Nuevo Cauce del Turia y las presas de Forata y Buseo funcionaron eficazmente, protegiendo la ciudad de Valencia y otras poblaciones. Además de estas vulnerabilidades latentes, el impacto humano y material se vio agravado por desafíos en la respuesta, incluyendo la efectividad en los sistemas de alerta temprana (SAIH) bajo condiciones tan extremas y en la implantación de los planes de emergencia municipales, así como en la emisión de avisos con suficiente antelación a la población, impidiendo que esta pudiera reaccionar a tiempo.
¿Qué papel jugaron las infraestructuras y la planificación urbana en la magnitud de los daños? ¿Hubo zonas especialmente vulnerables o mal planificadas?
Las infraestructuras y la planificación urbana jugaron un papel determinante en la magnitud de los daños. Por un lado, las obras estructurales, como el Nuevo Cauce del Turia y las presas de Forata y Buseo, resultaron fundamentales, mitigando las inundaciones y protegiendo la ciudad de Valencia y otras poblaciones. Sin embargo, la magnitud de los daños se vio agravada por la ausencia de medidas integrales de defensa diseñadas para la laminación de avenidas, especialmente en la cuenca de la Rambla del Poyo, donde los proyectos planificados no se ejecutaron a tiempo. Los caudales extraordinarios superaron con creces la capacidad existente. Además, las infraestructuras lineales (carreteras, ferrocarriles y puentes) actuaron como puntos de estrangulamiento, reteniendo arrastres y aumentando el nivel de destrucción. Las zonas más vulnerables se concentraron en el cono aluvial de L’Horta Sud, una zona de alto riesgo urbanizada principalmente entre la riada de 1957 y la década de 1970, sin planificación adecuada ni infraestructuras de saneamiento suficientes. La falta de unidad de criterio en la ordenación territorial municipal y la prevalencia de intereses de desarrollo sobre las directrices de restricción de usos en zonas inundables (a pesar de instrumentos como el PATRICOVA) aumentaron la vulnerabilidad social y material del territorio. Aunque algunos hablan de emergencia hidrológica, probablemente sea más adecuado hablar de un profundo desafío urbanístico y de ordenación territorial.
Vista del barranco del Poyo, en Paiporta, 17 de octubre de 2025. Imagen: V. Yepes
Desde entonces, ¿qué medidas reales se han tomado —si las hay— para reducir el riesgo de que vuelva a suceder algo similar?
Desde la DANA de octubre de 2024, las medidas adoptadas se han enfocado en la reconstrucción con criterios de resiliencia y atención a urgencias, aunque las soluciones estructurales de gran calado, que requieren plazos de ejecución más largos, siguen mayormente pendientes. En la fase inmediata, se activaron obras de emergencia, destacando la reparación y refuerzo de infraestructuras críticas como las presas de Forata y Buseo, y la recuperación de cauces y del canal Júcar-Turia. Un ejemplo de reconstrucción en curso es la mejora de la red de drenaje de Paiporta, que forma parte de las primeras actuaciones tras la catástrofe. En el ámbito normativo, el Consell aprobó el Decreto-ley 20/2024 de medidas urbanísticas urgentes y se ha puesto sobre la mesa la revisión de normativas como el Código Técnico de la Edificación (CTE) para incluir requisitos para edificaciones en zonas inundables. También se prevé que los sistemas de comunicación y alerta estén coordinados en todas las cuencas mediterráneas, lo que podría evitar muertes en caso de repetirse el fenómeno. Sin embargo, es un hecho que, meses después, la legislación urbanística de fondo sigue sin cambios estructurales y que, en cuanto a las obras hidráulicas estructurales de prevención, como las presas de laminación, sus plazos de tramitación y ejecución impiden que se hayan materializado avances significativos todavía, dificultando el avance de proyectos críticos. Por tanto, existe una etapa de reconstrucción que debería ser inteligente y no dejar las infraestructuras como estaban antes de la DANA, pues eso implicaría asumir los mismos riesgos, y otra a medio y largo plazo que permita defender a la población, minimizando los riesgos.
¿Qué actuaciones considera urgentes o prioritarias para evitar repetir los errores del pasado?
Para evitar repetir los errores del pasado, es necesario un cambio de modelo que combine inversión estructural urgente con planificación territorial resiliente. En ingeniería hidráulica, la acción prioritaria es acelerar e implementar las obras de laminación contempladas en la planificación hidrológica, como la construcción de presas en las cuencas de la Rambla del Poyo y el río Magro, y destinar recursos extraordinarios para construir las estructuras de prevención necesarias y corregir el déficit de infraestructuras de prevención. También es prioritario eliminar obstáculos urbanísticos, como puentes y terraplenes insuficientes, y reconstruir infraestructuras lineales con criterios resilientes, permitiendo el paso seguro del agua. En urbanismo, la enseñanza principal es devolverle el espacio al agua, retirando estratégicamente infraestructuras de las zonas de flujo preferente para reducir la exposición al riesgo más elevado e iniciando un plan a largo plazo para reubicar infraestructuras críticas y viviendas vulnerables. Se recomienda revisar la normativa sobre garajes subterráneos en llanuras de inundación. Asimismo, es esencial invertir en sistemas de alerta hidrológica robustos, con más sensores y modelos predictivos que traduzcan la predicción en avisos concretos y accionables. Por último, es fundamental que la gobernanza supere la inercia burocrática mediante un modelo de ejecución de urgencia que priorice el conocimiento técnico y garantice que el riesgo no se convierta de nuevo en catástrofe humana.
Vista del barranco del Poyo, en Paiporta, 17 de octubre de 2025. Imagen: V. Yepes
¿Hasta qué punto Valencia está preparada para afrontar lluvias torrenciales o fenómenos extremos de este tipo en el futuro?
Desde una perspectiva técnica e ingenieril, a día de hoy, la vulnerabilidad de fondo persiste y no estamos preparados para afrontar una nueva DANA de la magnitud de la ocurrida en 2024. La situación es similar a la de una familia que circula en coche por la autopista a 120 km/h sin cinturones de seguridad: bastaría un obstáculo inesperado (una DANA) para que el accidente fuera mortal. Aceptar la reposición de lo perdido sin añadir nuevas medidas de protección estructural implicaría aceptar que los efectos del desastre se repetirán, algo inasumible. El problema principal es que prácticamente no se han ejecutado las grandes obras de laminación planificadas, especialmente en las cuencas de la Rambla del Poyo y del Magro, que constituyen la medida más eficaz para proteger zonas densamente pobladas mediante contención en cabecera. La DANA expuso un problema urbanístico severo. Meses después, mientras no se modifique la legislación territorial de fondo y se actúe sobre el territorio, el riesgo latente de la mala planificación persiste ante el próximo fenómeno extremo. La única forma de eliminar esta vulnerabilidad es mediante una acción integral que combine inversión urgente en obras estructurales con retirada estratégica de zonas de flujo preferente.
Os dejo un pequeño vídeo didáctico donde se resume lo acontecido en la DANA del 29 de octubre de 2024.
En las noticias de hoy, aparezco en varios reportajes:
En el Telediario de TVE, en horario de máxima audiencia, a las 21:00 h, se hizo un programa especial sobre la DANA donde tuve la ocasión de participar. Os dejo un trozo del vídeo.
Vivimos en un mundo donde cualquier cálculo, por complejo que sea, está a un clic de distancia. Dependemos totalmente de las calculadoras digitales y las computadoras, hasta el punto de que resulta difícil imaginar cómo se resolvían problemas de ingeniería complejos antes de la era digital. Sin embargo, hubo una herramienta ingeniosa y puramente visual que dominó el mundo técnico durante décadas: el nomograma.
¿Cómo es posible que una tecnología del siglo XVII, considerada obsoleta durante más de cuarenta años, esté resurgiendo en campos de alta tecnología como la ingeniería minera? La respuesta se halla en una sorprendente sinergia entre la sabiduría analógica del pasado y el poder del código abierto actual.
1. Más allá de la nostalgia: una herramienta antigua para problemas modernos.
Un nomograma es una representación gráfica de una ecuación matemática. Está compuesto por una serie de ejes graduados, rectos o curvos, que representan las variables de la fórmula. Para resolver la ecuación, basta con trazar una línea recta (llamada isopleta) que conecte los valores conocidos en sus respectivos ejes; el punto en el que esta línea corta el eje de la variable desconocida proporciona la solución al instante.
Aunque sus orígenes se remontan al siglo XVII, los nomogramas se convirtieron en herramientas indispensables en el siglo XIX para la navegación astronómica y, más tarde, en la década de 1920, para resolver complejos cálculos de ingeniería relacionados con la presión, el volumen y la temperatura. Durante el resto del siglo XX, vivieron su época dorada en campos como la medicina, la aeronáutica y la química, pero la llegada de los ordenadores en la década de 1980 los dejó relegados al olvido. Hoy, contra todo pronóstico, están volviendo a ser útiles, no como una curiosidad histórica, sino como una herramienta práctica y potente, especialmente en entornos de campo o talleres donde la tecnología digital no siempre es la mejor opción.
2. Ingeniería para todos: resuelve fórmulas complejas solo con una regla.
El beneficio más destacado de los nomogramas es su capacidad para democratizar el cálculo. Permiten que cualquier persona, independientemente de su formación matemática, pueda resolver ecuaciones complejas con gran precisión. Como señala un estudio reciente sobre su aplicación en ingeniería minera:
«Además, los nomogramas permiten que personas sin conocimientos previos resuelvan fórmulas complejas con una precisión adecuada».
Este enfoque es increíblemente poderoso. Elimina la barrera del conocimiento matemático avanzado y reduce drásticamente el riesgo de cometer errores al realizar cálculos manuales en tareas repetitivas. En la práctica, son más rápidos y fáciles de entender que los procedimientos analíticos tradicionales, ya que convierten un problema abstracto en una tarea visual sencilla.
3. A prueba de fallos: la robustez del papel frente a las pantallas.
En un mundo digital, la simplicidad del papel es una ventaja formidable. Los nomogramas destacan en entornos en los que los dispositivos electrónicos no son prácticos, como en operaciones de campo en minería, talleres mecánicos u obras. Sus ventajas son evidentes: son portátiles, resistentes y no necesitan electricidad ni conexión a internet.
Esta robustez los convierte en la herramienta ideal para realizar cálculos repetitivos sobre el terreno. Por ejemplo, un ingeniero de minas podría usar un nomograma impreso para determinar al instante el diseño correcto de una voladura, simplemente conectando líneas entre la densidad de la roca, la velocidad del explosivo y el diámetro de la perforación, y así reducir un cálculo complejo a una tarea visual simple y robusta sobre el papel.
4. El Renacimiento digital: cómo el código abierto revivió el nomograma.
Si los nomogramas son tan útiles, ¿por qué desaparecieron? Su principal inconveniente histórico no radicaba en su uso, sino en su creación. La parte más engorrosa era el dibujo matemático de las escalas graduadas, un proceso laborioso y especializado que probablemente fue una de las principales causas de su declive.
Aquí es donde entra en juego el software moderno. El resurgimiento de esta técnica se debe en gran parte a PyNomo y Nomogen, dos herramientas de código abierto basadas en Python. Fueron creadas por Leif Roschier y Trevor Blight, dos de los autores del estudio que ha inspirado este resurgimiento, que han unido así la experiencia académica con la programación moderna. Estas soluciones permiten a cualquier ingeniero o científico generar nomogramas complejos y precisos en cuestión de segundos, eliminando el obstáculo que los había hecho obsoletos.
5. Intuición visual: comprendiendo la relación entre las variables.
Además de su utilidad práctica, los nomogramas ofrecen una ventaja más sutil, pero profunda: fomentan la comprensión conceptual del problema. Mientras que una calculadora o un programa informático suelen funcionar como una «caja negra» que simplemente proporciona un resultado, un nomograma permite ver la relación entre las variables.
Esta visualización intrínseca de los datos permite una comprensión mucho más profunda. Al mover la isopleta (la regla) sobre el gráfico, un ingeniero puede desarrollar una intuición sobre cómo afecta un pequeño cambio en una variable a las demás, algo que se pierde al introducir simplemente números en un software. Por ello, se convierten en una poderosa herramienta didáctica.
Conclusión: lecciones de una sabiduría olvidada.
