El pretensado es una técnica que aumenta la capacidad de resistencia del hormigón a cargas al someterlo previamente a esfuerzos de compresión. Esta técnica crea una resistencia adicional a los esfuerzos de tracción, lo que permite construir estructuras más resistentes y duraderas. Se utiliza ampliamente en la construcción de puentes, vigas, losas y otros elementos sometidos a cargas significativas, tanto en estructuras prefabricadas como en construcciones in situ.
En esencia, el sistema de pretensado consiste en instalar y tensar armaduras activas, como cables, alambres o cordones de acero de alta resistencia, dentro del hormigón antes de que este se someta a las cargas de servicio. Al tensar estas armaduras, se generan fuerzas internas que comprimen el hormigón y contrarrestan las fuerzas externas a las que estará sometido. De esta manera, el hormigón precomprimido es más eficaz para soportar tensiones, lo que previene problemas como las fisuras y mejora la estabilidad de la estructura.
El proceso comienza con la elección de las armaduras activas y el almacenamiento adecuado del acero para protegerlo de la corrosión y la contaminación. A continuación, se colocan y tesan las armaduras, para lo cual se utilizan equipos especializados, como enfiladoras, gatos hidráulicos y centrales de presión. Estos equipos permiten tensar las armaduras de forma controlada y precisa, asegurando que se alcancen los niveles de tensión adecuados según el diseño estructural.
Los anclajes cumplen una función fundamental, ya que fijan los extremos de las armaduras tensadas al hormigón y aseguran la transmisión de las fuerzas de compresión. Existen dos tipos de anclajes: activos o móviles, que se colocan en el extremo de tensado, y pasivos o fijos, situados en el extremo opuesto. Los empalmes permiten extender los tendones cuando la estructura lo requiere y garantizan la continuidad y la alineación. Por su parte, los conectadores permiten aplicar tensión en puntos intermedios de tendones cerrados o de acceso limitado.
Las vainas son otros componentes esenciales del sistema, ya que alojan los tendones en el hormigón y permiten inyectar adecuadamente materiales adherentes o protectores. Los productos de inyección, como lechadas de cemento para sistemas adherentes, betunes y grasas para sistemas no adherentes, protegen los tendones contra la corrosión y aumentan la adherencia en los sistemas adherentes. Esto es esencial para garantizar la durabilidad y la eficacia del pretensado.
El sistema de pretensado es muy eficiente, pero requiere precisión en su ejecución y un control estricto de la calidad, ya que cualquier fallo en el tensado o en los materiales puede afectar a la integridad estructural del proyecto. Si se implementa adecuadamente, el pretensado permite construir estructuras seguras y resistentes que maximizan las ventajas del hormigón y lo convierten en un material adecuado para una amplia gama de aplicaciones de ingeniería.
Introducción a los sistemas de pretensado
El pretensado es una técnica avanzada de construcción que consiste en aplicar esfuerzos de compresión al hormigón antes de que el elemento estructural soporte su carga de servicio, con el fin de mejorar su resistencia. En este método, se induce una compresión interna en el hormigón, lo que permite que la estructura soporte mejor los esfuerzos de tracción y aumente su capacidad de resistir cargas elevadas y deformaciones excesivas. Este sistema, ampliamente utilizado en proyectos de construcción como puentes, edificios de gran altura, cubiertas y elementos prefabricados, se basa en armaduras activas, normalmente de acero, que se tensan y se anclan en el interior de la estructura para transmitir la fuerza de compresión al hormigón.
En este artículo se describen en detalle los distintos elementos y equipos que intervienen en los sistemas de pretensado. Cada componente, desde los tendones y los anclajes hasta las vainas y los equipos de tesado, cumple una función específica en el éxito del sistema de pretensado y en la calidad final de la estructura de hormigón.
1. Armaduras activas: suministro y almacenamiento
Las armaduras activas son el componente principal del sistema de pretensado y están fabricadas principalmente en acero de alta resistencia. Estas armaduras se tensan previamente para introducir esfuerzos de compresión en el hormigón, lo que aumenta su capacidad para soportar tracciones sin agrietarse ni presentar otras deformaciones no deseadas.
