La «Liebherr LTM 11200-9.1» es la grúa motorizada más grande del mundo y la única fabricada hasta la fecha. Este tipo de grúas se utilizan en la construcción, generalmente en grandes obras civiles, como la construcción de viaductos, la reparación de rascacielos o el mantenimiento de aerogeneradores. Existen varios tipos de grúa móvil, desde la T3, que tiene una altura de solo 55 m, hasta la T7, que alcanza los 100 m de altura y puede llegar, con extensiones, hasta los 130 m. No obstante, cuenta con un brazo accesorio (YVEN2) para la T3 que aumenta su altura hasta los 196 m. El contrapeso que lleva la base móvil en estos casos es de hasta 200 t, además de cuatro brazos estabilizadores hidráulicos de 14 m de longitud. Esta base móvil puede cargar por sí sola los brazos extensibles o se pueden llevar en camiones de transporte especial. La base móvil tiene 9 ejes, todos ellos directrices y dotados de una suspensión neumática de alta resistencia. A continuación, os voy a dejar un vídeo donde se puede apreciar la magnitud de las cifras que hemos comentado. Espero que os guste.
YEPES, V.; MARTÍ, J.V. (2017). Máquinas, cables y grúas empleados en la construcción. Editorial de la Universitat Politècnica de València. Ref. 814. Valencia, 210 pp.
La maquinaria de movimiento de tierras ha evolucionado rápidamente con las innovaciones tecnológicas. Hemos evolucionado hacia la especialización y el gigantismo. Por un lado, existen máquinas que evolucionan hacia el gigantismo para obtener grandes producciones, mientras que otras se han convertido en aparatos diminutos y versátiles. La maquinaria va siendo cada vez más fiable, segura y cómoda para el operador, lo que facilita las labores de conservación. En general, se observa una preocupación creciente por la seguridad, el medio ambiente y la calidad. Este vídeo de Discovery Max muestra dicha tendencia al gigantismo en la maquinaria de ingeniería civil y minera. Espero que os guste.
Referencias:
YEPES, V. (2014). Maquinaria de movimiento de tierras. Apuntes de la Universitat Politècnica de València, Ref. 204. Valencia, 158 pp.
YEPES, V. (2014). Equipos de compactación superficial. Apuntes de la Universitat Politècnica de València, Ref. 187. Valencia, 113 pp.
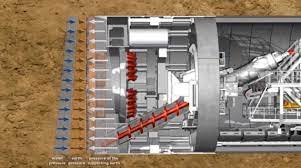
A continuación os dejo un vídeo de la empresa Herrenknecht del funcionamiento y aplicabilidad de los escudos EPB de gran diámetro. Espero que os guste.
El enfilado consiste en colocar la armadura dentro de la vaina, y puede realizarse antes o después de colocar la vaina en posición. Enfilar antes suele hacerse en el taller, para elementos no muy largos, pero en el caso de un puente, suele hacerse con la vaina ya colocada. El enfilado de la armadura activa de un puente suele llevarse a cabo el día anterior al hormigonado para evitar los riesgos de un posible abollamiento o rotura de la vaina durante el hormigonado. En cualquier caso, hay que evitar tiempos prolongados entre el enfilado y la puesta en tensión de los cables.
Para realizar el enfilado, se necesita una bobina de acero pretensado y una enfiladora. Una vez montada la bobina de cordón en la devanadora, se procede al enfilado de los distintos cordones que constituyen un tendón mediante la enfiladora. La enfiladora es una máquina de tracción mecánica que empuja de forma semicontinua el torón de pretensado hacia el interior de la vaina. En cualquier caso, dispone de un elemento esférico o con punta redondeada en la parte delantera para que no se produzcan muescas o entallas en la vaina. Se debe dejar aproximadamente un metro en cada extremo del tablero para que el gato pueda realizar las operaciones de tesado. Durante esta operación, la enfiladora debe fijarse lo mejor posible para evitar desplazamientos. Además, el especialista que maneja la enfiladora debe estar perfectamente comunicado con el operario situado en el extremo contrario con el fin de indicar la parada de la máquina.
Suele ocurrir que el último torón que se debe enfilar para completar los necesarios en una vaina puede ser difícil de enfilar, especialmente si el diámetro de esta vaina es muy ajustado. Una solución consiste en soldar dos torones a uno que ya esté enfilado y tirar del extremo contrario del torón ya enfilado para introducir los otros dos que hemos soldado. Sin embargo, es preferible elegir un diámetro de vaina suficiente para evitar estos problemas. En el extremo de cada cable se coloca una pieza metálica en forma de bala que evita que se desfleje y dañe la vaina.
Una vez realizado el enfilado de todos los cables, se debe repasar el trazado en alzado de las vainas para comprobar que no se han movido durante el enfilado. Suele taparse el metro que sobresale por cada extremo para evitar la caída de mortero durante el hormigonado del tablero, lo que dificultaría el tesado de la unidad al requerirse una limpieza cuidadosa que, obviamente, se evita protegiendo con bolsas de plástico.
