El profesor Miguel Ángel del Val, de la Universidad Politécnica de Madrid, nos explica en este vídeo la extensión de las mezclas asfálticas. Espero que os sea de utilidad.
Referencia:
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes de la Universitat Politècnica de València. Ref. 749.
Figura 1. Hélice de excavación de un pilote en seco. Imagen: V. Yepes
Según la NTE, se denomina CPI-7 al pilote perforado a rotación y hormigonado “in situ”, en los que debido a las características del terreno, no precisa el sostenimiento de las paredes. Es un pilote rápido de ejecutar y económico, idóneo cuando el terreno es estable durante la perforación. Los diámetros habituales oscilan entre 450 y 1500 mm, con profundidades de hasta 40 m. El tipo de terreno decide la forma de excavación. En el caso de terrenos blandos y medios, la excavación se realiza mediante barrenas de hélice cortas. En cambio, con terrenos más duros deberíamos incluir en la barrena de dientes puntas de widia. En terrenos muy competentes y roca la perforación pasa por una corona circular con puntas de widia. Una vez alcanza la profundidad objetivo se efectúa la limpieza del fondo de la excavación mediante el uso de un cazo (“bucket”).
Posteriormente, al limpiado del fondo se procede a introducir la armadura de acero con la ayuda de un equipo auxiliar (grúa). Para garantizar el recubrimiento mínimo necesario de la misma, se levanta 20 cm sobre el fondo de la excavación y se colocan separadores para su correcto centrado.
Figura 2. Cuchara para extraer material en la ejecución de pilotes CPI-7. Imagen: V. Yepes
Después de colocar la armadura se comienza con el hormigonado. Se utiliza un tubo «Tremie» para verter el hormigón en la perforación, de forma que se eviten segregaciones y exudaciones. Este tubo se introduce por dentro de la armadura hasta alcanzar el fondo de la perforación. A continuación se comienza a bombear el hormigón que debe ser homogéneo y de consistencia fluida, con conos de Abrams de 15-16 cm, recomendando dosificaciones de hormigón de 350 kg de cemento por m3 de hormigón y la utilización de áridos no superiores a 20 mm.
Conforme avanza la fase de hormigonado se va subiendo simultáneamente el tubo Tremie, pero teniendo la precaución de mantenerlo siempre unos dos metros introducidos en el hormigón fresco. Cuando el hormigón alcanza la cota de la rasante del terreno se concluye con el hormigonado. Por último, se procede al descabezado de los pilotes.
Os dejo una animación que describe el procedimiento.
[politube2]65086:450:358[/politube2]
También podéis ver a continuación un vídeo Polimedia donde se explica la construcción de este tipo de pilotes.
Cuando se trata de construir un puente con vigas prefabricadas, uno de los problemas a resolver es el transporte por carretera de este tipo de elementos. Debido a las características técnicas de la carga, que exceden en dimensiones, masa y carga por eje de las máxima autorizadas, se requiere de una Autorización Complementaria de Circulación que expedirá el Organismo competente en materia de tráfico. Las unidades de transporte son camiones semirremolques que se denominan habitualmente «dollys».
A continuación os paso varios vídeos explicativos y un vídeo tutorial de Javier Luque donde se aplica el concepto de Centro Instantáneo de Rotación para el cálculo de velocidades lineales en función de condicionantes iniciales de la velocidad angular. Un buen problema de física que tiene su aplicación en el transporte de vigas de gran tamaño. Espero que os sean útiles los vídeos.
¿Sabíais que hoy día el éxito económico de una obra pasa por la correcta gestión de la maquinaria empleada? La mecanización del trabajo en cualquier obra civil o de edificación es totalmente necesaria desde la perspectiva técnica, económica, humana e incluso jurídica. Las máquinas, que nacieron con el propósito de liberar al hombre de los trabajos más penosos, se han convertido en herramientas para producir más, más barato y con mejor calidad. Han permitido abreviar la realización de trabajos que en otros tiempos parecían imposibles y, por consiguiente, han conseguido acelerar la acción del hombre sobre su entorno más inmediato. La adjudicación de un contrato suele requerir de la empresa constructora la disposición de la maquinaria adecuada que garantice los plazos, las calidades y la seguridad de la obra. Además, determinadas unidades de obra no son factibles sin el uso de la maquinaria, tales como las inyecciones, el pilotaje, los dragados, cimentaciones por aire comprimido, etc. En otros casos, la realización manual de hormigones, compactaciones de tierras, etc., no podría satisfacer las elevadas exigencias de los pliegos de condiciones técnicas vigentes.
Las máquinas suponen fuertes inversiones para las empresas constructoras, que si bien son menores en obras de edificación, mayores en obras de carreteras e hidráulicas, son importantísimas en obras portuarias. El índice de inversión en maquinaria, calculado como la relación entre el valor anual de adquisición de maquinaria y la obra total anual, varía entre el 3 y el 13%. Se evalúa entre el 13% y el 19% el índice de mecanización —valor del parque de maquinaria respecto a la producción anual— de las firmas constructoras.
