Acaban de publicarnos un artículo en la revista Mathematics, revista indexada en el primer cuartil del JCR. En este artículo se presenta un algoritmo híbrido de búsqueda del cuco y de clasificación no supervisada para optimizar el coste y las emisiones de CO2 de un muro de contrafuertes. El trabajo se enmarca dentro del proyecto de investigación DIMALIFE que dirijo como investigador principal en la Universitat Politècnica de València.
La Búsqueda Cuco se basa en la estrategia de reproducción de algunas especies de pájaros cucos. Éstos pájaros dejan sus huevos en los nidos de otros pájaros de otras especies para que éstas los críen, expulsando incluso los huevos del nido invadido. Si el pájaro anfitrión se percata que el huevo no es el propio, lo sacará del nido o directamente lo abandonará y construirá otro nido.
Por su parte, K-means es un algoritmo de clasificación no supervisada (clusterización) que agrupa objetos en k grupos basándose en sus características. El agrupamiento se realiza minimizando la suma de distancias entre cada objeto y el centroide de su grupo o cluster.
En este artículo se propone un algoritmo híbrido, en el que la metaheurística de búsqueda del cuco se utiliza como mecanismo de optimización en espacios continuos y la técnica de aprendizaje no supervisada k-means para discretizar las soluciones. Se diseña un operador aleatorio para determinar la contribución del operador k-means en el proceso de optimización. Se comparan los mejores valores, los promedios y los rangos intercuartiles de las distribuciones obtenidas. Los resultados muestran que el operador k-means contribuye significativamente a la calidad de las soluciones y que nuestro algoritmo es altamente competitivo.
Abstract
The counterfort retaining wall is one of the most frequent structures used in civil engineering. In this structure, optimization of cost and CO2 emissions are important. The first is relevant in the competitiveness and efficiency of the company, the second in environmental impact. From the point of view of computational complexity, the problem is challenging due to the large number of possible combinations in the solution space. In this article, a k-means cuckoo search hybrid algorithm is proposed where the cuckoo search metaheuristic is used as an optimization mechanism in continuous spaces and the unsupervised k-means learning technique to discretize the solutions. A random operator is designed to determine the contribution of the k-means operator in the optimization process. The best values, the averages, and the interquartile ranges of the obtained distributions are compared. The hybrid algorithm was later compared to a version of harmony search that also solved the problem. The results show that the k-mean operator contributes significantly to the quality of the solutions and that our algorithm is highly competitive, surpassing the results obtained by harmony search.
En este artículo se aborda una metodología para reducir al mínimo la influencia subjetiva que tienen los decisores a la hora de tomar decisiones, en este caso, utilizando criterios relacionados con la sostenibilidad. Para este fin se ha utilizado el análisis de componentes principales (ACP), la optimización basada en kriging y el método AHP para buscar soluciones sostenibles, eliminando la relación entre criterios dependientes y asegurando la obtención de una solución sostenible frente a las diferentes perspectivas de los responsables de la toma de decisiones. Os dejo el artículo en abierto.
Referencia:
PENADÉS-PLÀ, V.; YEPES, V.; GARCÍA-SEGURA, T. (2019). Metodología para valorar la sostenibilidad con baja influencia de los decisores. 5th International Conference on Mechanical Models in Structural Engineering, CMMoST 2019, 23-25 oct 2019, Alicante, Spain, pp. 461-473. ISBN: 978–84–17924–58–4
Acaban de publicarnos un artículo en la revista Sustainability, revista indexada en JCR. En este artículo minimizamos las emisiones de CO2 en la construcción de un muro de contrafuertes de hormigón armado usando la metaheurística del agujero negro (Black Hole Algorithm). El trabajo se enmarca dentro del proyecto de investigación DIMALIFE que dirijo como investigador principal en la Universitat Politècnica de València.
La optimización del costo y de las emisiones de CO2 en los muros de contención de tierras es relevante, pues estas estructuras se utilizan muy frecuentemente en la ingeniería civil. La optimización de los costos es esencial para la competitividad de la empresa constructora, y la optimización de las emisiones es relevante en el impacto ambiental de la construcción. Para abordar la optimización se utilizó la metaheurística de los agujeros negros, junto con un mecanismo de discretización basado en la normalización mínimo-máxima. Se evaluó la estabilidad del algoritmo con respecto a las soluciones obtenidas; se analizaron los valores de acero y hormigón obtenidos en ambas optimizaciones. Además, se compararon las variables geométricas de la estructura. Los resultados muestran un buen rendimiento en la optimización con el algoritmo de agujero negro.
Abstract
The optimization of the cost and CO 2 emissions in earth-retaining walls is of relevance, since these structures are often used in civil engineering. The optimization of costs is essential for the competitiveness of the construction company, and the optimization of emissions is relevant in the environmental impact of construction. To address the optimization, black hole metaheuristics were used, along with a discretization mechanism based on min–max normalization. The stability of the algorithm was evaluated with respect to the solutions obtained; the steel and concrete values obtained in both optimizations were analyzed. Additionally, the geometric variables of the structure were compared. Finally, the results obtained were compared with another algorithm that solved the problem. The results show that there is a trade-off between the use of steel and concrete. The solutions that minimize CO 2 emissions prefer the use of concrete instead of those that optimize the cost. On the other hand, when comparing the geometric variables, it is seen that most remain similar in both optimizations except for the distance between buttresses. When comparing with another algorithm, the results show a good performance in optimization using the black hole algorithm.
Keywords
CO2 emission; earth-retaining walls; optimization; black hole; min–max discretization
Reference:
YEPES, V.; MARTÍ, J.V.; GARCÍA, J. (2020). Black hole algorithm for sustainable design of counterfort retaining walls.Sustainability, 12, 2767. DOI:10.3390/su12072767
En este caso, se trataba aplicar una técnica estadística procedente del diseño de experimentos, la metodología de la superficie de respuesta, a un cálculo estructural, en este caso, un muro. La optimización de procesos mediante la superficie de respuesta es habitual en el campo de la experimentación. La idea es considerar que el cálculo de una estructura se puede considerar también un experimento, donde los datos de entrada son las variables y parámetros que definen dicha estructura y el resultado final es el coste. En este caso, se trata de minimizar el coste. Esta metodología es muy interesante para los estudiantes de máster. Ya hemos publicado algún artículo sobre el mismo tema aplicado a puentes pretensados. Os dejo el artículo en abierto. En este caso se han optimizado las emisiones de CO2.
Referencia:
YEPES, V.; MARTÍNEZ-MUÑOZ, D.; MARTÍ, J.V. (2019). Optimización de muros de hormigón mediante la metodología de la superficie de respuesta. 5th International Conference on Mechanical Models in Structural Engineering, CMMoST 2019, 23-25 oct 2019, Alicante, Spain, pp. 603-615. ISBN: 978–84–17924–58–4
Figura 1. Defensa de tesis doctoral de Vicent Penadés Plà.
Hoy 12 de marzo de 2020 ha tenido lugar la defensa de la tesis doctoral de D. Vicent Penadés Plà titulada “Life-cycle sustainability design of post-tensioned box-girder bridge obtained by metamodel-assisted optimization and decision-making under uncertainty“, dirigida por Víctor Yepes Piqueras y Tatiana García Segura. La tesis recibió la calificación de “Sobresaliente cum laude” por unanimidad. Presentamos a continuación un pequeño resumen de la misma.
Resumen:
Actualmente existe una tendencia hacia la sostenibilidad, especialmente en los países desarrollados donde la preocupación de la sociedad por el deterioro ambiental y los problemas sociales ha aumentado. Siguiendo esta tendencia, el sector de la construcción es uno de los sectores que mayor influencia tiene debido a su alto impacto económico, ambiental y social. Al mismo tiempo, existe un incremento en la demanda de transporte que provoca la necesidad de desarrollo y mantenimiento de las infraestructuras necesarias para tal fin. Con todo esto, los puentes se convierten en una estructura clave, y por tanto, la valoración de la sostenibilidad a lo largo de toda su vida es esencial.