La historia del nomograma es un ejemplo fascinante de cómo las ideas del pasado pueden recuperar su relevancia gracias a la tecnología moderna. La combinación de una técnica de cálculo del siglo XVII con un software de código abierto del siglo XXI demuestra que no se trata solo de una reliquia, sino de una prueba de que las soluciones más simples y visuales pueden seguir siendo increíblemente valiosas.
Su regreso nos obliga a plantearnos una pregunta importante: en nuestra carrera constante hacia la digitalización, ¿qué otras herramientas analógicas e ingeniosas hemos olvidado que podrían ayudarnos a resolver los problemas del mañana?
Os dejo aquí una conversación en la que se tratan estos conceptos.
En este vídeo se resumen los conceptos más relevantes sobre los nomogramas.
Os dejo la comunicación que presentamos recientemente en el VII Congreso Nacional de Áridos. En ella se ilustran, proporcionan y explican detalladamente siete ejemplos originales de nomogramas que se utilizan para resolver ecuaciones comunes en la industria de la explotación de áridos, como el diseño de voladuras y la estimación de ratios de perforación.
MARTÍNEZ-PAGÁN, P.; YEPES, V.; ROSCHIER, L.; BLIGHT, T.; BOULET, D.; PERALES, A. (2025). Elaboración y uso de nomogramas para el ámbito de las explotaciones de áridos. Introducción de los códigos abiertos Pynomo y Nomogen. Actas del VII Congreso Nacional de Áridos, Córdoba, pp. 1085-1100. ISBN 978-84-125559-2-9.
En el mundo de la ingeniería y la construcción, hay una pregunta fundamental que guía todo el proceso de diseño: «¿Qué tan seguro es “bastante seguro”?». Durante décadas, la respuesta parecía sencilla: construir estructuras lo bastante fuertes para soportar las fuerzas esperadas. El objetivo principal era la resistencia, es decir, la capacidad de mantenerse sin romperse.
Sin embargo, en un mundo cada vez más marcado por eventos extremos e impredecibles, desde huracanes más intensos hasta fallos en cadena en redes complejas, esta filosofía ya no es suficiente. La simple resistencia no tiene en cuenta lo que sucede después de un desastre. Es aquí donde surge un concepto mucho más relevante para nuestro tiempo: la resiliencia.
La resiliencia no se limita a soportar un golpe, sino que se centra en la capacidad de recuperación de un sistema tras recibirlo. Supone una nueva frontera en el diseño de ingeniería que va más allá de la fuerza bruta, ya que incorpora la rapidez, la creatividad y la capacidad de recuperación como características de diseño medibles.
Este artículo explorará cinco de los descubrimientos más sorprendentes e impactantes que nos ofrece esta filosofía emergente sobre cómo construir la infraestructura del mañana.
Los cinco descubrimientos clave sobre la resiliencia en ingeniería
1 .La noción de «seguridad» ha evolucionado drásticamente. Ya no se trata solo de resistir.
La forma en que los ingenieros definen la «seguridad» ha cambiado profundamente. Los métodos tradicionales, como el diseño por esfuerzos admisibles (ASD) o el diseño por factores de carga y resistencia (LRFD), se basaban en un principio sencillo: garantizar que la capacidad del sistema superara la demanda esperada. Aunque eran eficaces, estos enfoques no evaluaban la seguridad a nivel del sistema completo y no siempre producían los diseños más eficientes desde el punto de vista económico.
El primer gran avance fue el diseño basado en el desempeño (PBD). Esta filosofía cambió el enfoque de simplemente «no fallar» a evaluar el comportamiento de una estructura durante un evento extremo. El PBD introdujo métricas críticas de rendimiento, como las pérdidas económicas, el tiempo de inactividad y el número de víctimas. Aunque supuso un gran avance, aún dejaba fuera una parte esencial: la capacidad de recuperación del sistema.
El paso más reciente y transformador es el diseño basado en la resiliencia (RBD). La diferencia clave es que el RBD incorpora formalmente el proceso de recuperación del sistema tras un evento. Ya no solo importa cómo resiste el impacto, sino también cuán rápido y eficientemente puede volver a funcionar. Esto supone un cambio de paradigma fundamental en ingeniería, donde la resiliencia se convierte en una métrica tan importante como la resistencia.
La clave del cambio es que un análisis de resiliencia no solo considera los riesgos, sino también la capacidad de recuperación, integrando así la prevención, el impacto y la rehabilitación en una visión holística del diseño.
2. No se trata de ser irrompible. Recuperarse rápido es el nuevo superpoder.
Una de las ideas más contraintuitivas del diseño basado en la resiliencia es que la invulnerabilidad no es el objetivo final. En lugar de buscar estructuras que nunca fallen, la verdadera prioridad es la capacidad de un sistema para recuperarse rápidamente de un fallo, un atributo de diseño tan importante como su resistencia inicial.
Imaginemos dos estructuras, la «Estructura A» y la «Estructura B», ambas sometidas a un evento severo que supera sus límites de diseño. Como resultado, el rendimiento de ambas cae drásticamente. A primera vista, podrían parecer igualmente fallidas. Sin embargo, la resiliencia marca la diferencia.
La «Estructura A» ha sido diseñada de manera que, en caso de fallo, sus componentes puedan ser reparados o reemplazados de forma rápida y eficiente, lo que le permite recuperar su funcionalidad original en mucho menos tiempo. Por el contrario, la «Estructura B» tarda considerablemente más en volver a operar. Según la filosofía de la resiliencia, el diseño de la Estructura A es superior, ya que minimiza el tiempo total de interrupción del servicio.
La lección es clara: el diseño moderno ya no solo se pregunta «¿Qué tan fuerte es?», sino también «¿Qué tan rápido se recupera después de caer?». La rapidez de recuperación no es un extra, sino una característica de diseño fundamental.
3. La resiliencia no es una cualidad única, sino una combinación de cuatro «ingredientes» medibles.
Aunque la resiliencia puede parecer un concepto abstracto, los ingenieros la han desglosado en cuatro propiedades distintas y medibles. Comprender estos cuatro «ingredientes» es clave para diseñar sistemas verdaderamente resilientes.
La robustez es la capacidad de un sistema para soportar un cierto nivel de interrupción sin perder eficiencia. Representa la resistencia inherente para absorber el impacto inicial. Cuanto más robusto es un sistema, menos daño sufre desde el comienzo del evento.
La rapidez es la capacidad de un sistema para recuperar rápidamente su funcionamiento normal después de una interrupción. Este componente se centra en minimizar las pérdidas y evitar futuras interrupciones, de modo que el sistema vuelva a operar en el menor tiempo posible.
El ingenio es la capacidad de identificar problemas, establecer prioridades y movilizar recursos de manera eficaz. Un sistema con ingenio puede reducir el tiempo necesario para evaluar daños y organizar una respuesta eficaz, lo que facilita una recuperación más rápida. Es como un equipo de urgencias experto que sabe exactamente qué especialistas llamar y qué equipo utilizar, minimizando el tiempo entre la detección del problema y la solución eficaz.
La redundancia es la capacidad de los elementos dañados del sistema para ser sustituidos por otros. La redundancia permite que el sistema siga funcionando, aunque sea con capacidad reducida, redirigiendo la carga de los componentes fallidos a elementos auxiliares. Piénselo como la rueda de repuesto de un coche o los servidores de respaldo de un sitio web: recursos listos para asumir la función de un componente principal en caso de fallo.
4. La recuperación no es instantánea. Existe una «fase de evaluación» crítica tras el desastre.
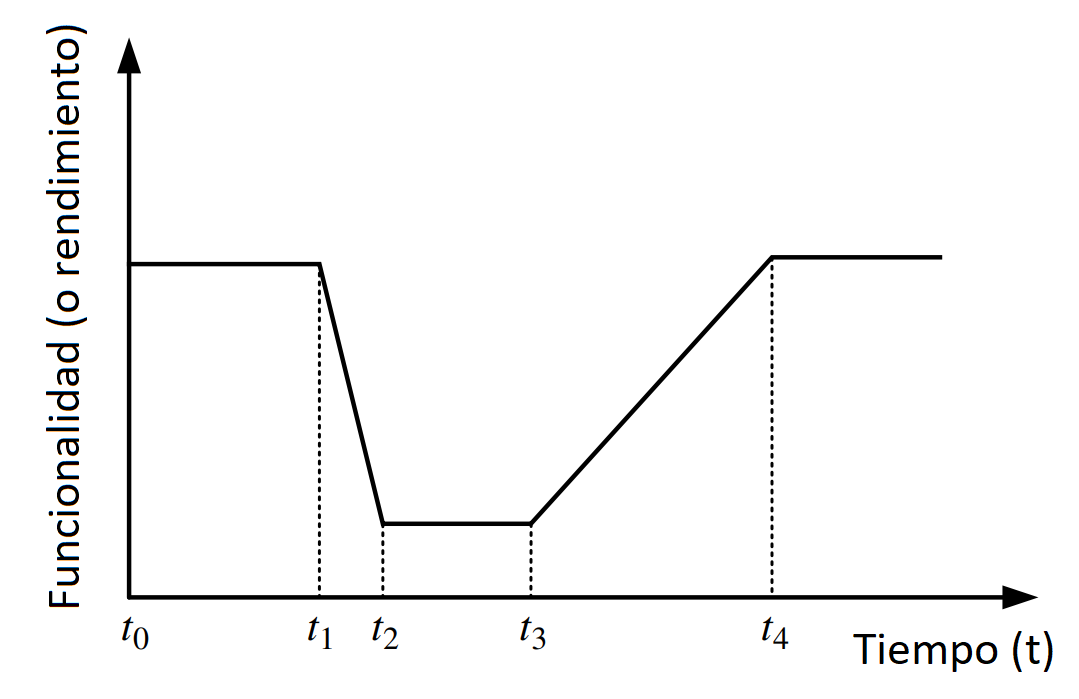
Cuando un sistema se ve interrumpido, su rendimiento no mejora de forma inmediata una vez que el evento ha terminado. El análisis de resiliencia muestra que la recuperación sigue una curva con distintas fases críticas. Inicialmente, el rendimiento del sistema empeora durante el evento (de t1 a t2).
A continuación, aparece un período a menudo pasado por alto, pero crucial: la fase de evaluación (de t2 a t3). Durante esta etapa, la funcionalidad del sistema permanece baja y casi plana. No se observa una mejora significativa, ya que en este tiempo se evalúan los daños, se reúnen los recursos, se organizan los equipos de respuesta y se establece un plan de acción efectivo.
Un objetivo clave del diseño resiliente es acortar la duración de esta fase de «línea plana». Mediante una planificación previa más sólida, planes de respuesta a emergencias claros y una movilización eficiente de recursos, es posible reducir significativamente este período de inactividad.
Solo después de esta fase de evaluación comienza la fase de recuperación (de t3 a t4), durante la cual la funcionalidad del sistema empieza a restaurarse hasta alcanzar un nivel aceptable y recuperar gradualmente su capacidad total de operación.
Figura 2. Rendimiento del sistema bajo interrupción
5. La resiliencia no es solo un concepto, sino una cifra que se puede calcular.
Uno de los descubrimientos más importantes del diseño basado en la resiliencia es que esta no solo es un concepto cualitativo, sino también una métrica cuantificable. Los ingenieros pueden calcular un «índice de resiliencia», que a menudo se define como el área bajo la curva de rendimiento del sistema a lo largo del tiempo. Cuanto mayor sea esta área, mayor será la resiliencia del sistema.
Un ejemplo concreto proviene de un estudio realizado en el túnel del metro de Shanghái. Tras ser sometido a una sobrecarga extrema, el túnel perdió entre un 70 % y un 80 % de su rendimiento. Lo revelador del estudio fue que la simple eliminación de la sobrecarga, es decir, una recuperación pasiva, solo restauró el 1 % del rendimiento. Esto demuestra que esperar a que el problema desaparezca no es una estrategia de recuperación viable.
Para recuperar la funcionalidad, fue necesaria una intervención activa: la inyección de lechada de cemento en el suelo alrededor del túnel. No obstante, esta solución no fue inmediata, ya que se necesitaron cuatro años para recuperar un 12,4 % adicional del rendimiento. El estudio concluyó que, al mejorar y acelerar este proceso, el índice de resiliencia del túnel podría aumentar hasta un 73 %.
La capacidad de cuantificar la resiliencia transforma el enfoque de la ingeniería. Permite comparar objetivamente distintas opciones de diseño, justificar inversiones en estrategias de recuperación más rápidas y, en última instancia, tomar decisiones basadas en datos para construir infraestructuras más eficaces y seguras.
