A continuación, os dejo un vídeo, realizado por la empresa Proin 3D para ADIF, realmente interesante, que trata de la construcción de un gran viaducto de 1488 m que cruza el río Tajo en una zona ensanchada por el embalse de Alcántara. Se trata de un tramo de la Línea de Alta Velocidad Madrid-Extremadura, en el subtramo Cañáveral-Embalse de Alcántara. Este viaducto presenta como característica principal un vano central tipo arco, de 324 m de luz y una altura superior a 90 m sobre el nivel medio del río.
El vídeo muestra el proceso constructivo de esta estructura singular. El arco se realiza mediante voladizos sucesivos atirantados, mediante dos torres de atirantamiento situadas sobre las pilas ubicadas en los arranques del arco, en ambas márgenes del río. Cada torre se atiranta desde las cimentaciones de las pilas próximas, que requieren unidades de anclaje al terreno. La construcción del tablero se realiza vano a vano mediante una cimbra autoportante dispuesta desde ambos estribos. Estas autocimbras son como encofrados apoyados sobre las pilas previamente construidas y sostienen vanos completos de hasta 60 metros de longitud, mientras se endurece el hormigón, que le da la forma y la capacidad final al tablero.
También llamados rodillos autopropulsados de impactos o de zapatas, son la réplica moderna a las de pata de cabra. En artículos anteriores ya comentamos aspectos relacionados con la curva de compactación, los tramos de prueba o las recomendaciones de trabajo en la compactación. En este nos centraremos en los compactadores estáticos de patas apisonadoras.
Compactador autopropulsado de patas apisonadoras. Fotografía de Víctor Yepes
Están formados por cuatro rodillos con patas de forma truncada y acabada en doble bisel, lo que permite no sacar el material al salir de la penetración en el terreno. La longitud no supera los 20 cm y el número de patas por rodillo varía entre 50 y 65. Se les suele acoplar una hoja empujadora para facilitar el extendido del material. La potencia oscila entre 50 y 300 kW.
Su chasis está articulado y puede girar hasta 45°. El ancho de la máquina puede alcanzar los 3,50 m. El peso total oscila entre 8 y 40 toneladas. Son apisonadoras que pueden trabajar con velocidades máximas de 20-25 km/h, por lo que se las llama compactadoras de alta velocidad. Las velocidades de trabajo son más lentas en las primeras pasadas y más rápidas en las últimas.
Combinan el esfuerzo estático con el amasado del terreno, debido a la forma de los salientes, el efecto dinámico producido por la presión a gran velocidad y cierto efecto de semivibración originado por el gran número de impactos próximos en un área tan reducida. Compactan casi todos los suelos con buenos rendimientos, salvo los muy arcillosos o los con un gran porcentaje de rocas grandes. También pueden utilizarse complementándose con pasadas de neumáticos en el caso de grava-cemento cuya curva tenga un alto contenido de finos.
A continuación os paso un Polimedia para describir brevemente este tipo de máquinas. Espero que os guste.
Referencias:
ABECASIS, J. y ROCCI, S. (1987). Sistematización de los medios de compactación y su control. Vol. 19 Tecnología carreteras MOPU. Ed. Secretaría General Técnica MOPU. Madrid, diciembre.
ROJO, J. (1988): Teoría y práctica de la compactación. (I) Suelos. Ed. Dynapac. Impresión Sanmartín. Madrid.
YEPES, V. (1995). Equipos y métodos de compactación. Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-797. 102 pp. Depósito Legal: V-1639-1995.
Los áridos son materiales indispensables para el sector de la construcción. La producción de áridos consiste básicamente en triturar y clasificar piedras según su tamaño. Sin embargo, en la práctica, el proceso es mucho más complejo, pues se deben obtener áridos homogéneos y de tamaños normalizados.
