 Hoy, 9 de diciembre de 2015, ha tenido lugar la lectura de la tesis doctoral de D. Ángel Rodríguez-Calderita Facundi, titulada «Optimización heurística de forjados de losa postesa», dirigida por Víctor Yepes Piqueras y Julián Alcalá González. La tesis recibió la calificación de «Sobresaliente cum laude» por unanimidad. Presentamos a continuación un breve resumen de la misma.
Hoy, 9 de diciembre de 2015, ha tenido lugar la lectura de la tesis doctoral de D. Ángel Rodríguez-Calderita Facundi, titulada «Optimización heurística de forjados de losa postesa», dirigida por Víctor Yepes Piqueras y Julián Alcalá González. La tesis recibió la calificación de «Sobresaliente cum laude» por unanimidad. Presentamos a continuación un breve resumen de la misma.
Resumen
El objetivo fundamental de esta tesis consiste en el desarrollo de un nuevo algoritmo de optimización que permita una mayor eficiencia que otros algoritmos empleados en la optimización de estructuras, así como en la obtención de reglas de diseño a partir de los resultados de la optimización de forjados de losa postesa.
Los forjados son los elementos estructurales que se repiten constantemente en el diseño de los edificios y que, por tanto, requieren de un grado de atención importante. Por ello, su optimización presenta un interés indudable. Los forjados de losa postesa, en particular, suponen una mejora tecnológica respecto a los forjados convencionales y resultan ventajosos en determinados campos de aplicación.
Del análisis de los trabajos de investigación previamente publicados, se ha podido concluir que la optimización de estructuras de hormigón en general y de forjados losa en particular se aborda de forma eficaz mediante el uso de metaheurísticas. El uso de estas técnicas ha demostrado ser ventajoso al permitir considerar todos los elementos que conforman el forjado, otorgando al resultado de la optimización un enfoque muy práctico, pues el proceso da como resultado un forjado completamente definido.
A partir de aquí se han implementado tres algoritmos mono-objetivo basados en otras tantas metaheurísticas: el recocido simulado (SA), la aceptación por umbrales (TA) y el algoritmo del solterón, este último con dos variantes (OBA, OBA1). Estos algoritmos han sido debidamente calibrados para mejorar su desempeño. La comparación entre ellos muestra que funcionan de manera muy similar. El que ha proporcionado los mejores resultados ha sido el TA, con losas entre un 0,5 % y un 1 % más económicas que el resto de los algoritmos. El algoritmo que ha obtenido mejores resultados a continuación es casi siempre el OBA 1, pues mejora al OBA e incluso al TA para parametrizaciones de cálculo de corta duración.
En cualquier caso, el algoritmo TA ha mejorado el coste de una solución de referencia en un 31,63 %. Este ahorro tan significativo se justifica por la reducción de canto, lo que reduce la medición de hormigón, y por tanto de peso, por lo que permite reducir también cuantías de acero. Asimismo, se ha implementado un algoritmo multiobjetivo (SMOSA) que enfrenta dos funciones objetivo que entran en conflicto: el coste económico y la seguridad estructural, evaluada mediante el menor de los factores de seguridad de todos los estados límite examinados. Los resultados indican que un incremento del factor de seguridad envolvente del 5% sobre el mínimo impuesto por las normas conlleva un sobrecoste del 2%, pero esta proporción no es lineal. Para aumentar la seguridad al doble del valor normativo, el coste se incrementa en un 89,54 %.

Con todos estos resultados y analizando los del algoritmo TA, se ha diseñado un nuevo algoritmo de optimización denominado Destrucción puntual más reconstrucción guiada (DP+RG). Se trata de un algoritmo inspirado en los algoritmos de destrucción-reconstrucción, con elementos de los algoritmos de búsqueda en entornos amplios. Se basa en emplear movimientos más sofisticados que dirigen la búsqueda no solo en función de la variación de la función objetivo, sino también de la alteración del cumplimiento de los requisitos estructurales. Aunque se ha aplicado únicamente a este tipo de forjados, es totalmente generalizable a la optimización de cualquier estructura de hormigón.
