La ejecución de muros pantalla con hidrofresa está especialmente indicada en terrenos de dureza elevada, en excavaciones profundas o cuando se requiera un método de excavación seguro y preciso. En este sentido, las obras urbanas pueden ser un buen ámbito de aplicación de esta tecnología de excavación. La hidrofresa consta de una estructura pesada de acero provista en su parte inferior de dos ruedas dentadas que giran en sentido contrario, arrancando el terreno. El accionamiento hidráulico de dichas ruedas, en combinación con el empuje vertical del peso del bastidor, produce el corte del terreno. La elevada fricción que se produce en las ruedas dentadas hace necesaria su refrigeración, así como la de la roca. Para ello se suele emplear lodo bentonítico, que se inyecta mediante un dispositivo de la propia máquina. Los propios lodos se mezclan con los detritus de la excavación, por lo que se extraen del fondo de la zanja. Dado que los lodos bentoníticos se recirculan para permitir esta extracción, han de ser “reciclados” mediante la eliminación de los restos de terreno extraídos del fondo de la zanja. La hidrofresa, a pesar de ser el mejor sistema —pues apenas produce vibraciones y es el más rápido—, presenta el inconveniente de ser una máquina cara, por lo que suele elevar el coste de la construcción de la pantalla.
Esquema de funcionamiento de hidrofresa.
Es posible perforar suelos duros y rocas con hidrofresas de hasta 100 MPa de resistencia a la compresión. Los muros pantalla pueden tener entre 600 y 1200 mm de espesor, lo que requiere equipos especiales para espesores superiores a 1200 mm. Esta técnica es una alternativa para terrenos con una resistencia a la compresión simple superior a 5 MPa. Si la profundidad es superior a 35 m, la hidrofresa, independientemente de la dureza del terreno, es el método más fiable, pudiendo alcanzarse profundidades de 80 m, aunque en este caso se complican las labores de ejecución del muro pantalla. En cuanto al espesor mínimo de la pantalla, este depende de las características del bastidor de la hidrofresa, pues debe alojar la bomba de aspiración; estamos hablando de un mínimo de 640 mm, aunque los espesores habituales son los de 640, 800, 1000, 1200 y 1500 mm.
Ejecución de muro pantalla con hidrofresa
Un ejemplo de aplicación de esta técnica es la construcción del aparcamiento de la plaza de Cervantes, en San Sebastián (ver aquí). Os dejo también un par de vídeos sobre esta técnica de excavación que espero que os gusten.
En este otro vídeo podemos ver el inicio de la excavación de un muro-pantalla con hidrofresa para la construcción de sótanos durante la rehabilitación de un edificio.
La duración representa el tiempo necesario para completar la actividad, medido en periodos de trabajo. Por muy analítico y riguroso que sea el planificador, la duración siempre será una estimación, con un margen de error. Este margen tiende a ser menor en actividades repetitivas, habituales y bien conocidas, pero puede aumentar significativamente en obras nuevas, donde no se dispone de datos históricos de referencia.
El tiempo disponible para realizar cada tarea lo determinan las fechas de inicio y finalización. La duración de una actividad puede reducirse añadiendo recursos adicionales, aunque esto incrementa su coste. Existe la posibilidad de modificar los recursos asignados a cada tarea para ajustarse a las condiciones más convenientes según las contingencias que se presenten durante la ejecución de la obra. Estos cambios producen una aceleración o deceleración en la realización de ciertas actividades, lo que conlleva un aumento o disminución de su coste directo. Se produce, por tanto, una correspondencia entre el coste directo de cada actividad y el tiempo invertido en su ejecución que proporciona la posibilidad de un ajuste costes-tiempos, adaptable a las necesidades de plazo o a la inversión económica del momento.
La duración «normal» de una tarea es aquella que minimiza su coste. En ocasiones, una programación basada únicamente en la duración normal puede prolongar excesivamente el trabajo e incrementar la repercusión de los gastos generales de la empresa en la obra. Del mismo modo, es probable exceder el plazo contractual si la programación se basa exclusivamente en duraciones normales. En ambos casos, el jefe de obra puede reducir la duración de algunas o todas las actividades para disminuir el plazo total.