El proceso de tratamiento de los áridos permite obtener productos terminados aptos para el consumo. Se trata de un proceso muy automatizado y tecnológicamente complejo. Sin embargo, en cuanto a su principio básico, puede decirse que es sencillo, pues consiste en triturar el todo-uno procedente de la explotación para obtener tamaños menores y clasificarlos con el fin de almacenar por separado cada granulometría. En algunos casos, es necesario lavar el material para mejorar sus propiedades.
De forma sintética, el proceso de producción de áridos pasa normalmente por una serie de etapas características:
Descubierta de las capas no explotables (cubierta vegetal, estériles y rocas alteradas)
Extracción de los materiales, consolidados (mediante explosivos normalmente) o sin consolidar (por vía seca o húmeda)
Transporte a la planta de tratamiento (cintas transportadoras, camiones, etc.)
Tratamiento de los áridos (trituración, clasificación, limpieza)
Almacenamiento y envío
Como toda actividad extractiva, la producción de áridos está condicionada por factores geológico-mineros en el marco territorial. En el caso de los áridos, además, su explotación, no admite, en términos generales, grandes distancias a los centros de consumo (el precio de transporte se duplica cada 50 kilómetros) lo que implica que con frecuencia las explotaciones de áridos se encuentren próximas a áreas con alta densidad de población, aunque ubicadas en zonas rurales de escasa densidad.
A continuación, os paso un par de vídeos sobre la producción de áridos que espero os gusten.
Referencias:
MARTÍ, J.V.; GONZÁLEZ, F.; YEPES, V. (2005). Temas de procedimientos de construcción. Extracción y tratamiento de áridos. Editorial de la Universidad Politécnica de Valencia. Ref. 2005.165. Valencia, 74 pp.
VÁZQUEZ GARCÍA, A. (1998). Plantas fijas para el tratamiento de áridos, en LÓPEZ JIMENO (ed.): Manual de áridos. Prospección, explotación y aplicaciones. 3ª edición, E.T.S. de Ingenieros de Minas de Madrid, pp. 313-331.
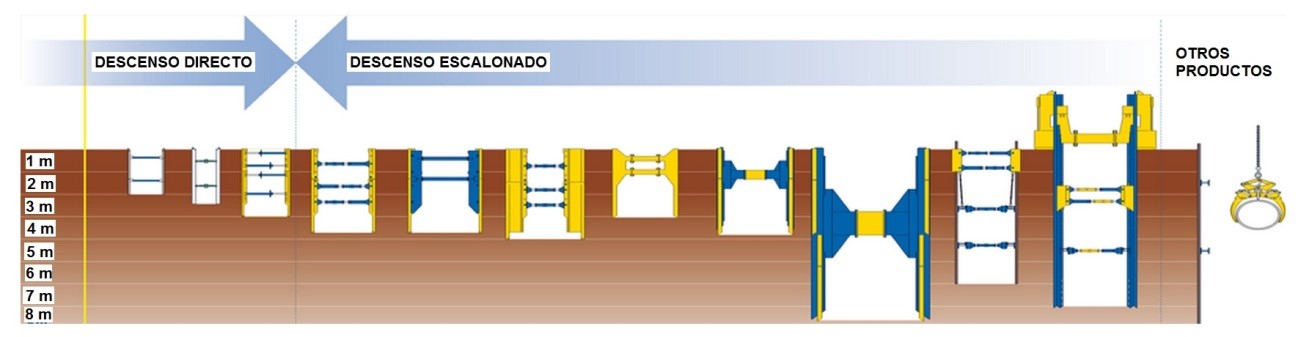
Una entibación es un sistema constituido por elementos metálicos (paneles) o de madera, acodalados entre sí mediante puntales, que se utilizan para evitar el desplome de las paredes verticales de las zanjas. Uno de los métodos de uso más industrializado es el empleo de paneles metálicos como entibación. Existen varios tipos de entibación metálica: sistemas de cajones, sistemas con guías deslizantes y bocas de acceso a pozos y cámaras de apoyo. Veamos aquí las características generales. Se pueden usar paneles de acero o de aluminio, lo que permite profundidades de excavación de entre 6 y 3 m, respectivamente.