El objetivo principal de esta tesis es proponer una metodología que permita valorar la sostenibilidad de un puente bajo condiciones iniciales inciertas (subjetividad del decisor o variabilidad de parámetros iniciales) y optimizar el diseño para obtener puentes óptimos robustos. Para ello, se ha realizado una extensa revisión bibliográfica de todos los trabajos en los que se realiza un análisis de la sostenibilidad mediante la valoración de criterios relacionados con sus pilares principales (económico, medio ambiental o social). En esta revisión, se ha observado que la forma más completa de valorar los pilares medioambientales y sociales es mediante el uso de métodos de análisis de ciclo de vida. Estos métodos permiten llevar a cabo la valoración de la sostenibilidad durante todas las etapas de la vida de los puentes. Todo este procedimiento proporciona información muy valiosa a los decisores para la valoración y selección del puente más sostenible. No obstante, las valoraciones subjetivas de los decisores sobre la importancia de los criterios influyen en la evaluación final de la sostenibilidad. Por esta razón, es necesario crear una metodología que reduzca la incertidumbre asociada y busque soluciones robustas frente a las opiniones de los agentes implicados en la toma de decisiones.
Además, el diseño y toma de decisiones en puentes está condicionado por los parámetros inicialmente definidos. Esto conduce a soluciones que pueden ser sensibles frente a pequeños cambios en dichas condiciones iniciales. El diseño óptimo robusto permite obtener diseños óptimos y estructuralmente estables frente a variaciones de las condiciones iniciales, y también diseños sostenibles y poco influenciables por las preferencias de los decisores que forman parte del proceso de toma de decisión. Así pues, el diseño óptimo robusto se convierte en un proceso de optimización probabilística que requiere un gran coste computacional. Por este motivo, el uso de metamodelos se ha integrado en la metodología propuesta. En concreto, se ha utilizado hipercubo latino para la definición de la muestra inicial y los modelos kriging para la definción de la aproximación matemática. De esta forma, la optimización heurística basada en kriging ha permitido reducir más de un 90% el coste computacional respecto a la optimización heurística conveniconal obteniendo resultados muy similares.
El estudio del diseño óptimo y estructuralmente estable frente a variaciones de las condiciones iniciales se ha llevado a cabo variando tres parámetros iniciales (módulo de elasticidad, sobrecarga, y fuerza de pretensado). El objetivo del caso de estudio analizado ha sido obtener el diseño más económico y con menor variación de la respuesta estructural. De esta forma, se consigue una frontera de Pareto que permite seleccionar la solución óptima, la solución más robusta o una solución de compromiso entre las dos. Por otro lado, el estudio de diseños sostenibles y poco influenciables por las preferencias de los decisores se ha llevado a cabo generando una gran cantidad de decisores aleatorios para cubrir todas las posibles preferencias de los interesados. El objetivo del caso de estudio ha sido reducir la participación subjetiva de los decisores. De esta forma, se ha podido reducir todo el abanico de diseños posibles a un número reducido de diseños concretos, y seleccionar aquel diseño con mejor media sostenible o menor variabilidad en la valoración.
Esta tesis proporciona en primer lugar, una amplia revisión bibliográfica, tanto de los criterios utilizados para la valoración de la sostenibilidad en puentes como de los diferentes métodos de análisis de ciclo de vida para obtener un perfil completo de los pilares ambientales y sociales. Posteriormente, se define una metodología para la valoración completa de la sostenibilidad, usando métodos de análisis de ciclo de vida. Asimismo, se propone un enfoque que permite obtener estructuras poco influenciables por los parámetros estructurales, así como por las preferencias de los diferentes decisores frente a los criterios sostenibles. La metodología proporcionada en esta tesis es aplicable a cualquier otro tipo de estructura.
Palabras clave:
Sostenibilidad, Toma de decisiones, Análisis de ciclo de vida, Métodos de valoración del impacto del análisis de ciclo de vida, ReCiPe, Ecoinvent, SOCA, Metamodelos, Kriging, Diseño óptimo robusto, Puentes.
Figura 2. De izquierda a derecha: Julián Alcalá, Tatiana García, Víctor Yepes, Vicent Penadés, Salvador Ivorra y Rasmus Rempling
PENADÉS-PLÀ, V.; GARCÍA-SEGURA, T.; YEPES, V. (2019). Accelerated optimization method for low-embodied energy concrete box-girder bridge design.Engineering Structures, 179:556-565. DOI:10.1016/j.engstruct.2018.11.015
GARCÍA-SEGURA, T.; PENADÉS-PLÀ, V.; YEPES, V. (2018). Sustainable bridge design by metamodel-assisted multi-objective optimization and decision-making under uncertainty.Journal of Cleaner Production, 202: 904-915. DOI:1016/j.jclepro.2018.08.177
PONS, J.J.; PENADÉS-PLÀ, V.; YEPES, V.; MARTÍ, J.V. (2018). Life cycle assessment of earth-retaining walls: An environmental comparison.Journal of Cleaner Production, 192:411-420. DOI:1016/j.jclepro.2018.04.268
Acaban de publicarnos un artículo en la revista Mathematics, revista indexada en el primer cuartil del JCR. En este artículo tratamos de solucionar uno de los problemas que presentan las estructuras óptimas, que es su cercanía a los estados límite y demás restricciones. El trabajo se enmarca dentro del proyecto de investigación DIMALIFE que dirijo como investigador principal en la Universitat Politècnica de València.
En efecto, el diseño de una estructura se lleva a cabo generalmente según un enfoque determinista. Sin embargo, todos los problemas estructurales tienen asociados parámetros iniciales inciertos que pueden diferir del valor de diseño. Esto se vuelve importante cuando el objetivo es alcanzar estructuras optimizadas, pues una pequeña variación de estos parámetros inciertos iniciales puede tener una gran influencia en el comportamiento estructural. El objetivo de la optimización de un diseño robusto es obtener un diseño óptimo con la menor variación posible de las funciones objetivas. Para ello, es necesaria una optimización probabilística para obtener los parámetros estadísticos que representen el valor medio y la variación de la función objetivo considerada. Sin embargo, una de las desventajas del diseño robusto óptimo es su alto costo de cálculo. En el presente artículo, la optimización del diseño robusto se aplica al diseño de un puente peatonal continuo de sección en cajón que sea óptimo en cuanto a su costo y robusto en cuanto a la estabilidad estructural. Además, se utiliza el muestreo de hipercubo latino y el metamodelo de kriging para hacer frente al alto costo computacional. Los resultados muestran que las principales variables que controlan el comportamiento estructural son la profundidad de la sección transversal y la resistencia a la compresión del hormigón y que se puede llegar a una solución de compromiso entre el coste óptimo y la robustez del diseño.
Abstract
The design of a structure is generally carried out according to a deterministic approach. However, all structural problems have associated initial uncertain parameters that can differ from the design value. This becomes important when the goal is to reach optimized structures, as a small variation of these initial uncertain parameters can have a big influence on the structural behavior. The objective of robust design optimization is to obtain an optimum design with the lowest possible variation of the objective functions. For this purpose, a probabilistic optimization is necessary to obtain the statistical parameters that represent the mean value and variation of the objective function considered. However, one of the disadvantages of the optimal robust design is its high computational cost. In this paper, robust design optimization is applied to design a continuous prestressed concrete box-girder pedestrian bridge that is optimum in terms of its cost and robust in terms of structural stability. Furthermore, Latin hypercube sampling and the kriging metamodel are used to deal with the high computational cost. Results show that the main variables that control the structural behavior are the depth of the cross-section and compressive strength of the concrete and that a compromise solution between the optimal cost and the robustness of the design can be reached.
Acaban de publicarnos un artículo en la revista Journal of Cleaner Production, revista de ELSEVIER indexada en el primer decil del JCR.
En este artículo se presenta un estudio de tres alternativas estructurales diferentes que se aplican a un chalet adosado para facilitar la toma de decisiones, basándose en múltiples criterios y teniendo en cuenta la sostenibilidad. La metodología empleada permite identificar la estructura y evaluar las diferentes alternativas aquí propuestas para encontrar la opción óptima. Se compara una solución de referencia tradicional, un diseño prefabricado y, finalmente, una opción tecnológica basada en un sistema estructural integral de hormigón armado. El estudio proporciona un conjunto de indicadores para evaluar los aspectos ambientales, económicos y sociales de un edificio a lo largo de su ciclo de vida.
El trabajo se enmarca dentro del proyecto de investigación DIMALIFE que dirijo como investigador principal en la Universitat Politècnica de València.
