El hormigón no adquiere la resistencia necesaria si el fraguado y el primer endurecimiento se producen a temperaturas muy bajas. Esto se debe principalmente a la acción expansiva del agua intersticial. En el mejor de los casos, se observa una disminución de la velocidad de hidratación de los componentes activos del cemento, como se explicó en un artículo anterior sobre los efectos del frío en el fraguado del hormigón.
En condiciones de frío, el hormigón debe colocarse en los encofrados y compactarse rápidamente y sin interrupciones. Antes de verter el hormigón, se debe retirar toda la nieve, el hielo, la escarcha y el agua derretida del equipo, del encofrado y el terreno donde se coloque. Para ello, pueden utilizarse chorros de aire caliente. A menos que el área de trabajo esté cubierta, debe limpiarse inmediatamente antes de verter el hormigón.
La temperatura de las superficies en contacto con el hormigón fresco (equipos de colocación, encofrados, terreno) no debe ser inferior a 3 °C ni superar en más de 5 °C la temperatura del hormigón. La superficie del terreno de cimentación puede descongelarse cubriéndola con material aislante durante unos días, pero en la mayoría de los casos es necesario aplicar calor externo mediante aire seco, ya que el vapor puede hacer que el agua se condense y posteriormente se congele. Se recomienda el uso de encofrados de madera. Los equipos de colocación y los encofrados metálicos pueden estar dotados de aislamiento térmico (de mayor espesor en las esquinas) o precalentarse.
La temperatura de las armaduras también debe ser ligeramente superior a 0 °C al vierte el hormigón. Colocar el hormigón en zonas con alta concentración de armaduras a temperaturas muy bajas puede provocar la congelación local del hormigón alrededor de las barras, lo que puede disminuir la adherencia si esta persiste tras la vibración. Si se calientan las armaduras, este proceso no debería afectar a las propiedades del acero.
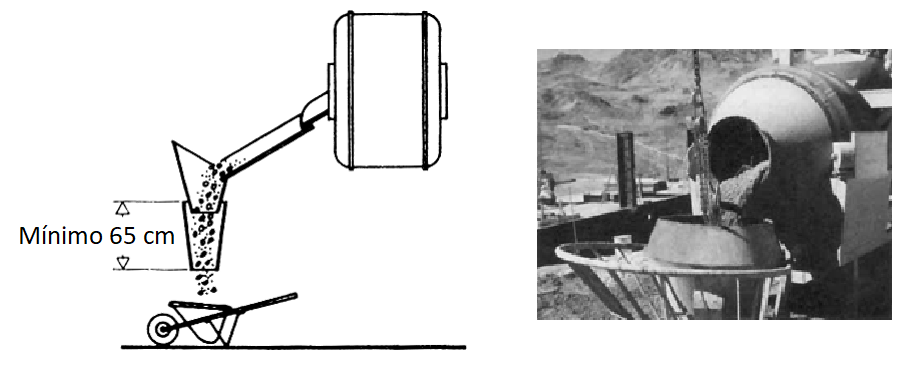
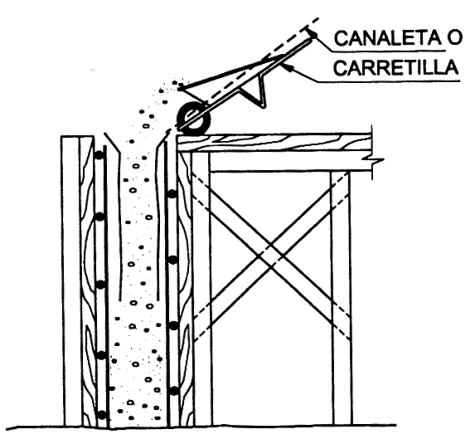
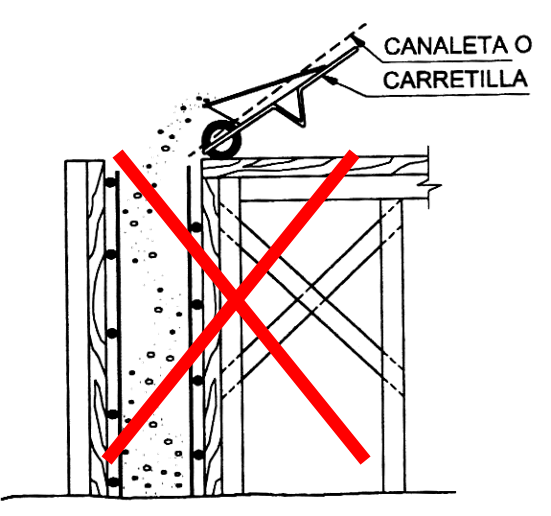
Se recomienda evitar el uso de canaletas y cintas transportadoras, a menos que estén debidamente aisladas. Estos elementos tienden a perder una gran cantidad de calor y pueden formar hielo durante los intervalos de colocación.