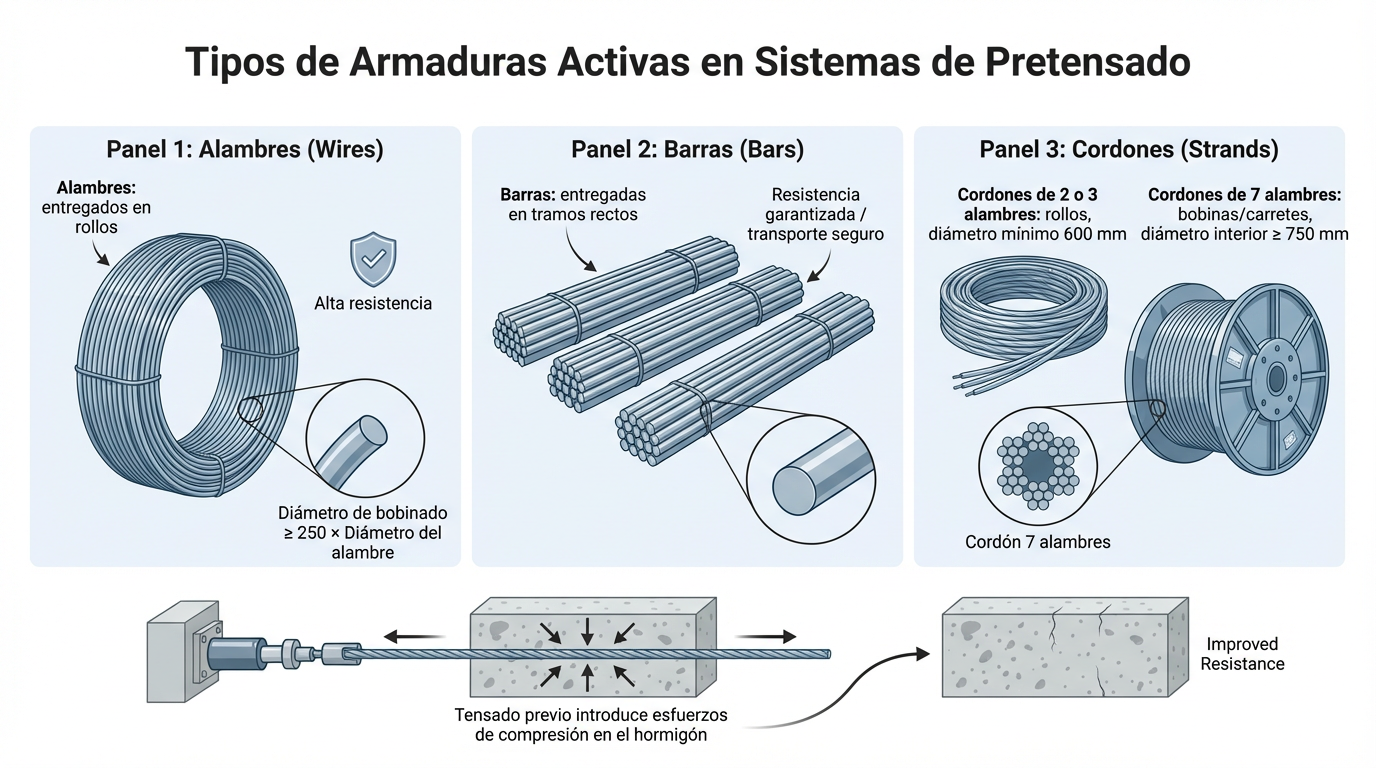
1.1 Tipos de armaduras activas
- Alambres: suelen entregarse en rollos y su diámetro de bobinado no debe ser inferior a 250 veces el diámetro del alambre para evitar deformaciones.
- Barras: se entregan en tramos rectos, lo que garantiza su resistencia y evita daños durante el transporte.
- Cordones: existen cordones de 2, 3 o 7 alambres que se utilizan según el diseño estructural y los requisitos de carga. Los cordones de 2 o 3 alambres se entregan en rollos con un diámetro mínimo de 600 mm, mientras que los de 7 alambres se suministran en bobinas o carretes con un diámetro interior de 750 mm o mayor.

1.2 Requerimientos de suministro
Para que las armaduras activas conserven sus propiedades mecánicas y se mantengan protegidas frente a factores externos, deben almacenarse y transportarse siguiendo medidas específicas. El acero debe protegerse de la humedad y de la contaminación por polvo, grasas y otros agentes que puedan alterar su comportamiento estructural.
1.3 Almacenamiento de armaduras activas
El almacenamiento de las armaduras es esencial para garantizar su durabilidad y su correcto funcionamiento en la obra. Las principales recomendaciones son las siguientes:
- Ventilación adecuada: las armaduras deben almacenarse en locales bien ventilados, lejos de la humedad del suelo y de las paredes.