A pesar del requerimiento de memoria del equipo informático, este algoritmo ha resultado ser entre seis y doce veces más rápido que los algoritmos anteriores. También es más robusto, en el sentido de que las ejecuciones consecutivas del algoritmo proporcionan soluciones con una desviación máxima entre ellas de 0,29 % en el peor de los casos, frente a valores de hasta 12,5 % en el TA. Finalmente, los resultados obtenidos llegan a mejorar el TA entre un 1,1 % y un 2,3 % en promedio.
El forjado optimo desde el punto de vista económico será aquel que tenga un menor canto para la misma resistencia característica de hormigón, el canto ha resultado la variable más determinante de las analizadas lo que justifica que su ajuste se realice centímetro a centímetro y no en escalones de cinco centímetros que suele ser lo habitual.
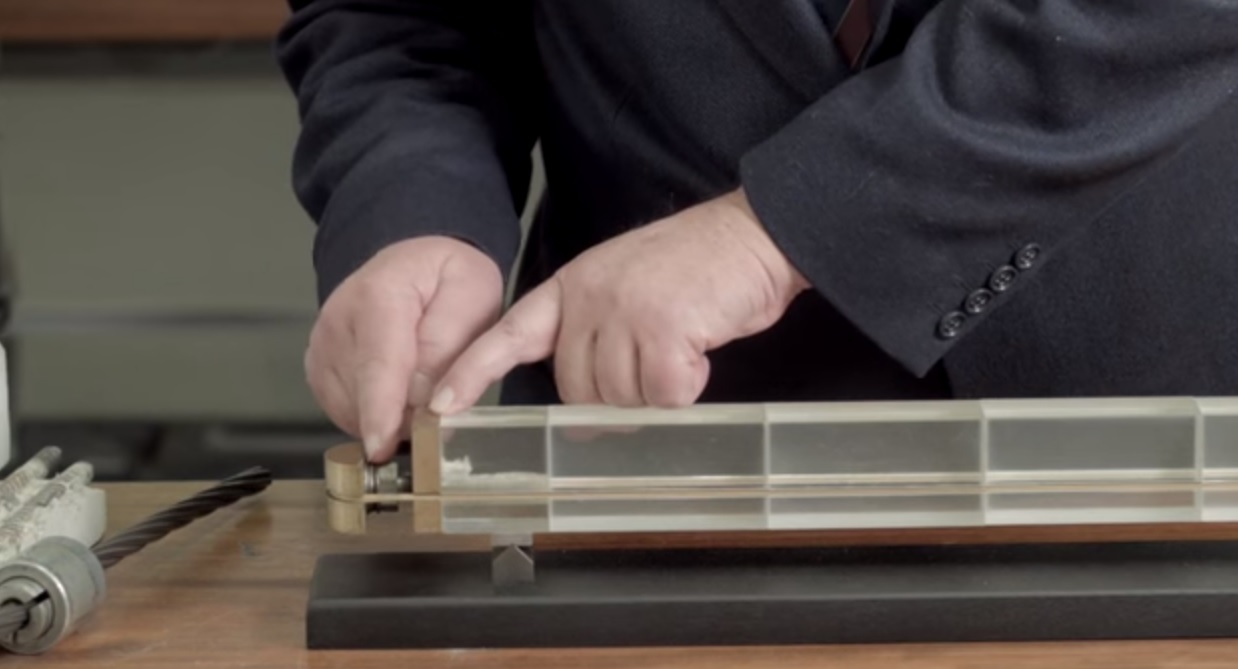
 El profesor Nick Buenfeld, del Departamento de Ingeniería Civil y Ambiental del Imperial College nos explica los fundamentos básicos del hormigón como material. Podéis poner subtítulos en inglés si os resulta necesario. Espero que os gusten esta serie de vídeos explicativos.
El profesor Nick Buenfeld, del Departamento de Ingeniería Civil y Ambiental del Imperial College nos explica los fundamentos básicos del hormigón como material. Podéis poner subtítulos en inglés si os resulta necesario. Espero que os gusten esta serie de vídeos explicativos.