En general, se suspenderá el hormigonado o se adoptarán medidas especiales si se prevé que la temperatura descienda por debajo de 0 °C en las próximas 48 horas. Dado que la temperatura del hormigón durante el fraguado depende del tipo de cemento y del espesor de las partes o piezas a hormigonar, estas medidas se implementarán si a las nueve de la mañana (hora solar) se registran temperaturas inferiores a las siguientes, de acuerdo con los tipos de obras:
Para estructuras de hormigón con cemento Portland:
- 4 °C para estructuras ordinarias sin más condiciones.
- 1 °C para estructuras de gran masa o con protección aislante.
Para estructuras de hormigón con cemento siderúrgico o puzolánico:
- 9 °C para estructuras ordinarias sin más condiciones.
- 6 °C para estructuras de gran masa o con protección aislante.
No obstante, si se produce una helada justo después de verter el hormigón y antes de que fragüe, el problema es reversible. En este caso, el fraguado no ha comenzado porque el agua se ha congelado y, una vez que el hielo se derrita, el hormigón podrá fraguar normalmente, previa nueva vibración. Por ejemplo, tomando valores aproximados, a una temperatura de 5 °C, el tiempo de fraguado es de unas 14 horas, mientras que a 20 °C se reduce a 6 horas y a 40 °C a apenas 1,5 horas.
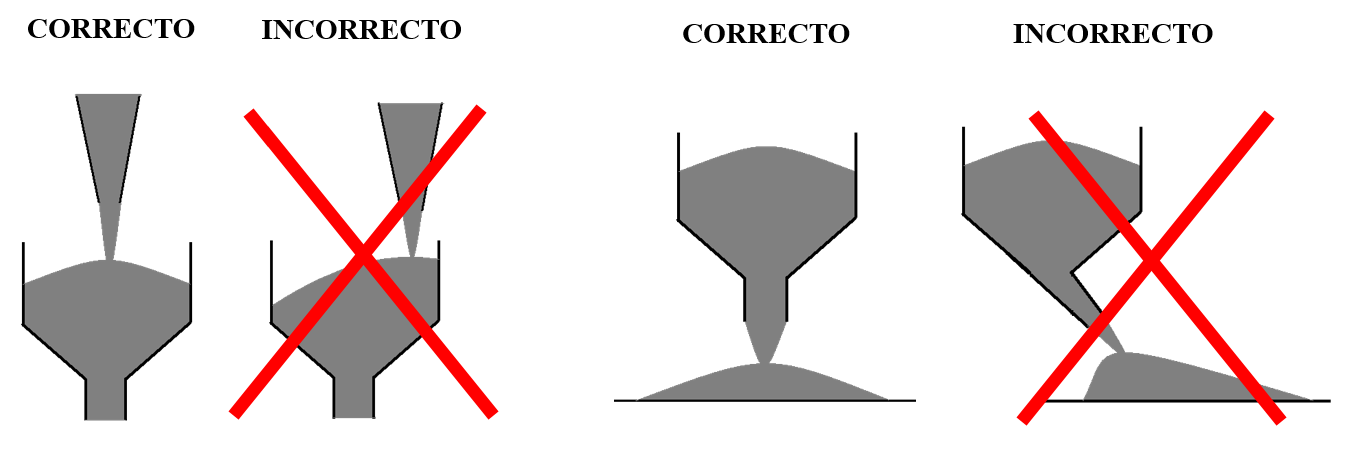
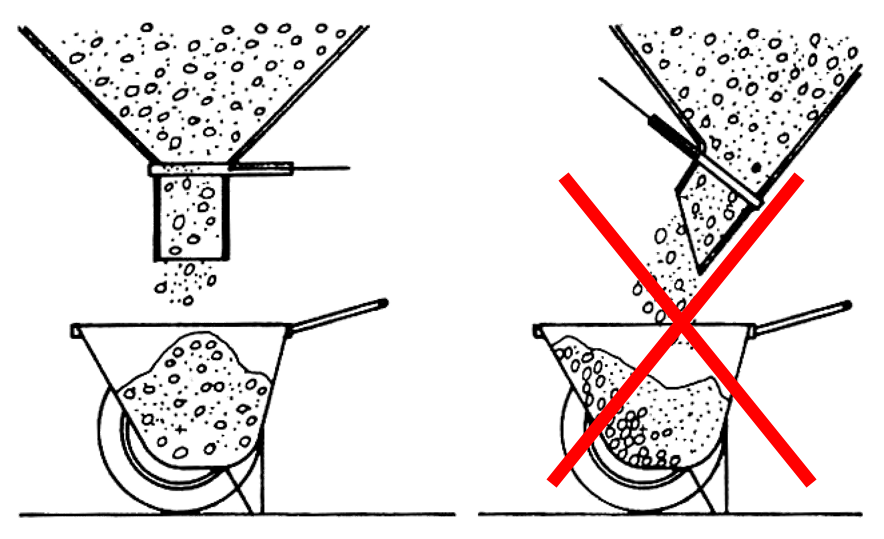
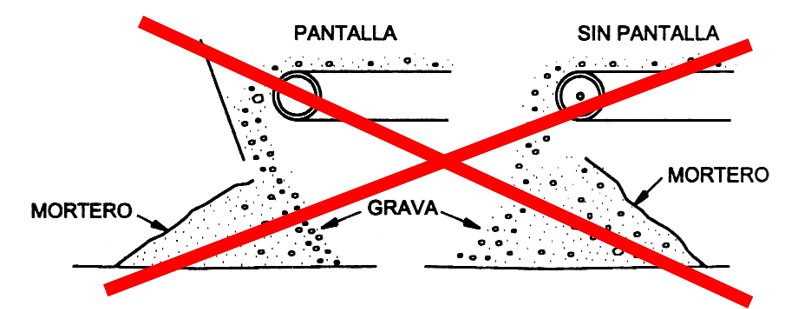
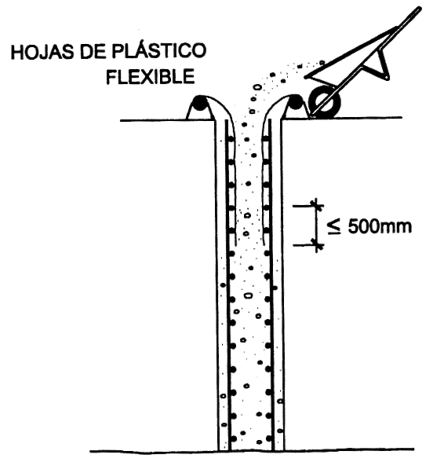
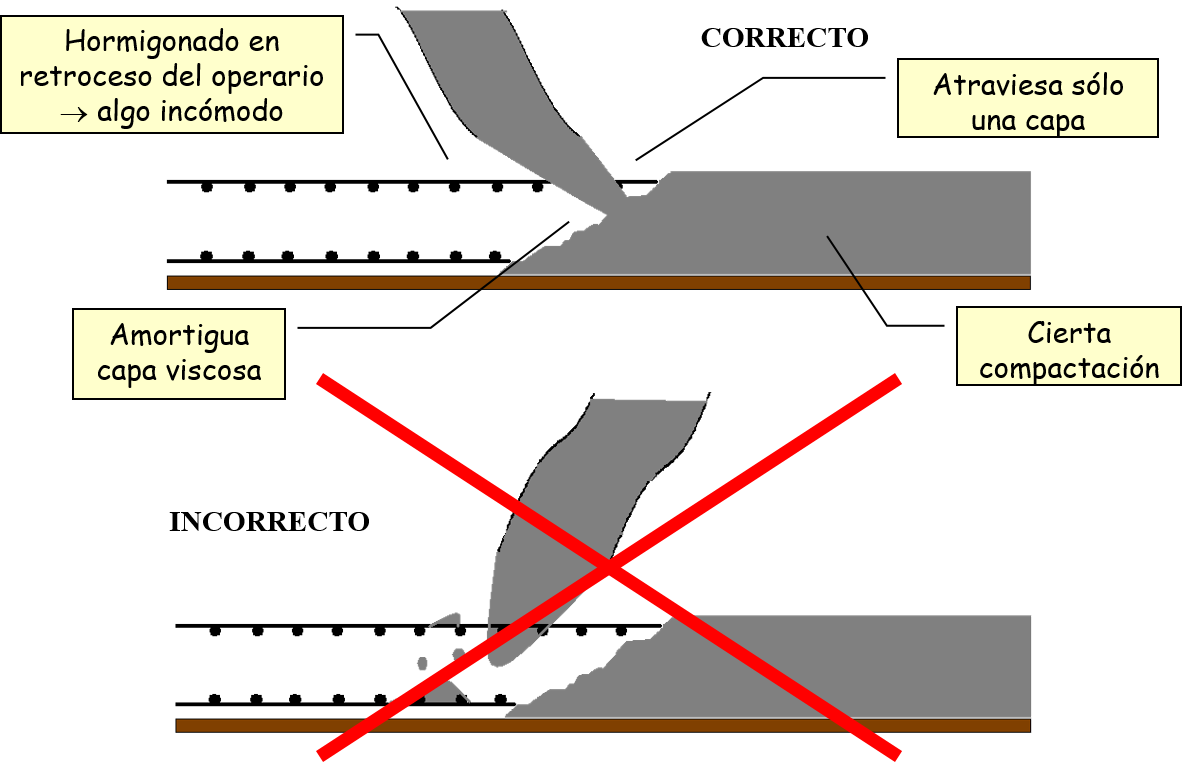
Es necesario asegurarse de que el hormigón no se coloque en los encofrados a un ritmo superior al que permita su correcta compactación y el acabado final. En la puesta en obra del hormigón en forjados y en elementos superficiales, es fundamental realizar la colocación en frentes reducidos.
