¿Por qué es habitual compactar con el primer compactador que tenemos en obra? Grandes errores y pérdidas económicas han sufrido más de una obra de movimiento de tierras por no acertar con el equipo de compactación adecuado. No es un tema fácil, pues requiere conocer con cierto detalle no solo las características del compactador, sino también el tipo de suelo, su humedad, su granulometría, etc., y, además, las condiciones de trabajo que vamos a imponer a esta unidad de obra. Vamos, pues, a intentar divulgar algunas ideas en torno a este tema para complementar otros posts anteriores como el que dedicamos a la curva de compactación o al tramo de prueba.
La elección de un equipo compactador y la forma de usarlo están condicionadas por multitud de circunstancias y factores, de modo que la solución adoptada no es biunívoca para unas condiciones determinadas. Al final, la elección será fundamentalmente un asunto económico, ya que existen amplios solapes entre los distintos tipos de máquinas y sus campos de aplicación. Los casos que pueden presentarse son variados y cada uno requiere procedimientos específicos. No es lo mismo construir un terraplén nuevo que consolidar un terreno natural o trabajar en un terreno anegado. En las situaciones habituales, donde se forma un terraplén compactando tongadas sucesivas del terreno, la naturaleza del material empleado será determinante. El material empleado determinará la aplicabilidad de los equipos. El siguiente factor a considerar será el estado en que se encuentre (humedad, espesor de la capa, etc.). También decidirá la forma y las dimensiones de la zona a compactar.
Por último, se deberá atender al volumen total de material. Se eligen las máquinas de tamaños que proporcionen mayores rendimientos, pero sin romper los suelos. Suelen emplearse equipos que presenten mayores capacidades de producción que los equipos de excavación y transporte, para no convertirse en «cuellos de botella» de las actividades. Cuando se emplean varios equipos en la compactación, con frecuencia trabaja una máquina de elevadas producciones y otra la que termina la superficie. Se seleccionará el equipo de compactación en función de la naturaleza del relleno, considerando tres grandes grupos de materiales, los finos, los de grano grueso y los pedraplenes.
Elección del compactador en suelos finos
Los suelos finos (más del 35% de limos y arcillas, es decir, de la fracción inferior a 80 micras) se caracterizan, a efectos de la compactación, por la dificultad que presentan para variar su humedad. Si ésta es próxima a la óptima del Proctor Normal, pueden utilizarse desde los equipos de neumáticos, a los de patas apisonadoras e incluso los vibrantes lisos. Ante un defecto de humedad, antes de adicionar agua, se aconseja el uso de compactadores autopropulsados con patas apisonadoras que trabajen con tongadas de poco grosor. Arcillas muy cohesivas con bajo porcentaje de humedad precisan una presión muy fuerte que rompa los terrones para que después la compactación sea completa; por su naturaleza química, suelos muy arcillosos precisan una presión unitaria muy alta para poder compactarse. Con exceso de humedad sólo podemos apisonar con reducidas energías, para evitar que el terreno pierda estabilidad, aconsejándose la compactación en capas gruesas (40 a 60 cm) con equipos remolcados vibratorios con patas apisonadoras con peso superior a las 10 t.
Elección del compactador en suelos de grano grueso con finos
Estos suelos (proporción de finos superior al 5%, pero inferior al 35%) son muy sensibles a los cambios de humedad, lo que influye en el porcentaje de gruesos y en la plasticidad de la fracción fina. Son adecuados los rodillos vibratorios o los compactadores de neumáticos pesados, con espesores de capa de hasta 50 y 70 cm. Son menos apropiados los compactadores de patas apisonadoras.
Elección del compactador en suelos de grano grueso sin finos
Son suelos de escasa cohesión (porcentaje de finos inferior al 5%), hundiéndose en ellos los compactadores de alta presión de contacto, debiéndose precompactar el terreno, por ejemplo, con neumáticos de baja presión de inflado. En terrenos arenosos son muy útiles los equipos vibratorios y los de neumáticos, llegándose a apisonar tongadas de hasta 1 m. Con proporciones de gruesos más importantes, se recurre a rodillos vibratorios de alta carga lineal unitaria, con espesores menores. La vibración puede descompactar la parte superficial de la capa, que puede cerrarse con un compactador estático, o puede corregirse con la compactación de la capa siguiente.