Es muy habitual observar cómo el acero pretensado pierde el color gris metálico si se deja la bobina a la intemperie durante unos días. Esto no supone problema alguno, ya que la capa de óxido superficial es pasivizante y no corroe la armadura. Este comentario también es válido para armaduras pasivas y vainas de pretensado. En la figura se puede ver cómo la bobina se coloca en un bastidor fijo al suelo para que no se mueva durante el traqueteo que supone el enfilado.
Os dejo un par de vídeos donde podéis ver cómo se enfilan los cables para el postesado del puente.
El pipe ramming es una técnica de instalación de tuberías sin zanja (trenchless) que se utiliza para hincar horizontalmente tuberías de acero de diferentes diámetros. Es un método muy útil en instalaciones bajo estructuras como vías, cuerpos de agua, edificaciones, etc.
El empuje se realiza mediante un martillo neumático o hidráulico que golpea el tubo de acero, el cual penetra en el suelo sin alterarlo. Una vez instalado el tubo, se extrae el material del interior.
Posteriormente, se extrae el material que permanece en el interior del tubo metálico utilizando aire comprimido o agua a presión, de modo que el interior queda disponible para acondicionar la tubería metálica al servicio o utilizarla como protección, pase y colocar una nueva tubería en su interior.
El método constructivo es el mismo que el utilizado para hincar pilotes con tubos de acero, lo que facilita su manejo a quienes ya tienen experiencia en pilotaje. Es importante destacar que se utilizan tubos de acero, ya que este material presenta unas características de resistencia y ductilidad que lo hacen resistir y distribuir mejor las cargas transmitidas por el martillo sin dañar la estructura de la tubería.
Longitud variable de acuerdo a las condiciones del suelo
Diámetros desde 4 hasta 80 pulgadas
Fuerza de impacto hasta 2.000 toneladas
Se requiere un método eficiente para extraer el material sobrante dentro del tubo
Aplicable en todos los suelos excepto roca
Requiere de una fuente de aire comprimido
A continuación os dejo un par de vídeos sobre este procedimiento constructivo. Espero que os gusten.
Referencias:
YEPES, V. (2015). Maquinaria para sondeos, movimiento de tierras y construcción de firmes. Apuntes de la Universitat Politècnica de València, Ref. 242. Valencia, 404 pp.
La perforación horizontal con tornillo helicoidal (horizontal auger boring) es una tecnología sin zanja (trenchless) que se utiliza para instalar tuberías metálicas o de hormigón de entre 100 y 1500 mm de diámetro en terrenos blandos sin bloques. La perforación se realiza mediante el corte de un eje broca equipado con bordes de corte tipo cincel. Los escombros se extraen del tornillo sin fin a través de la tubería y se conducen hasta el inicio de la perforación. Esta tecnología permite realizar instalaciones de hasta 240 m de longitud con control de dirección en los 360º, tanto vertical como horizontal. Es un procedimiento muy útil en instalaciones bajo estructuras como vías de cualquier tipo, cuerpos de agua, edificaciones, etc.
Os dejo algunos vídeos para que veáis su funcionamiento. El primero es una técnica no guiada y el segundo, guiada.
Referencias:
YEPES, V. (2015). Maquinaria para sondeos, movimiento de tierras y construcción de firmes. Apuntes de la Universitat Politècnica de València, Ref. 242. Valencia, 404 pp.
Figura 1. Topo de percusión. http://www.groundforce.uk.com/
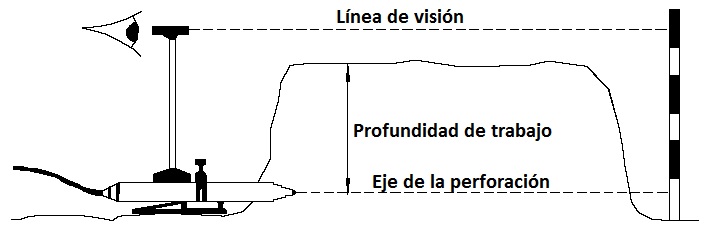
La perforación por compactación con topo de percusión (impact moling o earth piercing) consiste en una perforación por impacto empleada en la instalación de tuberías con tecnología sin zanja (trenchless). La perforación se realiza sin necesidad de desplazar el suelo (compaction boring). El proceso de perforación es independiente de la inserción de la tubería.
Se utiliza un dispositivo en forma de torpedo que contiene en la nariz un martillo de movimiento alternativo que, al golpear, provoca una fuerza de impacto que impulsa el torpedo hacia delante. Puede avanzar entre 7 y 120 cm por minuto. Después se inserta un cable que sirve para tirar de la tubería que se va a colocar. Si el tubo es rígido, entonces se empuja a través de un orificio abierto.
