Figura 1. Transporte del hormigón en tiempo frío. https://betoniatecnico.blog/2024/04/08/influencia-de-la-climatologia-las-condiciones-ambientales-del-entorno-y-la-temperatura-de-los-materiales-en-la-realizacion-de-pavimentos-de-hormigon-concreto/
El transporte del hormigón en tiempo frío debe realizarse con mayor cuidado para evitar interrupciones y retrasos en su puesta en obra. El calor generado en el interior de la cuba, si se trata de una amasadora, por el rozamiento del hormigón con las paredes y las palas, evita que el agua de amasado se congele, siempre y cuando el tiempo de permanencia no sea muy prolongado y las temperaturas ambientales no sean extremadamente bajas. De lo contrario, sería necesario adoptar medidas especiales de aislamiento de las cubas. El suministro debe estar sincronizado con la puesta en obra para evitar esperas, tanto en el hormigón ya colocado y desprotegido como en los camiones pendientes de descarga. Se recomienda que el tiempo de transporte desde la planta hasta la obra sea el más breve posible.
Se pueden evaluar las pérdidas de temperatura del hormigón durante el transporte, expresadas en °C/h, considerando el tiempo transcurrido entre el amasado y la colocación. Estas pérdidas se expresan como un porcentaje de la diferencia entre la temperatura prevista del hormigón en el momento de su colocación y la temperatura ambiente. El porcentaje de pérdida depende del tipo de transporte: 25 % en camiones hormigoneras, 20 % en camiones o en recipientes abiertos y 10 % en camiones o en recipientes cubiertos.
Las bajas temperaturas ambientales en las que se transportará el hormigón afectan especialmente a los camiones hormigonera. Estos vehículos, con su tambor metálico y su sistema de paletas, así como la canaleta, pueden estar extremadamente fríos, especialmente los primeros camiones de la mañana después de una noche de temperaturas gélidas y formación de hielo. En algunas regiones, se implementan medidas para contrarrestar estos efectos, como el uso de resistencias externas que generan calor en el tambor, el lavado con agua caliente o el estacionamiento de los camiones en espacios interiores.
En el caso del transporte por cinta, especialmente si es muy larga, se debe proteger el hormigón de la acción del viento para evitar su enfriamiento y su desecación. Además, si se emplea una relación agua/cemento muy baja, se debe proteger de la deshidratación.
En el caso del transporte por bombeo, si la tubería es muy larga, se recomienda aislarla para evitar el enfriamiento del hormigón.
Referencias:
AA. VV. (2002). Hormigones de ejecución especial (seis tipos). Colegio de Ingenieros de Caminos, Madrid, 114 pp.
ACI COMMITTEE 306. Cold wheather concreting (ACI 306R-16). American Concrete Institute.
AENOR (2022). UNE 83151-1 IN Hormigonado en condiciones climáticas especiales. Parte 1: Hormigonado en tiempo frío. Madrid, 27 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Hormigonado con tiempo frío. https://madridsurarquiobras.es/blog/?p=199
La baja temperatura del hormigón fresco retrasa la reacción de fraguado, disminuye la velocidad de hidratación y reduce la demanda de agua, lo que aumenta su fluidez. Además, esta fluidez disminuye más lentamente con el tiempo, lo que mejora las condiciones de puesta en obra. Esto permite reducir la cantidad de agua en la mezcla y aumentar la resistencia y la durabilidad del hormigón, al tiempo que se puede disminuir la cantidad de plastificante o superfluidificante, manteniendo las condiciones de trabajabilidad necesarias para una correcta colocación. Sin embargo, esto también implica períodos más largos de curado y desencofrado, así como retrasos en los posibles tesados, lo que repercute en el coste de la obra.
Es importante destacar que los hormigones fabricados, colocados y curados a temperaturas bajas, cercanas a los 10 °C y sin congelación, desarrollan su resistencia de forma más lenta, pero suelen alcanzar resistencias superiores a los 28 días y tienen una mayor durabilidad. Calavera et al. (2004) indican que, a una temperatura ambiente de 7 °C, el hormigón tarda el doble en alcanzar el final del fraguado que a 15 °C. La razón es un mejor curado, pues las bajas temperaturas suelen ir acompañadas de una mayor humedad relativa, lo que reduce la evaporación del agua del hormigón fresco y asegura una hidratación adecuada del cemento. Además, la pérdida de agua en la superficie del hormigón es más lenta que la difusión desde el interior, lo que reduce la formación de fisuras superficiales debidas a la retracción plástica. La exposición al sol tampoco suele ser perjudicial, debido a su corta duración e intensidad.
A temperaturas inferiores a 5 °C, el endurecimiento del hormigón se retrasa significativamente y, por debajo de 0 °C, se reduce drásticamente, hasta detenerse casi por completo a temperaturas cercanas a -10 °C. El cemento requiere una cantidad específica de agua para lograr una hidratación completa y un endurecimiento adecuado. Si parte del agua está congelada, esto no interviene en el proceso de hidratación del cemento, lo que produce una hidratación incompleta y, en consecuencia, no se alcanza la resistencia prevista.
Las bajas temperaturas tienen efectos perjudiciales en el hormigón fresco, ya que el agua se congela. Esto provoca un aumento de volumen de aproximadamente un 9 %. Si esto ocurre y el hormigón aún no ha alcanzado una resistencia a tracción suficiente para soportar la tensión generada por la congelación del agua interna, se producirán daños irreversibles que afectarán a la capacidad mecánica y la durabilidad del hormigón. Se considera que el hormigón es resistente a los efectos del frío (debido a la expansión del agua al congelarse) cuando alcanza una resistencia de aproximadamente 3,5 MPa. Como referencia, a 10 °C, la resistencia de 3,5 MPa se alcanza en menos de 48 horas en hormigones correctamente dosificados.