Conclusión: Diseñando para el mañana
El debate sobre la infraestructura del futuro está experimentando un profundo cambio. Hemos pasado de una obsesión por la fuerza y la resistencia a un enfoque más inteligente y holístico centrado en la recuperación. La resiliencia nos enseña que la forma en que un sistema se recupera de una avería es tan importante, si no más, que su capacidad para resistir el impacto inicial.
Al entender la resiliencia como una combinación medible de robustez, rapidez, ingenio y redundancia, podemos diseñar sistemas que no solo sobrevivan a los desafíos del siglo XXI, sino que también se recuperen de ellos de manera rápida, eficiente y predecible.
Ahora que la recuperación se considera un factor de diseño, surge una pregunta crítica: ¿qué infraestructura esencial de tu comunidad —eléctrica, de agua o de transporte— necesita ser rediseñada para ser no solo más fuerte, sino también más rápidamente recuperable?
Antonio da Ponte (Venecia, 1512-1595). https://www.urbipedia.org/hoja/Antonio_da_Ponte
Antonio da Ponte (Venecia, 1512-1595) fue un arquitecto e ingeniero italiano recordado principalmente por dirigir la reconstrucción del Puente de Rialto de Venecia, una de las obras más emblemáticas del Renacimiento tardío. Aunque es conocido sobre todo por esta estructura, su trayectoria profesional estuvo marcada por su amplia participación en proyectos públicos y arquitectónicos de gran relevancia para la ciudad.
De origen suizo —nació en Ponte Capriasca, en el actual cantón del Tesino—, se trasladó muy joven a la región del Véneto, donde comenzó su formación participando en la construcción de la basílica del Santo de Padua. Posiblemente, era hermano de Paolo da Ponte, otro arquitecto de Padua, lo que sugiere una tradición familiar ligada a este oficio. En 1535 se estableció definitivamente en Venecia, donde primero trabajó como aprendiz y, posteriormente, como propietario de su propio taller.
Su habilidad técnica y sus conocimientos de construcción le valieron pronto el reconocimiento de las autoridades venecianas. En 1563 fue nombrado Proto al Sal, un cargo vitalicio de superintendente de las obras públicas dependientes de la Magistratura del Sale, institución encargada de supervisar las construcciones financiadas con los ingresos del comercio de la sal. Este puesto lo consolidó como una figura clave en la ingeniería y la arquitectura venecianas del siglo XVI.
Uno de sus primeros trabajos destacados fue en el Palacio Ducal, donde, en 1575, proyectó el Salón de las Cuatro Puertas, una antecámara de honor que daba acceso a las salas del Senado y de la Señoría, basándose en un diseño original de Andrea Palladio. Sin embargo, tras el devastador incendio que sufrió el edificio el 20 de diciembre de 1577, Da Ponte desempeñó un papel decisivo en su reconstrucción. Ya en 1574 había sido nombrado arquitecto jefe de las obras de restauración del palacio. Tras el incendio, fue seleccionada su propuesta entre las quince presentadas por los arquitectos invitados para la rehabilitación del edificio, que devolvió al palacio su esplendor original. Además, dirigió la restauración de los arcos y pórticos que daban al oeste y al sur del conjunto.
A partir de entonces, Da Ponte recibió una gran cantidad de encargos públicos. En 1579 asumió nuevas responsabilidades en el Arsenal de Venecia, donde se encargó de elevar la cubierta principal. Entre 1577 y 1592 colaboró con Palladio en la construcción de la iglesia del Redentor. En 1589, continuó también las obras de las nuevas cárceles de Venecia, situadas frente al Palacio Ducal, al otro lado del canal, una obra que había sido iniciada por Giovanni Antonio Rusconi en 1563. Tras su fallecimiento, sus sobrinos Antonio y Tommaso Contin finalizaron la obra en 1614, tras haber trabajado estrechamente con él en sus últimos años.
Sin embargo, el proyecto que marcaría definitivamente su carrera fue el Puente de Rialto. Esta estructura, que cruzaba el Gran Canal, había sido originalmente de madera, pero su fragilidad había provocado su derrumbe en varias ocasiones a lo largo de los siglos. Tras su último derrumbe, las autoridades venecianas decidieron reconstruirlo en piedra, en busca de una solución definitiva y monumental. En 1587, se convocó un concurso público al que se presentaron algunos de los arquitectos más célebres del momento, como Miguel Ángel, Andrea Palladio y Jacopo Sansovino. Contra todo pronóstico, el proyecto ganador fue el de Antonio da Ponte.
El puente de Rialto sobre el Gran Canal. Por kallerna – Trabajo propio, CC BY-SA 4.0, https://commons.wikimedia.org/w/index.php?curid=168185275
Su diseño retomaba la idea básica del antiguo puente de madera, pero la reinterpretaba con una claridad estructural y una elegancia técnica admirables. El nuevo puente consta de un único arco de piedra sobre el que se disponen dos hileras de arcadas laterales que albergan tiendas y dos rampas que confluyen en una plataforma central. A pesar de su aparente sencillez, la solución estructural ideada por Da Ponte supuso un desafío técnico formidable para su época.
Una peculiaridad del Puente de Rialto es que, a primera vista, parece romper con la tradición de los puentes romanos de arco de medio punto al ofrecer un arco rebajado. Sin embargo, esta innovación es solo visual, ya que en realidad se trata de un arco de medio punto cuyas dovelas basales están ocultas bajo el nivel del agua, lo que crea la ilusión de una estructura más achatada. Este recurso permitió combinar una gran estabilidad estructural con una apariencia más ligera y moderna, adelantándose al gusto arquitectónico de los siglos posteriores.
Las obras del puente se llevaron a cabo entre 1588 y 1591, con la colaboración de su sobrino Antonio Contin, que años más tarde alcanzaría la fama como autor del Puente de los Suspiros. También participaron sus nietos Antonio y Tommaso Contin, con quienes había trabajado en la construcción de la Cárcel Nueva desde 1589.
A pesar de su éxito, la autoría de Da Ponte sobre el diseño del puente de Rialto no estuvo exenta de controversia. En 1841, el arquitecto parisino Antoine Rondelet publicó un tratado en el que cuestionaba la originalidad del proyecto y señalaba las sospechosas similitudes entre el diseño de Da Ponte y el presentado por Vincenzo Scamozzi al mismo concurso. No obstante, la documentación histórica y la coherencia estilística de la obra respaldan la autoría de Da Ponte.
En la actualidad, el Puente de Rialto sigue siendo el más antiguo de Venecia y uno de los monumentos más reconocidos del mundo. Su equilibrio entre solidez estructural, elegancia visual y funcionalidad urbana refleja la maestría de Antonio da Ponte, un ingeniero que supo unir la tradición técnica con la visión estética del Renacimiento veneciano. Su legado no solo transformó la fisonomía de Venecia, sino que también consolidó el papel central del ingeniero en la evolución de la arquitectura moderna.
Os dejo un vídeo del puente de Rialto, que espero os guste.
Todos estamos de acuerdo en que el futuro de la construcción debe ser más ecológico. La descarbonización del entorno construido es una prioridad en la agenda europea y, por intuición, sabemos que debemos favorecer los materiales «verdes». Las etiquetas para productos bajos en carbono parecen una solución obvia y directa para guiar al mercado.
Sin embargo, en el actual debate legislativo, centrado en iniciativas como la Ley de Aceleración de la Descarbonización Industrial (IDAA), la realidad del sector demuestra ser mucho más compleja. La Federación Europea de la Industria de la Construcción (FIEC) ha publicado un análisis estratégico que desmonta varias suposiciones populares y argumenta que las soluciones simplistas no solo son ineficaces, sino que también podrían resultar contraproducentes para la competitividad y la innovación en Europa. Este artículo desglosa las cinco revelaciones más impactantes de su análisis.
Las emisiones bajan, pero por la razón equivocada.
A primera vista, una reducción de las emisiones en industrias de alto consumo energético, como las productoras de acero o cemento, podría parecer una victoria. Sin embargo, el informe de la FIEC encendió una luz de alarma sobre la razón de esta reciente caída. El problema no es que las emisiones bajen, sino el motivo por el que lo hacen. El informe señala que, debido a factores como los altos costes energéticos y la competencia global, la producción industrial europea está en declive.
«Hoy en día, la reducción de las emisiones es con demasiada frecuencia el resultado de una menor producción, en lugar de una mayor eficiencia, una mayor integración del sistema energético y procesos de fabricación descarbonizados…».
Esta observación es crucial. No se trata solo de una mala noticia para la economía, sino de una estrategia climática fallida que simplemente deslocaliza las emisiones en lugar de eliminarlas, y que debilita la capacidad de Europa para construir la infraestructura verde del futuro.
El escepticismo de la industria: ¿por qué las etiquetas verdes son una solución incompleta?
La propuesta de crear etiquetas voluntarias para materiales industriales con bajas emisiones de carbono parece una herramienta lógica. Sin embargo, la FIEC muestra un gran escepticismo sobre su valor real y advierte de varios riesgos potenciales:
Los profesionales no las necesitan: Los equipos de compras no se guían por etiquetas simplificadas. Toman sus decisiones basándose en documentación técnica detallada, como las Declaraciones Ambientales de Producto (DAP o EPDs en inglés), que cuantifican de forma estandarizada el impacto ambiental de un producto a lo largo de su ciclo de vida.
Riesgo de confusión y carga administrativa: Una multiplicación de diferentes etiquetas podría generar confusión y una enorme carga burocrática, afectando especialmente a las pequeñas y medianas empresas (PYMES), que son la columna vertebral del sector.
Fragmentación del mercado: Si cada país establece sus propios umbrales, se corre el riesgo de fragmentar el mercado. No se trata solo de un problema burocrático, sino que socava el principio fundamental del Mercado Único de la UE al crear barreras que impiden a las empresas más innovadoras, independientemente de su país de origen, competir en igualdad de condiciones.
Valor añadido cuestionable: En resumen, no está claro que estas etiquetas aporten un valor real al proceso de toma de decisiones de los profesionales del sector, que ya cuentan con herramientas más sólidas.
El peligro de etiquetar lo incorrecto: el caso del cemento frente al hormigón.
Uno de los argumentos más potentes de la FIEC se centra en el peligro del «etiquetado indirecto». Para ilustrarlo, utilizan el ejemplo del cemento y el hormigón, mostrando cómo centrarse en el material equivocado puede anular los beneficios de una política bienintencionada.
La clave está en comprender que el cemento es un ingrediente y el hormigón es el producto final que adquieren y utilizan las empresas constructoras. Las políticas que se centran exclusivamente en etiquetar el cemento «bajo en carbono» ignoran que muchas de las mayores oportunidades de innovación se encuentran en la fase de producción del hormigón. Por ejemplo, se puede reducir la huella de carbono mediante mezclas innovadoras que logran un rendimiento estructural igual o superior con menos clínker (el componente que más emisiones genera).
Si las políticas solo incentivan un cemento «verde», se desaprovecharán todas estas innovaciones en el ámbito del hormigón. En el peor de los casos, este enfoque podría dar lugar a una «suboptimización», en la que se elige un componente supuestamente ecológico que provoca un impacto ambiental general negativo del producto final.
Si pagamos una «prima verde», el dinero debe reinvertirse.
La industria reconoce que los materiales con bajo contenido de carbono suelen tener un coste más elevado, lo que se conoce como «prima verde». La FIEC no se opone por principio a pagar este sobrecoste, pero establece una condición fundamental e ineludible: cualquier coste adicional pagado por estos productos debe reinvertirse de forma explícita y transparente en un mayor esfuerzo de descarbonización.
Esta condición convierte la «prima verde» en un mecanismo de inversión circular, creando un bucle de retroalimentación positiva en el que la demanda actual financia directamente las tecnologías limpias del futuro. Sin esta garantía, el sistema pierde credibilidad y desaparece el incentivo para que los clientes paguen más.
Una alternativa inteligente: El «precio sombra del CO₂».
En lugar de etiquetas, la FIEC propone un mecanismo más sofisticado y alineado con el mercado para la contratación pública: el «precio sombra del CO₂». Se trata de un mecanismo pragmático y elegante que utiliza herramientas existentes.
Se toma la huella de carbono de un producto de construcción, un dato ya disponible en las Declaraciones Ambientales de Producto (DAP/EPD).
Esa cifra de CO₂ se multiplica por el precio del carbono en el mercado de derechos de emisión de la UE (EU ETS).
