El pilote CPI-4 de la NTE es un tipo de pilote perforado y hormigonado “in situ” de entubación recuperable con extracción de tierras. Se recomiendan en terrenos que por su consistencia sufren desprendimientos y se desmoronan durante la excavación, ya sea por la baja consistencia del terreno o por la presencia del nivel freático. Son habituales diámetros de 450 mm a 2.000 mm.
La excavación en terrenos blandos y medios se realiza mediante el uso de barrenas de hélice cortas. En caso de terrenos más duros se hace necesaria la inclusión en la barrena de dientes con puntas de widia. En terrenos muy competentes y roca se utiliza una corona circular con puntas de widia.

Pilote CPI-4. http://www.pilotesyobras.com
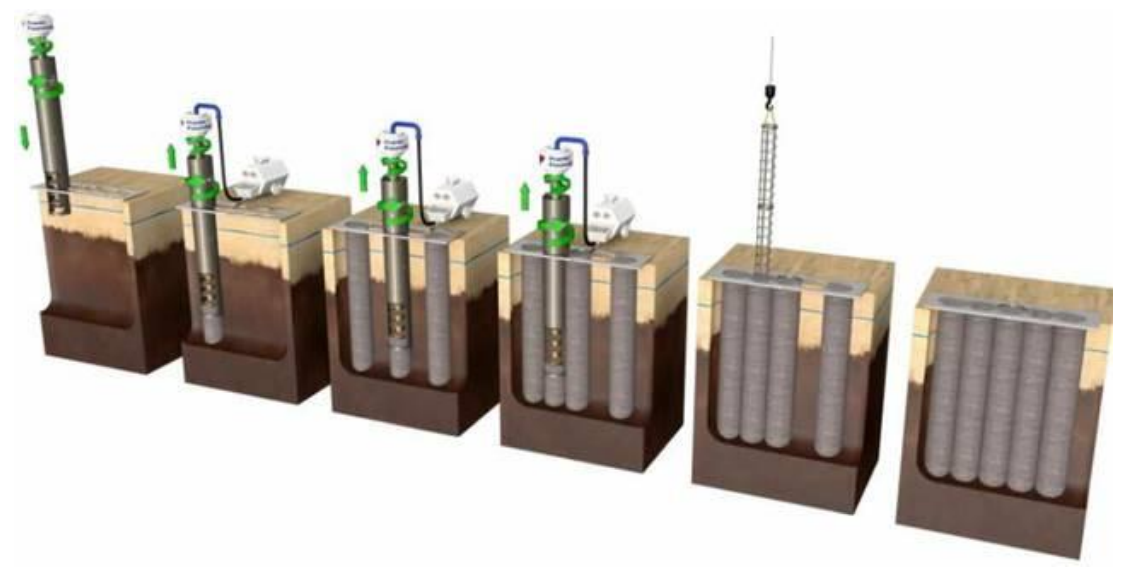
La principal particularidad de los pilotes CPI-4 consiste en que mientras se perfora se va introduciendo en el terreno una tubería de sostenimiento, también denominada camisa. Estas camisas son muy robustas, sirviendo no solo para contener el terreno, sino también como útil de perforación. Los primeros metros de la perforación se efectúan por hinca con tapón de grava. Una vez alcanza la profundidad objetivo se procede a la limpieza del fondo de la excavación mediante el uso de un cazo (“bucket”).
Posteriormente, al limpiado del fondo, se procede a introducir la armadura de acero con la ayuda de un equipo auxiliar (grúa). Para garantizar el recubrimiento mínimo necesario de la misma, se levanta 20 cm sobre el fondo de la excavación y se colocan separadores para su correcto centrado.
Colocada la armadura, comienza el hormigonado y se extraerá la entubación, de manera que siempre quede un mínimo de dos diámetros de hormigón dentro de ella. Para verter el hormigón dentro de la perforación correctamente evitando segregaciones y exudaciones, se utiliza un tubo “Tremie”. Este tubo se introduce por dentro de la armadura hasta alcanzar el fondo de la perforación. A continuación, se comienza a bombear el hormigón que debe ser de consistencia fluida.
A la vez que avanza la fase de hormigonado se va subiendo simultáneamente el tubo tremie, pero teniendo la precaución de mantenerlo siempre unos dos metros introducido en el hormigón fresco. A la vez, se va extrayendo la tubería de sostenimiento, manteniéndola siempre por debajo del nivel del hormigón fresco. Así, se consigue evitar cortes en el hormigonado por el desprendimiento de las paredes de la perforación. Cuando el hormigón alcanza la cota de la rasante del terreno se concluye con el hormigonado.
Este tipo de pilote muy recomendable para empotramientos en roca, pilotes a perforar en zonas con bolos, estratos cementados, en incluso en zonas con rellenos muy heterogéneos como escolleras. También se utiliza para la ejecución de pilotes bajo el nivel del agua, tal y como se aprecia en la siguiente fotografía de la construcción del puente en el sur de Guayaquil (Ecuador).

Os dejo a continuación un vídeo explicativo de este tipo de pilotes.
También os dejo una animación explicativa sobre el procedimiento constructivo.
Referencia:
YEPES, V. (2020). Procedimientos de construcción de cimentaciones y estructuras de contención. Colección Manual de Referencia, 2ª edición. Editorial Universitat Politècnica de València, 480 pp. Ref. 328. ISBN: 978-84-9048-903-1.
Curso:

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.