El artículo lo podéis descargar GRATUITAMENTE hasta el 25 de abril de 2020 en el siguiente enlace:
In the architecture sector, single-family housing projects are often linked to demand from private clients, without arousing very much interest from developers, who seek higher returns on other real estate assets. For any owner, the construction of a home is perhaps the biggest investment of their life, and success or failure will therefore depend on the right decision. This paper presents a study of three different structural alternatives that are applied to a terraced house to facilitate decision making by a self-promoter, based on multiple criteria and taking sustainability into consideration. The methodology used allows us to identify the structure and to evaluate the different alternatives proposed here in order to find the optimal option. A comparison is drawn between a traditional reference solution, a pre-cast design and finally a technological option based on an integral reinforced concrete structural system. Although the technical feasibility of these last two solutions has been proven, they have not yet received enough attention from researchers to allow the thermal envelope of the building to be solved at the same time as the structure itself. The last of these alternatives achieved the best valuation, although it is neither the most widely used alternative or the quickest to build. This study demonstrates the practical versatility of a method that is seldom used in residential construction and only rarely used for single-family homes. We evaluate three alternatives for optimizing the structure and enveloping walls of a self-promoted, terraced house from a sustainability perspective. The study provides a set of indicators for assessing the environmental, economic and social aspects of a building throughout its life cycle. The sustainability index of the structural envelope obtained in this way allows a self-promoter to prioritize solutions to ensure its global sustainability.
Highlights
Each self-promoting decisions influence the global model of sustainable construction.
Self-construction prioritizes economic and functional aspects in the life cycle.
Three alternatives comparing traditional structure with non-conventional MMC systems.
A balance between the indicators favours a better sustainability index.
Reinforced concrete technology in housing reduces 10% lead times and 23% cost.
Keywords
Single-family house
Multi-criteria decision making
Sustainable design
MIVES
Ytong
Elesdopa
Reference:
SÁNCHEZ-GARRIDO, A.J.; YEPES, V. (2020). Multi-criteria assessment of alternative sustainable structures for a self-promoted, single-family home.Journal of Cleaner Production, 258, 120556. DOI:10.1016/j.jclepro.2020.120556
En un artículo anterior ya se comentó cómo el terreno empuja sobre cualquier estructura que lo contenga, y que la magnitud de dicho empuje se ve muy influenciada por el tipo de deformación sufrida por dicha estructura de contención, como puede ser un muro.
Lo inmediato es preguntar quién va a ser el responsable de contrarrestar dicho empuje para garantizar que el muro no deslice. No se trata de una cuestión menor, puesto que la seguridad al deslizamiento constituye uno de los estados límite últimos a comprobar cuando se diseña un muro. Es más, el deslizamiento acostumbra a ser el caso más crítico si el muro no es demasiado alto o en muros ménsula sin talón. Si a eso añadimos un mal drenaje en el trasdós cuando el muro no se ha calculado considerando los empujes hidrostáticos, tendremos asegurado un problema mayor.
Lo primero que se nos ocurre es pensar que el rozamiento entre el cimiento del muro y el terreno sobre el que se apoya debería ser suficiente para evitar el deslizamiento. De hecho, la fricción o fuerza de rozamiento que se opone al inicio del deslizamiento en un plano es proporcional a la fuerza normal a dicho plano, a través del conocido como coeficiente de rozamiento estático. Este coeficiente se puede calcular como la tangente del plano inclinado crítico, que es aquel donde un cuerpo empieza a deslizarse. Dicho coeficiente es mayor al coeficiente de rozamiento dinámico, que se desarrolla una vez el deslizamiento se ha iniciado.
El caso del deslizamiento de un muro respecto al terreno es un caso parecido al de la rotura del suelo, pero teniendo en cuenta que las superficies en contacto son las del cimiento del muro y la del terreno sobre el que se apoya. Por tanto, se puede aplicar el criterio de rotura de Mohr-Coulomb, de forma que la tensión tangencial de rotura τr se encuentra relacionada con la tensión normal σ’ en el plano de contacto muro-terreno:
De forma análoga, se podría sustituir la cohesión entre partículas c‘ por un coeficiente de adherencia o cohesión de contacto cc. Del mismo modo, se sustituiría el ángulo de rozamiento efectivo Φ‘ por el rozamiento muro-terreno Φc (siempre Φc <Φ‘ ). En este caso, siendo A el área de contacto de la fuerza normal con la superficie de deslizamiento, se puede expresar que la fuerza horizontal T en el plano de contacto muro-terreno sería:
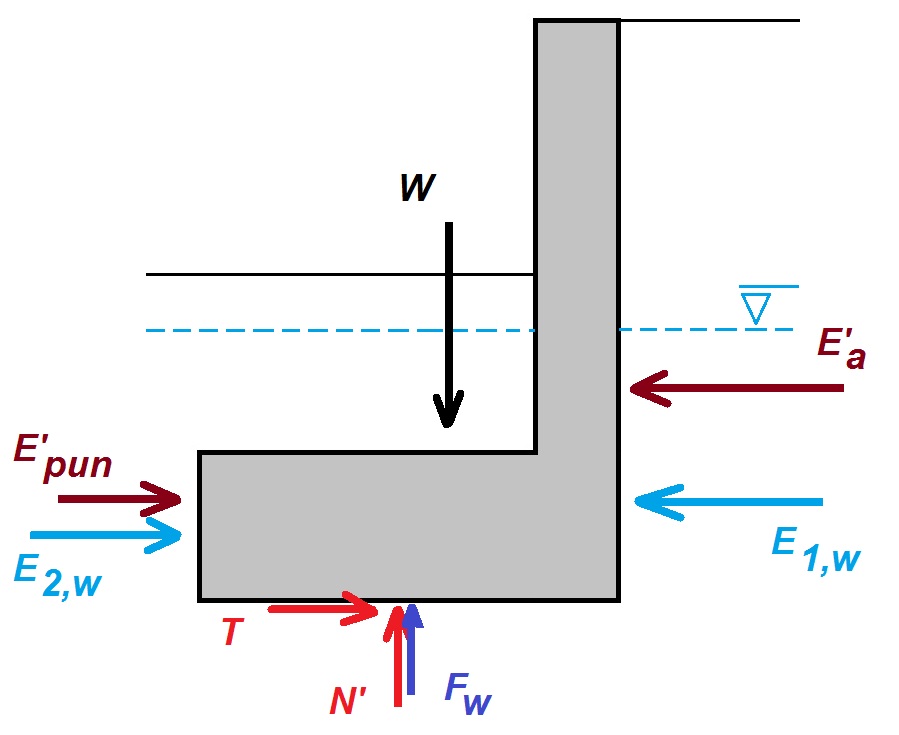
En la expresión anterior téngase en cuenta que la fuerza normal sobre la resultante N‘ es la diferencia entre la suma de las fuerzas verticales W y la subpresión ejercida por el agua Fw , en su caso (ver Figura 1).
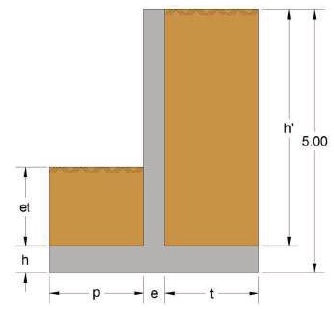
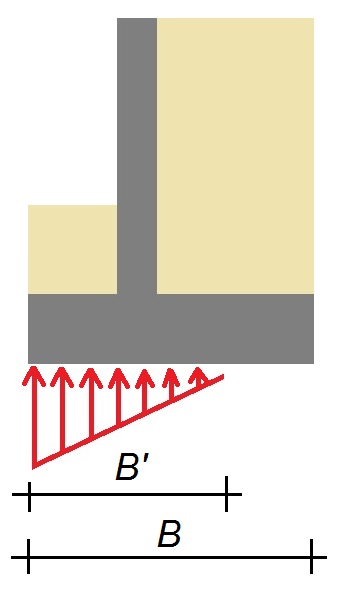
La fuerza horizontal T que se opone al deslizamiento es máxima en el instante mismo del deslizamiento. Si B‘ es el ancho eficaz de la zapata del muro en contacto con el terreno (no se tiene en cuenta la parte de la zapata «despegada» del terreno, ver Figura 2), la fuerza horizontal máximaTmáx que se opondrá al deslizamiento por metro lineal de muro sería la siguiente:
Figura 2. Ancho eficaz B‘ de la zapata.
Si esta fuerza horizontal máxima Tmáx no fuese suficiente para equilibrar las fuerzas horizontales sobre el muro (E’a + E1,w ), entonces se tendría que recurrir a una resistencia adicionalR que puede proceder de la movilización de una parte del empuje pasivo que actúa sobre la puntera de la zapata del muro E’pun , del posible empuje hidrostático sobre la puntera E2,w o bien de posibles fuerzas exteriores al sistema muro-terreno. Se recomienda que R ≤ 0,10·H , siendo H la fuerza horizontal.