¿Cómo podemos calcular los costes de la maquinaria? Os paso un Polimedia divulgativo acerca de los costes de explotación de la maquinaria. Espero que os guste.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
¿Por qué es habitual compactar con el primer compactador que tenemos en obra? Grandes errores y pérdidas económicas han sufrido más de una obra de movimiento de tierras por no acertar con el equipo de compactación adecuado. No es un tema fácil, pues requiere conocer con cierto detalle no sólo las características del compactador, sino también el tipo de suelo, sus características de humedad, granulometría, etc., y además, las condiciones de trabajo que vamos a imponer a esta unidad de obra. Vamos, pues, a intentar divulgar algunas ideas en torno a este tema para complementar otros posts anteriores como el que dedicamos a la curva de compactación o al tramo de prueba.
La elección de un equipo compactador, y la forma de usarlo, está condicionada por multitud de circunstancias y factores, de modo que no es biunívoca la solución adoptada para unas condiciones determinadas. Al final, la elección será fundamentalmente un asunto económico, ya que existen amplios solapes entre los distintos tipos de máquinas y sus campos de aplicación. Los casos que se pueden presentar son variados y cada uno requiere procedimientos específicos. No es lo mismo construir un terraplén nuevo, que consolidar un terreno natural o trabajar en un terreno anegado. En las situaciones habituales, donde se forma un terraplén compactando tongadas sucesivas del terreno, va a ser determinante la naturaleza del material empleado. El material empleado definirá la aplicabilidad de los equipos. El siguiente factor a considerar será el estado en que se encuentre (humedad, espesor de la capa, etc.). También decidirá la forma y dimensiones de la zona a compactar.
Por último, se deberá atender al volumen total de material. Se eligen las máquinas de tamaños que proporcionen mayores rendimientos, pero sin llegar a romper los suelos. Suelen emplearse equipos que presenten mayores capacidades de producción que los equipos de excavación y transporte, para no convertirse en «cuellos de botella» de las actividades. Cuando se emplean varios equipos en la compactación, con frecuencia trabaja una máquina de elevadas producciones, y es otra la que termina la superficie. Se seleccionará el equipo de compactación en función de la naturaleza del relleno, considerando tres grandes grupos de materiales, los finos, los de grano grueso y los pedraplenes.
Elección del compactador en suelos finos
Los suelos finos (más del 35% de limos y arcillas, es decir de la fracción inferior a 80 micras) se caracterizan, a efectos de la compactación, por la dificultad que presentan para variar su humedad. Si ésta es próxima a la óptima del Proctor Normal, pueden utilizarse desde los equipos de neumáticos, a los de patas apisonadoras e incluso los vibrantes lisos. Con defecto de humedad, antes de adicionar agua, se aconseja el uso de compactadores autopropulsados de patas apisonadoras, que trabajen con tongadas de poco grosor. Arcillas muy cohesivas con bajo porcentaje de humedad precisan una presión muy fuerte que rompan los terrones para que después la compactación sea completa; por su naturaleza química, suelos muy arcillosos precisan una presión unitaria muy alta para poder compactarse. Con exceso de humedad sólo podemos apisonar con reducidas energías, para evitar que el terreno pierda estabilidad, aconsejándose la compactación en capas gruesas (40 a 60 cm) con equipos remolcados vibratorios con patas apisonadoras con peso superior a las 10 t.
Elección del compactador en suelos de grano grueso con finos
Estos suelos (proporción de finos superior al 5%, pero sin llegar al 35%) son muy sensibles a los cambios de humedad, influyendo el porcentaje de gruesos y la plasticidad de la fracción fina. Son adecuados los rodillos vibratorios o los compactadores de neumáticos pesados, con espesores de capa que pueden llegar a 50 y 70 cm. Son menos apropiados los compactadores de patas apisonadoras.
Elección del compactador en suelos de grano grueso sin finos
Son suelos de escasa cohesión (porcentaje de finos inferior al 5%), hundiéndose en ellos los compactadores de alta presión de contacto, debiéndose precompactar el terreno, por ejemplo, con neumáticos de baja presión de inflado. En terrenos arenosos son muy útiles los equipos vibratorios y los de neumáticos, llegándose a apisonar tongadas de hasta 1 m. Con proporciones de gruesos más importantes, se recurren a rodillos vibratorios de alta carga lineal unitaria, con espesores menores. La vibración puede descompactar la parte superficial de la capa, que puede cerrarse con un compactador estático, o puede corregirse con la compactación de la capa siguiente.