Una alternativa para superar los problemas derivados del hormigonado en tiempo frío consiste en calentar el hormigón antes de su colocación, así como las armaduras o moldes que lo recibirán, y en usar protecciones aislantes suficientes para evitar una pérdida excesiva de calor. También se pueden calentar los áridos, el agua o la mezcla en la hormigonera. Si se calienta el agua, algo especialmente útil, su temperatura no debe superar los 70 °C para evitar un fraguado rápido. Este calentamiento suele requerir más tiempo de amasado para evitar la formación de grumos. Además, se recomienda utilizar bajas relaciones agua/cemento y cementos de alto calor de hidratación. Si el encofrado actúa como aislante, como en el caso de la madera, se puede retrasar el proceso de desencofrado para retener el calor durante el mayor tiempo posible.
El problema descrito se agrava si, además de las bajas temperaturas, se presentan fuertes vientos, lluvias, humedad u otras condiciones climáticas adversas.
El Código Estructural establece las condiciones para hormigonar en tiempo frío en su artículo 52.3.1:
“La temperatura de la masa de hormigón, en el momento de verterla en el molde o encofrado, no será inferior a 5 °C.
Se prohíbe verter el hormigón sobre elementos (armaduras, moldes, etc.) cuya temperatura sea inferior a cero grados centígrados.
En general, se suspenderá el hormigonado siempre que se prevea que, dentro de las cuarenta y ocho horas siguientes, pueda descender la temperatura ambiente por debajo de los cero grados centígrados.
En los casos en que, por absoluta necesidad, se hormigone en tiempo de heladas, se adoptarán las medidas necesarias para garantizar que, durante el fraguado y primer endurecimiento de hormigón, no se producirán deterioros locales en los elementos correspondientes, ni mermas permanentes apreciables de las características resistentes del material. En el caso de que se produzca algún tipo de daño, deberán realizarse los ensayos de información necesarios para estimar la resistencia realmente alcanzada, adoptándose, en su caso, las medidas oportunas.
El empleo de aditivos aceleradores de fraguado o aceleradores de endurecimiento o, en general, de cualquier producto anticongelante específico para el hormigón, requerirá una autorización expresa, en cada caso, de la dirección facultativa. Nunca podrán utilizarse productos susceptibles de atacar a las armaduras, en especial los que contienen ion cloro”.
Los comentarios a este artículo dicen lo siguiente:
“Se entiende por tiempo frío el periodo durante el cual existe, durante más de tres días, las siguientes condiciones:
-
-
- la temperatura media diaria del aire es inferior a 5 °C,
- la temperatura del aire no supera los 10 °C durante más de la mitad del día.
-
La hidratación de la pasta de cemento se retrasa con las bajas temperaturas. Además, la helada puede dañar de manera permanente al hormigón poco endurecido si el agua contenida en los poros se hiela y rompe el material. En consecuencia, deben adoptarse las medidas necesarias para asegurar que la velocidad de endurecimiento es la adecuada y que no se producen daños por helada.
Cuando existe riesgo de acción del hielo o de helada prolongada, el hormigón fresco debe protegerse mediante dispositivos de cobertura o aislamiento, o mediante cerramientos para el calentamiento del aire que rodee al elemento estructural recién hormigonado, en cuyo caso deberán adoptarse medidas para mantener la humedad adecuada”.
Os dejo un vídeo al respecto del hormigonado en tiempo frío.
También comparto un artículo que, espero, sea de vuestro interés.
Referencias:
AA. VV. (2002). Hormigones de ejecución especial (seis tipos). Colegio de Ingenieros de Caminos, Madrid, 114 pp.
ACI COMMITTEE 306. Cold wheather concreting (ACI 306R-16). American Concrete Institute.
AENOR (2022). UNE 83151-1 IN Hormigonado en condiciones climáticas especiales. Parte 1: Hormigonado en tiempo frío. Madrid, 27 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
YEPES, V. (2020). Procedimientos de construcción de cimentaciones y estructuras de contención. Colección Manual de Referencia, 2ª edición. Editorial Universitat Politècnica de València, 480 pp. Ref. 328. ISBN: 978-84-9048-903-1.
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376. ISBN 978-84-1396-174-3
Cursos:
Curso de fabricación y puesta en obra del hormigón.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.