Tipos de entibación en función de la profundidad de la zanja. Cortesía de Iguazuri
Aunque estos sistemas precisan de personal especializado en su montaje y desmontaje, los paneles metálicos presentan claras ventajas en su utilización:
• Es posible la excavación de zanjas de diversas anchuras y profundidades, siendo independiente de la longitud de la tubería a instalar
• Sistema de muy fácil montaje y puesta en obra, empleando medios de elevación habituales
• Es altamente resistente a los empujes del suelo
• Aumento en la seguridad de los trabajos y menor utilización de mano de obra respecto a otros procedimientos
• Se puede reutilizar en numerosas ocasiones, con mínimo mantenimiento y larga vida útil
• Ritmo de colocación de tuberías alto, puesto que la excavación y la entibación se realiza de forma simultánea
• El extremo inferior de las entibaciones no llega hasta el fondo de la excavación, luego, al extraer la entibación, no se altera la estructura de los rellenos laterales de los tubos, sin la consiguiente pérdida de homogeneidad y compactación de los rellenos
• La extracción es relativamente sencilla, incluso en presencia de suelos expansivos, pues es posible regular la separación entre los paneles; de esta forma, antes de extraerlos, se sueltan los puntales con lo que las presiones del suelo se relajan, permitiendo la extracción de las entibaciones
• Las entibaciones pueden, en forma segura, extraerse a medida que se efectúa el relleno, por lo que se aseguran rellenos compactados de alta calidad
Os dejo algunos vídeos sobre este procedimiento constructivo. Espero que os gusten:
El Canal de Panamáes una vía de navegación entre el mar Caribe y el océano Pacífico que atraviesa el istmo de Panamá en su punto más estrecho. Desde que fue inaugurado el 15 de agosto de 1914, ha tenido un efecto de gran alcance al acortar el tiempo y la distancia de la comunicación marítima.
El 24 de abril de 2006, el ex-presidente Martín Torrijos Espino anunció formalmente la propuesta de la Ampliación del Canal de Panamá, mediante la construcción de un tercer juego de esclusas y la ampliación del cauce de navegación. El objetivo de la ampliación del Canal es incrementar la capacidad de Panamá para aprovechar la creciente demanda de tráfico. El Canal hoy tiene dos carriles, cada uno con su propio juego de esclusas. La propuesta consiste en añadir un tercer carril mediante la construcción de esclusas complejas en cada extremo del Canal. También forman parte del programa el ensanche y la profundización de los cauces de navegación existentes del Lago Gatún y de las entradas al mar del Pacífico y del Atlántico, así como la profundización del Corte Culebra. Para conectar las esclusas del Pacífico con el Corte Culebra se llevará a cabo la excavación en seco de un nuevo cauce de acceso de 6,1 km de largo.
Os dejo unos vídeos explicativos que espero os gusten.
El tesado del tablero de un puente se realiza mediante la técnica del postesado o postensado, siendo prácticamente imprescindible en los sistemas constructivos con voladizos sucesivos y dovelas. Se denomina hormigón pretensado a la tipología de construcción de elementos estructurales de hormigón sometidos intencionadamente a esfuerzos de compresión antes de su puesta en servicio. Dichos esfuerzos se consiguen mediante cables de acero que son tensados y anclados al hormigón. Esta técnica se emplea para superar la debilidad natural del hormigón frente a esfuerzos de tracción y fue patentada por Eugène Freyssinet en 1920. El objetivo es aumentar la resistencia a la tracción del hormigón mediante la introducción de un esfuerzo de compresión interno que contrarreste en parte el esfuerzo de tracción que producen las cargas de servicio en el elemento estructural.