Las arenas de granulometría uniforme pueden compactarse con abundante agua y con neumáticos de baja presión de inflado o vibratorias de reducida carga unitaria. Una arena sin finos es difícil de compactar, sobre todo si es monogranular. Un 5% de finos arcillosos facilita la operación y confiere consistencia al conjunto. El tipo de finos debe ser plástico, ya que un limo empeoraría la mezcla.
Elección del compactador en pedraplenes
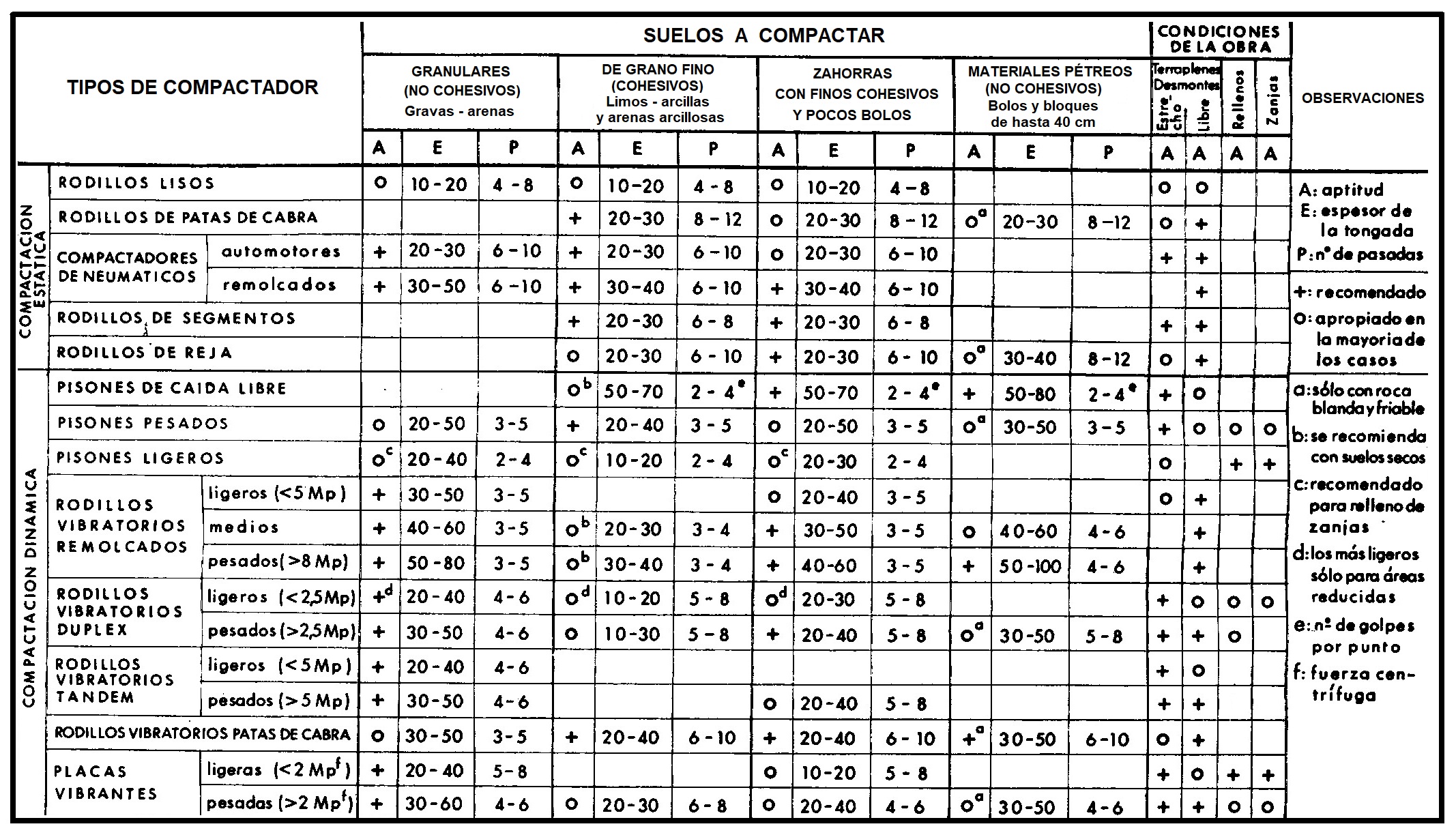
El espesor de las capas deberá ser superior en un 50% del tamaño máximo de los elementos. Si los elementos se disgregan, se compacta como un suelo de grano grueso con finos, si no debe existir contacto entre los elementos gruesos, limitándose el contenido de los finos a un 30% del total. Se compactan con equipos vibratorios pesados -en cuyo caso deben ser de peso superior a 10 t, siendo las tongadas de un grosor entre 0,50 y 1,50 m; y a veces también se usan los supercompactadores de neumáticos de más de 50 t. Por lo general, en carreteras, el pedraplén sin finos no se moja durante la compactación. La Tabla 1 recoge una recomendación en cuanto a la elección de equipo de compactación.
