¿Qué son las cimentaciones superficiales y por qué son las más utilizadas en edificación?
Las cimentaciones superficiales son elementos estructurales que transmiten los esfuerzos (verticales, horizontales y momentos) de una estructura al terreno a través de su base de contacto. Son las más utilizadas en edificación debido a que son más baratas por carga soportada y más fáciles de ejecutar que otros tipos de cimentaciones. Es fundamental no exceder la capacidad portante del terreno y que las deformaciones producidas sean admisibles para la estructura.

¿Cómo influye la presencia de agua y las características del suelo en la construcción de cimentaciones superficiales?
La presencia de agua es un factor crítico en la construcción de cimentaciones. Un drenaje puede incrementar significativamente los costes y los plazos, e incluso hacer inviable una cimentación superficial. Sin embargo, el nivel freático no afectará a la capacidad portante del terreno si se encuentra a una profundidad superior a 1,5 veces el ancho de la zapata por debajo de la superficie del cimiento. En cuanto al suelo, ciertos tipos pueden alterar su estructura. Por ejemplo, en limos o arenas finas, un bombeo inadecuado puede causar sifonamiento o descenso de la superficie del terreno y afectar a las estructuras cercanas. En suelos arcillosos, el contacto con agua de lluvia o la compactación por pisadas puede ablandarlos, por lo que es necesario verter el hormigón de limpieza sin demora o excavar los últimos centímetros justo antes del hormigonado.
¿Cuáles son los tipos principales de zapatas aisladas y cómo se clasifican estructuralmente?
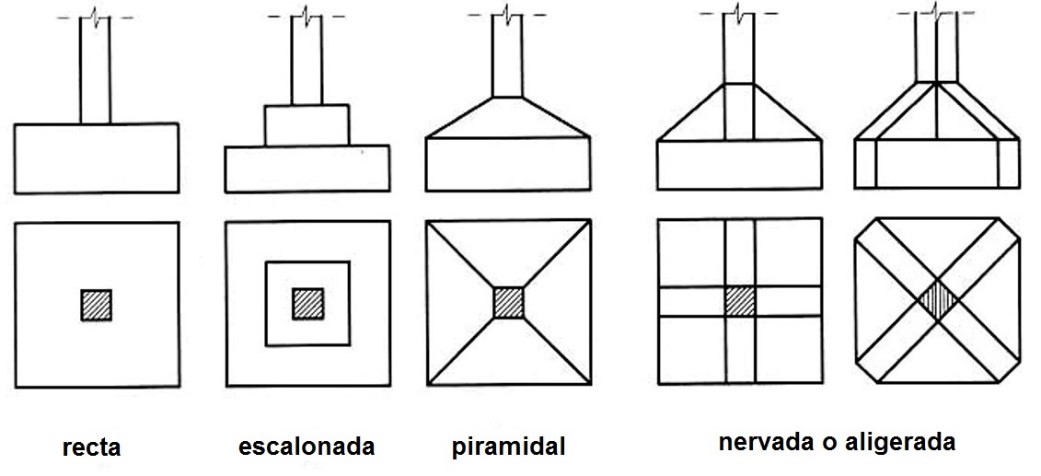
Las zapatas aisladas son cimentaciones puntuales diseñadas para soportar elementos individuales, como pilares o muros. Se emplean en terrenos firmes y competentes, transmiten tensiones medias a altas y generan pequeños asentamientos. Son la opción más económica en roca o suelos con tensiones admisibles superiores a 0,15 N/mm². Se clasifican según su forma:
- Rectas: De canto constante.
- Escalonadas: Con variaciones en el canto.
- Piramidales: Con canto variable. A veces no necesitan encofrado si el ángulo es menor de 30°, pero dificultan el vibrado.
- Nervadas o aligeradas: Con nervios para reducir material. El Código Estructural las clasifica como rígidas o flexibles, independientemente de la rigidez del terreno. Una zapata se considera rígida si su canto (h) en el encuentro con el pilar es mayor o igual a un coeficiente (α) multiplicado por su vuelo (v), donde α depende de los módulos de elasticidad del terreno y de la zapata. Las zapatas flexibles suelen ser más económicas por requerir menor volumen de hormigón y acero.
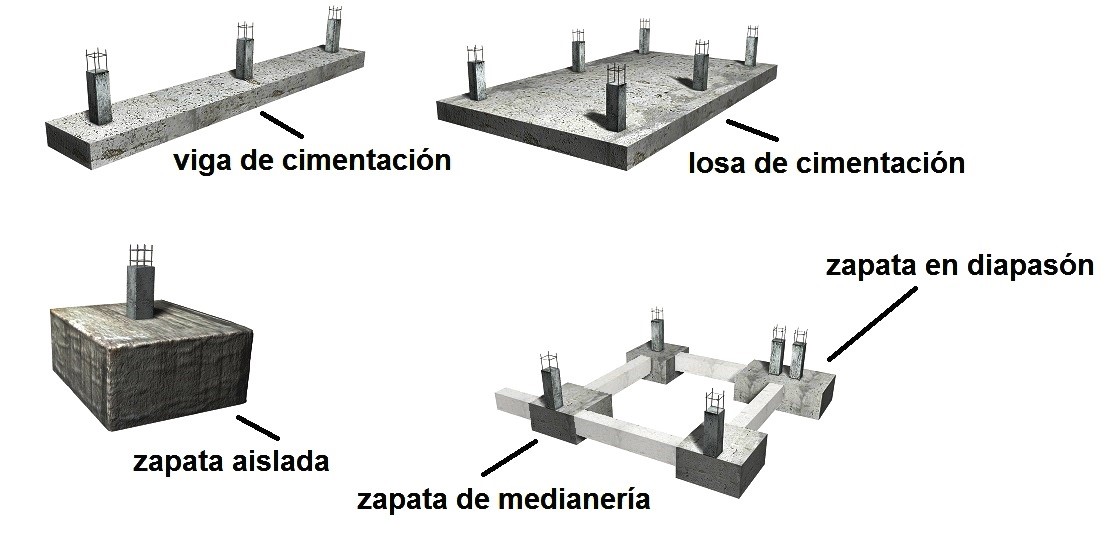
¿Qué problemas pueden surgir con las zapatas de medianería y de esquina, y cómo se resuelven?