El resultado es un «precio sombra» monetario que no se añade al coste, sino que se utiliza como un criterio de evaluación clave en las licitaciones públicas.
Este método incentivaría una competencia real para reducir la huella de carbono de las ofertas. Es fundamental señalar que la FIEC lo concibe como un mecanismo de transición. Para evitar una «doble contabilidad», el precio sombra debería eliminarse progresivamente a medida que el EU ETS funcione sin asignaciones gratuitas.
Conclusión: más allá de la simplicidad.
El mensaje del sector de la construcción es claro: la descarbonización de un sector tan complejo no se puede lograr con gestos simbólicos. Se requieren mecanismos sofisticados que incentiven la innovación en toda la cadena de valor, desde la materia prima hasta la construcción finalizada.
La postura de la FIEC es una llamada al realismo: para lograr una descarbonización efectiva, es necesario pasar de los gestos simbólicos a los incentivos sistémicos. La pregunta crucial para los legisladores es si están dispuestos a diseñar políticas que reflejen la complejidad del mercado o si se conformarán con la falsa simplicidad de una etiqueta.
A continuación, os dejo un audio en el que se puede escuchar una conversación que ilustra claramente el contenido de este tema.
En este vídeo se recogen las ideas más importantes del artículo.
El documento que adjunto a continuación sintetiza la postura de la Federación de la Industria Europea de la Construcción (FIEC) respecto a la próxima «Acta Aceleradora de la Descarbonización Industrial» (IDAA) propuesta por la Comisión Europea. La FIEC apoya el objetivo general de la IDAA de fomentar la producción industrial sostenible y resiliente en la Unión Europea, pero expresa serias preocupaciones sobre los métodos sugeridos, en particular la creación de etiquetas voluntarias para productos industriales con bajas emisiones de carbono, como el acero y el cemento.
Figura 1. Esquema de Perforación Horizontal Dirigida
Todos conocemos la estampa: una calle principal cortada, el ensordecedor ruido de la maquinaria, el tráfico desviado durante semanas y zanjas abiertas que suponen un obstáculo constante. Estas son las molestias habituales de las obras urbanas tradicionales, una realidad que asumimos como necesaria para mantener y ampliar las infraestructuras que nos prestan servicio. Sin embargo, bajo nuestros pies se está produciendo una revolución silenciosa. Existe una forma de instalar tuberías esenciales para el agua, el gas, la electricidad o las telecomunicaciones sin que apenas nos demos cuenta: las «tecnologías sin zanja».
Una de las más revolucionarias es la Perforación Horizontal Dirigida (PHD). Aunque su trabajo es invisible, su impacto es monumental. Este artículo revela seis aspectos sorprendentes sobre el funcionamiento de esta tecnología que está transformando el subsuelo de nuestras ciudades de manera más inteligente, rápida y respetuosa con el medio ambiente.
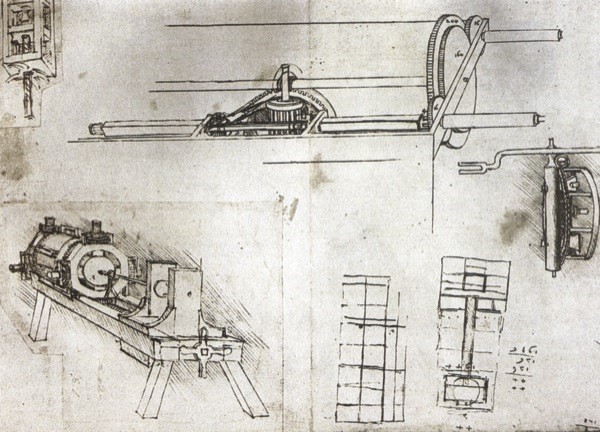
Figura 2. Máquina de perforación horizontal ideada por Leonardo da Vinci, antes de 1495. Fuente: http://trenchless-australasia.com/
1. Una idea renacentista: sus orígenes se remontan a Leonardo da Vinci.
Cuando pensamos en una tecnología tan sofisticada, capaz de perforar kilómetros bajo tierra con precisión centimétrica, la asociamos instintivamente al siglo XXI. La realidad es mucho más sorprendente. La idea conceptual de una máquina de perforación horizontal fue concebida nada menos que por Leonardo da Vinci antes de 1495. Aunque tuvieron que pasar casi cinco siglos para que la tecnología madurara, la primera instalación moderna de PHD con una tubería de acero se llevó a cabo en 1971 para cruzar el río Pájaro, en California.
Es fascinante reflexionar sobre cómo una visión renacentista sentó las bases de una de las técnicas de construcción más avanzadas de nuestro tiempo. Este largo camino de innovación demuestra que a menudo las grandes ideas necesitan siglos para encontrar las herramientas adecuadas para hacerse realidad, conectando el genio de un artista del pasado con las necesidades de la ingeniería del futuro.
2. No se trata solo de evitar zanjas, sino de salvar la vida útil de nuestras ciudades.
El principal beneficio que se asocia a la PHD es la comodidad: evitar el caos de las zanjas abiertas. Sin embargo, su verdadero impacto es mucho más profundo y estratégico. El método tradicional de abrir y cerrar zanjas tiene un coste oculto devastador para nuestras infraestructuras. Según los expertos, la simple apertura de una zanja puede reducir la vida útil de un pavimento en un 30 %. Esto significa que las calles que deberían durar décadas se deterioran prematuramente, lo que obliga a realizar reparaciones costosas y constantes.
Por tanto, el beneficio de la PHD va mucho más allá de la simple conveniencia. Se trata de una decisión económica y ecológica fundamental. Al eliminar la necesidad de excavar, no solo se reducen los plazos de ejecución, el impacto ambiental y las restricciones de tráfico, sino que también se preserva la integridad de la infraestructura urbana existente. En última instancia, esto reduce los costes finales de la obra y protege una de las inversiones públicas más importantes: nuestras calles y carreteras.
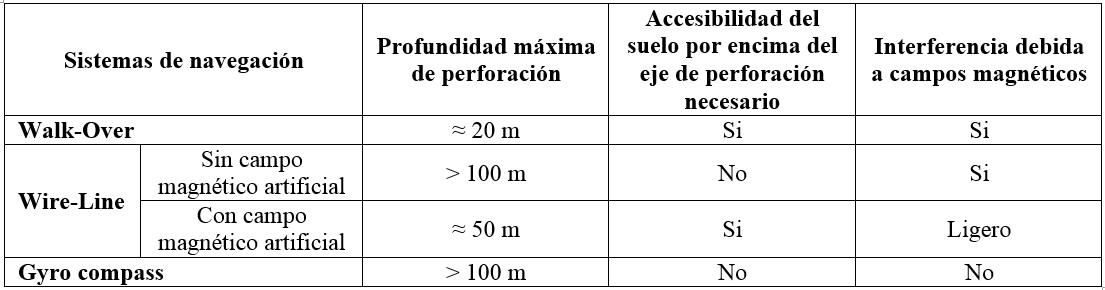
3. No se perfora a ciegas, sino que se «navega» bajo tierra con precisión centimétrica.
Una de las ideas erróneas más comunes sobre la perforación horizontal dirigida (PHD) es imaginarla como un proceso de perforación «a ciegas». Nada más lejos de la realidad. La cabeza de perforación es, básicamente, un vehículo teledirigido que se «navega» bajo tierra con una precisión asombrosa. La trayectoria se controla en todo momento mediante sistemas de navegación avanzados, lo que permite alcanzar grandes longitudes con una precisión centimétrica.
«Walk-Over»: similar a un detector de metales muy avanzado, un operario camina por la superficie siguiendo la trayectoria de la cabeza perforadora en tiempo real.
«Wire-Line»: un cable en el interior de la sarta de perforación transmite la información de posición.
«Gyro Compass»: un sistema giroscópico, similar al utilizado en aeronáutica, permite una navegación autónoma sin necesidad de acceder a la superficie.
Tabla. Diferentes procedimientos de navegación de PHD (IbSTT, 2013).
Esta precisión no es un lujo, sino una necesidad crítica. No solo garantiza que la perforación llegue al punto de salida exacto, sino que también es fundamental para evitar dañar la maraña de servicios soterrados existente (cables de fibra óptica, tuberías de gas y conducciones de agua). Un error podría acarrear «desorbitados costes legales por daños a terceros», convirtiendo una obra eficiente en un desastre económico y de seguridad.
4. El héroe anónimo: El fluido de perforación es mucho más que «lodo».
En cualquier operación de PHD se puede observar un fluido espeso, que a menudo se denomina «mud» o lodo, que circula constantemente. Podría parecer un simple subproducto, pero en realidad es uno de los componentes con mayor ingeniería de todo el proceso y el verdadero héroe anónimo de la operación, ya que cumple cinco funciones cruciales e irremplazables. Su composición se diseña específicamente para la geología del terreno que se va a atravesar y cumple cinco funciones cruciales e irremplazables:
Refrigerar las herramientas de corte, que giran a gran velocidad y generan una intensa fricción.
Ayudar en el corte del terreno gracias a la alta presión con la que se inyecta (efecto hidrojet).
Transportar los detritos (el material excavado) fuera del túnel y mantenerlo limpio.
Lubricar tanto la sarta de perforación como la tubería final durante su instalación.
Contener y mantener estables las paredes de la perforación, creando una especie de «revestimiento» temporal que evita derrumbes.
Sin este fluido multifuncional, la técnica sería inviable. Garantiza la estabilidad del túnel, la eficiencia del corte y el éxito de la instalación de la tubería.
Figura 3. Escariador. Imágen de Catalana de Perforacions
5. La paradoja de la rapidez: el éxito depende de una planificación meticulosa.
Una de las grandes ventajas de la PHD es su rapidez de ejecución en comparación con los métodos tradicionales. Sin embargo, esta rapidez en la fase de obra es el resultado de una fase de preparación extraordinariamente exhaustiva. En el sector se utiliza una proporción muy reveladora: «1 día de trabajo, 2 de planificación». El éxito no se improvisa, se diseña.
Antes de que entre en funcionamiento la primera máquina, es imprescindible valorar la viabilidad del proyecto mediante estudios previos. Estos incluyen análisis topográficos detallados y, fundamentalmente, estudios geológicos exhaustivos para conocer a la perfección el subsuelo. Estos estudios, realizados por geólogos expertos en la técnica PHD, pueden incluir perforaciones de investigación, prospecciones geofísicas (como el georradar para detectar servicios enterrados) y pruebas de laboratorio de los materiales del terreno. El objetivo es claro: reducir los riesgos de construcción al mínimo y anticiparse a cualquier obstáculo o cambio en el terreno antes de empezar a perforar. Esta fase de preparación es la que garantiza que la «navegación» subterránea sea un éxito y no un desastre, y evita precisamente los «desorbitados costes legales» que se producirían al dañar servicios existentes.
6. Mucho más que tuberías: creando tomas de agua que protegen los ecosistemas marinos.
Si bien la PHD es una aliada clave en entornos urbanos, algunas de sus aplicaciones más innovadoras y con mayor impacto se encuentran en la protección de ecosistemas sensibles. Dos ejemplos de ello son las tecnologías «APPROACH» y «NEODREN®», que utilizan la PHD como herramienta de ingeniería medioambiental.
APPROACH permite realizar conexiones tierra-mar, como emisarios o tomas de agua, sin dañar la zona intermareal y submarina vulnerable. La perforación se realiza desde tierra firme y sale directamente en el punto deseado del fondo marino, evitando así cualquier tipo de excavación en la costa o en el lecho marino.
NEODREN® es un sistema revolucionario de captación de agua marina. Su genialidad consiste en que, en lugar de una simple toma de agua marina, convierte el propio subsuelo marino en una planta de filtración natural. Se instalan múltiples drenes horizontales desde la costa hasta una capa permeable bajo el lecho marino. Estos drenes funcionan como un pozo de alto volumen que extrae agua de mar después de que esta se haya filtrado lentamente a través de la arena y las rocas, «consiguiéndose un agua de alta calidad, sin turbidez y de caudal constante», ideal para plantas desalinizadoras. Este método elimina por completo la necesidad de realizar excavaciones en el fondo marino.
