En algunos artículos anteriores hemos descrito algunos procedimientos constructivos de los distintos tipos de pilotes. También se han comentado en artículos anteriores algunas técnicas relacionadas con los informes geotécnicos.
Sin embargo, aquí quiero resaltar algunos casos concretos donde los informes geotécnicos pueden confundir al constructor y llevarlo a errores durante la perforación o hinca de los pilotes (Rodríguez Ortiz, 1982):
Capas delgadas de arenisca floja o vetas de arena cementadas. Las coronas de sondeo las traspasan y disgregan, confundiéndose con arenas. Las barrenas que perforan los pilotes son de diámetro mayor y no tienen potencia suficiente para romper estas capas, con lo que se hace necesario un trépano. En el caso de hinca, se suele dar rechazo al llegar a estas capas, deteniéndose la hinca, lo que supone un riesgo de punzonamiento bajo las cargas de trabajo.
Las vetas carbonatadas y costras, de naturaleza evaporítica y de espesores variables, con elevadas resistencias. Los sondeos a rotación disgregan las gravas presentes, otras veces se sacan testigos rocosos que se confunden con gravas o bolos calcáreos. Son errores de apreciación que, unido a la difícil correlación entre los cortes geotécnicos, provocan que pasen desapercibidas estas vetas y causen problemas en la hinca y en la perforación.
Las vetas silicatadas se confunden con los cantos de sílex. Son capas de extraordinaria dureza que hace difícil la penetración de los pilotes, incluso con espesores de pocos centímetros.
Bloques erráticos u obstáculos de tamaño similar al diámetro del pilote. Pueden dificultar enormemente el hincado o la perforación.
Confusión entre roca sana y alterada en el apoyo del pilote, que puede magnificar o infravalorar la capacidad portante prevista.
Evaluación de la resistencia de una capa rocosa para predecir si la excavación debe realizarse con trépano, tricono o elementos de corte rotativo.
La estructura del substrato rocoso debe caracterizarse geológicamente y con reconocimientos puntuales para determinar si las fracturas impiden la perforación rotativa para un determinado diámetro.
Los sondeos pueden interpretar una estabilidad de las paredes diferente a la perforación del pilote, pues los diámetros son diferentes. Si el terreno lo permite, se prefieren los sondeos helicoidales, pues se aproximan mejor a las condiciones de perforación del pilote.
La permeabilidad del terreno y la presencia de capas granulares abiertas pueden impedir la perforación con lodos, debiéndose recurrir a la entubación. Un sondeo convencional puede pasar por alto este aspecto, salvo que se hagan pruebas de bombeo o permeabilidad.
Referencias:
RODRÍGUEZ ORTIZ, J.M. (1982). Reconocimientos del terreno para pilotajes, en ROMANA, M. (Ed.): Apuntes sobre pilotes. Universidad Politécnica de Valencia.
Figura. Riegos con gravilla. http://eurovia-es.com
Los riegos con gravilla son los tratamientos superficiales por antonomasia, siendo una de las primeras técnicas de pavimentación asfáltica.
Constan de uno o varios riegos de ligante hidrocarbonado sobre una superficie, seguidos de una o varias extensiones de un árido de granulometría uniforme para conseguir una capa de rodadura de espesor similar al tamaño del árido empleado. La utilización de riegos con gravilla para las categorías de tráfico pesado tendrá carácter excepcional.
Se distinguen varios tipos:
Riegos monocapa: una aplicación de ligante y una capa de gravilla. Se denominan simples tratamientos superficiales.
Riegos bicapa: dos aplicaciones sucesivas de ligante y árido. Se denominan dobles tratamientos superficiales.
Riegos monocapa doble engravillado: un riego de ligante seguido de una capa de grava gruesa y otra más fina que ocupe los huecos.
Riegos sándwich: una capa de grava, luego riego de ligante y otra capa de gravilla más fina.
Riegos multicapa: múltiples capas de gravilla regadas con ligante. Destacan los triples tratamientos superficiales, aunque están en desuso respecto al uso de una capa delgada de aglomerado asfáltico.
Os dejo algunos vídeos que ilustran con mayor detalle estos tratamientos superficiales. En el primer vídeo, el profesor Miguel Ángel del Val explica el concepto y los tipos de los riegos con gravilla.
En este segundo vídeo, Miguel Ángel del Val nos explica el diseño y la ejecución de estos riegos.
Por último, veamos la puesta en obra de los riegos con gravilla.
Os dejo una publicación de la Asociación Técnica de Emulsiones Bituminosas (ATEB) sobre los riegos con gravilla.
KRAEMER, C.; MORILLA, I.; DEL VAL, M.A. (1999). Carreteras II. Explanaciones, firmes, drenaje, pavimentos. 1ª edición. Colegio de Ingenieros de Caminos, Canales y Puertos. Madrid.
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes de la Universitat Politècnica de València. Ref. 749.