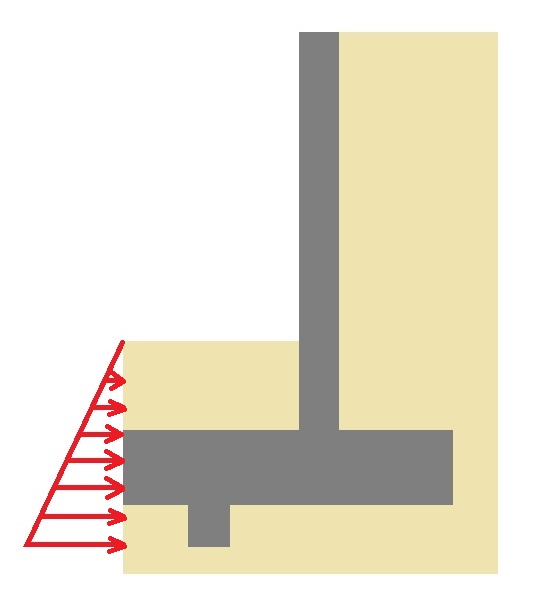
Además, en el caso de tenerse en cuenta el empuje pasivo efectivo sobre la puntera (o bien sobre una zarpa o tacón de la zapata, para incrementar dicho empuje pasivo, ver Figura 3) hay que garantizar que se moviliza la deformación suficiente y que su valor se debe minorar por un coeficiente de 1,5, que sería E’p admisible. Por otra parte, si se tiene en cuenta dicho empuje pasivo , se debería garantizar la permanencia del terreno sobre la zapata. Está del lado de la seguridad no considerar el empuje pasivo.
Figura 3. Aumento del empuje pasivo debido al tacón en la zapata del muro.
Todo lo anterior nos hace reflexionar sobre la importancia de definir en el proyecto del muro los parámetros resistentes del contacto muro-terreno. Dependiendo de la forma de preparación del contacto, se pueden considerar los siguientes:
Muros de hormigón ejecutados «in situ» contra el terreno → tan Φc = 0,8·tan Φ‘ y cc = c‘
Muros de hormigón prefabricado sobre materiales granulares → tan Φc = 0,6 y cc = 0
Muros sobre suelos arcillosos saturados: Hay que comprobar la situación de corto plazo → Φu = 0 y cu = 0,5 · Ru (siendo Ru la resistencia a compresión simple sin drenaje)
A falta de otros datos, se adopta como ángulo de rozamiento muro-terreno un valor de 2/3 del ángulo de rozamiento efectivo del terreno, es decir, Φc = 2/3 · Φ‘ . Es decir, siempre será el ángulo de rozamiento muro-terreno inferior al ángulo de rozamiento efectivo del terreno.
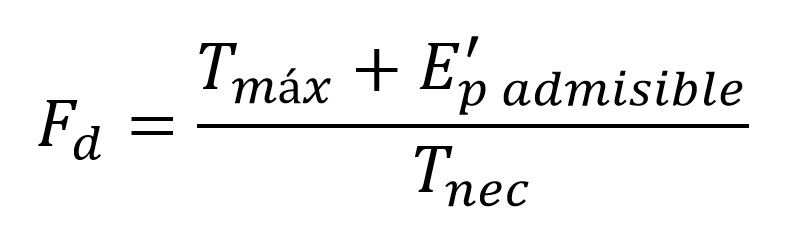
Por último, tendríamos que asignar un coeficiente de seguridad al deslizamiento Fd, como el cociente entre la máxima oposición que puede encontrar el muro al deslizamiento (Tmáx +E’p admisible) entre la fuerza estrictamente necesaria para evitarlo ( Tnec ). La fuerza estrictamente necesaria para evitar el deslizamiento debe ser la suma de fuerzas horizontales sobre el muro, incluido el empuje activo del terreno y posible la presión hidrostática sobre el trasdós del muro.
En combinación de acciones casi permanente, la «Guía de cimentaciones en obras de carretera» (Ministerio de Fomento, 2003), establece un coeficiente de seguridad frente al deslizamiento mínimo de 1,50.
REFERENCIAS:
IZQUIERDO, F.A. (2001). Cuestiones de geotecnia y cimientos. Editorial Universidad Politécnica de Valencia, 227 pp.
MINISTERIO DE FOMENTO (2002). Guía de Cimentaciones. Dirección General de Carreteras.
Structural design, in general, consists of an iterative process developed with base on the intuition and previous experience of the designer. This strategy makes the design exhaustive and makes difficult to obtain the best solution. In addition, usually only one design criterion is adopted, being usually cost or weight. If other issues are considered, such as the environmental impact or construction facility, a more complex problem need to be solved. In such context, the aim of this work is to present the development and implementation of a formulation for obtaining optimal sections of reinforced concrete columns subjected to uniaxial flexural compression, taking as objectives the minimization of the cost and the maximization of the constructability. The constraints of the problem are based on the verification of strength proposed by the Brazilian code ABNT NBR 6118/2014. To the optimization of the column section, Simulated Annealing optimization method was adopted, in which the amount and diameters of the reinforcement bars and the dimensions of the columns cross sections were considered as discrete variables. The total cost is composed of the cost of steel bars, concrete, and formworks, and the maximization of constructability is obtained by minimizing the total number of steel bars. The optimized sections were compared to those obtained considering only the cost as the objective function. To the example considered, it was observed that a significant reduction of the number of steel bars can be achieved with a small increase on the section cost.
KRIPKA, M.; YEPES, V.; GARCÍA-SEGURA, T. (2019). Otimização simultânea do custo e da constructibilidade de pilares em concreto armado. XL CILAMCE Ibero-Latin American Congress on Computational Methods in Engineering, 11-14 nov 2019, Natal/RN, Brazil.
DIMALIFE: Diseño y mantenimiento óptimo robusto y basado en fiabilidad de puentes de alta eficiencia social y medioambiental bajo presupuestos restrictivos
Reliability-based robust optimum design and maintenance of high social and environmental efficiency of bridges under restrictive budgets
Víctor Yepes*, a, Eugenio Pellicer b, José V. Martí c, Moacir Kripka d
a Dr. Ingeniero de Caminos. Catedrático de Universidad. ICITECH, Universitat Politècnica de València.
b Dr. Ingeniero de Caminos. Catedrático de Universidad. Universitat Politècnica de València.
c Dr. Ingeniero de Caminos. Profesor Titular de Universidad. ICITECH, Universitat Politècnica de València.
d Dr. Ingeniero Civil. Catedrático de Universidad. Universidade de Passo Fundo, Brasil.
* Persona de contacto / Corresponding author
RESUMEN
El artículo expone los resultados alcanzados dentro del proyecto de investigación DIMALIFE. Se desarrolla una metodología que incorpora la variabilidad en los procesos de toma de decisiones en el ciclo completo de vida de puentes e infraestructuras viarias, de forma que se contemplen las necesidades e intereses sociales y ambientales con presupuestos restrictivos. La variabilidad inherente a los parámetros, variables y restricciones del problema resulta crítica si se dan por buenas soluciones optimizadas, que pueden encontrarse al borde de la infactibilidad. Se precisa introducir en el análisis la optimización multiobjetivo basada en fiabilidad y conseguir diseños óptimos robustos.
ABSTRACT
The article presents the results achieved within the DIMALIFE research project. It develops a methodology that incorporates variability in decision-making processes during the whole life cycle of bridges and highway infrastructures, so that social and environmental needs and interests are taken into account with restrictive budgets. The variability inherent in the parameters, variables and constraints of the problem is critical if they are given by good optimized solutions, which can be on the verge of infactibility. Multi-objective optimisation based on reliability needs to be introduced into the analysis and robust optimal designs achieved.
PALABRAS CLAVE: puentes, sostenibilidad, ciclo de vida, optimización multiobjetivo, fiabilidad.
KEYWORDS: bridges, sustainability, life cycle, multi-objective optimisation, reliability
INTRODUCCIÓN
Las vías de comunicación terrestre, y en especial los puentes, son infraestructuras básicas en el desarrollo económico, en el equilibrio territorial y en el bienestar social, cuya construcción, diseño, conservación y desmantelamiento se ven afectados significativamente cuando los presupuestos son restrictivos. Su deterioro y su incidencia en la seguridad son objeto de gran alarma social. Si además el mantenimiento es ineficiente, la reparación conlleva costes mayores. El objetivo principal del proyecto DIMALIFE consiste en desarrollar una metodología que permita incorporar la variabilidad en los procesos analíticos en la toma de decisiones en el ciclo completo de vida de puentes e infraestructuras viarias, incluyendo la licitación de proyectos de obra nueva y de mantenimiento de activos existentes, de forma que se contemplen las necesidades e intereses sociales y ambientales.