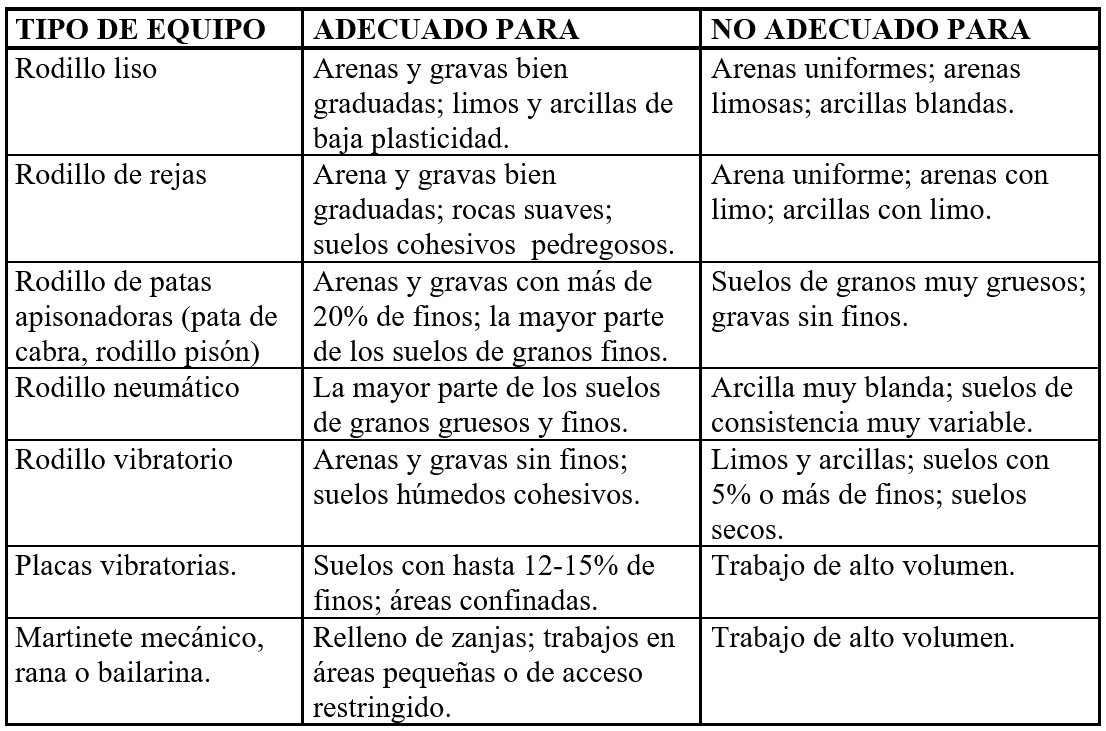
Tabla 1. Selección del equipo de compactaciónTabla 2. Recomendaciones sobre el empleo de compactadores (Strassenwesen, 1972)
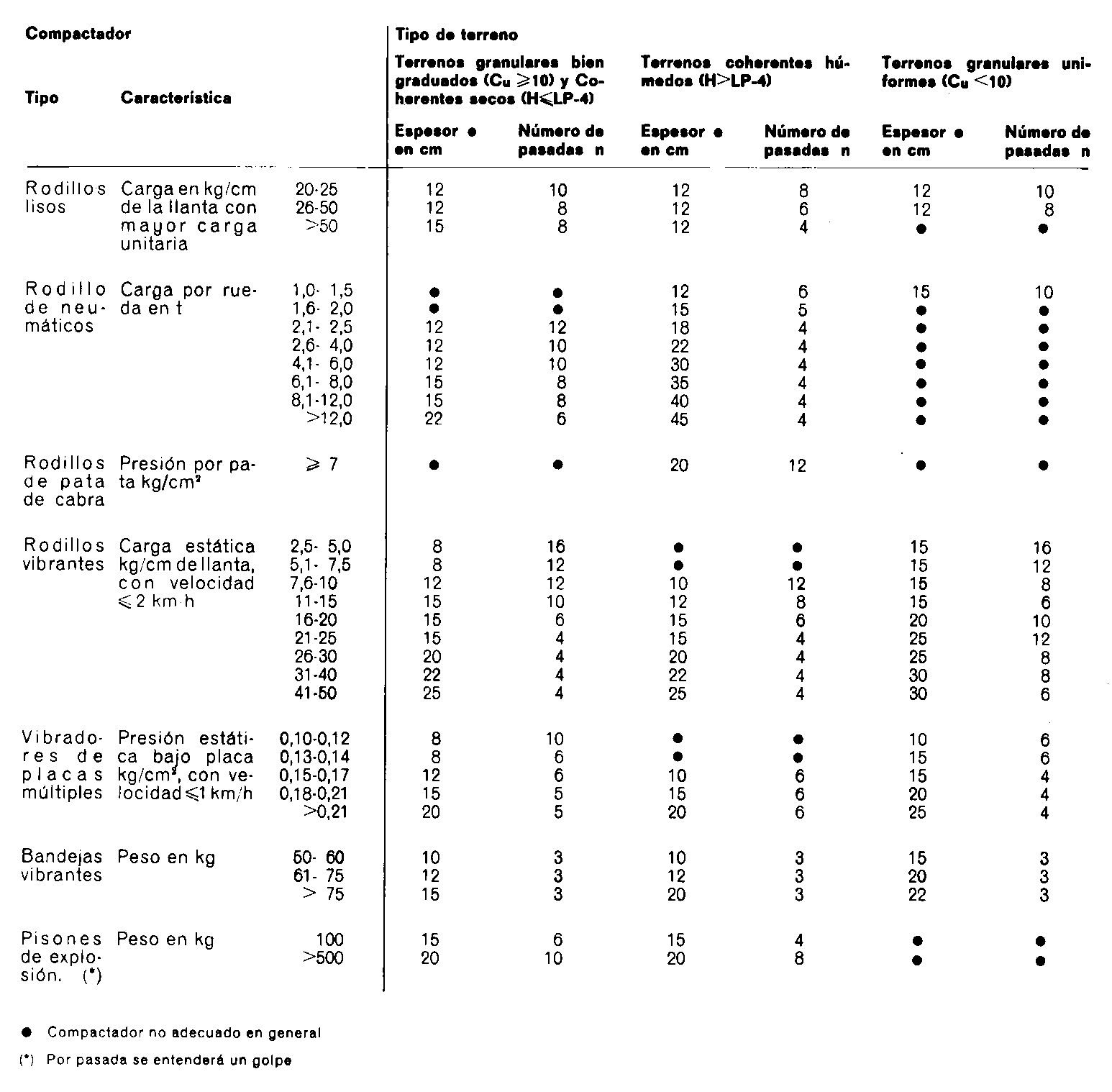
La Norma Tecnológica de Edificación NTE-ADE de explanaciones proporciona, con carácter orientativo, el espesor de tongada e, en cm, a compactar y el número de pasadas n, en función del tipo de terreno y del compactador empleado. En la Tabla 3, H es la humedad en %, LP es el límite plástico y Cu el coeficiente de uniformidad de Hazen.
Tabla 3. Compactación de terraplenes según NTE-ADE
En caso de utilizarse una combinación de compactadores diferentes, se tomará como espesor máximo de tongada compactada y como número mínimo de pasadas, los correspondientes a los compactadores que requieran el valor menor y mayor respectivamente.
Os paso el siguiente Polimedia para repasar estos conceptos, aunque hay libros e información adicional que podéis consultar fácilmente para ampliar este tema. Espero que os guste.
Referencias
ABECASIS, J. y ROCCI, S. (1987). Sistematización de los medios de compactación y su control. Vol. 19 Tecnología carreteras MOPU. Ed. Secretaría General Técnica MOPU. Madrid, diciembre.