Otra aproximación a la estimación de la duración de las tareas es la que propugna el método PERT, y que ya tuvimos la ocasión de explicar en un artículo anterior. No obstante, para evitar una estimación «ad hoc» de las duraciones (es decir, la que más convenga), deberíamos fijar la duración de cada tarea en función de los recursos reales de los que dispongamos para llevarlas a cabo. Esta práctica nos llevará a estimaciones realistas y deberíamos hacerla en el momento de la confección de la Estructura de Desglose de Trabajos.
Una pequeña introducción a estos conceptos la vamos a ver en el siguiente Polimedia de Alberto Palomares. Espero que os guste.
Referencias:
PELLICER, E.; YEPES, V. (2007). Gestión de recursos, en Martínez, G.; Pellicer, E. (ed.): Organización y gestión de proyectos y obras. Ed. McGraw-Hill. Madrid, pp. 13-44. ISBN: 978-84-481-5641-1. (link)
YEPES, V.; PELLICER, E. (2008). Resources Management, in Pellicer, E. et al.: Construction Management. Construction Managers’ Library Leonardo da Vinci: PL/06/B/F/PP/174014. Ed. Warsaw University of Technology, pp. 165-188. ISBN: 83-89780-48-8.
YEPES, V.; MARTÍ, J.V.; GONZÁLEZ-VIDOSA, F.; ALCALÁ, J. (2012). Técnicas de planificación y control de obras. Editorial de la Universitat Politècnica de València. Ref. 189. Valencia, 94 pp. Depósito Legal: V-423-2012.
Un muro pantalla o pantalla de hormigón in situ es un tipo de pantalla, o estructura de contención flexible, empleado habitualmente en ingeniería civil. Según el Código Técnico de Edificación (CTE-DB-SE C), son elementos de contención de tierras que se emplean para realizar excavaciones verticales en aquellos casos en los que el terreno, los edificios u otras estructuras cimentadas en las inmediaciones de la excavación, no serían estables sin sujeción, o bien, se trata de eliminar posibles filtraciones de agua a través de los taludes de la excavación y eliminar o reducir a límites admisibles las posibles filtraciones a través del fondo de la misma, o de asegurar la estabilidad de éste frente a fenómenos de sifonamiento.
Las pantallas de hormigón armado moldeadas en el suelo nacen en los años 50 como solución para resolver los problemas que plantean las excavaciones profundas próximas a edificios y estructuras subterráneas o por debajo del nivel freático. Esta técnica de la ingeniería civil surge como una aplicación de la larga experiencia en la utilización de lodos tixotrópicos existente en el campo petrolero.