Una alternativa al proyecto secuencial de infraestructuras y del mantenimiento de las existentes es el diseño totalmente automático utilizando técnicas de optimización, capaces de incorporar múltiples funciones objetivo y cuyo resultado es la generación de un conjunto de soluciones eficientes. No obstante, esta metodología presenta limitaciones que el proyecto DIMALIFE pretende superar.
El empleo de técnicas de análisis del valor y toma de decisiones ha supuesto un gran avance en la definición de un indicador de sostenibilidad. Este enfoque se amplió en anteriores proyectos de investigación al considerar el ciclo completo de la vida de una estructura o el uso de hormigones de baja huella de carbono, incluyendo, asimismo en el proceso los aspectos sociales y medioambientales mediante técnicas analíticas de toma de decisiones multicriterio tanto de forma previa a los procesos de optimización multiobjetivo, como posteriormente en la priorización de las soluciones eficientes. Sin embargo, en el mundo real, las infraestructuras presentan una variabilidad inherente a los parámetros, variables y restricciones del problema. Este aspecto resulta crítico si se dan por buenas soluciones optimizadas, que pueden encontrarse al borde de la infactibilidad en cuanto se altera mínimamente alguno de los valores que definen el problema. Se precisa, por ello, introducir en el análisis la optimización multiobjetivo basada en fiabilidad y conseguir diseños óptimos robustos, tanto de infraestructuras nuevas como del mantenimiento de las existentes, considerando el ciclo de vida hasta su desmantelamiento. Para que este procedimiento sea abordable en tiempos de cálculo razonable se precisa el uso de metamodelos (redes neuronales, modelos Kriging, superficie de respuesta, etc.) dentro de las técnicas de optimización.
Por otra parte, la fuerte limitación presupuestaria presente en momentos de crisis compromete seriamente las políticas de creación y conservación de las infraestructuras. Los resultados esperados, tras un análisis de sensibilidad de distintas políticas presupuestarias asociadas a un horizonte temporal, pretenden detallar qué tipologías, actuaciones concretas de conservación y alternativas de demolición y reutilización son adecuadas para minimizar los impactos ambientales y sociales considerando la variabilidad. En este sentido, un aspecto importante consiste en determinar los criterios e indicadores clave para garantizar una efectiva integración de la sostenibilidad en la licitación de proyectos de obra y de mantenimiento de infraestructuras viarias.
ANTECEDENTES Y JUSTIFICACIÓN DEL PROYECTO
La sostenibilidad económica y social depende directamente del comportamiento fiable y duradero de sus infraestructuras [1]. La construcción y mantenimiento de las infraestructuras viarias y puentes afectan fuertemente en la actividad económica, el crecimiento y el empleo. Sin embargo, estas actividades impactan en el medio ambiente, presentan efectos irreversibles y pueden comprometer el presente y el futuro de la sociedad. El gran reto, por tanto, será disponer de infraestructuras que maximicen su beneficio social sin comprometer su sostenibilidad [2].
Por otra parte, el envejecimiento de las infraestructuras, la mayor demanda en su desempeño (aumento de tráfico, por ejemplo) o los riesgos naturales extremos afectan a su al rendimiento [3]. Si a ello añadimos la crisis financiera que ha afectado la economía de nuestro país, el panorama se complica. Las infraestructuras que se crearon con una financiación a largo plazo presentan actualmente déficits de conservación y es posible que las generaciones futuras tengan que hacer un esfuerzo adicional para actualizar los requisitos de seguridad y funcionalidad a su nivel de servicio previsto [4].
Existen dificultades cuando se emprende un análisis de ciclo de vida de una infraestructura debido a las incertidumbres presentes en la definición de las entradas y salidas del sistema. El reto implica un proceso de toma de decisiones que minimice los impactos sociales y medioambientales al coste más bajo posible [5]. Varios trabajos han tratado de cuantificar la sostenibilidad en los proyectos de puentes [6-8].
Con todo, la línea de investigación no puede quedarse en la mera optimización económica del hormigón estructural, que podría ser un objetivo a corto plazo de interés evidente para las empresas constructoras o de prefabricados. El proyecto DIMALIFE pretende superar algunas limitaciones en cuanto al alcance planteado hasta ahora. En primer lugar, los proyectos anteriores se centraban en la fase de diseño [9-12]. Sin embargo, este es un aspecto muy específico, siendo necesario abordar en mayor profundidad el análisis dual sobre la necesidad de nuevas infraestructuras o la mejora de las existentes para el mejor aprovechamiento del parque actual. En efecto, todo parece indicar que en una situación de restricción presupuestaria como la actual va a ser difícil que el grueso del presupuesto se dedique a nueva construcción, siendo razonable su empleo en el mantenimiento y rehabilitación [13]. En segundo lugar, las infraestructuras viarias incluyen no solo puentes: el abanico estructural contiene incluso el mantenimiento del pavimento; en este sentido, algunos trabajos afrontados recientemente por el grupo han abordado este aspecto con restricciones presupuestarias [14,15]. En tercer lugar, y aunque se han utilizado técnicas de decisión multicriterio para tratar aspectos complejos de sostenibilidad social y medioambiental [5,8] en el ámbito de las infraestructuras, existen limitaciones que se deben superar. Éstas tienen que ver con la sensibilidad que presentan las soluciones óptimas respecto a la variabilidad intrínseca de las variables y parámetros de los problemas estructurales, así como la influencia que presenta esta variabilidad en los resultados de los procesos de toma de decisiones. Por último, la toma de decisiones y la optimización multiobjetivo de los problemas reales conlleva un trabajo muy laborioso de programación de software propio que, en ocasiones, presenta tiempos de cálculo elevados que obliga a replantear las metodologías empleadas hasta el momento, a pesar de que las capacidades de cálculo de los ordenadores son cada vez mayores. Es el campo propicio para integrar metamodelos en los procesos de optimización, tal y como se ha empezado a realizar en algunos trabajos muy recientes del grupo en el caso de las redes neuronales [11].
En efecto, a pesar de que se ha avanzado fuertemente en la optimización multiobjetivo de las estructuras, en el mundo real existen incertidumbres, imperfecciones o desviaciones respecto a los valores de los parámetros utilizados en los códigos (propiedades del material, geometría, cargas, etc.). De hecho, los códigos estructurales consideran las incertidumbres de forma simplificada definiendo los valores característicos para las variables aleatorias como percentiles de sus distribuciones y especifican unos coeficientes parciales de seguridad. Una estructura óptima se encuentra cercana a la región de infactibilidad, por lo que cualquier pequeña variación puede hacer que la estructura no cumpla con algunos de los estados límites previstos. La necesidad de incorporar las incertidumbres ha estimulado el interés por procedimientos capaces de proporcionar diseños más robustos y fiables [16]. De todas formas, se diferencian dos enfoques que consideran la respuesta probabilista en el proceso de diseño óptimo: el diseño basado en fiabilidad y el diseño óptimo robusto. En el primero se incluyen los efectos de la incertidumbre por medio de probabilidades de fallo y de valores esperados [17], mientras que el segundo trata de determinar un diseño menos sensible a las incertidumbres de las variables y de los parámetros que intervienen en la respuesta estructural [18,19].
Uno de los grandes problemas de la optimización multiobjetivo al incorporar las incertidumbres es su elevado coste computacional. Este inconveniente ya se detectó en el caso de la optimización multiobjetivo basada en fiabilidad del mantenimiento de puentes [20] donde se tuvieron que emplear redes neuronales como metamodelos [11]. Los metamodelos, también llamados modelos subrogados, proporcionan una relación aproximada de las variables de diseño respecto a sus respuestas con un número moderado de análisis completos. Estas aproximaciones se utilizan para reemplazar los análisis informáticos costosos facilitando la optimización multiobjetivo. Entre otros, podemos distinguir el diseño de experimentos, la metodología de la superficie de respuesta, los métodos Taguchi, las redes neuronales, las funciones de base radial o los modelos Kriging [21,22].