ROJO, J. (1988): Teoría y práctica de la compactación. (I) Suelos. Ed. Dynapac. Impresión Sanmartín. Madrid.
Mesa basculante para paneles prefabricados. Vía http://moldtechsl.es
Los paneles de hormigón prefabricado se han usado en las fachadas de los edificios desde los años 50 del siglo XX bajo el impulso de importantes arquitectos como Le Corbusier, Ropius, Aalto y otros. Desde ese momento, los paneles prefabricados de fachada han evolucionado fuertemente, con tendencia hacia unidades cada vez de mayor tamaño y peso. Hoy día se incorporan a dichas piezas el aislamiento y los acabados interiores y exteriores.
Las mesas basculantes permiten la prefabricación de estos paneles de hormigón al facilitar la basculación la extracción de las piezas. Esta basculación se realiza mediante cilindros hidráulicos telescópicos. Suelen contar las mesas con una o dos bandas laterales, que pueden ser fijas, abatibles o regulables en altura, según el tipo de panel a fabricar. Las mesas basculantes presentan un sistema de vibración eléctricos o neumáticos para la compactación del hormigón. También es posible incorporar sistemas de tuberías de calefacción para acelerar el curado del hormigón.
Aquí os paso un vídeo de una línea de producción de paneles de hormigón.