Figura 4. Neodren®. https://www.catalanadeperforacions.com/es/soluciones/sistema-neodren/neodren-captacion-de-agua-marina/
El impacto ecológico de estas aplicaciones es enorme, tal y como lo resumen los expertos, al ser una técnica subterránea, se evita trabajar en la zona marítima, que es de difícil maniobra y siempre está expuesta a daños causados por temporales, al mismo tiempo que se protegen zonas de especial valor ecológico, como las praderas de posidonia. Así, la PHD trasciende su papel como técnica de construcción para convertirse en una herramienta que permite desarrollar infraestructuras críticas en perfecta armonía con el entorno y proteger los ecosistemas que antes se sacrificaban en nombre del progreso.
Conclusión: la próxima frontera de la construcción ya está aquí.
La perforación horizontal dirigida es mucho más que un método ingenioso para evitar zanjas. Se trata de una disciplina de alta tecnología con una historia sorprendente, una precisión casi quirúrgica y aplicaciones innovadoras que están redefiniendo la construcción moderna. Nos muestra que el futuro de la infraestructura no radica en dominar la superficie, sino en trabajar de manera inteligente y respetuosa con el entorno que se encuentra debajo, lo que hace que nuestras ciudades y costas sean más eficientes, resilientes y sostenibles.
La próxima vez que camines por una calle sin obras ni atascos o disfrutes de una playa virgen, ¿te preguntarás qué maravillas de la ingeniería se están construyendo silenciosamente bajo tus pies?
A continuación, dejo un audio donde se habla del PHD.
También os dejo este vídeo, donde se resumen conceptos importantes. No obstante, en este blog encontrarás muchos más vídeos y artículos sobre este tema de tanto interés.
Referencias:
Allouche, E., Ariaratnam, S., and Lueke, J. (2000). Horizontal Directional Drilling: Profile of an Emerging Industry. Journal of Construction Engineering and Management, Volume 126, No. 1, pp. 68–76.
Ariaratnam, S. T., and Allouche, E. N. (2000). Suggested practices for installations using horizontal directional drilling. Practice Periodical on Structural Design and Construction, Volume 5, No. 4, pp. 142-149.
Ariaratnam, S. T., and Proszek, J. (2006). Legal consequences of damages to underground facilities by horizontal directional drilling. Journal of Professional Issues in Engineering Education and Practice, Volume 132, No. 4, pp. 342-354.
IbSTT Asociación Ibérica de Tecnología SIN Zanja (2013). Manual de Tecnologías Sin Zanja.
Jaganathan, A. P., Shah, J. N., Allouche, E. N., Kieba, M., and Ziolkowski, C. J. (2011). Modeling of an obstacle detection sensor for horizontal directional drilling (HDD) operations. Automation in Construction, Volume 20, No. 8, pp. 1079-1086.
Lubrecht, M. D. (2012). Horizontal directional drilling: A green and sustainable technology for site remediation. Environmental Science & Technology, Volume 46, No. 5, pp. 2484-2489.
Yepes, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia, 89 pp.
Yepes, V. (2015). Aspectos generales de la perforación horizontal dirigida. Curso de Postgrado Especialista en Tecnologías Sin Zanja, Ref. M7-2, 10 pp.
Puente de Brooklyn. https://www.nuevayork.net/puente-brooklyn
Cuando pensamos en un puente, solemos verlo como una maravilla de la ingeniería, un símbolo de conexión y progreso. Es una estructura que nos lleva de un punto a otro, superando un obstáculo. Sin embargo, detrás de esa aparente simplicidad se esconde un desafío monumental: construir un puente que no solo sea funcional y seguro, sino también sostenible.
Esta tarea es mucho más compleja de lo que parece. La sostenibilidad en ingeniería no se reduce a marcar una casilla, sino que implica un complejo proceso de toma de decisiones para conciliar los objetivos a menudo contrapuestos de la economía, el medio ambiente y la sociedad. Esta complejidad es el tema central de un profundo estudio académico titulado A Review of Multi-Criteria Decision-Making Methods Applied to the Sustainable Bridge Design, que analiza 77 artículos de investigación publicados a lo largo de 25 años para comprender cómo toman los expertos estas decisiones cruciales.
Este artículo recoge las lecciones más impactantes y, en ocasiones, sorprendentes, de esa exhaustiva investigación. En él descubriremos qué aspectos dominan el debate sobre los puentes sostenibles, qué puntos ciegos persisten y cómo están evolucionando las herramientas para diseñar las infraestructuras del futuro.
Las 5 lecciones más sorprendentes sobre los puentes sostenibles.
El análisis de décadas de investigación revela patrones inesperados y desafíos ocultos en la búsqueda de la infraestructura perfecta. A continuación, exploramos los cinco hallazgos más sorprendentes.
Ecoducto en la Autopista A6 Austria-Eslovaquia. https://blogs.upm.es/puma/2019/01/14/ecoductos-puentes-verdes-para-la-fauna/
Lección 1: «Sostenible» no solo significa «ecológico», sino que es un delicado equilibrio a tres bandas.
La palabra «sostenible» a menudo se asocia exclusivamente con el medio ambiente. Sin embargo, el estudio subraya que la verdadera sostenibilidad se apoya en tres pilares fundamentales: los factores económicos (coste y mantenimiento), los ambientales (emisiones de CO₂ e impacto en el ecosistema) y los sociales (seguridad, impacto en la comunidad y estética).
Estos tres pilares suelen tener objetivos contrapuestos. Un material más barato puede tener un mayor impacto ambiental. Un diseño que minimice las molestias a la comunidad podría ser mucho más costoso. Lograr un consenso entre ellos es un acto de equilibrio complejo. Curiosamente, el estudio revela que los factores sociales son los menos estudiados y comprendidos de los tres. Esta brecha de conocimiento no es solo una curiosidad académica, sino una de las barreras más significativas que nos impiden conseguir infraestructuras que sirvan de verdad a la sociedad a largo plazo.
Lección 2: Nos obsesiona cómo viven los puentes, pero ignoramos cómo mueren.
El ciclo de vida de un puente abarca desde su diseño y construcción hasta su demolición o reciclaje final. El estudio presenta una estadística demoledora sobre en qué fase del ciclo de vida se centra la atención de los investigadores. De los 77 artículos analizados, un abrumador 68,83 % se centra en la fase de «operación y mantenimiento».
En un drástico contraste, solo un minúsculo 2,6 % de los estudios se dedica a la fase final de «demolición o reciclaje». Esta enorme diferencia pone de manifiesto una importante laguna. La investigación sugiere que esto podría deberse a que la fase final se percibe como de «menor impacto general». Sin embargo, a medida que la sostenibilidad se convierte en una preocupación primordial, esta suposición se está poniendo en tela de juicio, lo que nos obliga a considerar el impacto completo de nuestra infraestructura, desde su concepción hasta su eliminación.
Lección 3: La ingeniería de vanguardia a veces necesita lógica «difusa»
Dado que la investigación está tan fuertemente sesgada hacia la fase de mantenimiento, es lógico que las herramientas más populares sean las que mejor se adaptan a sus desafíos únicos. Esto nos lleva a una paradoja fascinante en la ingeniería: en un campo tan preciso, podría parecer contradictorio utilizar un método llamado «lógica difusa» (fuzzy logic). Sin embargo, el estudio la identifica como una de las herramientas más populares, ¿la razón? Muchas decisiones críticas se basan en información cualitativa, incierta o subjetiva.
Una inspección visual para evaluar el estado de una estructura, por ejemplo, no proporciona un número exacto, sino una apreciación experta que puede contener vaguedad («ligero deterioro», «corrosión moderada»). La lógica difusa permite a los sistemas informáticos procesar esta «incertidumbre o vaguedad» del lenguaje humano y convertirla en datos matemáticos para tomar decisiones más sólidas. Es una fascinante paradoja: utilizar un concepto que suena impreciso para tomar decisiones de ingeniería de alta tecnología con mayor fiabilidad.
Lección 4: Las herramientas que usamos para decidir no son infalibles.
Para tomar decisiones tan complejas, los ingenieros utilizan «métodos de decisión multicriterio» (MCDM). Sin embargo, el estudio advierte de que los métodos tradicionales tienen importantes limitaciones. Imagínese que tiene que elegir un nuevo material para un puente. Esa única elección afecta simultáneamente al coste final, a la durabilidad de la estructura y a su huella de carbono. Estos factores están profundamente interconectados. No obstante, una limitación significativa de las herramientas tradicionales de toma de decisiones es que suelen partir de la poco realista suposición de que estos criterios son independientes entre sí. Ignorar estas interdependencias puede llevar a soluciones subóptimas.
Los métodos tradicionales de toma de decisiones suelen partir de supuestos poco realistas en relación con los problemas del mundo real, como la independencia de los criterios, la agregación lineal o la elección de la mejor alternativa entre un conjunto fijo en lugar de la alternativa que permita alcanzar los niveles de aspiración deseados.
Lección 5: el futuro no consiste en elegir la «mejor» opción, sino en alcanzar la «meta» deseada.
Este último punto supone un cambio de paradigma. Los métodos de decisión tradicionales funcionan como un concurso: se presenta una lista fija de alternativas (puente de acero, de hormigón o mixto) y el método las clasifica para seleccionar la «mejor».
Sin embargo, los nuevos métodos híbridos que están surgiendo proponen un enfoque diferente. En lugar de elegir simplemente una opción de una lista, buscan soluciones que alcancen «niveles de aspiración» o metas predefinidas. Por ejemplo, el objetivo podría ser diseñar un puente que no supere un coste X, no genere más de Y toneladas de CO₂ y tenga una vida útil de Z años. Este cambio de un modelo de «el mejor de la clase» a otro de «cumplir el objetivo» transforma fundamentalmente el desafío de la ingeniería. Transforma la tarea de seleccionar de un catálogo de opciones en inventar activamente nuevas soluciones que puedan satisfacer múltiples objetivos de sostenibilidad, a menudo contradictorios.
Conclusión: un puente hacia el futuro.
El viaje hacia la construcción de puentes verdaderamente sostenibles nos enseña que la ingeniería moderna es mucho más que cálculos y materiales. Se trata de un proceso de toma de decisiones dinámico, lleno de matices, compensaciones y una profunda reflexión sobre el impacto a largo plazo de nuestras creaciones. No se trata de seguir una simple lista de verificación «verde», sino de navegar por una compleja red de factores económicos, sociales y medioambientales en constante tensión.
El camino a seguir, iluminado por esta investigación, está claro. Debemos ampliar nuestra definición de sostenibilidad más allá de lo puramente ecológico para valorar adecuadamente el impacto social. Debemos diseñar para la demolición con la misma seriedad con la que diseñamos para la durabilidad. Además, debemos adoptar herramientas nuevas y más sofisticadas que reflejen la realidad interconectada de estas complejas decisiones. La próxima vez que cruces un puente, ¿solo verás una estructura de acero y hormigón o el resultado de un complejo debate entre economía, sociedad y medio ambiente?
Os dejo este audio donde podéis aprender más sobre el tema.
En este vídeo se resumen las ideas más interesantes de este artículo.
¿Sientes que tu negocio está en una lucha constante por la cuota de mercado? ¿Las guerras de precios y los márgenes de beneficio cada vez más reducidos marcan tu día a día? Si es así, es probable que estés navegando, por lo que los estrategas W. Chan Kim y Renée Mauborgne llaman un «océano rojo».
Esta metáfora describe el espacio de mercado conocido, donde las industrias y sus reglas del juego están perfectamente definidas. En estas aguas, las empresas compiten ferozmente por una demanda existente, tratando de superar a sus rivales para llevarse la mayor participación posible. A medida que el mercado se satura, la competencia a muerte tiñe el agua de sangre, dando lugar a un entorno de crecimiento limitado y utilidades decrecientes.
Pero ¿y si hubiera una alternativa? ¿Y si, en lugar de luchar por un trozo del pastel, pudieras crear uno completamente nuevo? Esa es la promesa del «océano azul»: la creación de espacios de mercado sin competencia, donde aún no existen las reglas del juego y la demanda se crea en lugar de disputarse.
A continuación, te presentamos las cinco ideas más impactantes del libro La estrategia del océano azul, que ofrecen un método sistemático para salir del océano rojo y navegar hacia un crecimiento rentable y sostenible.
1. Olvida a tus rivales: el objetivo es que la competencia sea irrelevante.
La primera idea puede resultar sorprendente: el objetivo de una buena estrategia no es vencer a la competencia, sino hacerla irrelevante. Mientras que la estrategia convencional se centra en la referenciación (benchmarking) y en superar a los rivales, la estrategia del océano azul propone un cambio de enfoque radical.
El contraste, basado en los principios del libro, es claro:
Estrategia del Océano Rojo:
Competir en el espacio existente del mercado.