Las arenas de granulometría uniforme pueden compactarse con abundante agua y con neumáticos de baja presión de inflado o con vibratorias de reducida carga unitaria. Una arena sin finos es difícil de compactar, sobre todo si es monogranular. Un 5% de finos arcillosos facilita la operación y confiere consistencia al conjunto. El tipo de finos debe ser plástico, ya que un limo empeoraría la mezcla.
Elección del compactador en pedraplenes
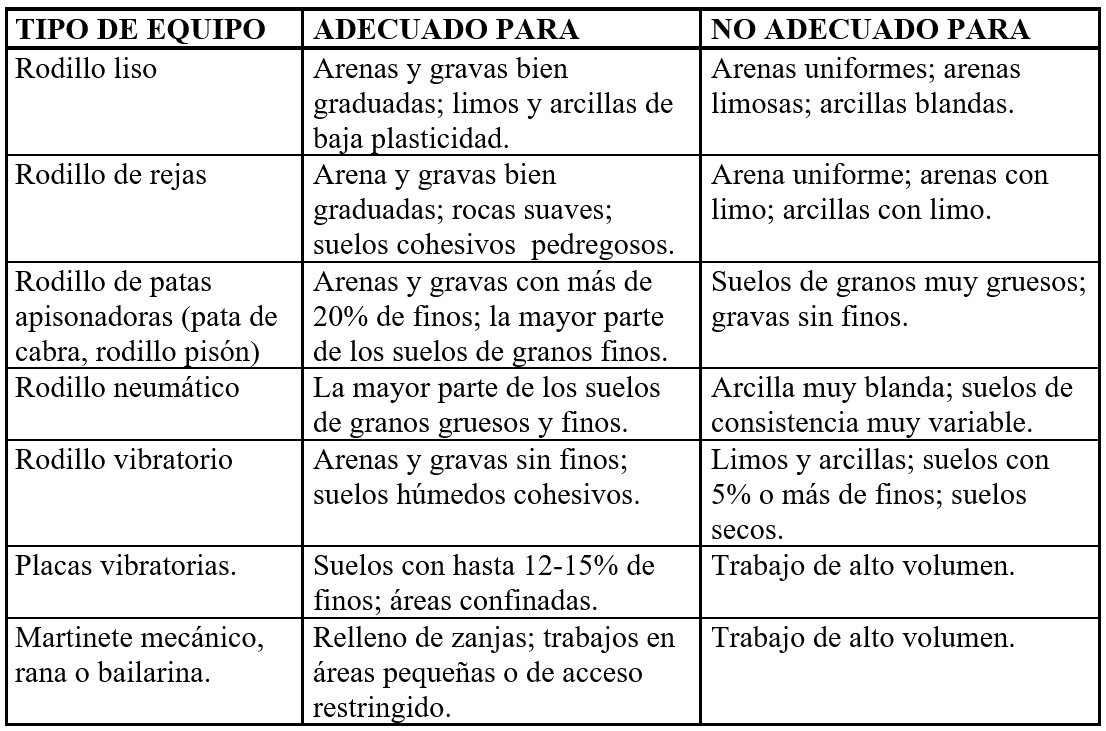
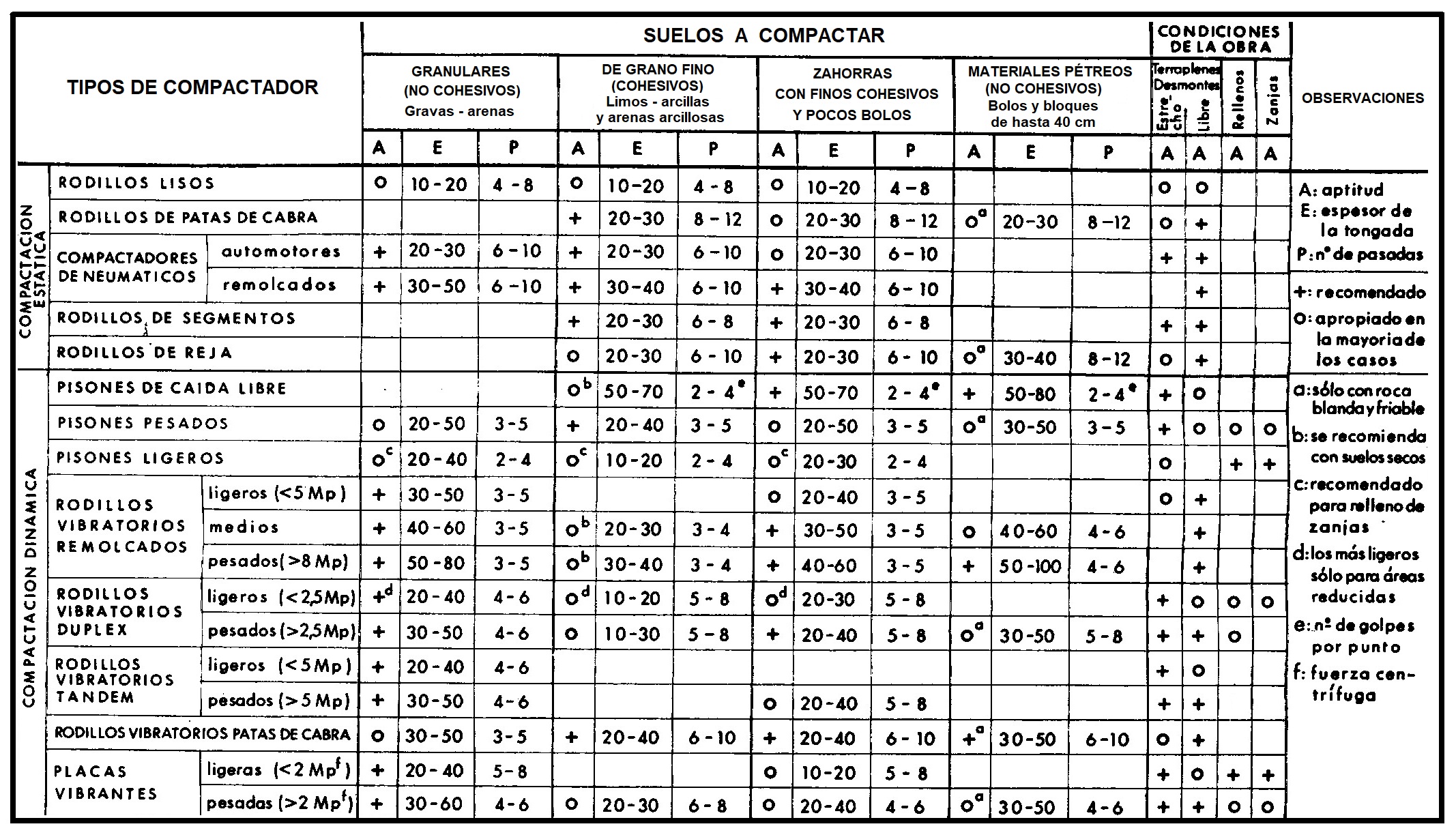
El espesor de las capas deberá ser superior en un 50% del tamaño máximo de los elementos. Si los elementos se disgregan, se compacta como un suelo de grano grueso con finos; si no, debe existir contacto entre los elementos gruesos, limitándose el contenido de finos al 30% del total. Se compactan con equipos vibratorios pesados —en cuyo caso deben pesar más de 10 t, con tongadas de 0,50 a 1,50 m—, y a veces también se usan los supercompactadores de neumáticos de más de 50 t. Por lo general, en carreteras, el pedraplén sin finos no se moja durante la compactación. La Tabla 1 recoge una recomendación sobre la elección del equipo de compactación.
La Norma Tecnológica de Edificación NTE-ADE de explanaciones proporciona, con carácter orientativo, el espesor de tongada e, en cm, a compactar y el número de pasadas n, en función del tipo de terreno y del compactador empleado. En la Tabla 3, H es la humedad en %, LP es el límite plástico y Cu el coeficiente de uniformidad de Hazen.