Es importante recordar que el agua del hormigón contiene una gran cantidad de sales disueltas procedentes del cemento, los aditivos, etc., por lo que, en la práctica, no se congela a 0 °C, sino a temperaturas inferiores. Sin embargo, no se debe confiar en este margen, ya que no es posible prever con fiabilidad si se superará debido a la evolución de las temperaturas externas.
En términos generales, para que el hormigón desarrolle su resistencia a una velocidad adecuada, la temperatura debe mantenerse entre 10 °C y 15 °C en secciones delgadas y entre 5 °C y 10 °C en grandes masas de hormigón.
Las medidas para evitar los efectos perjudiciales del tiempo frío en el hormigón fresco se dividen en dos tipos: calentar uno o varios de los componentes del hormigón y diseñar una mezcla de hormigón apropiada en cuanto a componentes y dosificación. Pero estas medidas las veremos en un próximo artículo.
Referencias:
AA. VV. (2002). Hormigones de ejecución especial (seis tipos). Colegio de Ingenieros de Caminos, Madrid, 114 pp.
ACI COMMITTEE 306. Cold weather concreting (ACI 306R-16). American Concrete Institute.
AENOR (2022). UNE 83151-1 IN Hormigonado en condiciones climáticas especiales. Parte 1: Hormigonado en tiempo frío. Madrid, 27 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Hormigonado en tiempo caluroso. https://hormigonaldia.ich.cl/recomendaciones-tecnicas/hormigonado-en-tiempo-caluroso/
Una temperatura elevada del hormigón fresco acelera la reacción de fraguado y aumenta la velocidad de hidratación, lo que incrementa la demanda de agua para lograr una consistencia determinada. Un aumento de aproximadamente 10 °C en la temperatura del hormigón requiere unos 7 litros de agua adicionales por metro cúbico para mantener la misma consistencia. Además, si se desea aumentar el asentamiento del cono de Abrams en 25 mm, se debería incrementar en un 2 % la cantidad de agua necesaria; sin embargo, a 40 °C, sería necesario un 3,5 % adicional de agua (ver Calavera et al., 2004). Esto reduce la fluidez del hormigón, que disminuye rápidamente con el tiempo, lo que dificulta su puesta en obra.
Otro efecto de las altas temperaturas es la rápida pérdida de consistencia del hormigón. A temperatura normal, el hormigón puede perder alrededor de 25 mm de asentamiento en media hora. Sin embargo, a temperaturas elevadas, esta pérdida aumenta significativamente debido a la evaporación y al mayor consumo de agua durante la rápida reacción química inicial del cemento.
Dado que no es posible aumentar la cantidad de agua en la mezcla sin comprometer la resistencia y durabilidad del hormigón, es necesario añadir plastificantes o cambiar a superfluidificantes para mantener las condiciones de trabajabilidad previstas, o reducir los tiempos de puesta en obra. En el caso del hormigón premezclado, puede ser necesario añadir estos aditivos en obra mediante un nuevo mezclado, lo que supone una operación de control complejo. Por otro lado, la eficacia del superfluidificante disminuye rápidamente a medida que aumenta la temperatura, aunque los productos derivados de copolímeros vinílicos pueden mitigar este problema.
Los hormigones fabricados, colocados y curados a temperaturas más altas desarrollan su resistencia más rápidamente. Se ha observado que el hormigón se endurece el doble de rápido a 35 °C que a 20 °C. Sin embargo, debido a un curado deficiente, estos hormigones suelen presentar resistencias inferiores a los 7 y a los 28 días. De hecho, tras 28 días, su resistencia puede reducirse entre un 15 % y un 20 % (ver Calavera et al., 2004). Esta pérdida de resistencia se explica por la formación de productos de hidratación más porosos, resultado de un proceso de hidratación acelerado e imperfecto.
Las altas temperaturas ambientales suelen ir acompañadas de bajas humedades relativas, lo que aumenta la evaporación del agua del hormigón fresco y reduce la cantidad disponible para la correcta hidratación del cemento. Asimismo, la rápida pérdida de agua del hormigón en la superficie, superior al aporte por difusión desde el resto del hormigón, provoca la formación de fisuras superficiales debido a la retracción plástica. Estos efectos se agravan con la presencia de viento y la exposición al sol (véase el nomograma de Menzel). El secado superficial comienza cuando la velocidad de evaporación supera la de ascenso del agua a la superficie recién formada por exudación. Además, si las condiciones de sequedad son suficientes, puede formarse una costra superficial seca que bloquea el agua de exudación, impidiendo que llegue a la superficie. Esta agua queda almacenada debajo de la capa seca, lo que puede provocar una descamación posterior.
El rápido endurecimiento del hormigón incrementa la velocidad de generación de calor durante la hidratación del cemento, lo que provoca altas temperaturas y mayores diferencias térmicas debido a la lenta disipación del calor. Las altas temperaturas alteran el proceso de hidratación y generan compuestos como la etringita, que perjudican la durabilidad del hormigón.
Las diferencias térmicas entre el núcleo y la periferia de las piezas generan tensiones de tracción que el hormigón en proceso de endurecimiento no puede soportar, lo que provoca fisuras que reducen su durabilidad. En secciones delgadas, de menos de 150 mm, es crucial evitar la formación de fisuras de retracción plástica, ya que estas pueden afectar a una porción significativa de la sección. En elementos masivos, el problema radica en el riesgo de fisuración térmica debido a las altas temperaturas que el hormigón puede alcanzar. Las fisuras pueden aparecer tanto durante la fase de aumento de temperatura (fisuras internas) como durante el enfriamiento (fisuras superficiales). Para prevenirlo, la temperatura de colocación del hormigón no debe superar los 15 °C, siendo preferible que esté alrededor de los 5 °C. Además, la diferencia de temperatura entre dos puntos de la sección no debe exceder los 20 °C, lo que requiere el uso de protección térmica durante el curado.