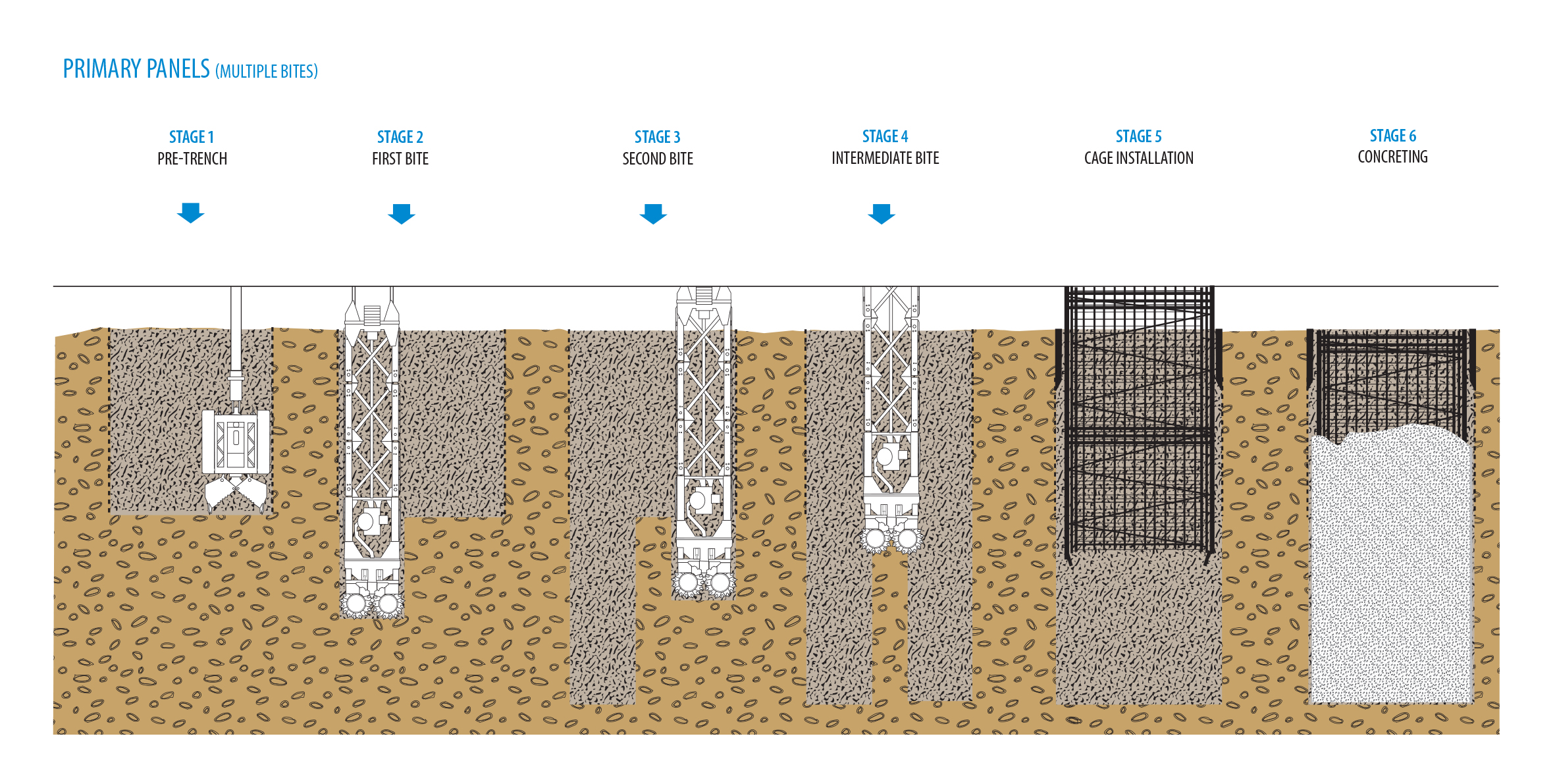
Es la tipología de cimentaciones más difundida en áreas urbanas para edificios con sótano en un predio entre medianeras, en parkings y a modo de barreras de contención de agua subterránea en túneles y carreteras. El proceso constructivo se puede dividir, de forma resumida, en las siguientes fases: construcción del murete guía, excavación de la zanja por bataches, colocación de la armadura, colocación de las juntas o encofrados laterales, hormigonado, construcción de la viga de coronación y excavación del recinto exterior. Detalles de este proceso lo podemos ver en los siguientes vídeos que os paso, que espero que os gusten.
Se denomina árido al material granulado que se utiliza principalmente como materia prima en la construcción. El árido se diferencia de otros materiales por su estabilidad química y su resistencia mecánica y se caracteriza por su tamaño. Según su origen, el árido puede ser natural, artificial o reciclado.
Veamos un vídeo de Canal Sur 2 en el que nos explican qué son los áridos, para qué sirven y su importancia para la economía andaluza.
También podemos ver el siguiente vídeo, producido por ANEFA y Holcim, grabado en la gravera El Puente. En él se explica, de manera humorística, el proceso de extracción de los áridos, sus usos y la restauración del medio ambiente. Espero que os guste.
El puerto de Ibiza se encuentra inmerso en un gran proceso transformador que empezó con la construcción del dique del Botafoc, ha proseguido con la entrada en servicio de los nuevos muelles, continuará con la construcción de las pasarelas y de la estación marítima, y concluirá con el nuevo paseo marítimo proyectado en el frente urbano del puerto. El objetivo de la construcción de los nuevos muelles del Botafoc es descongestionar la zona de la Marina, liberándola del tráfico portuario y así renovar su espacio, con paseos peatonales, actividad comercial de la zona, áreas de servicios a grandes yates y un atractivo punto de destino para cruceros de pequeña y mediana eslora.
Os dejo a continuación un par de vídeos, realizados por Adarve Producciones, para la UTE de empresas constructoras y para la Autoritat Portuària de Balears que muestran la evolución de las obras de la explanada y los muelles comerciales al abrigo del dique de Botafoc en el puerto de Ibiza (2010 – 2013). Os recomiendo que os fijéis en la instalación de los pilotes. Espero que os gusten.