Vencer a la competencia.
Explotar la demanda existente.
Elegir entre la disyuntiva entre valor y coste.
Alinear todo el sistema de las actividades de una empresa con la decisión estratégica de la diferenciación o del bajo costo.
Estrategia del Océano Azul:
Crear un espacio sin competencia en el mercado.
Hacer que la competencia pierda toda importancia.
Crear y capturar nueva demanda.
Romper la disyuntiva entre valor y coste.
Alinear todo el sistema de las actividades de una empresa con el propósito de lograr diferenciación y bajo costo.
Este cambio de mentalidad se resume a la perfección en una de las frases más célebres del libro:
«La única manera de vencer a la competencia es dejar de tratar de vencerla».
Estratégicamente, este giro es poderoso porque desplaza el objetivo empresarial de un juego de suma cero, en el que la ganancia de una empresa es la pérdida de otra, a una lógica de creación de nuevo valor. En lugar de repartir una demanda limitada, el objetivo es aumentar el tamaño total del mercado.
2. Innovación en valor: el arte de ser diferente y más barato a la vez.
El pensamiento estratégico tradicional nos ha enseñado que las empresas deben tomar una decisión fundamental: o bien compiten por diferenciación, ofreciendo un mayor valor a un coste más alto, o bien compiten por bajo coste, ofreciendo un valor razonable a un coste menor. La estrategia de los océanos azules rompe esta disyuntiva con su piedra angular: la innovación en valor.
La innovación en valor consiste en buscar simultáneamente la diferenciación y el bajo coste. No se trata de un simple avance tecnológico o de ser el primero en un mercado, sino de alinear la innovación con la utilidad para el comprador, el precio y la estructura de costes de la empresa.
Este concepto se materializa cuando se cuestiona en qué compite la industria. Al eliminar o reducir las variables que los clientes no valoran o que suponen un alto coste, la empresa consigue una estructura de costes inferior a la de sus competidores. Del mismo modo, al incrementar y crear nuevas fuentes de valor que la industria nunca antes había ofrecido, se genera una diferenciación radical. Es esta doble acción la que rompe la disyuntiva clásica y permite ofrecer un valor superior a un coste menor.
Este enfoque, que busca la diferenciación y el bajo coste de forma simultánea, no es solo una teoría elegante, sino que tiene un impacto medible y desproporcionado en los resultados del negocio, como demuestran las cifras del siguiente apartado.
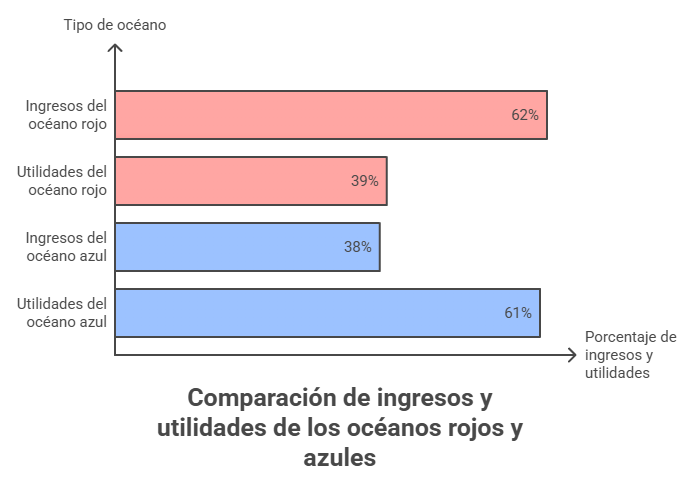
3. El impacto real de los océanos azules (traducido en cifras).
Para quienes puedan pensar que crear nuevos mercados es una apuesta demasiado arriesgada, los autores presentan los resultados de un estudio sobre 108 lanzamientos de negocios que demuestran lo contrario. Los resultados son sorprendentes y revelan una clara asimetría entre el riesgo y la recompensa.
Las cifras hablan por sí solas:
Lanzamientos en océanos rojos (el 86 % del total) generaron solo el 62 % de los ingresos totales y un escaso 39 % de las utilidades.
Lanzamientos en océanos azules (14 % del total): generaron el 38 % de los ingresos y un impresionante 61 % de las utilidades totales.
Esta asimetría demuestra que, aunque la creación de océanos azules es menos frecuente, su impacto en la rentabilidad es desproporcionadamente alto. Aunque navegar en aguas competitivas puede parecer la opción más segura, las cifras indican que la verdadera oportunidad de crecimiento y rentabilidad se halla en la creación de nuevos espacios de mercado. Por tanto, la búsqueda de océanos azules se convierte en un imperativo estratégico.
4. Deja de obsesionarte con tus clientes y empieza a pensar en los «no clientes».
Las empresas tienden a centrarse en sus clientes actuales, tratando de segmentar el mercado de manera cada vez más precisa para satisfacer mejor sus preferencias. Para crear un océano azul y maximizar su tamaño, la estrategia propone hacer lo contrario: mirar más allá de la demanda existente y centrarse en los «no clientes».
Los autores identifican tres niveles de «no clientes» que representan un torrente de demanda potencial sin explotar:
Primer nivel: Personas que están próximas a convertirse en no clientes. Utilizan mínimamente la oferta actual mientras buscan algo mejor y están a la espera de dejar de ser clientes.
Segundo nivel: No clientes que rechazan conscientemente el mercado de la empresa. Han visto la oferta y han decidido no utilizarla.
Tercer nivel: No clientes inexplorados que jamás han contemplado la oferta de la empresa como una opción.
El caso del vino australiano Yellow Tail es un ejemplo perfecto. En lugar de competir con los conocedores del vino, se centraron en los no clientes: los bebedores de cerveza y cócteles. Este grupo se sentía intimidado por los aspectos del vino tradicional, como la compleja terminología enológica, el envejecimiento, los taninos y la sofisticación que rodeaba su consumo. Al identificar estos puntos de fricción, Yellow Tail creó un vino fácil de beber, accesible y divertido que eliminó o redujo sistemáticamente esas barreras, creando en su lugar «facilidad para beber» y «diversión y aventura», y abrió un océano azul masivo al convertir a los no bebedores de vino en nuevos clientes.
5. La herramienta para reconstruir tu mercado: eliminar, reducir, incrementar y crear.
La estrategia del océano azul no es un concepto abstracto, sino un proceso práctico y sistemático. Su principal herramienta para aplicar la innovación en valor es el esquema de las cuatro acciones, que desafía la lógica estratégica de una industria a través de cuatro preguntas clave:
¿Qué variables que la industria da por sentadas se deben eliminar?
¿Qué variables se deben reducir muy por debajo de la norma de la industria?
¿Qué variables se deben incrementar muy por encima de la norma de la industria?
¿Qué variables se deben crear porque la industria nunca las ha ofrecido?
El ejemplo más paradigmático es el Cirque du Soleil. En una industria del circo en declive, aplicaron este modelo para reinventar el entretenimiento en vivo.
Eliminó: las estrellas del circo, los espectáculos con animales, las concesiones en los pasillos y las pistas múltiples.
Redujo: la diversión, el humor, el suspense y el peligro.
Incrementó: un único escenario.
Creó: un tema, un ambiente refinado, múltiples producciones y música y danza artísticas.
Esta herramienta sistemática permite a cualquier empresa deconstruir la lógica de su sector y reconstruirla en una nueva curva de valor. Al responder a estas cuatro preguntas, una empresa puede visualizar un nuevo perfil estratégico que la diferencie radicalmente de la competencia, de modo que la comparación directa pierda sentido.
Conclusión: ¿cuál es tu océano azul?
La estrategia del océano azul es mucho más que una teoría empresarial: supone un cambio de mentalidad fundamental. Nos invita a pasar, de competir a crear, de dividir los mercados existentes a construirlos de nuevo. Demuestra que la creación de estos nuevos espacios no es fruto de la suerte o la genialidad, sino el resultado de un proceso estratégico, analítico y sistemático que cualquier organización puede llevar a cabo.
La próxima vez que te sientas atrapado en las sangrientas aguas de la competencia, detente y hazte una pregunta: ¿qué reglas «inquebrantables» de tu sector podrías empezar a cuestionar hoy mismo para descubrir tu propio océano azul?
En este audio se mantiene una conversación interesante sobre este tema.
El siguiente vídeo sintetiza bien las ideas más importantes de la estrategia del océano azul.
Os dejo un vídeo de Polimedia en el que el profesor Jordi Joan Mauri Castelló nos explica este concepto. Espero que os resulte útil.
En un mundo cada vez más consciente de la emergencia climática, la construcción sostenible ha dejado de ser una opción para convertirse en una necesidad. Arquitectos, ingenieros y promotores buscan constantemente el método constructivo «perfecto»: aquel que sea económico, ecológico y socialmente responsable. Sin embargo, ¿qué pasaría si nuestras ideas más arraigadas sobre lo que es «mejor» estuvieran equivocadas?
Un detallado estudio científico realizado por nuestro grupo de investigación, dentro del proyecto RESILIFE, ha puesto a prueba nuestras creencias. En él, los investigadores compararon de forma exhaustiva cuatro métodos de construcción para una vivienda unifamiliar: uno tradicional y tres alternativas industrializadas que prometen mayor eficiencia y sostenibilidad. Sus conclusiones no solo son sorprendentes, sino que también revelan por qué nuestra intuición sobre la construcción sostenible a menudo falla. Este artículo desvela los hallazgos que nos obligan a replantearnos qué significa realmente construir de forma sostenible.
Vivienda unifamiliar adosada analizada.
Intuición fallida n.º 1: la búsqueda de un «campeón» absoluto.
La primera gran revelación del estudio es que no existe una solución mágica que destaque en todas las categorías. Nuestra intuición busca un único «campeón» de la sostenibilidad, pero la realidad es un complejo juego de equilibrios. Cada método constructivo destacó en una dimensión diferente, lo que demuestra que la opción ideal depende de las prioridades del proyecto.
El estudio identificó un ganador claro para cada una de las tres dimensiones:
Dimensión económica: la alternativa «PRE» (losa de hormigón aligerada con discos huecos) fue la más económica. Su ventaja radica en su alta eficiencia estructural, ya que requiere «la mitad de material para las mismas solicitaciones estructurales» en comparación con la losa convencional.
Dimensión medioambiental: la alternativa «YTN» (prefabricada con hormigón celular autoclavado) obtuvo el mejor rendimiento ecológico. Esto se debe a que es un «material 100 % mineral» que necesita poca materia prima (1 m³ de materia prima produce 5 m³ de producto) y tiene un «bajo consumo de energía en su fabricación».
Dimensión social: la alternativa «ELE» (elementos de doble pared) fue la óptima desde una perspectiva social, impulsada en gran medida por un mayor confort de usuario, gracias a su excepcional rendimiento térmico, derivado de la gruesa capa de EPS utilizada como encofrado perdido.
Este hallazgo es fundamental. La sostenibilidad real no consiste en maximizar una única métrica, como la reducción de CO₂, sino en encontrar un equilibrio inteligente entre factores que, a menudo, están en conflicto.
Intuición fallida n.º 2: asumir que lo más «verde» es siempre lo mejor.
Podríamos pensar que la opción con menor impacto medioambiental (YTN) sería automáticamente la más sostenible, pero no es así. Sin embargo, el estudio demuestra que no es tan simple. Al combinar todos los factores en un «Índice Global de Sostenibilidad Estructural» (GSSI), la alternativa ganadora fue la «PRE» (losa aligerada).
¿Por qué ganó? La razón es el equilibrio. Aunque no fue la mejor en los ámbitos medioambiental y social, la alternativa PRE ofreció un excelente rendimiento económico y resultados muy sólidos en las otras dos áreas. El estudio la selecciona como la opción más sostenible porque, en sus palabras, presenta las respuestas más equilibradas a los criterios. Esta conclusión subraya una idea crucial: la solución más sostenible no es un extremo, sino un compromiso inteligente y equilibrado.
Los métodos «modernos» no son infalibles: sorpresas en los costes.
El estudio desveló dos realidades incómodas sobre los costes, tanto económicos como medioambientales, de algunas de las alternativas más innovadoras y puso en tela de juicio la idea de que «moderno» siempre significa «mejor».
En primer lugar, el método prefabricado (YTN), que a menudo se asocia con la eficiencia y el ahorro, resultó ser el más caro de todos. Su coste de construcción fue un 30,4 % superior al del método convencional de referencia.