En elementos protegidos de grandes cambios de humedad, como las cimentaciones de estructuras interiores, la temperatura máxima durante el proceso de fraguado no debería superar los 80 °C. Si se trata de estructuras exteriores no protegidas frente a cambios de humedad, la temperatura no debería superar los 70 °C. Para elementos especialmente expuestos a ciclos de hielo-deshielo, la temperatura no debería superar los 65 °C, e incluso menos en algunos casos. Esta temperatura máxima generalmente se alcanza entre las 12 y las 24 horas después del amasado.
Para evitar los efectos perjudiciales del calor sobre el hormigón fresco, se pueden adoptar dos tipos de medidas: utilizar hormigón más frío y diseñar una mezcla adecuada en cuanto a componentes y dosificación. Pero este tipo de precauciones las estudiaremos en detalle en otro artículo.
Referencias:
AA. VV. (2002). Hormigones de ejecución especial (seis tipos). Colegio de Ingenieros de Caminos, Madrid, 114 pp.
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Buggy para colocación de hormigón. https://www.concretehireandsales.com/hire-old/concrete-power-buggies/
Las carretillas manuales o motorizadas (buggies) se utilizan habitualmente en obras pequeñas debido a su rendimiento limitado y a la alta demanda de mano de obra que requieren. Deben circular sobre superficies rígidas y lisas para evitar la segregación del hormigón y hay que prestar atención al tipo de mezcla (volumen de finos, relación agua/cemento y aditivos) para minimizar la pérdida de homogeneidad durante el transporte.
La guía ACI 304R proporciona directrices específicas y recomienda que los buggies circulen sobre pasarelas rígidas y lisas con entablado empalmado (no solapado) para minimizar la segregación durante el movimiento. Establece distancias horizontales máximas de 60 m para carretillas manuales y de 300 m para buggies motorizados, según las condiciones operativas. Advierte que los vibradores no deben usarse para desplazar el hormigón lateralmente, sino que deben insertarse verticalmente para lograr una consolidación efectiva. También sugiere asegurar una descarga controlada para evitar el desplazamiento lateral del hormigón y homogeneizar las cargas del tambor de las mezcladoras con al menos 30 revoluciones antes de vaciarlas.
Figura 2. Carretilla a motor para colocar hormigón. https://www.concretehireandsales.com/hire-old/concrete-power-buggies/
Una ventaja significativa de estas carretillas es su capacidad para acceder a lugares muy estrechos a los que otros medios (bombas, cintas, etc.) no pueden llegar sin obras adicionales. Para realizar la descarga, deben situarse por encima de las armaduras y respetar las condiciones de seguridad y de separación indicadas en la normativa aplicable. En cuanto a las distancias prácticas, las recomendaciones varían según la fuente: mientras algunas guías prácticas citan distancias horizontales máximas de hasta 60 m en determinados casos, otras referencias y fabricantes recomiendan distancias mucho menores para carretillas manuales (por ejemplo, 7 m en trayectos con frecuentes manipulaciones) o mayores para buggies motorizados, siempre y cuando se cumplan las condiciones de consistencia del hormigón y posibilidad de reposicionamiento rápido.
Las carretillas manuales tradicionales tienen una capacidad aproximada de 80 litros. No obstante, las carretillas manuales comerciales tienen una capacidad de entre 50 y 80 litros y un rendimiento práctico muy bajo (aproximadamente 0,5 m³/h, dependiendo del terreno y la frecuencia de descarga), por lo que están indicadas para obras pequeñas o maniobras puntuales.
En el caso de los carros de dos ruedas, la capacidad oscila entre 0,20 m³ y 0,30 m³, con una capacidad de colocación que varía entre 3 m³/h y 5 m³/h. Se recomienda que las ruedas sean de goma o neumáticas de baja presión, ya que así se amortigua el movimiento durante el transporte y, por tanto, se reduce la segregación. Los fabricantes especifican neumáticos que «no dejan marcas» para superficies delicadas y aconsejan modelos con suspensión o amortiguación al trabajar con mezclas muy fluidas.
Un buggy para hormigón es un vehículo motorizado (de ruedas u orugas) diseñado para transportar hormigón y otros materiales de construcción, con tolvas de entre 0,30 y 0,45 m³ de capacidad. Está equipado con una gran cuchara o tolva montada sobre un chasis, lo que facilita el traslado de grandes volúmenes sin esfuerzo manual. Según las fichas técnicas de los fabricantes, las capacidades de las tolvas oscilan entre 0,30 y 0,45 m³, las cargas máximas entre 900 y 1100 kg, las potencias motoras entre 6 y 15 kW, y los límites de pendiente entre el 7 % y el 15 %, dependiendo del modelo.
Los carritos motorizados están disponibles en tamaños de 0,30 a 0,40 m³ y tienen una capacidad de colocación que puede variar entre 14 y 18 m³/h en condiciones óptimas y con trayectos relativamente cortos y continuos. No obstante, estas cifras dependen en gran medida de la configuración de la obra (distancia, maniobras, pendientes y tiempo de carga/descarga). Para distancias largas o en obras con elevadas restricciones de accesibilidad, se recomiendan medios alternativos, como bombas o cintas transportadoras, ya que el coste operativo y el tiempo por metro cúbico pueden ser mayores.