Con la técnica del postesado se trata de aplicar la compresión tras el vertido y el secado in situ del hormigón. En el interior del encofrado se coloca una vaina de plástico, acero o aluminio, para seguir el trazado más conveniente en el interior de la pieza, siguiendo la franja donde, de otra manera, se registrarían tracciones en el elemento. Una vez que el hormigón se ha endurecido, los tendones se pasan por los conductos. Después, dichos tendones se tensan mediante gatos hidráulicos que reaccionan contra la propia pieza de hormigón. Cuando los tendones se han estirado lo suficiente, de acuerdo con las especificaciones de diseño, estos quedan atrapados en su posición mediante cuñas u otros sistemas de anclaje y mantienen la tensión después de que los gatos hidráulicos se retiren, transfiriendo así la presión hacia el hormigón. El conducto se rellena con grasa o con lechada de cemento para proteger los tendones de la corrosión.
Os paso un par de vídeos para que veáis cómo se realiza la técnica. Espero que os gusten.
En la industria de la construcción, siempre se presenta la necesidad de romper materiales y, como resultado de esto, deben ser utilizados equipos como martillos demoledores hidráulicos, robots de demolición y pinzas hidráulicas de demolición.
Un puente no solo puede demolerse con explosivos. A veces no hay más remedio que hacerlo con un martillo rompedor. Os dejo este enlace de Pep Lloveras sobre el tema. Otro enlace interesante es este pequeño proyecto sobre la retirada y demolición de un puente, que os podéis descargar en el siguiente enlace: http://www.oviedo.es/upload/contratos/docs/PROY_demolPTrubia.pdf
También os adjunto un vídeo para que veáis cómo se ha desmantelado un paso superior con maquinaria de demolición. En este caso, se trata de una estructura sobre la autopista 101 del sur de California, que en apenas 5 horas fue demolida. El vídeo es de Anthony Plasencia. Espero que os guste.
Os paso otro vídeo, cuyo enlace ha facilitado Moisés de la Llave. En mayo de 2010 fue demolido mediante varios equipos hidráulicos dotados de mandíbulas (cizallas) en una primera fase y, posteriormente, mediante martillo rompedor, el puente de la autovía A-42 sobre la N-400 en Toledo (entre Santa Bárbara y el Polígono), cuya estructura presentaba un peligroso deterioro y que sería posteriormente reemplazado por un nuevo puente.
Otro vídeo trata de la demolición del viejo Puente Chartershall en Escocia, donde había sido golpeado por camiones en numerosas ocasiones. Se encuentra en la autopista M9, al norte de la salida 9, M9/M80 en Pirnhall Interchange. El proceso de demolición y construcción del nuevo puente duró 3 noches y tuvo un coste superior a 1 millón de euros.
La durabilidad de una estructura de hormigón, según el artículo 37 de la Instrucción Española de Hormigón (EHE), es su capacidad para soportar, durante la vida útil para la que ha sido proyectada, las condiciones físicas y químicas a las que está expuesta, y que podrían llegar a provocar su degradación como consecuencia de efectos diferentes a las cargas y solicitaciones consideradas en el análisis estructural. Una estructura durable debe conseguirse con una estrategia capaz de considerar todos los posibles factores de degradación y actuar consecuentemente sobre cada una de las fases de proyecto, ejecución y uso de la estructura. Una estrategia correcta para la durabilidad debe tener en cuenta que en una estructura puede haber diferentes elementos estructurales sometidos a distintos tipos de ambiente.
La carbonatación en el hormigón armado se produce avanzando desde el exterior
Os recomiendo este enlace: http://www.inti.gob.ar/cirsoc/pdf/publicom/ACI_201_2R_01.pdf para que os podáis descargar la Guía de Durabilidad del Hormigón del ACI (en español). Además, os dejo un vídeo del profesor Antonio Garrido, de la Universidad Politécnica de Cartagena, destinado a que sus alumnos adquieran un conocimiento sobre los mecanismos de deterioro del hormigón y las estrategias preventivas de la EHE. Espero que os guste.