Pero el sobrecoste económico no es el único precio oculto que reveló el estudio. La alternativa más tecnológica, ELE, conlleva una elevada factura medioambiental. Aunque fue la mejor valorada socialmente, su rendimiento ecológico fue pobre debido al enorme consumo de energía necesario para producir el poliestireno expandido (EPS) que utiliza como encofrado perdido. El estudio es contundente al respecto:
«Esto significa que, solo en los forjados, la alternativa ELE provoca un consumo de energía tres veces superior al necesario para obtener el EPS que requiere la solución de referencia».
Este hallazgo nos recuerda la importancia de analizar el ciclo de vida completo de los materiales y no dejarnos seducir únicamente por etiquetas como «moderno» o «tecnológico».
El mayor riesgo es el «business as usual»: el método tradicional fue el peor.
Quizás el hallazgo más importante y aleccionador del estudio es el pobre desempeño del método de construcción convencional (denominado «REF»). Al compararlo con las tres alternativas industrializadas, el sistema tradicional resultó ser la opción menos sostenible en todos los aspectos.
La conclusión de los investigadores es clara e inequívoca: «La alternativa REF es la peor opción en todos los criterios individuales y, en consecuencia, obtiene la menor prioridad en la caracterización de la sostenibilidad». Este resultado debe hacer reflexionar al sector: seguir construyendo como siempre se ha hecho, sin evaluar ni adoptar nuevas alternativas, es la decisión menos sostenible que podemos tomar.
Conclusión: repensando la construcción sostenible.
Este estudio demuestra que la sostenibilidad es un problema complejo que desafía las soluciones simplistas y las ideas preconcebidas. No se trata de encontrar una solución universal, sino de evaluar de manera integral y equilibrada las dimensiones económica, medioambiental y social de cada proyecto.
Como resumen, los propios autores: «Solo la consideración simultánea de los tres campos de la sostenibilidad […] conducirá a diseños adecuados». Esto nos obliga a cambiar nuestra pregunta fundamental: en lugar de buscar el material más ecológico o la técnica más barata, debemos preguntarnos cuál es la solución más equilibrada para un contexto específico.
Teniendo en cuenta estos resultados, ¿cómo deberíamos redefinir «la mejor forma de construir» para conseguir un futuro verdaderamente sostenible?
Figura 1. Desencofrado en paso superior. Pista de Silla (Valencia). Imagen: V. Yepes
1. Introducción a los pasos superiores pretensados.
Los pasos superiores pretensados construidos in situ constituyen una de las soluciones estructurales más extendidas y fiables para el desarrollo de obras lineales, como carreteras y ferrocarriles, en España. Su prevalencia se debe a una combinación de eficiencia estructural, robustez y notable capacidad de adaptación a las geometrías de cruce requeridas por la infraestructura moderna.
Estas estructuras se definen por una serie de características geométricas fundamentales que optimizan su comportamiento y coste.
Relación canto/luz: La esbeltez del tablero es un indicador clave de su eficiencia. Esta relación se obtiene dividiendo el canto entre la distancia entre apoyos (luz). Por lo general, esta proporción es de aproximadamente 1/25, aunque puede llegar a un límite práctico de 1/30 cuando existen restricciones severas de gálibo vertical. Superar este umbral conduce a diseños que requieren un pretensado excesivo, lo que invalida la eficiencia del concepto estructural y obliga a replantear el diseño por completo.
Configuraciones de vanos: La disposición de los vanos se adapta al obstáculo que hay que salvar, lo que da lugar a configuraciones estandarizadas por la práctica. En autovías, las configuraciones más comunes responden a una lógica funcional:
Dos vanos (por ejemplo, 30-30 m): configuración ideal para autovías de doble calzada, ya que se aprovecha la mediana central para ubicar una pila de apoyo.
Tres vanos (por ejemplo, 20-36-20 m): trazado común para salvar obstáculos más anchos cuando no es factible o deseable una pila central.
Cuatro vanos (por ejemplo, 12-18-18-12 m): solución para cruces amplios que requieren una distribución de apoyos más regular.
Cuando el cruce es esviado (no es perpendicular), las luces aumentan para mantener los gálibos, lo que puede llevar a configuraciones como 14-20-20-14 m. En las líneas de alta velocidad (AVE), son habituales los puentes de tres vanos con luces de 12-17-12 m.
Tipos de estribos: Los estribos, apoyos extremos del puente, pueden ser abiertos o cerrados. Se desaconseja rigurosamente el uso de estribos flotantes en tableros hiperestáticos (continuos sobre múltiples apoyos) debido al elevado riesgo de asientos diferenciales en el terraplén, fenómeno para el que estas estructuras no están preparadas y que comprometería gravemente su integridad.
La preferencia por las soluciones construidas in situ frente a las prefabricadas se debe principalmente a su mejor comportamiento frente a impactos accidentales de vehículos que exceden el gálibo permitido. Su capacidad para redistribuir cargas imprevistas les confiere una resiliencia intrínseca, fundamental para garantizar la seguridad a largo plazo de la infraestructura.
El éxito de estas estructuras depende de una ejecución meticulosa en cada fase. A continuación, se detallará el proceso constructivo, comenzando por los cimientos de la obra: la ejecución de los alzados.
2. Construcción de cimentaciones y alzados (pilas y estribos).
Los alzados del puente (pilas y estribos) representan entre el 30 % y el 50 % del coste total de la estructura y constituyen un componente crítico. Su correcta ejecución, desde la cimentación hasta la coronación, es la garantía fundamental de la estabilidad global y de la transmisión adecuada de las cargas al terreno.
El proceso comienza con la construcción de las cimentaciones, siguiendo una secuencia rigurosa:
Excavación y verificación geotécnica: Se excava el terreno hasta la cota de cimentación definida en el proyecto. En este punto, es fundamental comprobar que el terreno de apoyo real posee las características de resistencia contempladas en el cálculo. Si el estrato esperado no se encuentra a la cota prevista, se debe profundizar la excavación hasta dar con él y rellenar el excedente de profundidad con hormigón pobre. Si el terreno adecuado no aparece, hay que detenerse y reconsiderar el diseño de la cimentación. Una práctica constructiva recomendable consiste en realizar una sobreexcavación de unos 5 cm para que el hormigón, que podría contaminarse con material de las paredes, quede fuera del recubrimiento estructural.
Hormigón de limpieza y armaduras de zapata: Sobre el terreno verificado, se vierte una capa de hormigón de limpieza de entre 10 y 15 cm de espesor. Su función es crear una superficie de trabajo nivelada y limpia, esencial para el montaje correcto de las armaduras pasivas de la zapata. A continuación, se colocan las mallas inferior y superior de armadura, separadas entre sí por barras denominadas «pates», que garantizan la geometría y permiten el tránsito de los operarios sin deformar la armadura.
Figura 2. Cimbra porticada. Imagen: V. Yepes
Una vez completada la cimentación, se procede a la ejecución de los soportes, como en el caso de un estribo abierto:
Montaje de armaduras y encofrados: Se coloca la armadura pasiva del soporte, que suele llegar premontada desde el taller. A continuación, se instalan los encofrados, que suelen ser metálicos en el caso de los paramentos no vistos. Estos se aploman y se arriostran con puntales inclinados para garantizar su estabilidad frente a la presión hidrostática del hormigón fresco.
Hormigonado de soportes: El hormigonado se realiza con un cubilote y una manguera que desciende hasta el fondo del encofrado para evitar la segregación del hormigón al caer desde gran altura. Se utiliza hormigón tipo HA-25 y se vibra en capas de unos 30 cm para asegurar una compactación homogénea.
Desencofrado: El encofrado se retira normalmente a las 24 horas. El acabado superficial de estos paramentos no vistos suele ser de calidad básica, ya que quedarán cubiertos por el relleno de tierras.
Una vez ejecutados los soportes, se procede al relleno de tierras en la parte trasera del estribo. Esta operación requiere una compactación rigurosa para evitar desprendimientos futuros bajo las cargas de tráfico. Es fundamental coordinar esta tarea con la construcción del cargadero, es decir, la viga de coronación que une los soportes. En la práctica, la coordinación entre los equipos de movimiento de tierras y los de estructuras suele ser un punto conflictivo, pero es imprescindible compactar el relleno antes de hormigonar el cargadero para poder acceder con la maquinaria de compactación.
En paralelo, se construyen las pilas intermedias. Un ejemplo común son las pilas circulares, que se ejecutan con encofrados metálicos semicirculares que se ensamblan para formar los diámetros más frecuentes: 1,00 m o 1,20 m.
Una vez finalizados los alzados, la obra está preparada para la siguiente fase crucial: el montaje de la estructura auxiliar que soportará el tablero.
3. Sistemas de cimbrado y encofrado del tablero.
La ejecución del tablero in situ requiere un sistema de soporte temporal robusto y preciso. Este sistema está compuesto por dos elementos funcionalmente distintos: la cimbra, que es la estructura de apoyo global que transmite las cargas al terreno, y el encofrado, que es el molde en contacto directo con el hormigón y que le confiere su geometría final. A continuación, se analizan las dos metodologías principales empleadas.
3.1 Método 1: cimbra tubular con encofrado de madera.
Este es el sistema más tradicional y versátil. La cimbra tubular (tipo PAL) está formada por torres de perfiles huecos de planta cuadrada o triangular que cubren toda la superficie inferior del tablero. Su montaje, realizado por una cuadrilla de cinco personas, suele durar una semana.
La seguridad y estabilidad de este sistema dependen de varios factores críticos:
Estabilidad y arriostramiento: Para evitar el colapso «en castillo de naipes», es imprescindible escalonar los terraplenes laterales de los vanos extremos y conectar las torres entre sí mediante barras de arriostramiento longitudinales y transversales.
Cimentación y apoyo: La cimbra requiere un terreno con una tensión admisible mínima de 0,10 MPa. Para cumplir este requisito, suele mejorarse el terreno con una capa de grava-cemento y se reparten las cargas de las torres mediante tableros de madera longitudinales o zapatas individuales bajo cada pie.
Drenaje: Una gestión deficiente de las aguas torrenciales puede erosionar el terreno de apoyo y provocar el desplome de la cimbra, por lo que el control de estas aguas es un aspecto fundamental de la seguridad.
Figura 3. Cimbra con torres modulares. Imagen: V. Yepes
Sobre la cimbra tubular se monta el encofrado de madera, cuyo montaje puede llevar de una a tres semanas:
Nivelación y ajuste fino: En la parte superior de cada torre hay husillos de nivelación que permiten ajustar la cota del encofrado con precisión milimétrica. Un aspecto notable de estos diseños es la omisión deliberada de la contraflecha (curvatura ascendente). Esto es posible porque la flecha descendente debida al peso propio y la contraflecha ascendente generada por el pretensado tienen magnitudes similares y se anulan mutuamente, lo que caracteriza un diseño de pretensado eficiente.
Componentes del encofrado: El sistema está compuesto por largueros (vigas longitudinales apoyadas en los husillos), costillas (elementos transversales que dan forma a la sección) y el forro de tabla, que es la superficie en contacto directo con el hormigón.
Elementos específicos: Se deben ejecutar encofrados particulares para elementos como los dados de apoyo sobre los neoprenos y los cajetines de los anclajes del sistema de pretensado.
3.2. Método 2: cimbra industrial con encofrado metálico.
Este sistema es una alternativa más moderna y rápida. Consiste en torres de carga metálicas de alta capacidad, separadas aproximadamente cada 12 metros, sobre las cuales se apoyan vigas en celosía que sostienen los paneles de encofrado metálicos.
Figura 4. Cimbra porticada. Imagen: V. Yepes
Las particularidades de este sistema frente al método tradicional son:
Cimentación: Cada pareja de torres puede soportar cargas de hasta 250 toneladas, por lo que es necesario construir zapatas de hormigón armado de unos 40 cm de espesor. Si el terreno no es adecuado, puede ser necesario realizar pilotajes en estas cimentaciones temporales.
Ventajas: Su principal ventaja es la rapidez de montaje, ya que permite alcanzar ciclos de hormigonado de un tablero al mes. Además, su diseño diáfano permite mantener el paso de los vehículos por debajo de la estructura durante la construcción.
Calidad de acabado: El acabado superficial que deja el encofrado metálico suele ser de peor calidad estética que el de la madera. Para mejorarlo, se pueden aplicar tratamientos al hormigón para dejar el árido visto.