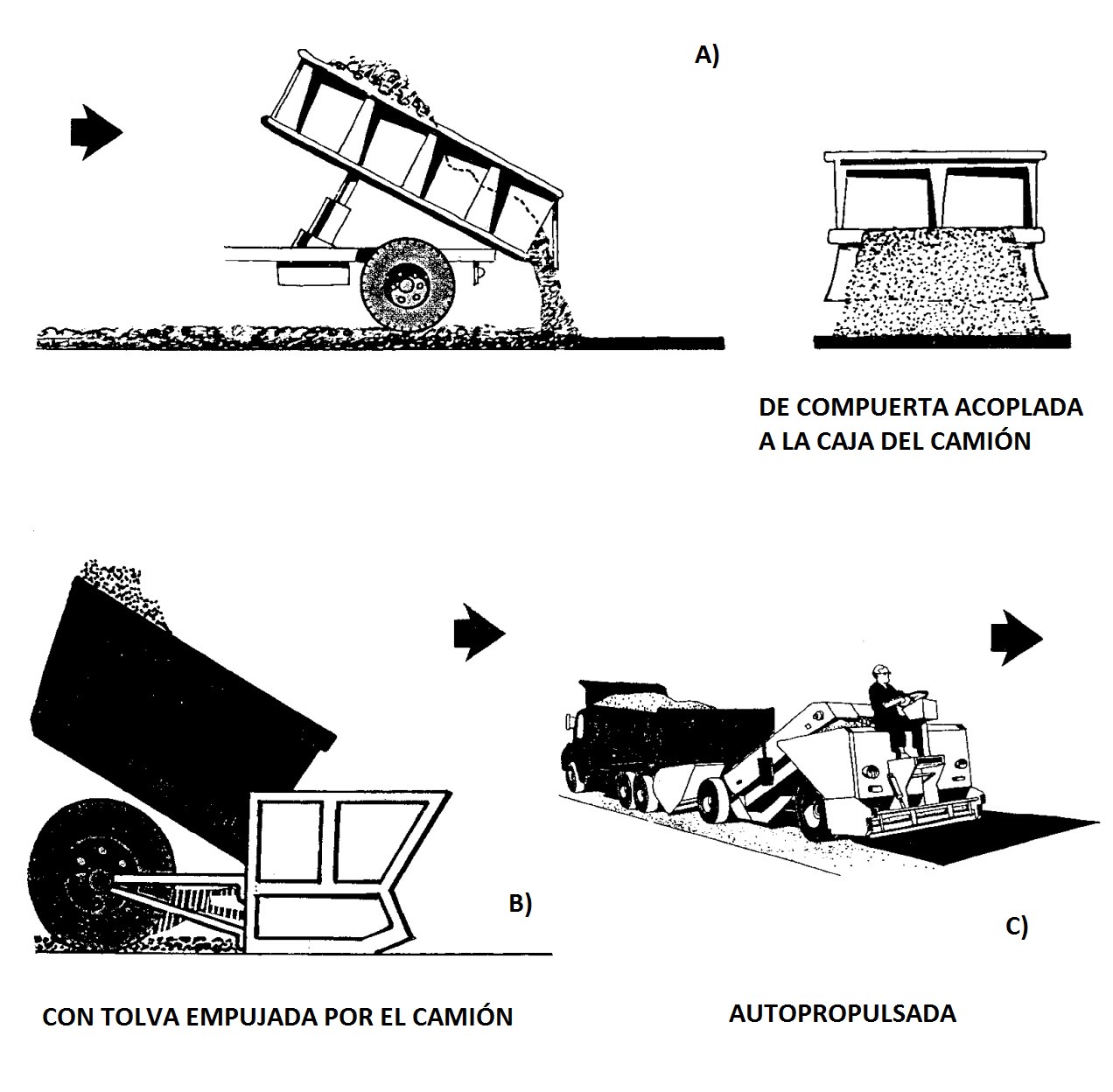
Figura 1. Extendedora de gravilla sobre camión. METONG
El engravillado tras un riego debe realizarse antes de que se enfríe el ligante. Se extiende entre 10 y 20 l/m2, con precaución de no superar la cantidad requerida, pues el ligante no absorbería toda la gravilla, produciéndose proyecciones peligrosas al circular los vehículos. Con una cantidad de gravilla inferior, se produciría una falta de recubrimiento, con zonas lisas y falta de agarre.
Existen dos tipos de máquinas extendedoras de gravilla, también denominadas gravilladoras:
Extendedora de gravilla sobre camión o rampa de extendido: A la caja basculante del camión se le acopla un extendedor desmontable que puede incorporar un tornillo sin fin para mejorar la distribución de la gravilla. La gravilla cae de la caja cuando bascula y llega al extendedor, que es una chapa de forma parabólica con unos separadores que uniformizan el extendido al caer al suelo. Un operario regula la apertura de la rampa para determinar la cantidad de árido a extender. El camión debe circular marcha atrás para no pisar el riego sin gravilla.
Extendedora de gravilla remolcada: En este caso, el extendedor se remolca por un camión que suministra la gravilla a la pequeña tolva de la extendedora, distribuyéndola según la velocidad del camión. Un tornillo sin fin distribuye la gravilla de forma uniforme. Esta máquina se limita a las gravas gruesas y la construcción de arcenes.
Figura 2. Extendedora de gravilla remolcada. http://www.columbiamaq.clFigura 3. Esquemas de extendedoras de gravillas
Os dejo algunos vídeos sobre esta maquinaria.
Referencias:
KRAEMER, C.; MORILLA, I.; DEL VAL, M.A. (1999). Carreteras II. Explanaciones, firmes, drenaje, pavimentos. 1ª edición. Colegio de Ingenieros de Caminos, Canales y Puertos. Madrid.
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes de la Universitat Politècnica de València. Ref. 749.
Figura 1. Vista frontal del sistema Pipe Express® desarrollado por Herrenknecht.
En algunos artículos anteriores hemos hablado con cierto detalle de tecnologías sin zanja para la instalación de tuberías. Son las denominadas, en inglés, tecnologías “trenchless”. Sin embargo, la tecnología no se detiene y, en esta entrada, quiero describir brevemente una técnica constructiva que se podría llamar “semi-trenchless”. Se trata del Pipe Express®, tecnología desarrollada por la empresa Herrenknecht para la instalación de tuberías.
Con el desarrollo de esta tecnología, Herrenknecht ha establecido un nuevo procedimiento constructivo para la instalación de tuberías a grandes distancias. El método sin zanjas no requiere la bajada de agua subterránea y en comparación con la construcción a cielo abierto, la zona afectada puede ser considerablemente más estrecha. Ello redunda, como no puede ser de otra forma, en mejores rendimientos y menores costes, además de ser un procedimiento respetuoso con el medio ambiente. Dependiendo de las condiciones del proyecto, con esta nueva técnica se puede instalar de forma segura hasta 1.000 m de tubería por día.
Tal y como se puede observar en la Figura 1, se trata de una tuneladora que trabaja bajo tierra y una unidad de excavación como conexión vertical entre la tuneladora y la superficie del terreno. El útil de corte de la tuneladora es el que realiza la excavación del terreno. Un transportador de tornillo interno y una unidad de corte vertical llevan el material excavado a la cinta transportadora pivotante en la superficie.
Figura 2. El sistema Pipe Express® desarrollado por Herrenknecht.
Esta tecnología puede ser de gran interés en zonas con suelos inestables, nivel freático elevado y requisitos de instalación profundos. Tal y como indica la empresa, con Pipe Express®, la zona afectada y los correspondientes movimientos de tierra pueden reducirse hasta en un 70% en comparación con el método de corte abierto. Esto supone una menor interferencia con la población, los usuarios o los propietarios del terreno, pues se reduce el despliegue de grandes equipos y se acorta el plazo de ejecución. Además, la rápida instalación de tuberías de una sola pasada y la menor necesidad de maquinaria de construcción convencional significan una reducción significativa de las emisiones de gases de los motores de combustión y de ruido.
A continuación os dejo varios vídeos explicativos sobre esta nueva tecnología.