Las zapatas de medianería y de esquina se utilizan cuando los pilares se ubican cerca de los límites de la propiedad. El problema principal de estas zapatas es la excentricidad de la carga, que puede provocar un momento de vuelco y levantar la cimentación. Para contrarrestar este efecto, se pueden emplear varias soluciones:
- Atar la cimentación al forjado o a la viga superior.
- Utilizar un tirante que conecte la zapata con otro elemento estructural.
- Implementar una viga centradora que una las zapatas de medianería o de esquina para redistribuir las cargas y presiones sobre el terreno de manera más uniforme.
¿Cuáles son las fases de ejecución de una zapata aislada?
La construcción de una zapata aislada sigue una serie de fases secuenciales:
- Limpieza y desbroce del solar.
- Comprobación de medidas y niveles.
- Replanteo del movimiento de tierras.
- Excavación hasta la cota superior del cimiento y luego la excavación de las zapatas y riostras.
- Vaciado de hormigón de limpieza (aproximadamente 10 cm).
- Encofrado de zapatas y riostras.
- Colocación de la armadura inferior con separadores.
- Disposición de la armadura de espera de pilares («enanos»).
- Armado de las riostras.
- Vertido, vibrado y curado del hormigón. Durante este proceso, se deben cumplir disposiciones como mantener la excavación por debajo de la rasante (0,5 a 0,8 m), evitar la caída libre del hormigón, y no circular sobre el hormigón fresco.
¿Qué son las zapatas combinadas, continuas bajo pilares y continuas bajo muro, y cuándo se utilizan?
- Zapata combinada: Apoya dos o más columnas cuando las cargas no son excesivas. Se usa si las zapatas aisladas estarían muy cerca (complicando la excavación) o si se buscan asentamientos uniformes, actuando de forma rígida. Se busca que el centro de gravedad de la superficie coincida con el de las acciones.
- Zapata continua bajo pilares (vigas de cimentación): Son zapatas corridas que soportan tres o más pilares. Tienen una gran longitud en comparación con su sección transversal. Son menos susceptibles a asentamientos diferenciales o vacíos en el terreno que las zapatas aisladas.
- Zapata continua bajo muro (zapata corrida bajo muro): Caracterizadas por una gran longitud en relación con otras dimensiones, se utilizan como base para muros portantes o cimentación de elementos lineales. Su objetivo es lograr homogeneidad en los asentamientos y reducir las tensiones en el terreno en comparación con las zapatas aisladas, además de ofrecer mayor facilidad constructiva.
¿Cuál es la función de las riostras en las cimentaciones y cómo influye la sismicidad en su disposición?
Las riostras son vigas de hormigón armado que conectan las zapatas. Su función principal es evitar los movimientos relativos entre las zapatas (corrimientos) y absorber cargas horizontales, por lo que son fundamentales para la resistencia a los sismos. Es necesario realizar un atado perimetral de las zapatas. La densidad y la disposición de estas vigas de atado dependen directamente de la aceleración sísmica esperada en la zona.
- Si la aceleración sísmica está entre 0,06 g y 0,16 g, el atado puede ser unidireccional.
- Si la aceleración sísmica es igual o superior a 0,16 g, se requiere un atado bidireccional, lo que indica una mayor densidad de riostras para lograr una mayor estabilidad.
¿Cuándo se utilizan los emparrillados y las losas de cimentación, y cuáles son sus ventajas y consideraciones clave?
- Los emparrillados de cimentación recogen múltiples pilares en una única cimentación formada por zapatas corridas que se entrecruzan en una malla (generalmente ortogonal), lo que proporciona gran rigidez. Se utilizan cuando la presión admisible del terreno es baja, hay una elevada deformabilidad o se esperan importantes asentamientos diferenciales. Son menos sensibles a las heterogeneidades o defectos locales del terreno.
- Las losas de cimentación (o placas de cimentación) se usan cuando la superficie de las zapatas individuales superaría el 50 % de la superficie del edificio. Son ideales para sótanos estancos por debajo del nivel freático y para reducir los asentamientos diferenciales. Son útiles en terrenos con escasa capacidad portante y en construcciones con poca superficie en relación con su volumen (por ejemplo, rascacielos o silos). Aunque pueden triplicar el coste de las zapatas, ofrecen ventajas como una mayor rigidez y la posibilidad de realizar cimentaciones «compensadas», en las que el peso de la tierra excavada equilibra el peso del edificio y se reducen los asentamientos. Las losas postesadas ofrecen rapidez, menor excavación, mayor capacidad de carga y durabilidad. Una consideración importante es el riesgo de levantamiento del fondo de la excavación en losas grandes, por lo que se requieren pantallas laterales con suficiente empotramiento.
Referencias:
YEPES, V. (2020). Procedimientos de construcción de cimentaciones y estructuras de contención. Colección Manual de Referencia, 2ª edición. Editorial Universitat Politècnica de València, 480 pp. Ref. 328. ISBN: 978-84-9048-903-1.
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376. ISBN 978-84-1396-174-3
Cursos:
Curso de fabricación y puesta en obra del hormigón.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.