En condiciones muy particulares (mezcla fluida, transporte continuo y control de reposición), la distancia horizontal máxima recomendable para el transporte con buggies motorizados puede llegar a 300 m, pero la práctica habitual en obra impone distancias mucho menores o el uso de medios de transporte alternativos si se supera cierto umbral (por ejemplo, el uso de bombas si hay transporte horizontal continuo y la distancia supera 100 o 200 m). En cualquier caso, conviene contrastar siempre con la normativa del proyecto y con las recomendaciones de la dirección facultativa.
Los buggies de hormigón están diseñados para su uso en obra y cuentan con características como cucharas de gran capacidad para manipular el material de forma eficaz, neumáticos que no dejan marcas para su uso en superficies delicadas, control de velocidad variable para conducir con precisión, mandos sencillos de utilizar y una estructura resistente que garantiza un rendimiento duradero. Muchos fabricantes también ofrecen opciones adicionales, como cucharas basculantes con control hidráulico, cubetas de polímero para evitar adherencias, sistemas de rascado y limpieza, protecciones de emergencia y sistemas antipolvo, que facilitan la logística y el mantenimiento, y conviene evaluarlas según las condiciones de la obra.
Os dejo algunos vídeos al respecto.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Silo de cemento atornillado. https://www.machinio.es/anuncios/80213364-silo-de-cemento-vertical-de-200-toneladas-silo-de-hormigon-en-esmirna-turquia
Durante mucho tiempo, el cemento se ha suministrado en sacos de papel. Sin embargo, en la actualidad, en la mayoría de los casos, se transporta a granel en camiones cisterna y se almacena en silos herméticos que forman parte integral de las centrales. Los silos se pueden clasificar según su movilidad en fijos y móviles. En este artículo se describen las principales características de los silos fijos.
Los silos fijos de cemento suelen ser depósitos cilíndricos metálicos que terminan en la parte inferior con un cono en el que se encuentra la base de salida. La extracción en los silos de cemento se realiza por gravedad, con un ángulo de inclinación del cono inferior de aproximadamente 50 grados. Este diseño asegura un flujo eficiente del material, lo que permite que el cemento se desplace de forma constante y sin obstrucciones hacia la salida del silo. El conjunto se apoya en una estructura de perfiles de altura variable, por lo que es muy importante construir cimientos sólidos para evitar la caída de silos.
Estas instalaciones ofrecen varias ventajas en comparación con el almacenamiento tradicional en sacos, especialmente cuando la producción horaria de hormigón debe superar los 10 m³:
Ahorro en la compra de cemento: se puede obtener una reducción de costes del 10 % al 15 %.
Reducción de pérdidas de material: se evita el desperdicio de cemento por sacos rotos o mojados.
Dosificación precisa: permite dosificar en cualquier cantidad, incluidos múltiplos de 50 kg e incluso de 25 kg.
Incremento de la productividad: el cemento está disponible de inmediato, lo que mejora la eficiencia operativa de la planta.
Reducción de los costes de manipulación: se reducen los costes de descarga, almacenamiento y manipulación del cemento.
Los inconvenientes son relativamente pocos. Aunque los silos suelen tener un costo inicial bajo, su precio aumenta considerablemente cuando se les equipan con los dispositivos necesarios para su funcionamiento (chimenea filtrante, sistemas antibóveda, indicadores de nivel, etc.). No obstante, las ventajas económicas y la eficiencia operativa que ofrecen superan con creces estas desventajas frente al método de almacenamiento en sacos.
El material principal para fabricar el silo de cemento es el acero de diversos grados, adecuado a las condiciones del área de instalación, y está recubierto con un compuesto protector anticorrosivo. El espesor de las partes del silo varía entre 6 y 10 mm. En las áreas con bajas temperaturas invernales, el silo se aísla externamente para mantener el cemento en condiciones óptimas.
Para capacidades entre 25 y 40 t, los silos se construyen de una sola pieza, con un diámetro máximo de 2,50 m, lo que permite su transporte por carretera en camión. También pueden fabricarse con un diseño telescópico, de modo que una sección del silo se inserta dentro de otra, lo que permite su transporte en un solo camión y alcanzar capacidades de hasta 60 t. Para capacidades superiores, el transporte supone un problema, por lo que los silos se construyen de forma desmontable. Estos silos están divididos en secciones ensambladas longitudinalmente mediante bridas y se atornillan en su ubicación en la obra. De esta manera, se pueden alcanzar capacidades de 200, 500 y hasta 1000 t.
La carga se realiza a través de un tubo de 3 o 4 pulgadas para el llenado neumático y cuenta con un respiradero o un filtro en la parte superior que permite la salida del aire durante el vaciado o el llenado. Los silos suelen estar equipados con un sistema de fluidificación para evitar la formación de bóvedas en su interior. Este sistema consta de boquillas que inyectan aire a una presión no superior a 200 kPa.
En la parte inferior, los silos disponen de un cierre de tajadera o de mariposa que permite cerrar la salida de cemento cuando sea necesario realizar una reparación.
Es obligatorio que los silos estén equipados con una escalera con protecciones para acceder a la parte superior, y que también cuenten con barandillas de seguridad. En algunos casos, los silos de cemento están equipados con indicadores de nivel que muestran su grado de llenado. Además, es importante tener en cuenta que cada tipo de cemento debe almacenarse en silos separados, designados específicamente para un tipo y una procedencia determinados. Se deben tomar las precauciones necesarias para evitar cualquier tipo de mezcla.
Os dejo algunos vídeos que, espero, os resulten de interés.