También os dejo información adicional del propio fabricante.
La traílla remolcada consiste en una caja montada sobre dos ejes con neumáticos; un eje portador en la parte posterior y un eje, con timón de remolque y dirección, en la parte delantera. Se remolca normalmente por medio de un tractor de orugas. El chasis puede llevar en la parte de atrás un tampón de empuje con miras a la utilización de un empujador. Son adecuadas para distancias cortas. Se fabrican hasta de 24 m3 de capacidad, aunque están siendo sustituidas por las mototraíllas. Presentan un mayor esfuerzo de tiro, debido a una buena tracción, incluso en pistas de mal estado. Salvo algún caso excepcional, hoy solo se utilizan en trabajos de poca envergadura o de tipo agrícola. En la figura puede verse una traílla remolcada por un tractor agrícola usada en la redistribución de arena en las playas.
Os dejo a continuación un par de vídeos que ilustran bien el modo de trabajo de estas máquinas. En el primer vídeo se puede ver una máquina empleada en movimiento de tierras, mientras que en el segundo se ve un trabajo de tipo agrícola.
Referencias:
YEPES, V. (2014). Maquinaria de movimiento de tierras. Apuntes de la Universitat Politècnica de València, Ref. 204. Valencia, 158 pp.
En una entrada anterior ya se comentaron aspectos básicos de las mototraíllas (scrapers, en inglés). Son máquinas utilizadas para la excavación, carga, transporte, descarga y nivelación de materiales de consistencia media, tales como tierras, arena, arcilla, rocas disgregadas, zahorras, etc. Consisten en una caja abierta con dispositivo de descenso, corte, ascenso y descarga de tierras. Dicha cuchilla va cortando el terreno, llenándose la caja al avanzar la máquina. En esta ocasión vamos a describir de forma breve la mototraílla de doble tracción.
Las mototraíllas de doble tracción poseen dos motores, uno delantero y otro posterior, y, por tanto, tienen tracción en los dos ejes. Son más potentes que las convencionales, pudiendo trabajar en terrenos más compactos, y con mayores pendientes. Suelen tener una relación capacidad/potencia de 35 l/CV y una relación peso/potencia de 120 kg/CV. Estas máquinas se complementan, en ocasiones, con una segunda mototraílla dispuesta en tándem con la primera, trabajando en pareja y reciben entonces el nombre de mototraíllas de empuje y arrastre (push-pull): presentan en la parte delantera un plato de empuje y un dispositivo de enganche con accionamiento desde la cabina, en la parte posterior dispone de un tope y un gancho fijo. La delantera se llena mediante el empuje de la trasera y cuando está cargada, baja la trasera, el gancho y la caja siendo remolcada por la delantera. Cuando está cargada la trasera, emite una señal acústica, se desengancha y la delantera deja de tirar. Desde este momento las traíllas funcionan de forma independiente hasta que se repite el ciclo de carga. Sus distancias de acarreo óptimas se sitúan entre 150-200 m. y 1.600 m.
Figura 2. Equipo de mototraíllas de empuje y arrastre. https://www.cat.com
Os dejo ahora algunos vídeos relacionados con el trabajo de estas máquinas. Espero que os sean de interés.
En estos vídeos se aclara mejor el trabajo de las mototraíllas de empuje y arrastre.
Referencias:
YEPES, V. (2014). Maquinaria de movimiento de tierras. Apuntes de la Universitat Politècnica de València, Ref. 204. Valencia, 158 pp.
Figura 1. Compactador vibratorio de rodillo liso. https://construction.trimble.com
En la ejecución de los terraplenes son objeto de control los suelos utilizados, la extensión, la compactación y la geometría. La vigilancia de la compactación consistirá en la comprobación de que el producto final cumple las especificaciones. Ya vimos que no solo la densidad, sino otras condiciones como la deformación o el asiento máximo bajo carga pueden medir si se ha logrado o no dicho objetivo.
La medida del porcentaje de compactación, o lo que es lo mismo, de la densidad «in situ» del suelo, puede hacerse a través de la extracción de una muestra del terreno, o bien mediante el uso de aparatos nucleares, más rápidos y con menores errores debidos al operador.
Otros procedimientos suponen evaluar la deformabilidad del terreno, mediante el módulo de deformación o medidas de deflexiones del suelo al paso de cargas.
El control de calidad de esta unidad de obra puede realizarse mediante una comprobación del producto terminado, o bien por una verificación del proceso, teniendo ambos sistemas sus ventajas e inconvenientes.
Durante mucho tiempo, la filosofía subyacente en las relaciones cliente-proveedor se han basado en la desconfianza y las partes se consideraban adversarios. Resulta de interés lo que Juran y Gryna (1995) decían al respecto: “… algunos compradores veían a sus proveedores como criminales potenciales que podían tratar de que sus productos defectuosos pasaran la inspección al ser recibidos”.
En la actualidad, se va asumiendo la necesidad de que la relación entre compradores y proveedores -dirección técnica y contratista-, se base en el respeto mutuo y la cooperación, pues de esta forma se benefician las dos partes. El intercambio de información de todo tipo y la colaboración en la resolución de problemas son aspectos fundamentales en la consecución de componentes de calidad. En este sentido, el proveedor no solo suministra productos de calidad, sino que, además, facilita la información que evidencia que su Sistema de Calidad (por ejemplo, basado en ISO 9001) es eficiente. Con ello se garantiza y se asegura la calidad ganándose la confianza del comprador.
Control del producto terminado o de recepción
Es el clásico procedimiento contractual, en el cual sólo se comprueba la densidad final alcanzada en una serie de puntos. Se establecen lotes de control y el muestreo se hace de forma aleatoria. En este tipo de verificación, el constructor puede establecer el sistema de trabajo que considere adecuado, siempre que luego cumpla con las especificaciones.
El sistema está indicado cuando tanto los materiales como los métodos de compactación no son demasiado homogéneos. Ello suele coincidir con ritmos de obra de medios a bajos, permitiendo la realización de un número elevado de determinaciones de densidad.
Existen dos grandes grupos o tendencias en cuanto al control de calidad por “resultado” (remitimos a bibliografía específica la descripción de estos procedimientos de control de calidad):
1) Control por peso específico:
1.1.- Métodos directos:
1.1.1.- Clásicos: Arena, membrana, aceite, grandes catas, etc.