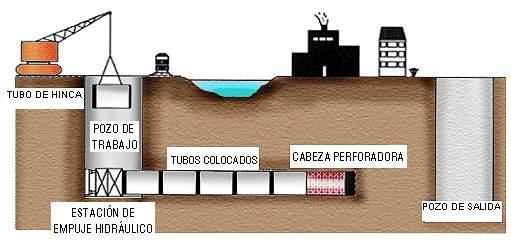
La excavación con microtuneladoras (microtunnelling) y la hinca de tuberías (pipe jacking) surgen de la necesidad de llevar a cabo el tendido de tuberías sin la excavación de zanja (trenchless) o ejecución «sin trinchera»). El método consiste en empujar la tubería desde un pozo e ir hincándola en el terreno a la vez que un elemento excavador por delante de ella va abriendo el hueco aprovechando el empuje transmitido por dicha tubería. Este método se emplea para diámetros superiores a 500 mm, aunque puede llegarse a diámetros de 1200 a 4000 mm. Se denominan microtúneles porque éstos se realizan sin la presencia de operarios dentro de la perforación, controlándose la perforadora de forma remota.
El hincado de tuberías de hormigón armado con microtuneladoras es el sistema más empleado. Consta de las siguientes partes principales:
Pozo de ataque: debe disponer espacio suficiente para alojar los componentes de la hinca y proteger la zona de trabajo. Su pared posterior ha de ser capaz de resistir los empujes previstos para colocar la tubería.
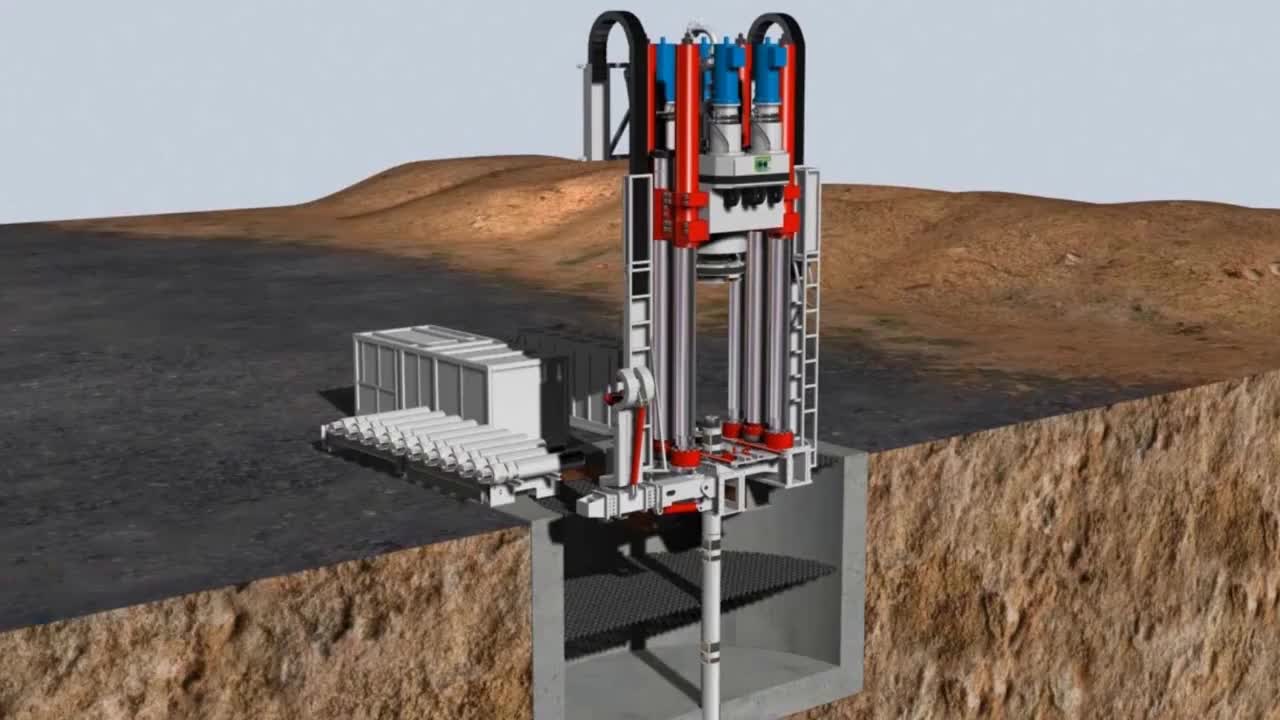
Cabeza perforadora o microtuneladora: formada básicamente por el cabezal de ataque donde van colocados los grupos eléctricos, oleohidráulico y compresor así como los depósitos de aire y combustible y las distintas coronas de corte dependiendo de los terrenos a perforar. La tuneladora avanza asistida por un láser de guiado y los cilindros de orientación, que garantizan la correcta alineación y dirección de la hinca. Los desechos de la excavación se sacan por medio de una banda transportadora hacia el pozo de ataque. Una bomba de inyección de bentonita permite la lubricación de los tubos y favorece el transporte del material de desecho.