Figura 1. Neumáticos de dúmperes rígidos. Imagen: V. Yepes
El neumático es el elemento que efectúa la unión elástica entre el vehículo móvil (dúmper, pala cargadora, bulldozer, motoniveladora) y el suelo. Sus funciones son transportar la carga, contribuir a la suspensión y amortiguación de la máquina, aportar flotabilidad y permitir el guiado y la tracción de la máquina. Desde finales del siglo XIX, cuando se empezaron a fabricar los primeros neumáticos, se ha producido una evolución espectacular que ha dado lugar a los neumáticos gigantes, concebidos para transportar cargas pesadas sobre suelos flojos y duros en las más diversas condiciones.
Wikimedia
Os dejo la siguiente presentación de Pedro Zambrana García, que espero os resulte útil.
En este otro vídeo podemos ver cómo se fabrican los neumáticos para equipos pesados.
Referencias:
YEPES, V.; MARTÍ, J.V. (2017). Máquinas, cables y grúas empleados en la construcción. Editorial de la Universitat Politècnica de València. Ref. 814. Valencia, 210 pp.
El hormigón autocompactable o autocompacto (HAC) representa un importante avance tecnológico en el campo del hormigón. Los primeros desarrollos se realizaron en Japón a finales de la década de los 80 por parte de Okamura y, en los últimos años, su utilización se ha ido generalizando en los países más avanzados.
El HAC es aquel hormigón que es capaz de fluir en el interior del encofrado, rellenándolo de forma natural, pasando entre las barras de armadura y consolidándose únicamente bajo la acción de su propio peso, sin compactación interna ni externa (Okamura, 1997), todo ello sin segregación ni indicios de bloqueo. Es especialmente adecuado para piezas prefabricadas o donde el armado sea complejo.
Según la definición anterior, las características fundamentales que debe presentar un hormigón autocompactante son:
Elevada fluidez.
Elevada cohesión. La elevada fluidez no debe implicar nunca segregación o exudación.
Adecuada viscosidad plástica.
Deformabilidad en estado fresco.
En definitiva, el HAC es un hormigón que, en su estado fresco, tiene un bajo grado de fricción entre sus partículas, lo que le confiere una fluidez adecuada, y que simultáneamente tiene la viscosidad necesaria para asegurar la cohesión y evitar la segregación. Para más información, os dejo este link: http://www.ieca.es/Uploads/docs/Buron%20-%20Fernandez-Gomez%20-Garrido%20-%20autocompactante.pdf
Os paso un vídeo en el que se puede ver la puesta en obra de este tipo de hormigón. Espero que os guste.
Referencia:
Okamura, H. (1997), “Concr. Intnl.”, Vol.19, n.º 7, pp.50-54.
La planificación y programación del mantenimiento de una máquina depende del tamaño de la empresa, de la complejidad de los equipos, del número de máquinas iguales, de la naturaleza de las operaciones, del coste de las paradas, etc. Siempre es necesario un procedimiento que evite, o al menos reduzca, las averías, detecte y diagnostique los defectos y repare o corrija los efectos del uso, sin que en ningún momento se sobrepasen los presupuestos económicos de la empresa.
No existe una clasificación rígida de los sistemas de mantenimiento, por lo que cada empresa debe elegir el más adecuado para cada tipo de máquina. En algunas máquinas es necesario un sistema preventivo avanzado, mientras que en otras se les permite funcionar hasta que se produzca una avería y se detengan de forma forzosa. No es admisible que una misma máquina participe en dos sistemas diferentes. Las políticas de mantenimiento pueden clasificarse de la siguiente forma:
Corrección por avería: Consiste en dejar los equipos en servicio hasta que aparezca un fallo, subsanándose la avería lo antes posible. Ello no implica dejar de lado el entretenimiento del primer escalón. Este sistema se utiliza en pequeñas empresas en las que no es justificable tener una plantilla para estas tareas, por lo que se acude a especialistas externos para las reparaciones. A pesar de la aparente economía de este procedimiento, solo se justifica en contadas ocasiones, o cuando se cuenta con muchas máquinas iguales y de capacidad holgada. El problema económico que provoca la paralización súbita e inesperada de una máquina es que puede dejar fuera de producción a otros equipos que dependen de ella.
Mantenimiento rutinario:Se dan unas instrucciones generales para el entretenimiento de grupos homogéneos de máquinas para evitar los fallos. La frecuencia de las tareas suele depender de la experiencia y el buen sentido del responsable de mantenimiento. Estas revisiones suelen incluir engrases, pruebas, inspecciones y ajustes. Se trata de un sistema de bajo coste, dada su simplicidad, que puede resolver numerosas averías antes de que se produzcan.