El PG3 resume en tres los ensayos de referencia, con las siguientes especificaciones:
Ensayo de compactación Proctor:
El Proyecto, o en su defecto el Director de las Obras, señalará, entre el Proctor normal (PN) o el Proctor modificado (PM), el ensayo a considerar como Proctor de referencia (PR). En caso de omisión se considerará como ensayo de referencia el PM.
En este sistema de control, se clasificarán los materiales a utilizar en grupos cuyas características sean similares. A estos efectos se consideran similares aquellos materiales en los que se cumpla, en un mínimo de 3 muestras ensayadas, lo siguiente:
Pertenencia al mismo tipo de clasificación definida por el PG3.
Rangos de variación de la densidad seca máxima en el PR no superiores al 3%.
Rangos de variación de la humedad óptima en el PR no superiores al 2%.
Dentro de cada grupo se establecerán los correspondientes valores medios de la densidad seca máxima y de la humedad óptima que servirán de referencia para efectuar el análisis de los resultados del control. Se determinará asimismo la zona de validez que se indica después.
El volumen de cada uno de esos grupos será mayor de 20.000 m3. En caso contrario se recurrirá a otro procedimiento de control.
En el caso de que los materiales procedentes de una misma zona de extracción no puedan agruparse de la forma anteriormente descrita ni sea posible separarlos para su aprovechamiento, no será aplicable el método de control de producto terminado mediante ensayos Proctor, debiéndose recurrir al empleo intensivo del ensayo de carga con placa según NLT 357, con alguno complementario como el de huella según NLT 256, o el método de control de procedimiento, según determine el Director de las Obras.
Ensayo de carga con placa:
Para determinar el módulo de deformación del relleno tipo terraplén se utilizará el ensayo de carga con placa. Las dimensiones de dicha placa serán tales que su diámetro o lado sea al menos 5 veces superior al tamaño máximo del material utilizado. En ningún caso la superficie de la placa será inferior a 700 cm2. El ensayo se realizará según la metodología NLT 357 aplicando la presión, por escalones, en dos ciclos consecutivos de carga.
En caso de necesidad, el Proyecto podrá fijar otras condiciones de ensayo que las de la norma indicada, en cuyo caso deberá establecer los valores correspondientes a exigir para el módulo de deformación del segundo ciclo de carga Ev2, y para la relación K entre módulos de segundo y primer ciclos de carga.
Ensayo de la huella
En el caso de realizar el ensayo de la huella se utilizará la norma NLT 256, en la que se indica el control de asientos, sobre 10 puntos separados 1 m, antes y después del paso del camión normalizado.
El ensayo de huella se efectuará correlacionado con el ensayo de placa de carga NLT 357 y por tanto los valores de huella admisibles serán aquellos que garanticen el resultado de la placa de carga. Los mismos serán establecidos por el Director de las Obras a propuesta del Contratista apoyada por los correspondientes ensayos de contraste.
En todo caso los valores de huella admisible no serán superiores a los siguientes:
En cimiento, núcleo y espaldones: 5 mm.
En coronación: 3 mm.
El artículo 330 del PG3 establece las siguientes definiciones relativas al plan de control de calidad:
Definición de lote:
Dentro del tajo a controlar se define como «lote», que se aceptará o rechazará en conjunto, al menor que resulte de aplicar a una sola tongada de terraplén los siguientes criterios:
Una longitud de carretera (una sola calzada en el caso de calzadas separadas) igual a 500 m.
En el caso de la coronación una superficie de 3.500 m2 y en el resto de las zonas, una superficie de 5.000 m2 si el terraplén es de menos de 5 m de altura y de 10.000 m2 en caso contrario. Descontando siempre en el conjunto de estas superficies unas franjas de 2 m de ancho en los bordes de la calzada y los rellenos localizados según lo definido en el artículo 332, «Rellenos localizados» del PG3.
La fracción construida diariamente.
La fracción construida con el mismo material, del mismo préstamo y con el mismo equipo y procedimiento de compactación.
Nunca se escogerá un lote compuesto de fracciones correspondientes a días ni tongadas distintas, siendo por tanto entero el número de lotes escogido por cada día y tongada.
Muestras y ensayos a realizar en cada lote:
Dentro de la zona definida por el lote se escogen las siguientes muestras independientes:
Muestra de superficie: Conjunto de 5 puntos, tomados en forma aleatoria de la superficie definida como lote. En cada uno de estos puntos se determinará su humedad y densidad.
Muestra de borde: En cada una de las bandas de borde se fijará un punto por cada 100 m o fracción. Estas muestras son independientes de las anteriores e independientes entre sí. En cada uno de estos puntos se determinará su humedad y densidad.
Determinación de deformaciones: En coronación se hará un ensayo de carga con placa según NLT 357 por cada uno de los lotes definidos con anterioridad. En el resto de las zonas el Director de las Obras podrá elegir entre hacer un ensayo de placa de carga por cada lote o bien hacer otro tipo de ensayo en cada lote, como puede ser el de huella, de forma que estando convenientemente correlacionadas se exijan unos valores que garanticen los resultados del ensayo de placa de carga, aspecto este que se comprobará, al menos, cada 5 lotes.
La determinación de deformaciones habrá de realizarse siempre sobre material en las condiciones de densidad y grado de saturación exigidas, aspecto que, en caso de duda, y en cualquier caso que el Director de las Obras así lo indique, habrá de comprobarse. Incluso se podrá obligar a eliminar la costra superior de material desecado antes de realizar el ensayo.
Para medir la densidad seca «in situ» podrán emplearse procedimientos de sustitución (método de la arena UNE 103503, método del densímetro, etc.), o preferentemente métodos de alto rendimiento como los métodos nucleares con isótopos radiactivos. En todo caso, antes de utilizar estos últimos, se calibrarán sus resultados con las determinaciones dadas por los procedimientos de sustitución. Esta calibración habrá de ser realizada para cada uno de los grupos de materiales definidos anteriormente y se comprobará al menos una vez por cada 10 lotes ensayados. De forma análoga se procederá con los ensayos de humedad, por secado según UNE 103300 y nucleares.
Para espesores de tongada superiores a 30 cm se garantizará que la densidad y humedad medidas se corresponden con las del fondo de la tongada.
Para la aceptación de la compactación de una muestra el valor medio de la densidad de la muestra habrá de cumplir las condiciones mínimas impuestas en el PG3. Además, al menos el 60 % de los puntos representativos de cada uno de los ensayos individuales en un diagrama humedad-densidad seca, han de encontrarse dentro de la zona de validez que a continuación se define, y el resto de los puntos no podrán tener una densidad inferior en más 30 kg/m3 a las admisibles según lo indicado en el PG3, en el Proyecto o por el Director de las Obras.