Elemento de empuje: formado por un sistema de cilindros hidráulicos en número adecuado al diámetro de los tubos que, a través de una corona para repartir esfuerzos, empuja sobre los tubos para introducirlos en la perforación. Dado que los cilindros hidráulicos tienen un recorrido limitado, se colocan unos postizos a medida que el tubo va introduciéndose con el fin de no parar el avance. Cuando la tubería hincada es de una longitud superior a 100 m, se hace necesario la utilización de estaciones intermedias de empuje. Estas constan de un sistema de cilindros hidráulicos de carrera corta, cuyo empuje actúa alternándose con el de la estación principal. La longitud de una perforación viene condicionada por la máxima presión que pueden desarrollar los cilindros y, por otra parte, por la resistencia que ofrece la compresión longitudinal de la tubería.
En el primer vídeo que os muestro vamos a ver una hinca de tubería, y en los otros dos, microtúneles propiamente dichos. Espero que os gusten. Por cierto, en Youtube podéis activar en algunos casos subtítulos si queréis.
Os dejo a continuación documentación sobre microtúneles gentileza de la empresa Pedraplus Ingenería S.L. Espero que os sea de interés.
Raise Boring constituye un procedimiento constructivo para la ejecución mecanizada de pozos o chimeneas entre dos niveles dentro de una mina o en un proyecto de ingeniería civil. Los niveles pueden ser subterráneos o, el superior, estar en la superficie. El procedimiento, desarrollado en la década de los 50 en Estados Unidos, consiste básicamente en perforar un barreno piloto y luego ensanchar la perforación hacia arriba mediante una cabeza escariadora. Se trata de un equipo de perforación que se instala por encima del terreno. Se taladra una perforación piloto, con un ángulo que puede ser de hasta 45º. Se perfora hasta llegar al túnel o caverna ya existente. Posteriormente se retira la broca piloto y se fija un escariador a la sarta de perforación, que amplía la perforación hacia arriba. Se han perforado con diámetros habituales entre 2 y 3 m, a unas profundidades de 100 a 200 m, aunque se han llegado a 6 m de diámetro y más de 2000 m de profundidad.
Entre las ventajas de este sistema se encuentra la alta seguridad y buenas condiciones de trabajo, la productividad más elevada que con explosivos (por ejemplo, método Jaula Jora), el perfil liso de las paredes, la sobreexcavación inexistente y la posibilidad de realizar excavaciones inclinadas. En cuanto a los inconvenientes, la inversión elevada, el coste de excavación unitario elevado, la poca flexibilidad en dimensiones y cambios de dirección, las dificultades en rocas en malas condiciones y la necesidad de personal especializado.
Os dejo a continuación un vídeo para que veáis el funcionamiento de este tecnología.
En el vídeo que podemos ver a continuación, se puede ver la perforación de una chimenea de ventilación de 80 m de largo en la mina Condestable, en Mala-Lima-Perú.
Os dejo a continuación un vídeo de la empresa Herrenknecht donde podéis ver el procedimiento constructivo. Espero que os guste.
Por gentileza de Valen Fernández, del Departamento Técnico de Pedraplús, os dejo a continuación un documento que amplia la información sobre el sistema.
El relining o entubado simple es una tecnología sin zanja que consiste en la introducción de tubería nueva dentro de la tubería antigua a sustituir. Esta técnica es particularmente útil cuando existen redes antiguas o deterioradas y se requiere reemplazarlas sin un aumento de diámetro. Es el método de sustitución de tuberías más económico y extendido. Se trata de una técnica que causa mínimos problemas para el tráfico, los residentes de la zona, y reduce sustancialmente la obra civil.
Este sistema es apto para un rango de diámetros de 100 a 2000 mm, con secciones circulares, ovoides o marcos. Se pueden insertar hasta 1000 m de longitud. Existen dos variantes, con tubería en tramos largos o con tubería de módulos. En el primer caso, las nuevas tuberías se unen por soladura a tope y son posteriormente insertadas mediante tiro o empuje. En el segundo caso, cada sección se va instalando e insertando mediante empuje en la tubería existente.
La utilización de esta técnica está limitada a conducciones donde pueda disminuirse el diámetro de la tubería existente. Se trata de una técnica cada vez más utilizada, especialmente en aquellos casos en que el consumo de agua potable, y por lo tanto, la producción de aguas residuales, permite una reducción en la cantidad de agua a transportar.
En la técnica del relining, es imprescindible limpiar la tubería antigua con el objetivo de disminuir la fricción en la medida de lo posible. Para ello, se eliminan las incrustaciones de la pared, se cierran las brechas de las tomas y se aplica un lubricante a la superficie interna. El diámetro máximo exterior suele ser un 10% inferior al interior. Una vez deslizada la nueva tubería, el espacio restante entre ambas tuberías se rellena con material alcalino aislante. Una ventaja adicional es que la antigua tubería colabora estructuralmente con la nueva.
Os paso un vídeo sobre este sistema de renovación de tuberías. Espero que os guste.