El diseño completamente al azar es el más sencillo de los diseños de experimentos que comparan dos o más tratamientos, puesto que solo considera dos fuentes de variabilidad: los tratamientos y el error aleatorio.
Para ilustrar el diseño, supongamos que queremos determinar si cuatro dosificaciones de hormigón A, B, C y D presentan la misma resistencia característica a la compresión. Para ello, se han elaborado 5 probetas para cada tipo de dosificación y, a los 28 días, se han roto las probetas mediante compresión simple; los resultados los hemos recogido en la tabla que sigue.
DOSIFICACIONES DE HORMIGÓN
A
B
C
D
Resistencia característica a compresión fck (Mpa)
42
45
64
56
39
46
61
55
48
45
50
62
43
39
55
59
44
43
58
60
En este caso, la variable de respuesta es la resistencia característica del hormigón a la compresión (MPa), la unidad experimental es la probeta de hormigón y el factor es la dosificación de hormigón. En este caso se trata de un diseño balanceado porque hemos realizado el mismo número de repeticiones (5) para cada uno de los tratamientos (dosificaciones).
Este tipo de diseño se llama completamente al azar porque todas las repeticiones experimentales se realizan en un orden aleatorio completo, pues no se han tenido en cuenta otros factores de interés. Si durante el estudio se realizan N pruebas, estas deben realizarse al azar, de modo que los posibles efectos ambientales y temporales se repartan equitativamente entre los tratamientos.
El número de repeticiones a realizar en cada tratamiento depende de la variabilidad que se espera observar en los datos, de la diferencia mínima que el experimentador considera que es importante detectar y al nivel de confianza que se desea tener en las conclusiones. Normalmente, se recomiendan entre 10 y 30 mediciones por tratamiento. Con 10 mediciones se podrían detectar diferencias de medias mayores o iguales a 1,5 sigmas con una probabilidad alta, y con 30 mediciones se podrían detectar diferencias mayores o iguales a 0,7 sigmas.
Se utiliza el análisis de la varianza (ANOVA) para comprobar si existen diferencias entre las medias. Fundamentalmente, este análisis consiste en separar la contribución de cada fuente de la variación total observada. Sin embargo, este ANOVA está supeditado a los siguientes supuestos que deben verificarse:
Normalidad
Varianza constante (igual varianza en los tratamientos)
Independencia
Para los que queráis saber qué ha pasado con nuestro experimento de amasado, os diré que el ANOVA rechazó la igualdad de medias, es decir, que la resistencia media se ve afectada por la dosificación. Sin embargo, las cuatro dosificaciones no son igual de efectivas, pues existen diferencias significativas entre las resistencias medias de cada una de ellas. De hecho, las dosificaciones A y B no presentan diferencias significativas entre sí, ni entre la C y la D. Sin embargo, entre ambos grupos sí hay diferencias significativas. Asimismo, se ha comprobado que se cumplieron los supuestos de normalidad, varianza constante e independencia.
Os dejo en el siguiente vídeo cómo utilizar el software SPSS para realizar un diseño de experimentos completamente al azar.
Referencias:
Box, G.E.; Hunter, J.S.; Hunter, W.G. (2008). Estadística para investigadores. Diseño, innovación y descubrimiento. Segunda Edición, Ed. Reverté, Barcelona.
Gutiérrez, H.; de la Vara, R. (2003). Análisis y diseño de experimentos. McGraw-Hill, México.
Vicente, M.L.; Girón, P.; Nieto, C.; Pérez, T. (2005). Diseño de experimentos. Soluciones con SAS y SPSS. Pearson Educación, Madrid.
El objetivo del diseño y fabricación del hormigón es obtener una mezcla que posea un mínimo de determinadas propiedades, tanto en estado fresco como en estado endurecido, al menor costo de producción posible. Es muy importante conseguir la mezcla óptima con las proporciones precisas de áridos de distintos tamaños, cemento y agua. Sin embargo, no existe una mezcla óptima que sirva para todos los casos. Para establecer la dosificación adecuada en cada caso, se deben tener en cuenta la resistencia mecánica, los factores asociados a la fabricación y la puesta en obra, así como el tipo de ambiente al que estará sometido.