La zona de validez es la situada por encima de la curva Proctor de referencia, normal o modificado según el caso, y entre las líneas de isosaturación correspondientes a los límites impuestos al grado de saturación, en el Proyecto o en su defecto en el PG3.
Dichas líneas límite, salvo indicación en contra del Proyecto, serán aquellas que pasen por los puntos de la curva Proctor de referencia correspondientes a humedades de -2 % y +1 % de la óptima. En el caso de suelos expansivos o colapsables los puntos de la curva Proctor de referencia serán los correspondientes a humedades de -1 % y +3 % de la óptima de referencia.
Figura 2. Control de compactación. http://www.geoconstruye.com
La humedad de las capas compactadas no será causa de rechazo, salvo cuando, por causa justificada, se utilicen suelos con características expansivas. En este caso, si no está previsto en el pliego de prescripciones técnicas, estos suelos deberán ser objeto de un estudio cuidadoso en laboratorio en el que se determinarán los valores de humedad y densidad a obtener en obra y los márgenes de tolerancia.”
Vemos que se trata de controles muestrales, de los que se pretenden inferir las características de la totalidad de la superficie ensayada. La inferencia estadística pretende obtener información de las muestras para conocer los parámetros poblacionales, cuantificando el riesgo de error en términos de probabilidad.
El lote es el conjunto del que se toma la muestra y sobre el que hay que tomar la decisión de aceptar o rechazar. Cada lote deberá haberse producido bajo condiciones homogéneas y durante un período de tiempo determinado.
Llegados a este punto es necesario hacer la siguiente consideración, basada en los fundamentos estadísticos de los planes de muestreo: no es justo realizar tamaños de muestra proporcionales a los tamaños del lote, ya que se varían las probabilidades de aceptar el lote, y ello puede ser utilizado injustamente en beneficio propio por la parte que toma la decisión. De esta forma, si quien decide el tamaño del lote es el contratista, tenderá a lotes de pequeño tamaño -y por tanto reducidos tamaños de muestra-, pues así, la casi totalidad de los lotes serán aceptados incluso -injustamente- los de baja calidad. Si, por el contrario, quien decide el tamaño es la administración, tenderá a pedir lotes de gran tamaño pues, así, se aceptarán solamente los muy buenos aunque también lotes de buena calidad serán -injustamente- rechazados. Por tanto, no es lo mismo determinar lotes de 1.000 m2 y una muestra de una unidad, que lotes de 5.000 m2 y muestras de 5 unidades, o lotes de 10.000 m2 y muestras de 10 unidades.
La muestra aleatoria simple es aquella que se toma de tal forma que todos los conjuntos de n determinaciones del lote tienen la misma probabilidad de constituir la muestra o, lo que es equivalente, que todas las determinaciones que se puedan tomar del lote tienen la misma probabilidad de formar parte de la muestra. Se deben evitar ir a los sitios “peores”, o a los que el operador que realiza los ensayos le parecen “representativos”.
Conviene tener en cuenta que un punto de porcentaje no es una cosa nimia, puesto que un material completamente suelto tiene ya una densidad del orden del 85% de la de referencia.
Los pesos específicos “in situ” y las diferencias entre humedades “in situ” y la óptima siguen una distribución normal. Para situaciones generales es corriente un coeficiente de variación inferior al 3% respecto al peso unitario e inferior al 1,5% respecto a la diferencia entre la población de humedades y la óptima. Es interesante el concepto de “homogeneidad” aplicado por la norma Suiza (SNV 640585a) en cuanto al peso específico aparente húmedo que establece un coeficiente de variación máximo del 5% para dicha variable.
Control del proceso
Con objeto de limitar el número de ensayos, que puede ser prohibitivo en algunos casos, se trata de aumentar el nivel de fiabilidad del producto introduciendo especificaciones en la forma de ejecutar la unidad de obra. Así, según el tipo de suelo, se pueden fijar unas máquinas a utilizar, unos espesores máximos de capa y delimitar el número mínimo de pasadas necesarias. Otro método sería establecer todos estos parámetros en función de los resultados obtenidos para un material en un tramo de prueba.
Su uso está indicado para fuertes ritmos de producción con materiales y sistemas de ejecución homogéneos. La rapidez de ejecución impide la realización de ensayos de producto terminado en número suficiente, y a veces hay que tomar decisiones con rapidez y agilidad, sin merma en la calidad.
El control del “proceso” requiere un conocimiento previo del comportamiento de cada material, un control exhaustivo de la capacidad de trabajo de las máquinas y un método de trabajo estrictamente controlado.
Este tipo de control, combinado con el de producto final, presenta ventajas evidentes, pero supone cierto «compromiso» por parte de la Administración contratante en el proceso de ejecución, que a veces es difícil de establecer de forma contractual. A estas dificultades administrativas se sumarían los problemas técnicos debido al clima, lo que entorpece la elaboración de procedimientos específicos de control que sean homogéneos. No obstante, es un tipo de control que se lleva a cabo en distintos países, destacando el modelo francés. A pesar de sus ventajas, este procedimiento apenas se emplea en nuestro país.
La prevención conlleva el reconocimiento de que la calidad debe generarse durante el proceso y no ser inspeccionada cuando el producto está acabado. Es mejor adelantarse a los acontecimientos en vez de reaccionar constantemente cuando los fallos se producen. Incluso desde el punto de vista de la eficiencia económica, es más barato dedicar parte de los recursos a la prevención que asumir sin más los costes de la no calidad.
Los nucleodensímetros como aparatos de medida
El empleo de ensayos tradicionales como el método de la arena han sido desplazados por el empleo de nucleodensímetros ya que éstos permiten la obtención de la densidad y la humedad de un forma casi instantánea. Son equipos que poseen una fuente radiactiva en el extremo de la sonda que se introduce en el terreno y dos detectores de radiación. La fuente se compone de Cesio 137, el cual emite fotones gamma. Estos fotones, antes de llegar a los detectores, chocan con los electrones de los átomos del suelo. Una alta densidad implica un alto número de choques, siendo menor el número de fotones que llegan a los detectores. La fuente radiactiva también posee Americio-241: Berilio, que emite neutrones. El detector de neutrones localiza la cantidad de los mismos que, debido a la presencia de átomos de hidrógeno del agua del suelo, son termalizados. Este mecanismo permite la obtención de la humedad.