Mantenimiento preventivo planificado: Se establecen ciclos de revisiones y sustituciones de los órganos más importantes de la maquinaria en función de las instrucciones del fabricante, del tipo de utilización, del emplazamiento de la obra, etc. Este método permite llevar un registro de averías, frecuencias, piezas dañadas, etc., que proporciona información sobre la esperanza de vida de los elementos en funcionamiento. Cuando llega el momento previsto, se sustituye la pieza o el conjunto, aun cuando estén en buenas condiciones de funcionamiento. La programación de las tareas se realiza según el “método de la pieza crítica”. El elemento que presenta menor esperanza de vida establece la cadencia temporal de la sustitución del resto de las piezas.
Sistema de actuación
Objeto
Actuaciones
Revisiones normales
Facilitan el conocimiento de la situación de los diferentes elementos de la máquina
A través de controles espectrofotométricos de desgaste periódicos
Mediante inspecciones visuales punto por punto desde los conjuntos complejos a los elementos simples de cada uno
Atendiendo a las informaciones del propio operador
Revisiones especiales
Encaminadas a detectar la proximidad de la avería, tratando de evitarla
Chequeos: revisiones normales más profundas de los distintos órganos
Comprobaciones: comparando los datos obtenidos mediante los útiles de diagnóstico con los parámetros de la máquina e interpretando los valores resultantes
Tabla: Sistema de actuación en el mantenimiento preventivo.
El mantenimiento preventivo es más caro a corto plazo, pero permite programar los tiempos de fuera de servicio y evitar fallos catastróficos, con lo que aumenta la eficacia del servicio. Por el contrario, la corrección de averías resulta más cara a medio y largo plazo, ya que no permite programar a priori los tiempos de parada, lo que aumenta la probabilidad de que se produzcan fallos graves y disminuye la eficacia del servicio de reparación.
El mantenimiento preventivo permite conocer el desgaste de la máquina y repara antes de que se produzca una avería importante y, por tanto, costosa. Por tanto, reparar antes de que se produzca la avería es:
a) Más rápido: averías de menor gravedad, ahorro de tiempo de reparación, posibilidad de programar la reparación, menor trastorno a la situación de trabajo de la máquina.
b) Más económico: tiempo de reparación más corto, ahorro en mano de obra y en número de piezas a sustituir.
Sin embargo, aunque se detecte la avería con la mayor anticipación posible, no se remedian las causas que la ocasionan. Lo adecuado es tener en cuenta el mantenimiento desde el diseño o la adquisición de las máquinas e instalaciones. Los fabricantes pueden actuar en el diseño de sus productos para que estos sean robustos y, por tanto, se reduzcan al mínimo las tareas y los costes de mantenimiento.
La gestión del mantenimiento llevada a sus últimas consecuencias se plasma en el llamado mantenimiento productivo total (TPM). El TPM se diseña para maximizar la eficacia del equipo (mejorar la eficiencia global) estableciendo un sistema de mantenimiento productivo de alcance amplio que cubre la vida entera del equipo, conectando todas las áreas relacionadas con el equipo (planificación, producción, mantenimiento, etc.) con la participación de todos los empleados empezando por la alta dirección hasta llegar a los operarios, para promover el mantenimiento productivo mediante la “gestión de la motivación”, o actividades de pequeños grupos voluntarios. Es una filosofía que prioriza la gestión dirigida a los equipos. Se basa en un trabajo de adiestramiento eficaz que forme a tantos trabajadores como sea posible en los fundamentos y componentes clave del equipo que utilizan. Adopta un enfoque de medio y largo plazo y, para lograr los resultados que pretende, trabaja coordinadamente con otros departamentos de la empresa y de la dirección.