También os paso algunas instrucciones de seguridad para los silos.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
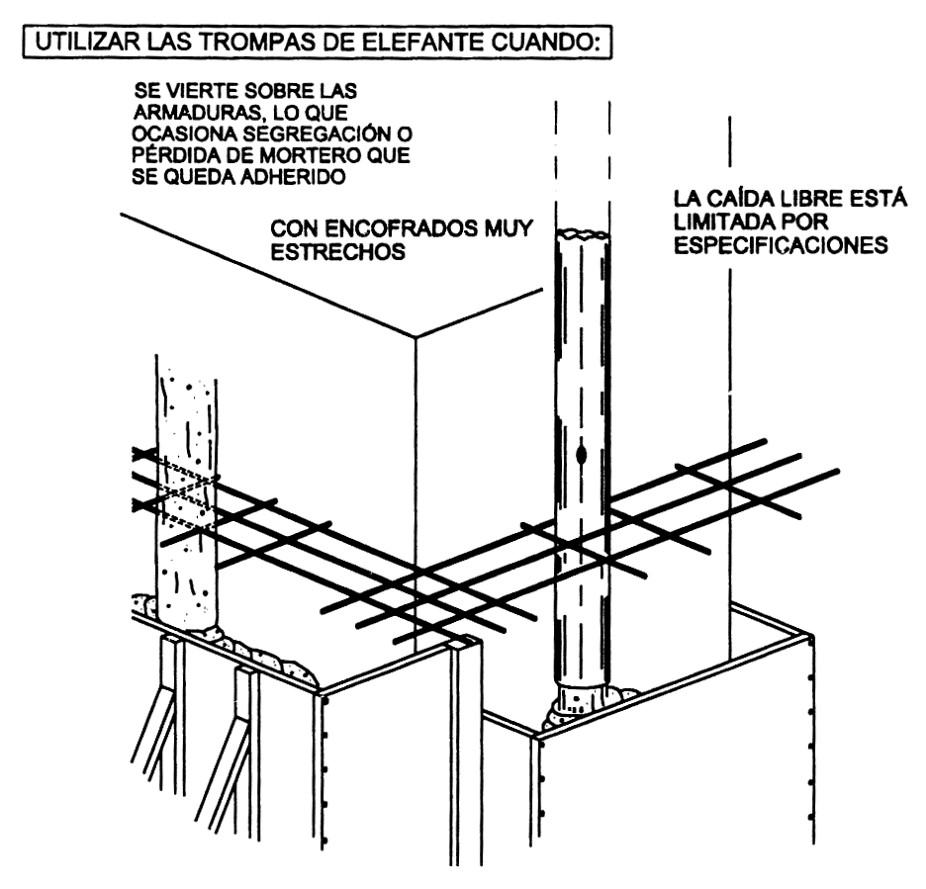
Las trompas de elefante, también denominadas tubos de caída, son conducciones de sección circular que se alimentan mediante un embudo y están concebidas para transferir el hormigón en dirección vertical, evitando así la segregación que se produciría si la mezcla impactara directamente contra las armaduras, los encofrados u otros elementos de la estructura. Se utilizan principalmente cuando es necesario descargar hormigón a distintos niveles. Deben instalarse de forma firme y perfectamente alineada para garantizar que la caída sea estrictamente vertical. Estas tuberías resultan especialmente útiles en proyectos de edificación en altura, en hormigonados bajo el agua y en estructuras de pequeño espesor y gran desarrollo vertical, como muros y pilares, donde es esencial evitar que la caída libre del hormigón supere los 2 m.
Las velocidades de colocación habituales oscilan entre 0,5 y 3 m de altura de hormigonado por hora y se recomienda colocar una tubería cada 30 m² de superficie o con un radio de influencia de entre 4 y 5 m. En casos de baja congestión de armaduras, estas distancias pueden aumentarse, siempre que se garantice una distribución adecuada de la mezcla.
Las trompas pueden fabricarse en acero, caucho o materiales plásticos resistentes y están compuestas por tramos ensamblables, lo que permite variar su longitud con facilidad y adaptarlas a las condiciones de la obra. Para los vertidos subacuáticos o de gran profundidad (método tremie), se prefieren los tubos metálicos rígidos por su estanqueidad y resistencia, mientras que para los vertidos en altura en edificaciones, son frecuentes los tramos flexibles, ya que son más sencillos de maniobrar.
En cuanto a su dimensionamiento, se recomienda que el diámetro interior de la trompa sea, al menos, ocho veces el tamaño máximo del árido en la parte superior. En la parte inferior, esta relación puede reducirse a 6 veces, siempre que se eviten los atascos. En la práctica, se recomiendan diámetros interiores mínimos de 150 mm, que pueden alcanzar los 300 mm en aplicaciones de gran volumen o de gran profundidad.
Es fundamental mantener las trompas en posición vertical y sujetas correctamente, para que el vertido se realice con precisión y seguridad. Las uniones deben ser estancas y resistentes para evitar fugas de mortero o infiltraciones de agua en el caso de los hormigonados subacuáticos. En el caso de las trompas flexibles, se recomienda tensarlas y anclarlas para reducir las vibraciones y los desplazamientos que puedan interferir con las armaduras.
Figura 2. Trompa de elefante. https://shop.kuhlman-corp.com/deslauriers-8-wide-concrete-mini-hopper-with-6-long-elephant-trunk-and-chains/p3517/
El embudo que alimenta estas tuberías debe ser amplio y tener paredes inclinadas para facilitar una descarga continua y sin obstrucciones. Se recomienda mantener un flujo constante de hormigón para evitar interrupciones en la alimentación que podrían provocar segregación. La coordinación con camiones hormigonera o bombas de impulsión es fundamental para garantizar una descarga homogénea.