Descimbrado: A diferencia del sistema tubular, el descimbrado se realiza mediante gatos de tornillo situados en la base de las torres, que permiten descender toda la estructura de forma controlada.
Una vez completado el montaje de la cimbra y el encofrado, la estructura está lista para recibir el esqueleto de acero que le conferirá su resistencia.
4. Colocación de armaduras pasivas y activas.
Esta fase consiste en montar el entramado de acero que reforzará el hormigón. Existen dos tipos de armaduras con funciones diferentes: las pasivas, que absorben esfuerzos locales y controlan la fisuración, y las activas, que conforman el sistema de pretensado que proporciona la capacidad portante principal del puente.
Las armaduras pasivas presentan una cuantía que oscila entre 50 y 70 kg/m² de tablero, mientras que las armaduras activas tienen una cuantía menor, que varía entre 12 y 25 kg/m.
Figura 5. Aligeramientos de poliestireno entre armaduras pasivas.
El proceso de montaje se desarrolla de la siguiente manera:
Montaje de armaduras pasivas: Las barras de acero llegan a la obra cortadas y dobladas desde el taller. El montaje comienza con las armaduras transversales («barcas») y las barras maestras longitudinales, con las que se construye un armazón base estable. Una zona que requiere especial atención es el diafragma de estribos (riostra de estribos), una viga transversal integrada diseñada para distribuir las inmensas fuerzas concentradas de los anclajes del pretensado (de hasta 4548 toneladas) en el cuerpo del tablero. El armado en esta zona debe ser extremadamente denso; un armado deficiente podría provocar la rotura del hormigón durante el pretensado. No se trata de una preocupación teórica. En España se han producido accidentes mortales debido a un armado inadecuado en las zonas de anclaje. Por este motivo, considero que la revisión de este detalle específico del armado es uno de los puntos de control más críticos de todo el proceso constructivo.
Colocación de aligeramientos de poliestireno (porexpan): Para optimizar la sección, se emplean bloques de poliestireno como aligeramientos internos. Su función estructural consiste en mejorar la relación inercia/área, al reducir el peso propio y aumentar la eficiencia del pretensado. Estos bloques tienden a flotar en el hormigón fresco. Para evitarlo, se sujetan con barras de acero superiores y transversales. Aun así, la fuerza ascensional es tan elevada que obliga a hormigonar el tablero en tongadas.
Instalación de armaduras activas (pretensado):
Trazado de las vainas: Se colocan las vainas (tubos metálicos corrugados) que alojarán los cables. Su trazado se realiza siguiendo la ley de momentos flectores: se colocan en la parte superior del tablero, sobre los apoyos, y en la parte inferior, en el centro de los vanos, con una tolerancia de colocación de solo 1 cm. Es crucial garantizar un espacio horizontal mínimo de 5 a 6 cm entre las vainas, especialmente en vanos y sobre pilas. Si las vainas quedan alineadas verticalmente, las fuerzas radiales del pretensado pueden generar tracciones que rompan el hormigón entre ellas.
Tubos de purga: En los puntos más altos del trazado (generalmente, sobre las pilas) se instalan tubos de purga. Estos tubos son fundamentales para permitir la salida del aire durante la inyección posterior de mortero, lo que garantiza la protección completa del acero y la durabilidad del puente.
Enfilado de torones: El día antes del hormigonado, los torones de acero se enfilan en las vainas mediante una enfiladora mecánica, dejando un metro de cable sobrante en cada extremo para el anclaje del gato de tesado.
Figura 6. Enfilando cables de pretensado. Youtube.
Tras el meticuloso ensamblaje e inspección de las armaduras, se alcanza el punto de no retorno: el vertido monolítico que dará al puente su forma definitiva.
5. Hormigonado del tablero.
El hormigonado del tablero es una de las fases más críticas y logísticamente complejas. Debe ejecutarse de forma continua, de principio a fin y sin juntas de construcción, para garantizar la integridad monolítica de la estructura.
Una planificación logística adecuada es fundamental para garantizar un hormigonado ininterrumpido:
Volumen y suministro: Se manejan volúmenes de entre 300 y 700 m³, normalmente de hormigón HP-35. Para evitar paradas, la estrategia habitual consiste en contratar el suministro de dos plantas diferentes, de modo que una pueda cubrir a la otra en caso de avería.
Equipos: Es indispensable contar con una bomba de hormigón de repuesto en la obra para sustituir de inmediato la principal en caso de fallo.
Condiciones ambientales: La operación se pospone ante riesgo de heladas o si las temperaturas superan los 40 °C. No obstante, una vez iniciado, el hormigonado debe continuar incluso si comienza a llover.
Figura 7. Hormigonado del tablero. https://economis.com.ar/puente-san-francisco-en-andresito-se-avanzo-con-el-hormigonado-del-tablero/
El proceso de ejecución en obra se realiza con un estricto control de calidad:
Técnica de vertido en tongadas: Para evitar la flotación de los aligeramientos de poliestireno, el hormigonado se realiza en tres capas o tongadas sucesivas: primero la losa inferior, luego las almas y, por último, la losa superior. Es fundamental que el vibrador penetre en la capa anterior para asegurar un vínculo monolítico y evitar juntas frías entre vertidos.
Control de calidad del hormigón: Se comprueba la consistencia del hormigón con el cono de Abrams y se toman muestras cilíndricas (aproximadamente seis por cada tercio de las cubas) para realizar ensayos de rotura en el laboratorio y confirmar que la resistencia alcanza los valores requeridos a los 7 y 28 días.
La cuadrilla de trabajo se guía por «tochos», barras con marcas de cota establecidas según la topografía, para garantizar que la superficie final del tablero tenga la geometría exacta definida en los planos.
Cuando el hormigón alcanza la resistencia necesaria, se somete la estructura a su primera prueba de carga real: el pretensado.
6. Operaciones de pretensado del tablero.
Figura 8. Tesado de los cables.
El tesado de los cables es la operación estructuralmente más crítica, ya que somete al puente a una de sus situaciones de carga más exigentes: la combinación del pretensado máximo con únicamente el peso propio de la estructura.
Para llevar a cabo el tesado, deben cumplirse unos requisitos previos:
Resistencia del hormigón: El hormigón debe alcanzar una resistencia mínima especificada de 27,5 MPa para el hormigón HP-35. Este valor, que suele alcanzarse a los siete días, es necesario para que el hormigón soporte las altas cargas concentradas en los anclajes y para limitar las pérdidas de pretensado a largo plazo.
Equipo de tesado: El equipo consta de un gato de pretensado, una centralita hidráulica y un grupo electrógeno.
El procedimiento de tesado de cada tendón, que dura aproximadamente 45 minutos, sigue una secuencia metódica:
Secuencia: El tesado sigue un orden definido en los planos, generalmente desde los tendones centrales hacia los extremos para mantener la simetría de las cargas.
Preparación: Se enfilan los bloques de anclaje («quesos») y se colocan las cuñas cónicas que los bloquearán.
Aplicación de carga y control dual: Se aplica la presión hidráulica al gato de forma gradual. La correcta aplicación de la fuerza se verifica mediante un doble control: se mide la presión en el manómetro y, simultáneamente, el alargamiento real del cable.
Criterio de aceptación: El tesado se considera correcto si la desviación media entre el alargamiento real y el teórico es inferior al 5 %. Si la discrepancia es mayor, el primer paso es reevaluar el alargamiento teórico utilizando el módulo de elasticidad real del acero, obtenido de los ensayos de control de calidad, ya que esta es una causa frecuente de disparidad.
Tras tesar desde un extremo, se repite la operación desde el otro; el alargamiento total es la suma de ambos. Una vez aprobado el tesado, se cortan los sobrantes de los torones y se puede proceder al descimbrado.
Para garantizar la durabilidad a largo plazo de la armadura activa, es imprescindible realizar la siguiente operación: la inyección de las vainas.
7. Inyección de vainas.
La inyección consiste en rellenar los conductos (vainas) que alojan los cables de pretensado con un mortero específico. Cumple dos funciones fundamentales:
Protección contra la corrosión: El mortero aísla las armaduras activas del ambiente exterior, lo que previene su oxidación.
Adherencia: La inyección crea un vínculo mecánico sólido entre la armadura activa y el hormigón circundante.
El procedimiento se realiza de la siguiente manera:
Equipo y mezcla: Se utiliza una amasadora y una bomba de inyección. Está prohibido amasar a mano.
Proceso de relleno: El mortero se inyecta a presión (aproximadamente 0,50 N/mm²) desde un extremo de la vaina.
Purga de aire: A medida que el mortero avanza, se abren los tubos de purga en los puntos más altos para expulsar el aire atrapado. No se cierran hasta que por el tubo emane un «chorro sólido de inyección». Este paso es absolutamente crítico. Una inyección deficiente con aire ocluido «puede dar lugar, en un plazo de 10 a 20 años, a la corrosión de las armaduras activas y al desplome del puente».
Una vez asegurada la integridad estructural interna, se procede a las fases de acabado exterior y de superestructura.
8. Acabados y superestructura.
Esta fase incluye todos los trabajos destinados a la finalización estética y funcional del puente, desde el tratamiento de las superficies de hormigón hasta la instalación de los elementos de circulación.
La calidad de los acabados del hormigón visto depende directamente del tipo de encofrado utilizado:
Encofrado de madera: Proporciona un acabado de alta calidad que deja marcada la veta de la tabla y es ideal para entornos urbanos. Para mantener esta calidad, suele limitarse el número de usos. Si se busca la máxima calidad, suele exigirse madera de primera puesta.
Encofrado metálico: Puede dejar acabados de menor calidad, con marcas visibles en las juntas y manchas si no se toman precauciones.
Desde el punto de vista estético, la esbeltez del puente (con una relación luz/canto de 27,5, por ejemplo) es uno de sus principales atributos. Para preservar la elegancia visual que aporta la esbeltez del tablero, debe evitarse el uso de parapetos de hormigón macizo. Estos añaden un volumen visual que contradice la eficiencia estructural del diseño. Las barandillas metálicas abiertas son la opción más apropiada para mantener la estética deseada.
Finalmente, se ejecutan los elementos de la superestructura.
Aceras: Se forman mediante un bordillo, una solera de hormigón in situ y una imposta lateral. Es fundamental que dispongan de armaduras de conexión con el tablero que resistan los impactos de los vehículos sin desprenderse.
Otros elementos: La construcción se completa con la colocación del firme (pavimento asfáltico) y de las juntas de calzada en los estribos.
Una vez terminada la superestructura, el puente está listo para su validación final mediante la prueba de carga.
9. Prueba de carga.
La prueba de carga es la fase final y obligatoria para todos los puentes con una luz superior a 12 metros en España. Su objetivo es verificar experimentalmente el comportamiento real de la estructura y comprobar que este se corresponde con las previsiones del cálculo antes de su puesta en servicio.
Figura 9. Prueba de carga. https://www.laensa.com/prueba-carga-se40/
La prueba se diseña y ejecuta siguiendo estas pautas:
Objetivo y configuración: El propósito es someter al puente a un tren de cargas que genere esfuerzos cercanos al 70 % de los del tren de cargas del proyecto. Por ejemplo, para un puente cuyo tren de cargas de proyecto suma 348 toneladas, una prueba típica podría emplear ocho camiones de 30 toneladas cada uno, que sumarían 240 toneladas..
Estados de carga: Los camiones se disponen en distintas configuraciones diseñadas para provocar el máximo efecto en las secciones críticas: por ejemplo, en el centro de un vano para generar el máximo momento flector positivo o sobre las pilas para generar el máximo momento flector negativo.
Durante la prueba, se aplica un estricto criterio de aceptación:
Medición de deformaciones: Los desplazamientos verticales (flechas) del tablero se miden con gran precisión mediante pértigas y relojes comparadores.
Resultados típicos: La experiencia demuestra que las flechas medidas suelen representar aproximadamente el 85 % de las teóricas calculadas.
Ciclo de carga y descarga: Se mide la posición en vacío, con carga instantánea, con carga estabilizada y tras la descarga. Para que la prueba se considere satisfactoria, la recuperación de la flecha tras la descarga debe superar el 90 % de la deformación total medida.
La superación de la prueba de carga no es un mero trámite final, sino la validación final de un proceso riguroso. Representa la confirmación de que la intención del diseño se ha traducido meticulosamente en la realidad física mediante una ejecución disciplinada en cada etapa previa. El resultado se documenta en un acta oficial y el paso superior queda listo para entrar en servicio.