Por último, un aspecto no tratado que se incorpora al proyecto es aprovechar las conclusiones de los análisis de optimización para incluir criterios y recomendaciones que mejoren la contratación pública sostenible de las infraestructuras, dado que se considera que este aspecto posee el potencial de influir fuertemente en las políticas futuras [23]. Es por ello que DIMALIFE pretende determinar, dentro de sus objetivos, criterios e indicadores clave que garanticen una integración efectiva de la sostenibilidad en la licitación de proyectos. Dichos desarrollos pretenden ser la base para la definición de una guía que facilite a las Administraciones incorporar la sostenibilidad en los procedimientos de licitación de una manera efectiva; de modo que se influya sobre las tres etapas clave del procedimiento de licitación: definición de criterios de selección, definición de criterios de adjudicación y definición de especificaciones técnicas y cláusulas de desempeño.
OBJETIVOS GENERALES DEL PROYECTO
La metodología habitual, tanto en el diseño como en el mantenimiento óptimo de puentes e infraestructuras viarias, puede conducir a soluciones cercanas a la infactibilidad. Por tanto, las incertidumbres deben considerarse en el diseño y el mantenimiento óptimo de infraestructuras basándose en la fiabilidad y en diseños robustos. Esta hipótesis debe extenderse a los procesos de toma de decisión multicriterio que atienda a la sostenibilidad social y ambiental del ciclo de vida, contemplando las fluctuaciones tanto de los parámetros como de los escenarios, especialmente en el caso de restricciones presupuestarias. Esta metodología presenta, no obstante, serias dificultades, por lo que se deben explorar metamodelos capaces de acelerar los complejos procesos de cálculo. Además, se contempla la hipótesis adicional que establece que la contratación pública de las infraestructuras públicas debe incluir criterios de sostenibilidad por su fuerte influencia potencial en los mercados.
El objetivo general perseguido en este proyecto se basa en afrontar el reto social que supone la creación y la conservación de las infraestructuras viarias en escenarios de fuertes restricciones presupuestarias, mediante la resolución de los problemas complejos planteados en el ámbito de las decisiones públicas y privadas (puentes de hormigón pretensado prefabricados o “in situ”, puentes mixtos, puentes de acero, tipologías de muros, bóvedas y marcos de paso inferior). Para ello se precisa un salto científico que integre a los distintos actores y grupos de expertos en la toma de decisiones considerando criterios de sostenibilidad social y ambiental a lo largo de todo el ciclo de vida de las infraestructuras considerando la variabilidad inherente al mundo real. Para integrar las incertidumbres que afectan al sistema, se propone aplicar técnicas de optimización multiobjetivo basadas en fiabilidad, junto el empleo de metamodelos, aplicadas no solo al proyecto de nuevas infraestructuras, sino al mantenimiento de las actuales. Un estudio de sensibilidad de los escenarios presupuestarios y de las hipótesis tomadas en los inventarios del análisis del ciclo de vida proporciona conocimiento no trivial sobre las mejores prácticas. Esta metodología se aplica también a otro tipo de infraestructuras del transporte.
Los objetivos generales se desarrollan mediante los siguientes objetivos específicos:
Análisis de funciones de distribución para el diseño óptimo basado en fiabilidad que integre aspectos ambientales, sociales y económicos que sirva para la toma de decisión multicriterio
Determinación de los criterios e indicadores clave para garantizar una efectiva integración de la sostenibilidad en la licitación de proyectos de obra y de mantenimiento de infraestructuras viarias
Identificación de estrategias de mantenimiento robusto óptimo de puentes e infraestructuras viarias ya construidos
Formulación y resolución del problema de optimización multiobjetivo que contemple el ciclo completo de los puentes e infraestructuras viarias mediante metamodelos
Comparación del diseño robusto óptimo respecto a la optimización heurística considerando incertidumbres en los escenarios presupuestarios y en las hipótesis del análisis del ciclo de vida
Para alcanzar estos objetivos, se ha colaborado con los grupos de investigación de los profesores Frangopol y Moleenar (EE.UU.), del profesor Haukaas (Canadá), del profesor Kripka (Brasil), del profesor Partskhaladze (Georgia) y del profesor Sierra (Chile).
METODOLOGÍA
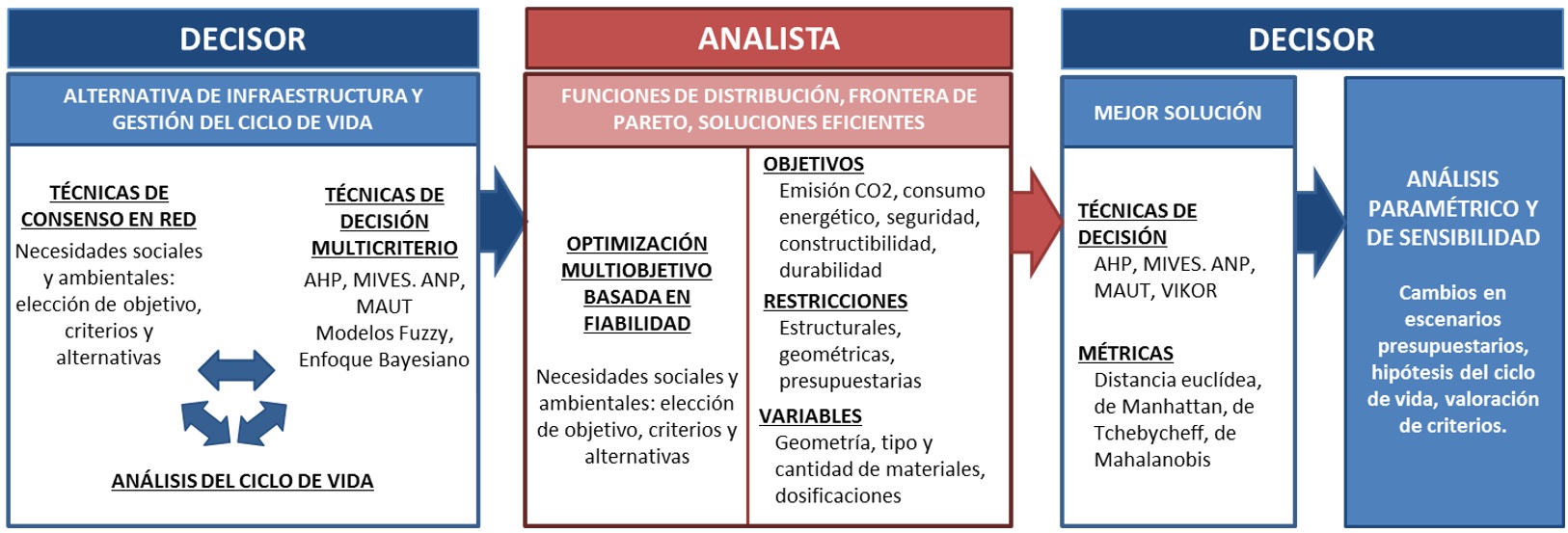
La investigación combina técnicas y disciplinas diversas tales como el análisis estructural, la toma de decisiones multicriterio, la optimización heurística multiobjetivo, el análisis del ciclo de vida, el análisis basado en fiabilidad, el diseño óptimo robusto, los metamodelos y las técnicas de minería de datos. Por tanto, se trata de una combinación integrada cuyo objetivo es la priorización del tipo de diseño, o bien de su mantenimiento, basándose en criterios de sostenibilidad social y ambiental bajo presupuestos restrictivos, considerando la variabilidad inherente a los problemas reales. Los trabajos desarrollados en proyectos anteriores se centraron en la optimización con múltiples objetivos, empleando técnicas sin información a priori del decisor. En este caso, la optimización proporciona alternativas eficientes al decisor. También ha utilizado técnicas con información a priori, donde el decisor informa sobre las preferencias al analista, que optimiza su modelo. En la metodología propuesta (Figura 1) se utiliza un enfoque mixto e interactivo, donde el decisor proporciona información sobre las preferencias al analista que, tras una optimización multiobjetivo basada en fiabilidad y metamodelos, aporta un conjunto de soluciones eficientes que el decisor debe evaluar antes de tomar su decisión. Por tanto, la novedad de la propuesta metodológica trifase se basa en la integración de técnicas de información a priori, donde el decisor (grupos de interés) informa de las preferencias al analista (en cuanto a tipologías, métodos constructivos, conservación, etc.), produciéndose con esta información una optimización multiobjetivo capaz de generar alternativas eficientes utilizando la variabilidad en los parámetros, variables y restricciones. La última fase pasa por un proceso de información a posteriori para que el decisor contemple aspectos no considerados en la optimización para dar la solución final completa.