En vertidos a gran altura, cuando la caída vertical excede los límites recomendados, es preciso emplear trompas o canales que reduzcan la altura libre de caída. En casos extremos, se debe disponer de un cojín inicial de lechada de cemento o aplicar técnicas de descarga escalonada.
En aplicaciones subacuáticas, como cimentaciones profundas o pilotes, el procedimiento tremie exige que el extremo de descarga permanezca siempre sumergido en la masa de hormigón ya colocada para impedir el contacto con el agua y evitar el lavado de la pasta. El vertido suele iniciarse con un tapón o culote que impide la entrada de agua en el interior del tubo y, posteriormente, se mantiene un flujo continuo hasta la finalización de la colocación.
Figura 3. Cuándo se utiliza una trompa de elefante
Os dejo algunos vídeos ilustrativos.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Losa de hormigón sobre tierra. https://ich.cl/unidad/05-uso-del-hormigon-en-obra/
Las losas en el terreno tienen diversas aplicaciones, que incluyen la pavimentación de carreteras y aeropuertos, el revestimiento de canales, aparcamientos, entradas de cocheras, aceras y losas niveladas en edificaciones. Debido a su alta relación entre el área superficial y el volumen de hormigón, si no se adoptan medidas adecuadas, la evaporación de la humedad puede ser rápida y significativa, lo que puede provocar la aparición de grietas por contracción. Esto puede afectar negativamente a la resistencia, así como a la capacidad de soportar la abrasión y las heladas.
Un problema que surge en la ejecución de las losas de hormigón es la formación de un gradiente considerable de humedad entre sus caras superior e inferior. Cuando la pérdida de humedad ocurre en la cara superior, se produce una retracción que provoca la curvatura de la losa. Por otro lado, si la base de tierra está seca, puede absorber agua del hormigón, generando un gradiente de humedad opuesto al que se produce cuando la superficie está húmeda, lo que también provoca la curvatura de la losa en sentido contrario.
Para prevenir este inconveniente, es crucial garantizar condiciones de humedad uniformes en ambas caras de la losa. Esto implica humedecer previamente la base y minimizar la pérdida de humedad de la superficie mediante un proceso de curado inicial, intermedio y final. Además, si se coloca una lámina impermeable debajo de la losa, es fundamental mantener la cara superior húmeda para evitar que se curve. La instalación de un relleno de drenaje compactado de 100 mm sobre la lámina ayuda a secar la base de la losa y a reducir el problema.
Otro factor importante a considerar en estos elementos es el riesgo de fisuración por retracción plástica. La rápida pérdida de humedad por evaporación desde la superficie puede aumentar este riesgo. Es esencial aplicar el curado inmediatamente después del acabado para evitar daños en la superficie. Se pueden utilizar diferentes métodos para reducir la evaporación, como reductores de evaporación, nebulización o compuestos de curado. Cuando se interrumpe el proceso de curado, es fundamental evitar una rápida pérdida de humedad, por ejemplo, sustituyendo las arpilleras por láminas de plástico. Además, se recomienda utilizar techado y cortavientos para proteger la losa y mantener las condiciones óptimas de curado.
El método más efectivo para el curado de losas es el uso de agua, ya sea mediante aspersores o mediante inmersión. Esta técnica no solo proporciona hidratación al hormigón, sino que también ayuda a enfriarlo, lo que reduce el riesgo de fisuración térmica. No obstante, el método más simple y práctico consiste en aplicar compuestos de curado mediante pulverización. Estos compuestos pueden aplicarse inmediatamente después del acabado y no requieren ninguna intervención adicional. En caso de que la temperatura ambiente supere los 25 °C, se recomienda utilizar compuestos pigmentados en blanco.
Para temperaturas ambientales superiores a 5 °C, se recomienda mantener la humedad y la temperatura del hormigón durante un período mínimo de 7 días o, al menos, hasta que se alcance el 70 % de las resistencias especificadas a la compresión o a la flexión, eligiendo el período más corto entre ambas condiciones. En caso de que el hormigón se vierta a temperaturas ambientales iguales o inferiores a 5 °C, se deben tomar precauciones adicionales para prevenir daños por congelación.
Referencias:
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
MENZEL, C.A. (1954). Causes and Prevention of Crack Development in Plastic Concrete. Proceedings of the Portland Cement Association, Vol. 130:136.
LERCH, W. (1957). Plastic shrinkage. ACI Journal, 53(8):797-802.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Regla vibrante. https://esfactory.mennofolk.org/content?c=regla+vibradora+para+hormigon&id=27
Las reglas o maestras vibrantes son máquinas diseñadas para alisar o dar acabado a superficies de hormigón, lo cual resulta especialmente útil en la construcción de soleras y pavimentos. Principalmente, constan de un elemento vibrador acoplado a una regla metálica de 3 a 5 m de longitud. Esta regla tiene, en cada uno de sus extremos, dos elementos de arrastre desmontables, entre los cuales suele ubicarse el interruptor de arranque y de parada del vibrador. El vibrador suele ser rotatorio y de contrapesos, accionado por motor eléctrico o de combustión en los equipos más ligeros y por neumático en los más pesados. Las vibraciones se transmiten a través del entramado o de la placa mientras se desliza sobre el hormigón, lo que permite la compactación y el alisado simultáneos de la superficie.
Estas máquinas se utilizan para nivelar el hormigón en superficies extensas, como locales industriales, aceras, garajes, calles y carreteras. A excepción de algunos equipos autoportantes más pesados, el entramado suele ser ligero para facilitar su manejo y reducir la presión sobre el hormigón. Además, la vibración vertical se amortigua rápidamente. Por lo tanto, cuando el espesor de la solera supera los 20 cm, es necesario realizar una compactación previa mediante vibradores de inmersión.