Referencias:
UNE-EN ISO 11295:2011. Clasificación e información sobre el diseño de sistemas de canalización en materiales plásticos utilizados en la renovación. (ISO 11295:2010)
Los grupos moto-compresores se componen de dos elementos esenciales: el compresor, que tiene como objetivo obtener un flujo de aire a una presión determinada, y el motor, que, con su potencia a un régimen determinado, transmite el movimiento al compresor. Aunque el compresor es solo uno de los componentes del grupo moto-compresor, se utiliza el término «compresor» de manera general para referirse al conjunto completo, que incluye tanto al compresor como al motor.
Para determinar los compresores más adecuados para la obra, se deben considerar factores como la presión máxima de trabajo y el caudal máximo de aire requerido. La presión de trabajo se expresa en atmósferas y representa la fuerza por unidad de superficie (kg/cm²) que necesitan las herramientas para funcionar correctamente. Por otro lado, el caudal de aire es la cantidad de aire necesaria para alimentar una herramienta a una determinada presión y se mide en m³/min.
Para poder comparar diferentes compresores de distintas marcas que trabajan a presiones diferentes, se utiliza el concepto de «caudal de aire libre». Este caudal se mide a la presión atmosférica y no a la presión de trabajo del compresor, ya que esta última no es la misma en todos los compresores. La presión de trabajo del compresor la fija el equipo, la máquina o la herramienta que está conectada a él.
La primera decisión que ha de tomarse al planificar una instalación de aire comprimido es determinar si se instala un compresor único centralizado o una serie de unidades situadas cerca de los puntos de consumo. Si bien las centralizadas tienen las ventajas de requerir menor potencia, menores costes de mantenimiento y mayores rendimientos, en obras lineales o con conducciones muy largas se recomienda el uso de pequeños compresores móviles.
El motor y el compresor forman una sola unidad. Cuentan con un panel de control que regula la presión y temperatura del aire, la presión del aceite, el arranque y la parada, etc. Por lo general, están compuestos por compresores alternativos (de dos etapas, con uno o más pistones) o rotativos (más frecuentes de tornillo), y un motor de accionamiento. La refrigeración en los compresores de pistones se efectúa por aire y en los compresores de tornillo, por medio de aceite. Cada toma de aire cuenta con su llave y acoplamiento normalizado de ¾”, mientras que las mangueras comunes en obras públicas tienen un diámetro inferior a los 19 mm.
Se pueden clasificar atendiendo a la potencia del motor:
Ligeros: con una potencia inferior a los 25 CV, aptos para una sola herramienta de tipo medio, o dos ligeras de forma intermitente.
Medios: con potencia de 25-50 CV.
Pesados: Potencias mayores de 50 CV, con capacidad para atender varias herramientas con 6 u 8 puntos de toma.
Cuando el grupo moto-compresor suministra aire a varias máquinas o equipos que operan a diferentes presiones, el compresor debe tener la presión de trabajo del equipo que requiere la mayor presión. Sin embargo, en estos casos, la presión puede ser excesiva para algunos equipos o herramientas, por lo que es necesario protegerlos con un regulador de presión (manorreductor).
Para calcular el caudal de aire libre necesario en una obra o zona específica, se debe sumar el consumo de aire de cada uno de los equipos o herramientas en litros por minuto y aplicar un factor de simultaneidad. Es fundamental sobredimensionar la instalación para que la presión de trabajo esté al menos 1,5 a 2 bares por debajo de la presión máxima. Si el caudal de aire es insuficiente, tanto la presión como el rendimiento disminuyen. Por ejemplo, una reducción del 20 % en el caudal puede causar una disminución del 35 % en el rendimiento de los equipos. Es necesario que el caudal de aire libre del moto-compresor sea superior al consumo de todas las herramientas, incluyendo una reserva de alrededor del 20 %. Además, es relevante que el rendimiento en caudal de aire libre del compresor sea mayor que el consumo de todas las herramientas conectadas, incluyendo una reserva, para evitar que la presión disminuya y afecte al rendimiento de los equipos. No es recomendable dimensionar en exceso el compresor, ya que la presión no utilizada equivale a desaprovechar energía. Si el caudal de aire libre del compresor es insuficiente, el rendimiento de las herramientas disminuirá significativamente.
Al situar un moto-compresor en obra, es importante seguir estas recomendaciones:
Ubicarlo cerca del punto de trabajo de las herramientas o equipos a los que va a suministrar aire comprimido.
Colocarlo en un terreno nivelado, para poder comprobar adecuadamente los niveles de combustible, aceite y agua.
Asegurarse de que quede bien ventilado y, si es posible, protegido del polvo.
A continuación os dejo un vídeo de un compresor móvil M250 885 CFM. Espero que os guste.
Referencias:
YEPES, V.; MARTÍ, J.V. (2017). Máquinas, cables y grúas empleados en la construcción. Editorial de la Universitat Politècnica de València. Ref. 814. Valencia, 210 pp.