Figura 1. Esquema metodológico diseñado para la realización del proyecto DIMALIFE
RESULTADOS
Aunque el proyecto de investigación empezó en el año 2018 y termina a finales del 2020, las aportaciones realizadas hasta el momento son significativas. La principal contribución es la incorporación de la variabilidad de los parámetros y restricciones del problema de optimización multiobjetivo basado en criterios de sostenibilidad social y medioambiental. Los resultados obtenidos se pueden clasificar en:
Formulación de una metodología de participación social que definan un proceso de decisión multicriterio, que integre aspectos objetivos y subjetivos, así como la aplicación de técnicas analíticas sistémicas (ANP) y análisis de valor, con inclusión expresa de la incertidumbre (técnicas fuzzy, modelos bayesianos, teoría neutrosófica) [24-37].
Propuesta de nuevas técnicas de optimización multiobjetivo basada en fiabilidad que integran metamodelos para acelerar la convergencia de cálculo considerando el ciclo de vida [38-50].
Definición del tipo de política presupuestaria que perjudica en mayor medida la sostenibilidad social y ambiental a lo largo del ciclo de vida de puentes e infraestructuras viarias [51-53].
Desarrollo de criterios para la Administración que potencie la incorporación de criterios sostenibles en los procedimientos de licitación de manera efectiva [54,55].
Como resultado del proyecto, también se menciona la culminación de cinco tesis doctorales [56-60], estando en marcha tres más.
CONCLUSIONES
El proyecto de investigación DIMALIFE ha profundizado en la optimización multiobjetivo en fase de diseño y construcción que incorporaban la visión social y el análisis completo del ciclo de vida. El objetivo ha sido incorporar a distintos actores y grupos de expertos en la toma de decisiones la variabilidad inherente al mundo real. Para integrar las incertidumbres que afectan al sistema, se han aplicado técnicas de optimización multiobjetivo basadas en fiabilidad, junto el empleo de metamodelos, al proyecto y mantenimiento de puentes e infraestructuras viarias.
El motivo de este planteamiento también constituye una necesidad social. En efecto, las incertidumbres relacionadas con la toma de decisiones, no solo en el diseño de nuevas infraestructuras, sino especialmente en el mantenimiento, que contemplen aspectos de sostenibilidad social y ambiental en situaciones extremas de restricciones presupuestarias, es un problema que afecta directamente a las infraestructuras viarias. El problema es altamente complejo cuando se realizan análisis basados en la fiabilidad. Se ha profundizado en el diseño robusto y el uso de metamodelos para asegurar que las soluciones optimizadas sean poco sensibles ante la variabilidad intrínseca de los parámetros. Se ha agregado la contratación pública sostenible, tanto de nuevas infraestructuras como de su mantenimiento, debido a su elevada influencia en el sector, con el fin de proponer políticas de actuación: las exigencias de las administraciones públicas serán de gran importancia futura para el diseño, construcción y mantenimiento de las infraestructuras, teniendo en cuenta las restricciones presupuestarias existentes.
Sin haber terminado el proyecto, de los resultados obtenidos y publicados hasta el momento, se puede concluir que la línea de investigación ofrece una amplia posibilidad de ramificaciones. Ello obliga a profundizar en aspectos complejos que, probablemente requieran de acuerdos de colaboración con otros grupos de investigación para conseguir resultados de mayor alcance.
AGRADECIMIENTOS
Este estudio ha sido financiado por el Ministerio de Economía, Industria y Competitividad, así como por fondos FEDER (BIA2017-85098-R).
REFERENCIAS
[1] D.M. Frangopol, Life-cycle performance, management, and optimisation of structural systems under uncertainty: accomplishments and challenges, Structure and Infrastructure Engineering. 7(6) (2011) 389–413.
[2] A. Aguado, A. del Caño, M.P. de la Cruz, D. Gómez, A. Josa, Sustainability assessment of concrete structures within the Spanish structural concrete code, Journal of Construction Engineering and Management. 138(2) (2012) 268–276.
[3] F. Biondini, D.M. Frangopol, Life-cycle of deteriorating structural systems under uncertainty: Review, Journal of Structural Engineering. 142(9) (2016) F4016001.
[4] J.K. Nishijima, D. Straub, M. faber, Ingergenerational distribution of the life-cycle cost of an engineering facility, Journal of Reliability of Structures and Materials. 1(3) (2007) 33–43.
[5] V. Penadés-Plà, T. García-Segura, J.V. Martí, V. Yepes, A review of multi-criteria decision making methods applied to the sustainable bridge design, Sustainability. 8(12) (2016) 1295.
[6] P.C. Spencer, C.R. Hendy, R. Petty, Quantification of sustainability principles in bridge projects, Proceedings of the Institution of Civil Engineers – Bridge Engineering. 165(2) (2012) 81–89.
[7] V. Yepes, J.V. Martí, T. García-Segura, A cognitive approach for the multi-objective optimization of RC structural problems, Archives of Civil and Mechanical Engineering. 15(4) (2015) 123–134.
[8] L.A. Sierra, E. Pellicer, V. Yepes, Method for estimating the social sustainability of infrastructure projects, Environmental Impact Assessment Review. 65 (2017) 41–53.
[9] J.V. Martí, V. Yepes, F. González-Vidosa., Memetic algorithm approach to designing of precast-prestressed concrete road bridges with steel fiber-reinforcement, Journal of Structural Engineering. 141(2) (2015) 04014114.
[10] T. García-Segura, V. Yepes, Multiobjective optimization of post-tensioned concrete box-girder road bridges considering cost, CO2 emissions, and safety, Engineering Structures. 125 (2016) 325–336.
[11] T. García-Segura, V. Yepes, D.M. Frangopol, Multi-objective design of post-tensioned concrete road bridges using artificial neural networks, Structural and Multidisciplinary Optimization. 56(1) (2017) 139–150.
[12] V. Yepes, J.V. Martí, T. García-Segura, F. González-Vidosa, Heuristics in optimal detailed design of precast road bridges, Archives of Civil and Mechanical Engineering. 17(4) (2017) 738–749.
[13] M. Sánchez-Silva, D.M. Frangopol, J. Padgett, M. Soliman, Maintenance and operation of infrastructure systems: Review, Journal of Structural Engineering. 142(9) (2016) F4016004.
[14] V. Yepes, C. Torres-Machí, A. Chamorro, E. Pellicer, Optimal pavement maintenance programs based on a hybrid greedy randomized adaptive search procedure algorithm, Journal of Civil Engineering and Management. 22(4) (2016) 540–550.
[15] C. Torres-Machí, E. Pellicer, V. Yepes, A. Chamorro, E. Pellicer, Towards a sustainable optimization of pavement maintenance programs under budgetary restrictions, Journal of Cleaner Production. 148 (2017) 90–102.
[16] J. Martínez-Frutos, P. Martí, Diseño óptimo robusto utilizando modelos Kriging: aplicación al diseño óptimo robusto de estructuras articuladas, Revista Internacional de Métodos Numéricos en Ingeniería. 30(2) (2014) 97–105.
[17] Z.L. Huang, C. Jiang, Y.S. Zhou, J. Zheng, X.Y. Long, Reliability-based design optimization for problems with interval distribution parameters, Structural and Multidisciplinary Optimization. 55(2) (2017) 513–528.
[18] I. Doltsinis, Z. Kang, Robust design of structures using optimization methods, Computer methods in applied mechanics and engineering. 193(23-26) (2004) 2221–2237.
[19] H. Beyer, B. Sendhoff, Robust optimization – A comprehensive survey, Methods in Applied Mechanics and Engineering. 196(33-34) (2007) 3190–3218.
[20] T. García-Segura, V. Yepes, D.M. Frangopol, D.Y. Yang, Lifetime Reliability-Based Optimization of Post-Tensioned Box-Girder Bridges, Engineering Structures. 145 (2017) 381–391.
[21] T.W. Simpson, J.D. Poplinski, P.N. Koch, J.K. Allen, Metamodels for computer-based engineering design: Survey and recommendations, Engineering with Computers. 17(2) (2001) 129–150.
[22] J.P.C. Kleijnen, Regression and Kriging metamodels with their experimental designs in simulation: A review, European Journal of Operational Research. 256(1) (2017) 1–16.
[23] A. Sourani, M. Sohail, Barriers to addressing sustainable construction in public procurement strategies, Engineering Sustainability. ES4 (2010) 229–237.
[24] M. Kripka, V. Yepes, C.J. Milani, Selection of sustainable short-span bridge design in Brazil, Sustainability. 11(5) (2019) 1307.