- Clasificación y limpieza: es importante que las armaduras estén libres de grasa, aceite, polvo u otras materias que puedan afectar a su adherencia. También deben clasificarse por tipo y por lote.
- Inspección de la superficie: antes de ser utilizadas, las armaduras deben inspeccionarse para detectar cualquier deterioro superficial y garantizar que cumplen las condiciones de uso.
2. Sistemas de pretensado: componentes y función de los elementos
Un sistema de pretensado es un conjunto de elementos estructurales y dispositivos especializados diseñados para aplicar y mantener la tensión en las armaduras activas y transmitirla de forma segura y eficiente al hormigón.
2.1 Componentes principales del sistema de pretensado
Los principales elementos del sistema de pretensado son los anclajes, los empalmes, los conectores y las vainas. Estos componentes cumplen funciones específicas, como asegurar los tendones, extender su longitud o permitir la transmisión uniforme de fuerzas.
- Los anclajes son dispositivos esenciales en los sistemas de pretensado, ya que aseguran los tendones y transmiten las fuerzas de tensión al hormigón. Existen dos tipos principales de anclajes: el anclaje activo o móvil, situado en el extremo del tendón por donde se aplica la tensión, y el anclaje pasivo o fijo, situado en el extremo opuesto del tendón, donde no se aplica tensión. Este tipo de anclaje permite que los cables de acero se tensen según el diseño estructural y soporten las fuerzas aplicadas. El otro tipo de anclaje es el pasivo o fijo, situado en el extremo opuesto del tendón, donde no se aplica tensión. Este anclaje asegura la estabilidad del tendón y permite que el esfuerzo de compresión se transmita eficazmente al hormigón. Dentro de estos tipos, destacan varios modelos de anclaje adaptados a diferentes necesidades y geometrías, como los anclajes activos tipo L y los anclajes pasivos tipo S, que se emplean en vigas y elementos lineales. Cada anclaje está diseñado para resistir esfuerzos específicos y garantizar una adecuada transmisión de fuerzas al hormigón.
- Los empalmes son elementos que dan continuidad a los tendones cuando estos requieren extensiones adicionales debido al tamaño del proyecto o al método de construcción. Los empalmes se clasifican en: empalme fijo, que mantiene los tendones en posición fija y asegura su continuidad sin movimientos adicionales, y empalme móvil, que permite cierta movilidad a los tendones, facilita el alineado de las armaduras y reduce los esfuerzos durante el tensado. Ambos tipos de empalme son esenciales para estructuras de grandes dimensiones y en casos en que el tendón debe dividirse en varias secciones.
- Los conectadores permiten aplicar tensión en puntos intermedios o en elementos cerrados (como tuberías o silos) a los que resulta difícil acceder por sus extremos. Estos conectadores proporcionan puntos adicionales de anclaje en estructuras grandes o con geometrías complejas y aseguran la transferencia uniforme de las fuerzas.

Figura 4. Selección del tipo de anclaje o conector a utilizar en el hormigón pretensado
2.2 Elementos de aseguramiento y distribución
También existen elementos auxiliares que colaboran en la distribución uniforme de las fuerzas y la fijación de las armaduras activas en el sistema de pretensado:
- Cuñas: estas piezas metálicas fijan los extremos de las armaduras activas a las placas de anclaje.
- Placas de anclaje: placas perforadas de forma cónica en las que se alojan las cuñas, lo que permite sujetar el tendón de manera efectiva.
- Placas de reparto: dispositivos situados entre la placa de anclaje y el hormigón que distribuyen las fuerzas en la zona de contacto y evitan sobrecargas.
- Trompetas de empalme: estas piezas, troncocónicas o cónicas, enlazan las placas de anclaje con las vainas y facilitan la transferencia de tensiones en las armaduras activas.

3. Vainas y accesorios
Las vainas son conductos de pretensado que albergan los tendones. Estos conductos pueden fabricarse en metal, plástico u otros materiales y son esenciales para proteger y guiar las armaduras postesas en el interior del hormigón, evitando así el contacto directo con el hormigón y facilitando el proceso de inyección.
3.1 Vainas metálicas
Las vainas metálicas son las más comunes, especialmente por su resistencia al aplastamiento y su capacidad para soportar el peso del hormigón fresco. Además, la superficie corrugada de las vainas mejora la adherencia al hormigón y la rigidez estructural de las vainas. Las características principales de las vainas metálicas son las siguientes:
- Resistencia mecánica: deben ser lo suficientemente robustas como para soportar el peso y la presión del hormigón fresco sin deformarse.