A continuación podemos ver una presentación sobre el mantenimiento productivo total.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
Ejemplo de definición geométrica. http://construblogspain.wordpress.com/
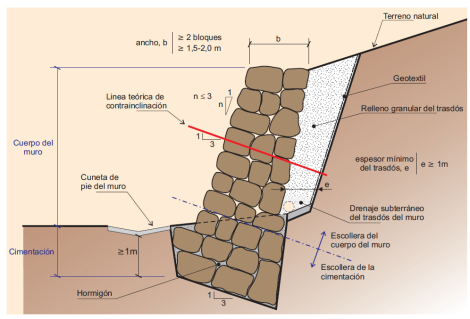
Las obras realizadas con grandes bloques de piedra son habituales en la construcción civil. Una primera clasificación se basa en su modo de ejecución. Así, tenemos las vertidas (diques rompeolas), las compactadas (pedraplenes, presas, etc.) y las colocadas (muros). A este último grupo nos referimos en esta entrada.
Los muros de escollera están formados por grandes bloques pétreos, obtenidos generalmente mediante voladura, y son de forma más o menos prismática y con superficies rugosas.
El Ministerio de Fomento ha editado una guía para el proyecto y la ejecución de este tipo de muros. En dicho documento, se entiende por muros de escollera colocada los constituidos por bloques de roca irregulares, de forma poliédrica, sin labrar y de gran tamaño (masa comprendida entre 300 y 3000 kg), que se colocan uno a uno mediante maquinaria específica para funciones de contención o sostenimiento.
A continuación, os paso algunos vídeos para que veáis el proceso constructivo de esta unidad de obra.
 La ejecución de muros pantalla con hidrofresa está especialmente indicada en terrenos de dureza elevada, en excavaciones profundas o cuando se requiera un método de excavación seguro y preciso. En este sentido, las obras urbanas pueden ser un buen ámbito de aplicación de esta tecnología de excavación. La hidrofresa consta de una estructura pesada de acero provista en su parte inferior de dos ruedas dentadas que giran en sentido contrario, arrancando el terreno. El accionamiento hidráulico de dichas ruedas, en combinación con el empuje vertical del peso del bastidor, produce el corte del terreno. La elevada fricción que se produce en las ruedas dentadas hace necesaria su refrigeración, así como la de la roca. Para ello se suele emplear lodo bentonítico, que se inyecta mediante un dispositivo de la propia máquina. Los propios lodos se mezclan con los detritus de la excavación, por lo que se extraen del fondo de la zanja. Dado que los lodos bentoníticos se recirculan para permitir esta extracción, han de ser “reciclados” mediante la eliminación de los restos de terreno extraídos del fondo de la zanja. La hidrofresa, a pesar de ser el mejor sistema —pues apenas produce vibraciones y es el más rápido—, presenta el inconveniente de ser una máquina cara, por lo que suele elevar el coste de la construcción de la pantalla.
La ejecución de muros pantalla con hidrofresa está especialmente indicada en terrenos de dureza elevada, en excavaciones profundas o cuando se requiera un método de excavación seguro y preciso. En este sentido, las obras urbanas pueden ser un buen ámbito de aplicación de esta tecnología de excavación. La hidrofresa consta de una estructura pesada de acero provista en su parte inferior de dos ruedas dentadas que giran en sentido contrario, arrancando el terreno. El accionamiento hidráulico de dichas ruedas, en combinación con el empuje vertical del peso del bastidor, produce el corte del terreno. La elevada fricción que se produce en las ruedas dentadas hace necesaria su refrigeración, así como la de la roca. Para ello se suele emplear lodo bentonítico, que se inyecta mediante un dispositivo de la propia máquina. Los propios lodos se mezclan con los detritus de la excavación, por lo que se extraen del fondo de la zanja. Dado que los lodos bentoníticos se recirculan para permitir esta extracción, han de ser “reciclados” mediante la eliminación de los restos de terreno extraídos del fondo de la zanja. La hidrofresa, a pesar de ser el mejor sistema —pues apenas produce vibraciones y es el más rápido—, presenta el inconveniente de ser una máquina cara, por lo que suele elevar el coste de la construcción de la pantalla.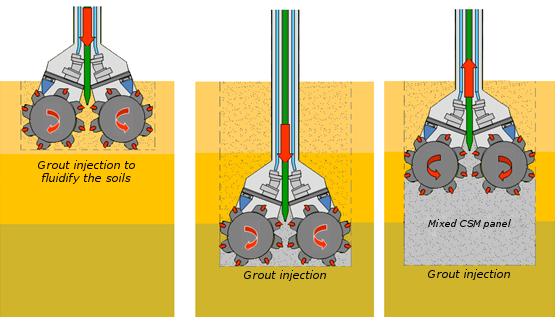







 La planificación y programación del
La planificación y programación del