[25] R. Martín, V. Yepes, The concept of landscape within marinas: Basis for consideration in the management, Ocean & Coastal Management. 179 (2019) 104815.
[26] I.J. Navarro, V. Yepes, J.V. Martí, Social life cycle assessment of concrete bridge decks exposed to aggressive environments, Environmental Impact Assessment Review. 72 (2018) 50–63.
[27] I.J. Navarro, V. Yepes, J.V. Martí, A review of multi-criteria assessment techniques applied to sustainable infrastructures design, Advances in Civil Engineering. (2019) 6134803.
[28] I.J. Navarro, V. Yepes, J.V. Martí, Sustainability assessment of concrete bridge deck designs in coastal environments using neutrosophic criteria weights, Structure and Infrastructure Engineering. (2019) DOI: 10.1080/15732479.2019.1676791.
[29] V. Penadés-Plà, J.V. Martí, T. García-Segura, V. Yepes, Life-cycle assessment: A comparison between two optimal post-tensioned concrete box-girder road bridges, Sustainability. 9(10) (2017) 1864.
[30] J.J. Pons, V. Penadés-Plà, V. Yepes, J.V. Martí, Life cycle assessment of earth-retaining walls: An environmental comparison, Journal of Cleaner Production. 192 (2018) 411–420.
[31] J. Salas, V. Yepes, A discursive, many-objective approach for selecting more-evolved urban vulnerability assessment models, Journal of Cleaner Production. 176 (2018) 1231–1244.
[32] J. Salas, V. Yepes, Urban vulnerability assessment: Advances from the strategic planning outlook, Journal of Cleaner Production. 179 (2018) 544–558.
[33] J. Salas, V. Yepes, VisualUVAM: A Decision Support System Addressing the Curse of Dimensionality for the Multi-Scale Assessment of Urban Vulnerability in Spain, Sustainability. 11(8) (2019) 2191.
[34] J. Salas, V. Yepes, MS-ReRO and D-ROSE methods: assessing relational uncertainty and evaluating scenarios’ risks and opportunities on multi-scale infrastructure systems, Journal of Cleaner Production. 216 (2019) 607–623.
[35] L.A. Sierra, V. Yepes, E. Pellicer, Assessing the social sustainability contribution of an infrastructure project under conditions of uncertainty, Environmental Impact Assessment Review. 67 (2017) 61–72.
[36] L.A. Sierra, V. Yepes, T. García-Segura, E. Pellicer, Bayesian network method for decision-making about the social sustainability of infrastructure projects, Journal of Cleaner Production. 176 (2018) 521–534.
[37] L.A. Sierra, V. Yepes, E. Pellicer, A review of multi-criteria assessment of the social sustainability of infrastructures, Journal of Cleaner Production. 187 (2018) 496–513.
[38] J. Alcalá, F. González-Vidosa, V. Yepes J.V. Martí, Embodied energy optimization of prestressed concrete slab bridge decks, Technologies. 6(2) (2018) 43.
[39] J.T. Boscardin, V. Yepes, M. Kripka, Optimization of reinforced concrete building frames with automated grouping of columns, Automation in Construction. 104 (2019) 331–340.
[40] T. García-Segura, V. Penadés-Plà, V. Yepes, Sustainable bridge design by metamodel-assisted multi-objective optimization and decision-making under uncertainty, Journal of Cleaner Production. 202 (2018) 904–915.
[41] P. Martínez-Fernández, I. Villalba-Sanchís, R. Insa-Franco, V. Yepes, A review of modelling and optimisation methods applied to railways energy consumption, Journal of Cleaner Production. 222 (2019) 153–162.
[42] F. Molina-Moreno, J.V. Martí, V. Yepes, Carbon embodied optimization for buttressed earth-retaining walls: implications for low-carbon conceptual designs, Journal of Cleaner Production. 164 (2017) 872–884.
[43] F. Molina-Moreno, T. García-Segura, J.V. Martí, V. Yepes, Optimization of buttressed earth-retaining walls using hybrid harmony search algorithms, Engineering Structures. 134 (2017) 205–216.
[44] G. Partskhaladze, I. Mshvenieradze, E. Medzmariashvili, G. Chavleshvili, V. Yepes, J. Alcalá, Buckling Analysis and Stability of Compressed Low Carbon Steel Rods in Elasto-Plastic Region of Material, Advances in Civil Engineering. (2019) 7601260.
[45] V. Penadés-Plà, T. García-Segura, J.V. Martí, V. Yepes, An optimization-LCA of a prestressed concrete precast bridge, Sustainability. 10(3) (2018) 685.
[46] V. Penadés-Plà, T. García-Segura, V. Yepes, Accelerated optimization method for low-embodied energy concrete box-girder bridge design, Engineering Structures. 179 (2019) 556–565.
[47] V. Penadés-Plà, V. Yepes, M. Kripka, Optimización de puentes pretensados mediante la metodología de la superficie de respuesta, Revista CIATEC-UPF. 11(2) (2019) 22–35.
[48] V. Yepes, E. Pérez-López, J. Alcalá, T. García-Segura, Parametric study of concrete box-girder footbridges, Journal of Construction Engineering, Management & Innovation. 1(2) (2018) 67–74.
[49] V. Yepes, M. Dasí-Gil, D. Martínez-Muñoz, V.J. López-Desfilís, J.V. Martí, Heuristic techniques for the design of steel-concrete composite pedestrian bridges, Applied Sciences. 9 (2019) 3253.
[50] V. Yepes, E. Pérez-López, T. García-Segura, J. Alcalá, Optimization of high-performance concrete post-tensioned box-girder pedestrian bridges, International Journal of Computational Methods and Experimental Measurements. 7(2) (2019) 118–129.
[51] I.J. Navarro, V. Yepes, J.V. Martí, Life cycle cost assessment of preventive strategies applied to prestressed concrete bridges exposed to chlorides, Sustainability. 10(3) (2018) 845.
[52] I.J. Navarro, V. Yepes, J.V. Martí, Life cycle impact assessment of corrosion preventive designs applied to prestressed concrete bridge decks, Journal of Cleaner Production. 196 (2018) 698–713.
[53] I.J. Navarro, J.V. Martí, V. Yepes, Reliability-based maintenance optimization of corrosion preventive designs under a life cycle perspective, Environmental Impact Assessment Review. 74 (2019) 23–34.
[54] L. Montalbán-Domingo, T. García-Segura, M.A. Sanz, E. Pellicer, Social sustainability criteria in public-work procurement: an international perspective, Journal of Cleaner Production. 198 (2018) 1355–1371.
[55] L. Montalbán-Domingo, T. García-Segura, M.A. Sanz, E. Pellicer, Social sustainability in delivery and procurement of public construction contracts, Journal of Management in Engineering. 35(2) (2018) 04018065.
[56] L.A. Sierra, Evaluación multicriterio de la sostenibilidad social para el desarrollo de infraestructuras, Tesis Doctoral, Universitat Politècnica de València, 2017.
[57] J. Salas, Vulnerabilidad urbana. Nueva caracterización y metodología para el diseño de escenarios óptimos, Tesis Doctoral, Universitat Politècnica de València, 2019.
[58] L. Montalbán-Domingo, Social sustainability in public-work procurement, Tesis Doctoral, Universitat Politècnica de València, 2019.
[59] I.J. Navarro, Life cycle assessment applied to the sustainable design of prestressed bridges in coastal environment, Tesis Doctoral, Universitat Politècnica de València, 2019.
[60] V. Penadés-Plà, Toma de decisiones en la gestión del ciclo de vida de puentes pretensados de alta eficiencia social y medioambiental bajo presupuestos restrictivos, Tesis Doctoral, Universitat Politècnica de València, 2020.
 Acaban de publicarnos un artículo en la revista Mathematics, revista indexada en el primer cuartil del JCR. En este artículo se presenta un algoritmo híbrido de búsqueda del cuco y de clasificación no supervisada para optimizar el coste y las emisiones de CO2 de un muro de contrafuertes. El trabajo se enmarca dentro del proyecto de investigación DIMALIFE que dirijo como investigador principal en la Universitat Politècnica de València.
Acaban de publicarnos un artículo en la revista Mathematics, revista indexada en el primer cuartil del JCR. En este artículo se presenta un algoritmo híbrido de búsqueda del cuco y de clasificación no supervisada para optimizar el coste y las emisiones de CO2 de un muro de contrafuertes. El trabajo se enmarca dentro del proyecto de investigación DIMALIFE que dirijo como investigador principal en la Universitat Politècnica de València.