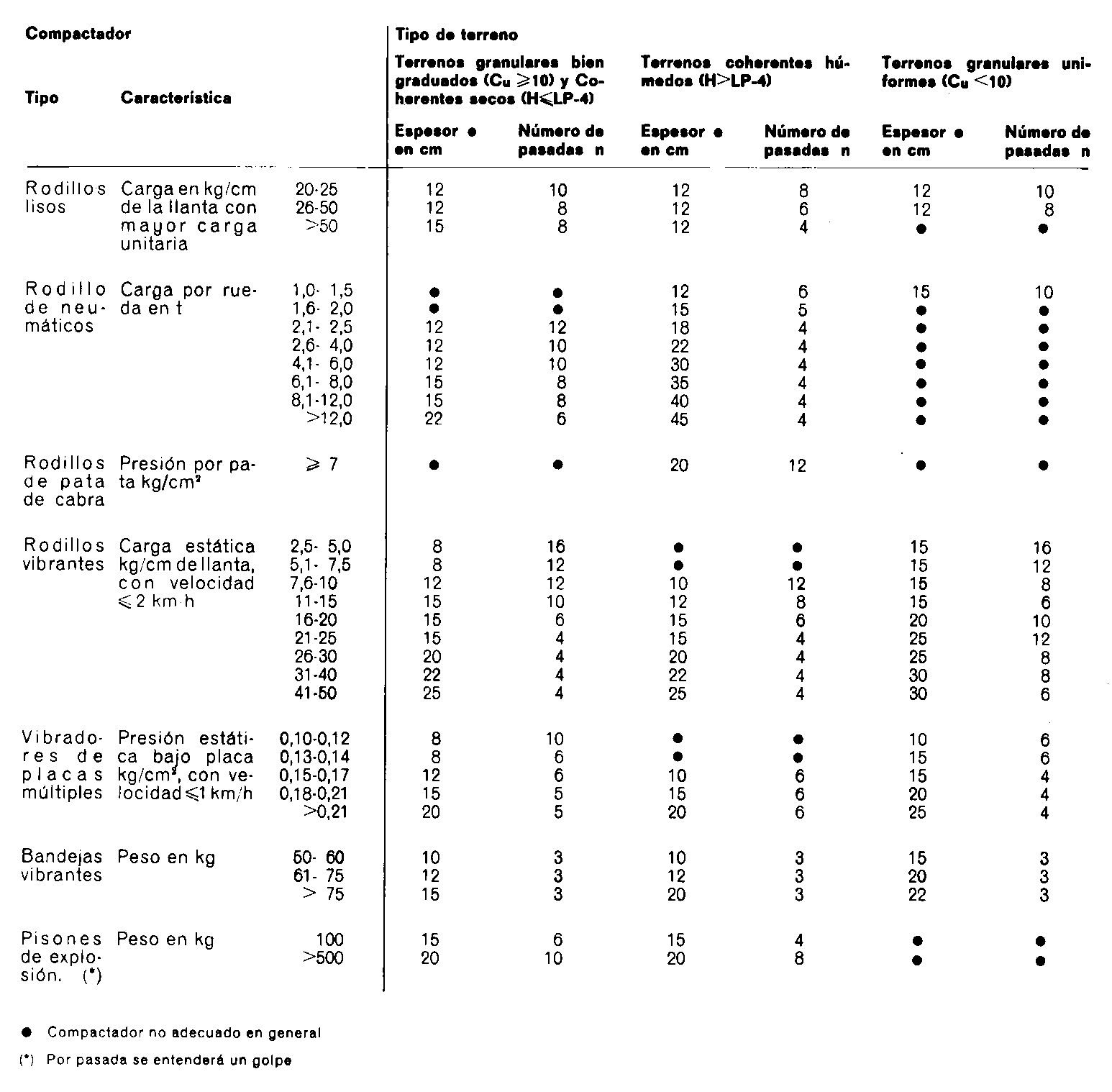
En caso de utilizarse una combinación de compactadores diferentes, se tomará como espesor máximo de tongada compactada y como número mínimo de pasadas, los correspondientes a los compactadores que requieran el valor menor y mayor respectivamente.
Os paso el siguiente Polimedia para repasar estos conceptos, aunque hay libros e información adicional que podéis consultar fácilmente para ampliar el tema. Espero que os guste.
Referencias
ABECASIS, J. y ROCCI, S. (1987). Sistematización de los medios de compactación y su control. Vol. 19 Tecnología carreteras MOPU. Ed. Secretaría General Técnica MOPU. Madrid, diciembre.
ROJO, J. (1988): Teoría y práctica de la compactación. (I) Suelos. Ed. Dynapac. Impresión Sanmartín. Madrid.
YEPES, V. (1997). Equipos de movimiento de tierras y compactación. Problemas resueltos. Colección Libro Docente nº 97.439. Ed. Universitat Politècnica de València. 253 pág. Depósito Legal: V-4598-1997. ISBN: 84-7721-551-0.
YEPES, V. (2021). Procedimientos de construcción para la compactación y mejora del terreno. Colección Manual de Referencia, 1ª edición. Editorial Universitat Politècnica de València, 426 pp. Ref. 428. ISBN: 978-84-9048-603-0.
Curso:
Curso de compactación superficial y profunda de suelos en obras de ingeniería civil y edificación.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.