Los nucleodensímetros tienen dos modos de obtener las densidades: transmisión directa (la sonda penetra en el material) y retrodispersión (en caso contrario). El modo de transmisión directa se debe emplear siempre que sea posible introducir la sonda en el material que se desea ensayar. El operador realiza un orificio en el suelo ayudándose de una pica y un mazo. La profundidad a la que debe introducirse la sonda deber ser igual o ligeramente inferior al espesor de la capa que se ensaya, para obtener una medición representativa de toda la capa.
El modo retrodispersión sólo debe utilizarse cuando la dureza de la capa impide la penetración de la sonda, como sucede en el hormigón en las mezclas bituminosas. En este caso sólo se mide la densidad de material situado hasta unos 8 cm por debajo de la superficie, perdiéndose la representatividad.
La prevención conlleva el reconocimiento de que la calidad debe generarse durante el proceso y no ser inspeccionada cuando el producto está acabado. Es mejor adelantarse a los acontecimientos en vez de reaccionar constantemente cuando los fallos se producen. Incluso desde el punto de vista de la eficiencia económica, es más barato dedicar parte de los recursos a la prevención que asumir sin más los costes de la no calidad.
A continuación dejo un vídeo sobre lo que es el densímetro nuclear.
Os dejo a continuación un vídeo sobre seguridad nuclear en el uso de medidores industriales nucleares, nucleodensímetros.
Referencias:
ABECASIS, J.; ROCCI, S. (1987). Sistematización de los medios de compactación y su control. Vol. 19 Tecnología carreteras MOPU. Ed. Secretaría General Técnica MOPU. Madrid, diciembre.
JURAN, J.M.; GRYNA, F.M. (1995). Análisis y planeación de la calidad: del desarrollo del producto al uso. McGraw Hill, 633 pp.
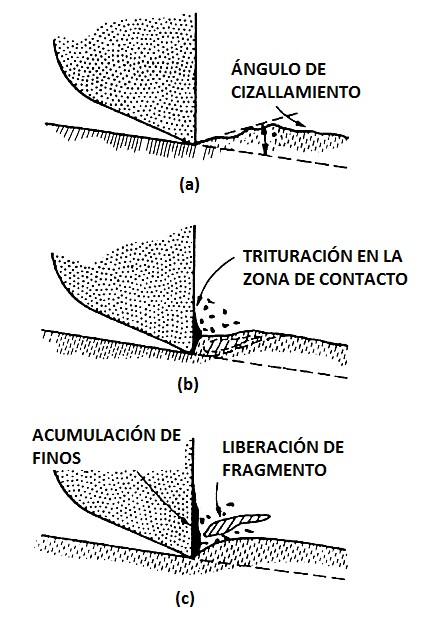
La perforación rotativa por corte tuvo su máximo desarrollo en la década de los 40 en las minas de carbón americanas. Hoy día su uso se limita a las rocas blandas y de pequeños diámetros, aunque en los trabajos a cielo abierto este sistema entra en competencia con el arranque directo y en los trabajos subterráneos con la perforación rotopercusiva.
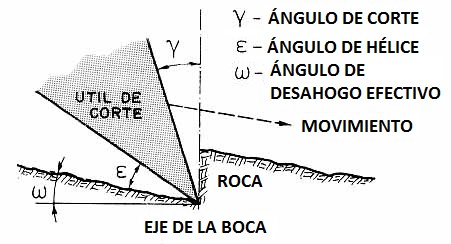
Con este sistema, la fuerza de avance trata de mantener en contacto el útil de corte con la roca, de forma que el filo sea el encargado de realizar los sucesivos cortes.
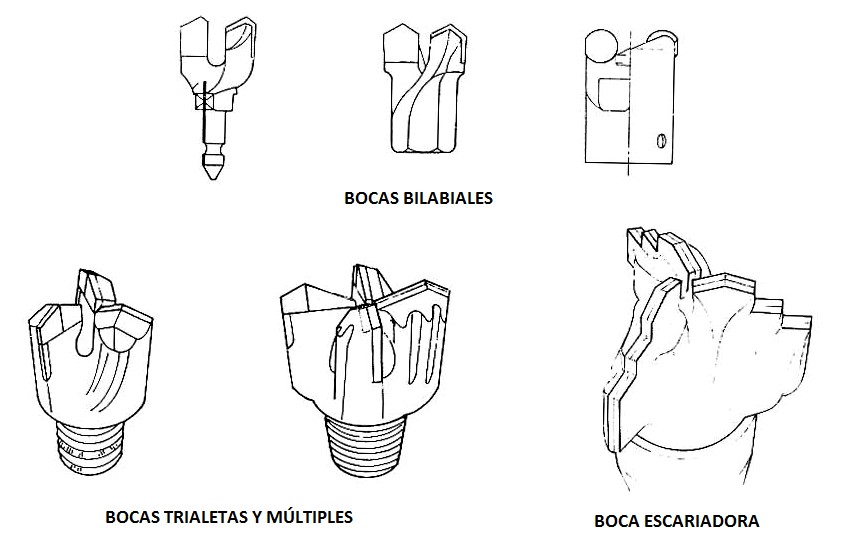
El corte se realiza con bocas que presentan elementos de carburo de tungsteno u otros materiales como los diamantes sintéticos, pudiéndose distinguir varios tipos:
Bocas bilabiales o de tenedor, en diámetros de 36 a 50 mm
Bocas trialetas o multialetas, en diámetros de 50 a 115 mm
Bocas de labios reemplazables, con elementos escariadores y perfil de corte escalonado, en diámetros de 150 a 400 mm
Figura 2. Tipos de bocas para perforación por corte
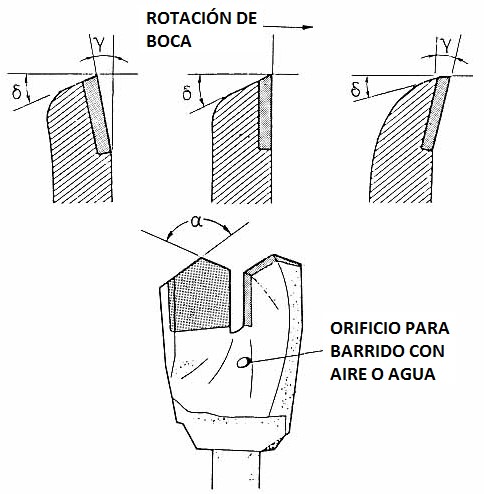
El ángulo de ataque α del útil de corte varía entre 110º y 140º, siendo más obtuso cuanto más dura sea la roca. El ángulo del labio de corte β varía entre 75º y 80º. El ángulo de corte γ oscila entre -6º y 4º, siendo positivo en rocas blandas y negativo en las duras.