Su uso elimina el trabajo manual pesado de las maestras y aumenta la eficiencia sin requerir esfuerzo adicional. La acción vibratoria corrige las irregularidades superficiales, dejando el suelo perfectamente liso.
Existen dos tipos principales de reglas vibrantes: las de un solo larguero y las de dos largueros. Las reglas vibrantes de doble larguero constan de un conjunto vibrante y de dos largueros o vigas. El conjunto vibrante está equipado con un motor, ya sea eléctrico o de gasolina, que acciona un vibrador con amplitud de vibración variable. Este vibrador está montado en un bastidor provisto de grapas que permiten fijar los largueros o vigas de tubo rectangular, ajustándose a las longitudes requeridas según el ancho de la solera, con un máximo de 4 m. Para anchos mayores, se pueden montar dos elementos vibrantes sobre las vigas. La frecuencia de vibración oscila entre 50 y 100 Hz, con aceleraciones de 5 a 10 g.
Figura 2. Regla vibradora. https://emaresarental.cl/wp-content/uploads/2020/06/ficha-alisadora-regla-vibradora.pdf
El esfuerzo de compactación transmitido por la regla vibrante al hormigón es directamente proporcional a la carga estática, a la amplitud y a la frecuencia de vibración, e inversamente proporcional a la velocidad de desplazamiento. La experiencia ha demostrado que es más favorable combinar una alta amplitud con una baja frecuencia que combinar una baja amplitud con una alta frecuencia.
La mayor popularidad de la regla vibratoria doble frente a la de una sola se debe principalmente a su capacidad para ajustar la amplitud de vibración. Esta característica permite seleccionar entre amplitudes bajas, medianas y altas, adaptándose de manera óptima a la profundidad de hormigón que se desee vibrar: 5, 10 y 15 cm, respectivamente. Otra de las características importantes de esta regla es que la primera de las barras recibe dos tercios de la vibración, por lo que vibra en profundidad y nivela el hormigón, y la segunda, que recibe un tercio de la vibración, permite terminar la superficie, expulsando el aire y el agua.
El hormigón no debe tener una cantidad elevada de agua, porque generaría charcos y provocaría desigualdades. Una consistencia demasiado rígida impide una compactación suficiente y deja una superficie porosa; debe ser plástica y presentar un asiento de cono de Abrams entre 5 y 7,5 cm. Cuando se trabaja con mezclas secas, también es posible utilizar reglas vibratorias; sin embargo, en estos casos, se requieren estructuras más pesadas para generar la energía necesaria y compactar el espesor adecuado de la masa de hormigón.
Existen algunos modelos con vibradores múltiples. En este caso, los vibradores están separados por intervalos muy próximos, de unos 50 cm, lo que produce una superficie más plana. La velocidad de desplazamiento debe estar comprendida entre 0,5 y 1 m/min. La regla puede desplazarse mediante tracción desde ambos lados o mediante un cabrestante, cuyo cable está anclado al extremo de la trayectoria de la regla. El cabrestante puede accionarse manualmente o mediante un motor.
Se pueden utilizar varios tipos de reglas de forma secuencial para cumplir funciones complementarias. Por ejemplo, la primera regla puede ser una regla con o sin hélice extendedora, la segunda puede ser una regla para aplicar productos de curado o endurecedores metálicos y la tercera puede ser otra regla para el acabado final. En algunos casos, se prescinde de la segunda regla y se utiliza la tercera para realizar un revibrado. Esta función de revibrado se puede llevar a cabo con la primera regla, realizando una segunda pasada y vibrando en la misma dirección que en la primera ocasión.
Cuando la regla vibrante se automatiza por completo, se desplaza sobre raíles mediante ruedas, que también pueden servir como guías laterales del encofrado, o sobre durmientes. Es crucial mantener un cuidado especial del estado de las ruedas, ya que su estado afecta la uniformidad de la superficie del hormigón una vez compactado. Aunque pueden alcanzar longitudes de hasta 20 m, lo habitual es no exceder los 10 m. La frecuencia de vibración típica es de 60 Hz, con aceleraciones de hasta 6 g. La velocidad de avance suele oscilar entre 0,3 y 2,4 m/min, y el rendimiento de estas máquinas puede superar los 75 m³/h, dependiendo de las condiciones específicas de uso.
Para longitudes mayores, se requieren reglas vibrantes en celosía, que cuentan con elementos metálicos desmontables que permiten alcanzar extensiones de hasta 25 m. Estas reglas están equipadas con sistemas de vibración externa para garantizar un compactado adecuado del hormigón en toda la superficie.
Figura 3. Regla vibrante en celosía. https://interconex.us/es/reglas-vibratorias/
En situaciones donde el uso de reglas vibrantes totalmente automatizadas resulte costoso, también se puede considerar el manejo de reglas vibrantes manuales. Estas reglas suelen consistir en una viga de madera encastrada en un perfil metálico, con vibradores dispuestos cada 2 m aproximadamente. Cuando se utilizan para compactar losas, se colocan transversalmente junto a los costeros laterales que facilitan la nivelación de la losa. Normalmente, son operadas por dos personas, una en cada extremo de la viga, y su longitud típica no supera los 5,5 m. Cuando no están en contacto con el hormigón, estas reglas pueden alcanzar frecuencias de alrededor de 70 Hz, aceleraciones de 5 g o 6 g y amplitudes de aproximadamente 0,35 mm. Sin embargo, al entrar en contacto con el hormigón, tanto la aceleración como la amplitud disminuyen. Por lo general, se utilizan en losas de hasta 20 cm de espesor.