Las materias primas, tras haber sido sometidas a los controles de calidad pertinentes, se almacenan en silos y tolvas especialmente diseñados. La dosificación de estas materias primas se realiza automáticamente. La unidad central transmite las órdenes a los sistemas de pesaje, que dosifican el material en las proporciones adecuadas según su aplicación. Esto permite garantizar la homogeneidad entre los distintos pedidos de hormigón suministrados. Una vez determinada la dosificación más adecuada, en la planta de hormigón hay que medir los componentes: el agua en volumen, mientras que el cemento y los áridos se miden en peso.
El amasado del hormigón puede realizarse con amasadoras fijas o móviles. Este amasado se podrá realizar de alguna de las siguientes maneras: totalmente en amasadora fija, iniciado en amasadora fija y terminado en amasadora móvil o bien iniciado en amasadora fija y terminado en amasadora móvil antes de su transporte.
El proceso de fabricación de hormigón en una central puede ser de dos tipos:
Fabricación en amasadora. En esta modalidad, las materias primas que constituyen el hormigón se pesan en seco en básculas y se introducen en la amasadora, donde se mezclan con el agua y se homogeneiza la pasta. A continuación, se vierte en el camión hormigonera que se encargará de transportarlo hasta la obra.
Dosificación en planta y mezcla en camión hormigonera. En este caso, las materias primas se pesan y se vierten directamente en la cuba del camión hormigonera, que es responsable de mezclar los componentes y homogeneizar la masa, así como de su transporte hasta la obra.
Según el proceso empleado, las materias primas se introducen en la amasadora o en el camión hormigonera y se mezclan y homogeneizan mediante el movimiento giratorio de las aspas de la amasadora o de la cuba del camión. El mezclado debe realizarse de manera que se garantice la homogeneidad del hormigón. Se recomienda el uso de hormigoneras para obras pequeñas y solicitarlas a una planta de fabricación de hormigón para obras medianas y grandes. Si se realiza manualmente, hay que extremar las precauciones durante su elaboración. El agua debe dosificarse por volumen y el cemento y los áridos por peso. Para el transporte hasta el lugar de empleo se emplean medios que no alteren la calidad del material ni experimenten una variación sensible en sus características recién amasadas. El tiempo transcurrido desde el amasado no debe superar la hora y media.
Para aclarar algunos de estos aspectos, os dejo un vídeo del profesor Antonio Garrido sobre la fabricación de hormigón. Ha sido realizado por el servicio Polimedia de la Universidad Politécnica de Cartagena. Espero que os guste.
Os dejo también otros vídeos sobre el tema:
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014).Fabricación, transporte y colocación del hormigón.Apuntes de la Universitat Politècnica de València. 189 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
 A continuación, os dejo un vídeo, realizado por la empresa Proin 3D para ADIF, realmente interesante, que trata de la construcción de un gran viaducto de 1488 m que cruza el río Tajo en una zona ensanchada por el embalse de Alcántara. Se trata de un tramo de la Línea de Alta Velocidad Madrid-Extremadura, en el subtramo Cañáveral-Embalse de Alcántara. Este viaducto presenta como característica principal un vano central tipo arco, de 324 m de luz y una altura superior a 90 m sobre el nivel medio del río.
A continuación, os dejo un vídeo, realizado por la empresa Proin 3D para ADIF, realmente interesante, que trata de la construcción de un gran viaducto de 1488 m que cruza el río Tajo en una zona ensanchada por el embalse de Alcántara. Se trata de un tramo de la Línea de Alta Velocidad Madrid-Extremadura, en el subtramo Cañáveral-Embalse de Alcántara. Este viaducto presenta como característica principal un vano central tipo arco, de 324 m de luz y una altura superior a 90 m sobre el nivel medio del río.