Figura 3. Ángulos característicos de un útil de corte
Figura 4. Trayectoria de un punto de la boca
Existe una relación empírica entre el diámetro de perforación, la velocidad de penetración y el tipo de roca:
donde
Vp = Velocidad de penetración
μ = Coeficiente de fricción de la roca
E = Empuje sobre la boca
Vr = Velocidad de rotación
re = Radio efectivo de la roca
Ev = Energía específica de la roca
Ar = Área de la sección transversal del barreno
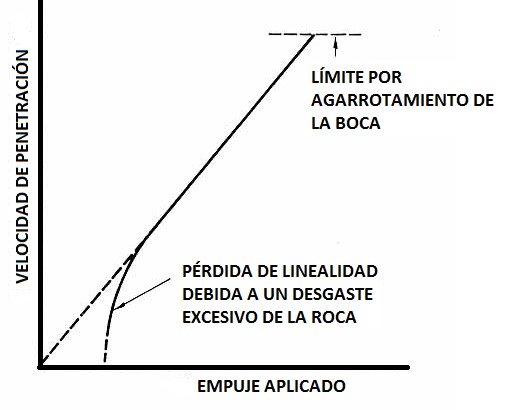
Sin embargo, en la práctica existe una desviación importante de los datos, pues el coeficiente de fricción depende del empuje y la velocidad de rotación se limita por el desgaste continuo que se produce en las bocas al aumentar el número de revoluciones.
Figura 5. Relación entre el empuje y la velocidad de penetración
En la práctica, se pueden definir dos campos claros de operatividad de este sistema de perforación rotativa:
Aquellas rocas de resistencia a compresión menor a 80 MPa
Rocas con contenido en sílice menor al 8%, para evitar un desgaste excesivo
La eliminación del detrito de perforación suele realizarse con un fluido de barrido que puede ser aire, en los trabajos a cielo abierto o agua o aire húmedo en los trabajos de interior. Emplear aire con inyección de agua no sólo facilita la evacuación del detritus y favorece la velocidad de avance, sino que también refrigera las bocas de perforación y disminuye su desgaste. Además, evita el colmatado de la perforación y elimina el polvo. Se necesita aproximadamente de 1000 a 1500 l/min de aire y por cada perforadora unos 250 cm3/min de agua.
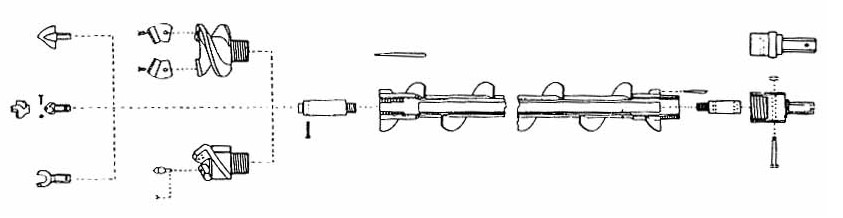
En rocas muy blandas (30 a 40 MPa) puede emplearse varillaje helicoidal, de paso mayor cuanto más grande sea la velocidad de penetración, para evacuar el residuo de la perforación.
Figura 6. Varilla helicoidal y bocas de perforación
Os dejo a continuación un vídeo donde explico, en general, la perforación rotativa de rocas. Espero que os complemente la información anterior.
Referencias:
INSTITUTO TECNOLÓGICO Y MINERO DE ESPAÑA (1994). Manual de perforación y voladura de rocas. Ed. IGME. Madrid, 500 pp.
YEPES, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209.
Figura 1. Perforación para anclaje en muro de micropilotes. Imagen: V. Yepes
En un artículo anterior se repasó el concepto y la clasificación de los anclajes. A continuación, se van a comentar brevemente los aspectos más relevantes de la ejecución de un anclaje.
Para ejecutar un anclaje, se introduce la armadura en una perforación previamente realizada en el terreno, quedando ambas unidas con la lechada de cemento que se inyecta a continuación. Las operaciones son las siguientes:
Perforación.
Colocación del cable o bulón y ejecución del bulbo de anclaje para su fijación en el fondo de la perforación.
Tensado del cable, en su caso.
Inyección de la lechada y cierre de la cabeza del anclaje.
La perforación, que normalmente se realiza a rotación o rotopercusión, tiene un diámetro de entre 68 y 200 mm para barras de 25 mm, y de más de 200 mm para anclajes más complejos. En cuanto al resto de sus componentes, los anclajes pueden ser diferentes en función de la resistencia del propio anclaje y del terreno. La figura 1 muestra la perforación de una viga riostra sobre un muro de micropilotes para realizar un anclaje al terreno. Las Figuras 2 y 3 muestran detalles de la maquinaria empleada para realizar las perforaciones de los anclajes.
Figura 2. Maquinaria de perforación a rotopercusión. www.desdeelmurete.com
Figura 3. Detalle de la perforación para anclaje en muro pantalla. www.desdeelmurete.com
En los anclajes activos es primordial que el cable quede sujeto en el fondo de la perforación antes de tesar. Para ello, se emplean diversos sistemas en función del tipo de anclaje, con dispositivos que aíslan el bulbo de anclaje del resto de la perforación. De esta forma, se impide que la lechada inyectada en la zona de empotramiento se extienda al resto del cable antes del tensado. El dispositivo más frecuente es un obturador o casquillo expansivo. La inyección en esta zona se realiza a través de una tubería de PVC situada en el interior de la vaina que cubre el cable, a una presión que puede llegar a unos 2,5-3,0 MPa. Estas tuberías van provistas de válvulas antirretorno que pueden taponarlas a diferentes profundidades para obtener una mayor penetración al inyectar.
Una vez asegurado el empotramiento, se tensa el cable con gatos hidráulicos, se bloquea el extremo en la placa de anclaje con tuercas o conos de anclaje y se controla el diagrama de tensiones-alargamientos, que debe coincidir con el teórico si la fijación en el fondo es efectiva (ver Figura 4).