Pueden abrirse diámetros de 30 a 180 mm en una sola operación, aunque con múltiples pasadas pueden alcanzarse los 200-250 mm de diámetro. Los martillos neumáticos de perforación horizontal se utilizan normalmente para distancias de entre 5 y 25 m. Este método requiere, aparte de los correspondientes planos actualizados de servicios, el uso de técnicas indirectas de localización de líneas de servicio y tuberías, como el georradar (GPR) y el detector electromagnético de servicios, para evitar afectarlas durante la perforación.
Figura 2. Esquema de la perforación percusiva (impact moling)
A continuación, os dejo algunos vídeos para que veáis cómo funciona este método.
Referencias:
YEPES, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia.
Vehículos de mantenimiento de vía en el Museu de Catalunya. Author: Rafa Salvador
Llamamos «vía férrea» a la parte de la infraestructura ferroviaria formada por el conjunto de elementos que conforman el sitio por el cual se desplazan los trenes. Las vías constituyen el elemento fundamental de la infraestructura ferroviaria y constan, básicamente, de carriles apoyados sobre traviesas que se disponen dentro de una capa de balasto. En la construcción de las vías férreas, la precisión y la velocidad son siempre esenciales. No solo es necesario instalar los raíles, los durmientes y el balasto de forma precisa, sino que también debe llevarse a cabo un mantenimiento y una renovación periódica.
En la actualidad, la construcción de las vías férreas se realiza de forma mecanizada. Os dejo un vídeo donde se pueden ver claramente este tipo de trabajos. Espero que os resulte de interés.
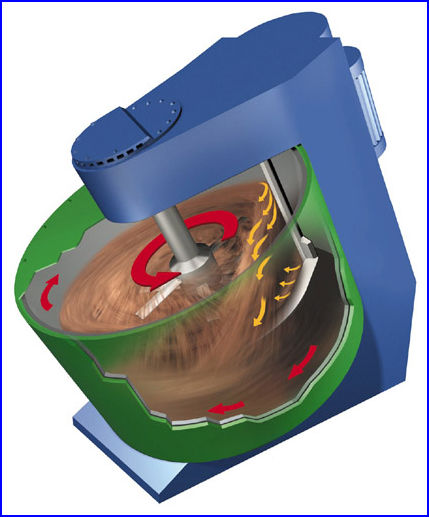
La mezcladora intensiva Eirich reemplazó la mezcladora de artesa anular (1906) y la mezcladora planetaria (1924) y, a lo largo de su desarrollo técnico continuo, se ha convertido en sinónimo de una tecnología de mezclado óptima. Las mezcladoras Eirich actuales comienzan a fabricarse en el año 1972 y constan de un plato de mezclado rotatorio en posición inclinada, una rascadora fija para el fondo y la pared, así como un agitador de giro rápido. Las mezcladoras de hasta 3 m³ cuentan con un único dispositivo de mezclado móvil; en las de mayor capacidad hay dos o tres agitadores. Con esta mezcladora, el rendimiento y la intensidad de la mezcla pueden ajustarse de manera independiente entre sí, a diferencia de lo que ocurre con los demás sistemas de mezcla.
El principio de mezclado es único y característico: en el recipiente de mezclado, el material se transporta hacia arriba por el rozamiento con la pared y cae por gravedad. Gracias a la rascadora de la pared, el material se conduce hasta el agitador de giro rápido. Durante la rotación del recipiente (unos pocos segundos), se voltea el 100 % del material. El agitador puede alcanzar una velocidad perimetral de entre 2 y 40 m/s.
En función del trabajo de mezclado, la mezcladora puede funcionar en contracorriente o en el mismo sentido. De hecho, con hormigones de gran calidad, la mayoría de las veces el recipiente de mezclado y el agitador circulan en la misma dirección, ya que así se puede aplicar la máxima fuerza de cizalla sobre el material.
La diferencia característica de estas mezcladoras radica en la separación entre el transporte del material y el proceso de mezclado. Esto hace posible variar mucho más la velocidad del dispositivo de mezclado y controlar perfectamente la aplicación de energía en la mezcla.
El tiempo de mezcla, el orden de introducción de los componentes, el porcentaje de llenado de la cuba y la velocidad de rotación de los útiles son factores que condicionan la homogeneidad de la mezcla. El consumo de energía de la mezcladora suele utilizarse como indicador de la calidad del hormigón obtenido.
Referencia:
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Los operadores o maquinistas de las máquinas empleadas en obras públicas constituyen una pieza clave en el funcionamiento de cualquier obra. La complejidad de algunos equipos y la incidencia de la maquinaria en los costes de producción, precisan de especialistas con una formación adecuada, capacidad de trabajar en equipo y con un fuerte sentido común. No en vano, una parte importante de las medidas de seguridad en el trabajo dependen de estos especialistas.
Os dejo un vídeo realizado por Structuralia que nos ofrece un perfil de este tipo de trabajo y algo de historia respecto a sus orígenes. Espero que os guste.
Referencias:
YEPES, V. (2014). Maquinaria de movimiento de tierras. Apuntes de la Universitat Politècnica de València, Ref. 204. Valencia, 158 pp.