Os dejo algunos vídeos explicativos. Espero que os sean de interés.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Acaban de publicarnos un artículo en Scientific Reports, revista indexada en el JCR. El documento enfatiza la importancia de contar con modelos de evaluación sólidos para abordar las emisiones y de carbono en los proyectos internacionales. El trabajo se enmarca dentro del proyecto de investigación HYDELIFE que dirijo como investigador principal en la Universitat Politècnica de València.
El trabajo presenta el proyecto del puente marítimo de Suramadu en Indonesia, construido según el modelo EPC por el gobierno chino, y muestra las especificaciones de diseño detalladas y los procesos de construcción. Además, establece un modelo de evaluación de las emisiones de carbono de los proyectos de inversión internacionales, que integra ocho etapas para analizar las fugas de carbono, destacando la importancia de evaluar con precisión las emisiones de carbono en los proyectos internacionales.
De Sakurai Midori – Trabajo propio, CC BY 3.0, https://commons.wikimedia.org/w/index.php?curid=8028163
El documento contribuye al demostrar la fiabilidad y la naturaleza científica de los datos de evaluación mediante la combinación de la bibliografía, la evaluación y el acoplamiento multidisciplinario de modelos matemáticos, lo que contribuye a la formulación de políticas de emisiones y aranceles al carbono.
Analiza de manera innovadora los complejos efectos de acoplamiento de varios datos e indicadores de incertidumbre en los proyectos internacionales, proporcionando modelos y evaluaciones precisos de los efectos interactivos, algo esencial para los responsables políticos.
Abstract:
Due to the rapid economic development of globalization and the intensification of economic and trade exchanges, cross-international and regional carbon emissions have become increasingly severe. Governments worldwide establish laws and regulations to protect their countries’ environmental impact. Therefore, selecting robustness evaluation models and metrics is an urgent research topic. This article proves the reliability and scientificity of the assessment data through literature coupling evaluation, multidisciplinary coupling, mathematical model, and international engineering case analysis. The innovation of this project’s research lies in the comprehensive analysis of the complex coupling effects of various discrete data and uncertainty indicators on the research model across international projects and how to accurately model and evaluate interactive effects. This article provides scientific measurement standards and data support for governments worldwide to formulate carbon tariffs and carbon emission policies. Case analysis data shows that the carbon emission ratio of exporting and importing countries is 0.577:100; the carbon trading quota ratio is 32.50:100.
Keywords:
Construction industry, Environmental impact, Carbon trading, Model evaluation.
Acaban de publicarnos un artículo en la revista Advances in Civil Engineering (revista indexada en el JCR) donde se optimizan las vigas de acero híbridas para minimizar los costos de fabricación. El estudio se enmarca dentro del proyecto de investigación HYDELIFE que dirijo como investigador principal en la Universitat Politècnica de València.
El objetivo del artículo es optimizar las vigas de acero híbridas transversal-longitudinalmente (TLH) para minimizar los costos de fabricación, basándose en investigaciones anteriores sobre vigas híbridas transversalmente. Explora la ubicación de los puntos de transición en las vigas TLH para maximizar las ventajas de la configuración mecánica, y ofrece recomendaciones para establecer transiciones y configuraciones de acero en función de los niveles de tensión y las longitudes de los elementos.
La metodología implica definir estudios de casos, modelar estructuras híbridas transversales y longitudinalmente, formular un problema de optimización para explorar las configuraciones de TLH y establecer restricciones de diseño. El estudio utiliza técnicas de optimización para determinar el número y las posiciones óptimos de los puntos de transición a lo largo del elemento, así como las configuraciones de los materiales para los diferentes tramos de vigas TLH.
Las conclusiones más importantes de este trabajo son las siguientes:
El estudio muestra los beneficios económicos de las vigas de acero híbridas transversal-longitudinalmente (TLH) en comparación con los diseños homogéneos tradicionales y optimizados, y muestra una reducción de costos de fabricación de más del 50%.
Se ha descubierto que las configuraciones TLH son más eficaces para elementos de mayor envergadura, con recomendaciones específicas para los puntos de transición y las configuraciones de materiales en función de los niveles de tensión.
La metodología propuesta ofrece un enfoque de diseño sostenible al optimizar los elementos del TLH para mejorar los índices económicos y las consideraciones ambientales, lo que allana el camino para futuras investigaciones sobre el comportamiento estructural, el análisis conjunto y la implementación más amplia de criterios de sostenibilidad.
Abstract:
I-section girders with different types of steel in the flanges and web (fyf > fyw, respectively) are known as transverse hybrid girders. These have proven to be more economical than their homogeneous counterparts. However, the use of hybrid configurations in the longitudinal direction of the element has yet to be studied. This paper uses optimization techniques to explore the possibility of constructing transverse and longitudinally hybrid (TLH) steel girders. The optimization objective is to minimize the manufacturing cost, including seven activities besides the material cost. The geometrically double symmetric I-girder design subjected to a uniform transverse load is performed using Eurocode 3 specifications. Nine case studies are implemented, varying the element span (L) and the applied load. The results show that establishing various configurations along the length of the element is beneficial. The optimum number of transition points is six, meaning the girder will have four configurations, i.e., one central and three others symmetrically distributed toward each half of the element. The optimum position for the first transition would be at (L/2), the second at (L/2), and the third at (L/2). The optimum extreme configuration is usually homogeneous (fyf = fyw = 235 MPa). The others increase the steel quality in the plates, maintaining hybrid arrangements to reach the central one that usually remains with S700 steel for the flanges and S355 for the web. The study shows that TLH configurations are more effective for elements with larger spans. By applying the formulated design recommendations in a different case study, the manufacturing cost dropped by over 50% compared to the traditionally designed element and by more than 10% relative to the optimized element with a homogeneous configuration. The study’s limitations and encouraging results suggest future lines of research in this area.