- Estanqueidad: las vainas deben ser herméticas para evitar la infiltración de agua o la lechada de cemento en su interior y mantener las armaduras activas protegidas.
- Diámetro adecuado: el diámetro interno de la vaina debe ser el apropiado para permitir una inyección eficaz del producto y asegurar una cobertura uniforme alrededor de los tendones.
3.2 Otros accesorios en vainas
- Separadores: piezas que ayudan a distribuir las armaduras activas dentro de las vainas y aseguran una distancia y una alineación uniformes.
- Tubo matriz: tubo flexible, generalmente de polietileno, que se coloca dentro de la vaina para suavizar el trazado y evitar tensiones no deseadas en las armaduras.
3.3 Tubos de purga
Los tubos de purga o respiraderos son pequeñas piezas que se colocan en los puntos altos y bajos del trazado de las vainas. Estos tubos permiten la evacuación del aire y del agua durante el proceso de inyección, lo que asegura que no queden huecos y que el producto inyectado cubra toda el área interna.
4. Equipos para enfilado, tesado e inyección
La tecnología de pretensado requiere equipos especializados para facilitar el enfilado de los tendones, la aplicación de tensión y la inyección de materiales protectores en los conductos. Los equipos esenciales son las enfiladoras, los gatos hidráulicos, las centrales de presión y los equipos auxiliares de manipulación.
- Enfiladoras: son máquinas diseñadas para colocar los tendones dentro de las vainas de pretensado mediante un sistema de empuje o de estirado, según el diseño de la estructura. Estas máquinas garantizan que los tendones estén correctamente alineados antes de aplicar la tensión.
- Gatos hidráulicos: son dispositivos hidráulicos que permiten el tesado de los tendones con una fuerza precisa y controlada. Se utilizan en combinación con cuñas para mantener la tensión en los extremos anclados y asegurar que la fuerza de pretensado se transmita de forma uniforme al hormigón.
- Centrales de presión: las centrales de presión controlan los gatos hidráulicos mediante válvulas reguladoras y circuitos eléctricos que permiten ajustar la presión aplicada con precisión. Estos sistemas incluyen manómetros o dinamómetros para garantizar que la presión de tesado cumpla con los requisitos especificados en el proyecto.
- Equipos auxiliares: incluyen grúas y otros medios de manipulación que facilitan el posicionamiento de los gatos, las vainas y las armaduras activas. Son especialmente útiles en obras de gran envergadura, donde el peso y el tamaño de los elementos dificultan su instalación manual.
5. Productos de inyección
La inyección de materiales en las vainas es fundamental para proteger las armaduras activas y mejorar la adherencia entre el tendón y el hormigón. Existen dos tipos principales de productos de inyección:
- Inyecciones adherentes: consisten en lechadas o morteros de cemento que llenan los conductos de las vainas y mejoran la unión entre el tendón y el hormigón. Algunas características esenciales de estos productos son:
— Uso de cemento Portland CEM-I, que asegura una buena adherencia y resistencia mecánica.
— Aditivos que permiten modificar las propiedades de la lechada para mejorar la protección de las armaduras.
— Relación agua/cemento baja (entre 0,38 y 0,43) para lograr una mayor resistencia a la compresión y una porosidad baja.
- Inyecciones no adherentes: los productos de inyección no adherentes, como los betunes, mástiques bituminosos y grasas solubles, protegen las armaduras contra la corrosión sin generar adherencia al hormigón. Son adecuados para estructuras que requieren flexibilidad en los tendones y una menor adherencia al hormigón.
Para aplicar los productos de inyección se utilizan equipos de mezcla e inyección que aseguran la preparación y la distribución uniforme del material dentro de las vainas. Estos equipos deben contar con sistemas de control de calidad que permitan ajustar la mezcla y supervisar su aplicación durante el proceso de inyección.
Conclusión
Los sistemas de pretensado en hormigón son una solución técnica que aumenta la resistencia y la durabilidad de las estructuras. Desde el suministro y almacenamiento de las armaduras activas hasta el tesado y la inyección, cada componente del sistema es crucial para el éxito de la estructura. Estos sistemas no solo aumentan la capacidad del hormigón para resistir esfuerzos de tracción, sino que también contribuyen a reducir el riesgo de deformaciones y a mejorar la calidad estructural general de las obras de ingeniería.
Os dejo algunos vídeos que espero sean de vuestro interés.
Curso:
Curso de fabricación y puesta en obra del hormigón.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.