Figura 4. Tesado de cables de un anclaje activo. http://www.fernandeztadeo.com/anclajes.htm
Con el cable en tensión, se inyecta la lechada en el resto de la perforación a una presión de alrededor de 3 MPa. No deben pasar más de 8-12 horas tras la perforación para que las paredes del terreno se alteren y se descompriman lo menos posible. Cuando la rosca está sana, los esfuerzos del cable pueden transmitirse al terreno directamente a través de la lechada; en caso contrario, que es lo más común, los esfuerzos se transmiten de forma independiente al terreno mediante una vaina en la que se inyecta la lechada y los productos anticorrosivos. La lechada se dosifica con abundante cemento, con una relación agua/cemento entre 0,4 y 0,6 (0,4 para el sellado entre la armadura y las vainas anticorrosión) y una resistencia mínima a compresión simple de 25 MPa. Es necesario el uso de aditivos. El fraguado tarda entre 3 y 7 días. En la Tabla 1 se reflejan las características de los cables más empleados.
Tabla 1. Características de los cables más empleados actualmente (Y 1860 S7 15.20)
Límite elástico (N/mm2)
1670
Carga de rotura (N/mm2)
1860
N.º de alambres
7
Diámetro nominal (pulgadas – milímetros)
0,6 – 15,2
Área (mm2)
140
Límite elástico unitario (kN)
260
Módulo de deformación (N/mm2)
200 000
En los anclajes pasivos, el diámetro de las armaduras está comprendido entre 16 y 40 mm. Se emplean aceros dúctiles que presentan alargamientos en rotura superiores al 4 % para reducir la probabilidad de rotura frágil del perno. En estos anclajes, la transferencia de esfuerzos entre la armadura y el terreno es directa a través de la lechada. Su ejecución es más sencilla que la de los anclajes activos. La armadura se introduce en la perforación y, una vez fijada (algunos pernos van provistos de un casquillo expansivo situado en su extremo que los fija en el fondo de la perforación), se rellena inyectando una lechada con una dosificación similar a la de otros anclajes.
La longitud de un bulón, por razones constructivas, suele estar comprendida entre 1,5 y 10 m. Se colocan en el interior del terreno desde una superficie libre mediante un taladro. Sin embargo, la fuerza que puede soportar cada bulón es relativamente reducida, lo que implica una densidad de aplicación elevada. Es habitual usar barras de acero de 20 a 40 mm de sección, con cargas de entre 10 y 25 t.
En el caso de los cables, la lechada los protege y transmite las tensiones entre la armadura y el terreno. Se colocan centradores que garantizan la correcta colocación del tirante, con un recubrimiento mínimo de 10 mm entre el terreno y el elemento metálico. Por lo general, las tensiones de trabajo de los aceros de los anclajes permanentes son del 60 % de su límite elástico y del 75 % en los anclajes provisionales. En la Tabla 2 se indican las características de las barras de anclaje más comunes.
Tabla 2. Características de las barras de anclaje más habituales.
Tipo de barra
Límite elástico (N/mm2)
Carga de rotura (N/mm2)
Corrugada, Gewi o similar
500
550
Dywidag
850
1050
Os he preparado un vídeo explicativo que espero que os resulte interesante.
Os dejo a continuación algunos vídeos que espero sean de vuestro interés.
Figura 1. Martinete de cabrestante. https://mitrapancang.wordpress.com
La hinca de pilotes con maza de caída libre (figura 1) es un sistema antiguo que ya utilizaban los romanos. Debido a su bajo coste y simplicidad, su uso se mantiene en la hinca de pequeños pilotes de madera o metálicos que se utilizan de manera provisional. Los equipos más utilizados tienen mazas de 10 a 50 kN que operan con carreras de entre 0,2 y 1 m. Sin embargo, el golpeteo es muy lento.
La maza o ariete se suspende de un cable y desliza por unas guías que hacen la función de gemelas. Existen dos variedades: las que se izan con un cabrestante con embrague, que experimentan cierto frenado por rozamiento e inercia del cabrestante; y las de escape en la propia maza, siendo estas últimas las que mayor control de energía proporcionan por la ausencia de rozamientos del cabrestante. En pilotes de gran tamaño que a veces sobrepasan los 2 m de diámetro y 100 m de profundidad, la hinca debe efectuarse sin «gemelas», pues los elementos parciales, de 20 o 30 m, se acoplan a los modelos normales.
En la actualidad, se ha recobrado el interés por este tipo de martillos debido a la facilidad de operar dentro de una cámara aislada acústicamente para cumplir las exigentes normativas de ruidos. Esto se debe al aislamiento conseguido con la colocación de chapas de acero y plástico intercaladas en torno al punto de percusión de la maza. Con esta protección se consiguen niveles de ruido tolerables, de 80 a 85 dB-A.
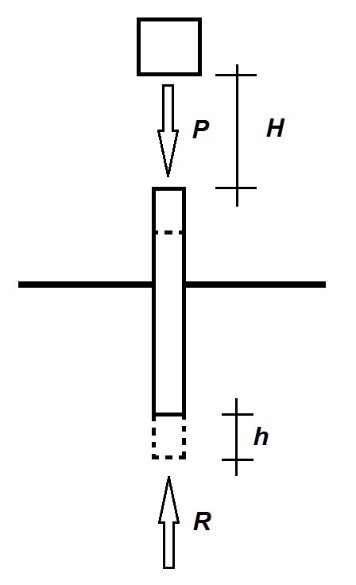
Las condiciones del terreno, junto con la longitud, el diámetro y el peso del pilote o la tablestaca, determinan el peso de la maza y la altura de caída más convenientes (figura 2). Designando por R la resistencia a vencer (función a su vez de la tensión de hundimiento del terreno y de la sección del pilote o tablestaca), h la penetración del elemento a cada golpe, P el peso de la maza y H su altura de caída, se cumple la siguiente condición:
Figura 2. Caída de la maza
Y teniendo en cuenta el peso T del pilote o de la tablestaca y los coeficientes prácticos de corrección, tenemos la siguiente expresión:
donde:
K1 = Coeficiente de eficiencia de la maza
K2 = Coeficiente de restitución del impacto
re = Rebote elástico del conjunto tablestaca-terreno
Los pesos habituales de las mazas están comprendidos entre el 75 % y el 50 % del pilote o tablestaca que se debe hincar. En las mazas de caída libre, el ritmo de golpeo es lento (del orden de 20 a 30 golpes por minuto), aunque este aspecto no es importante, ya que la hinca dura poco en comparación con el conjunto de la obra.
Relacionado con lo anterior, os envío un vídeo explicativo sobre la hinca dinámica de pilotes y tablestacas. Espero que os resulte interesante.
Aquí os dejo un vídeo ilustrativo sobre la hinca de pilotes.
Os paso un vídeo donde se utiliza una masa de 7,85 kN que se deja caer desde una altura de 10 m.