El problema de laestimación puntual y por intervalos para una muestra de una población normal es una actividad muy frecuente en el ámbito de la ingeniería y de la investigación. Supongamos que tenéis una muestra de 5 elementos extraída de una población normal (por ejemplo, de la resistencia a compresión simple de una probeta de hormigón a 28 días procedente de una misma amasada). El objetivo es establecer inferencias estadísticas usando un nivel de significación α=0.05. Deberíais ser capaces de realizar las siguientes actividades:
Calcular el intervalo de confianza para la media, suponiendo que la desviación típica de la población es conocida y vale lo mismo que la desviación típica de la muestra. (Se empleará la distribución normal).
Calcular el intervalo de confianza para la media, suponiendo que la desviación típica de la población es desconocida. (Se empleará la distribución t de Student).
Calcular el intervalo de confianza para la desviación típica de la muestra. (Se empleará la distribución chi-cuadrado).
A continuación os dejo un pequeño tutorial para proceder al cálculo de dichos intervalos utilizando el paquete estadístico Minitab.
Os paso unos vídeos explicativos para que entendáis los conceptos. Espero que os gusten:
Estoy muy agradecido por haber recibido el Premio por la calidad del material del curso MOOC titulado «Introducción a los encofrados y las cimbras en obra civil y edificación«, correspondiente al curso 2018-2019. Este es un curso que ya va por su tercera edición y al que se han inscrito más de 7000 interesados de todas partes del mundo.
Para mí, como profesor, es un orgullo que tu universidad premie la labor docente desarrollada. Si bien el profesor universitario tiene otras facetas (investigadora, gestión, etc.), la docente es, sin duda, la más vocacional. Muchas gracias a todos.
En una entrada anterior resolvimos un problema concreto de un plan de muestreo por atributos. Sin embargo, para los que no estén familiarizados con la jerga y las definiciones de la estadística empleada en el control de calidad, me he decidido por subir unas transparencias que a veces utilizamos en clase para cuando tenemos que explicar los planes de muestreo.
Pero antes, voy a comentar brevemente algunos conceptos relacionados con el control de calidad, el control estadístico, el control de aceptación y el control del proceso, entre otros. Vamos a ello.
El control de calidades la parte de la gestión de la calidad orientada al cumplimiento de los requisitos de los productos o los servicios. Se trata de un método de trabajo que permite medir las características de calidad de una unidad, compararlas con los estándares establecidos e interpretar la diferencia entre lo obtenido y lo deseado para poder tomar decisiones conducentes a la corrección de estas diferencias.
En el proceso proyecto-construcción, la comprobación de los requisitos exigibles de calidad se basa fundamentalmente en el control de la calidad. Los pliegos de condiciones técnicas definen, para cada unidad de obra, qué tipo de controles deben realizarse para dar por buena la correcta ejecución de una obra, atendiendo no sólo a los materiales, sino a su puesta en obra y terminación. La misma filosofía es aplicable a la propia redacción de los proyectos de construcción por parte de las empresas de consultoría.
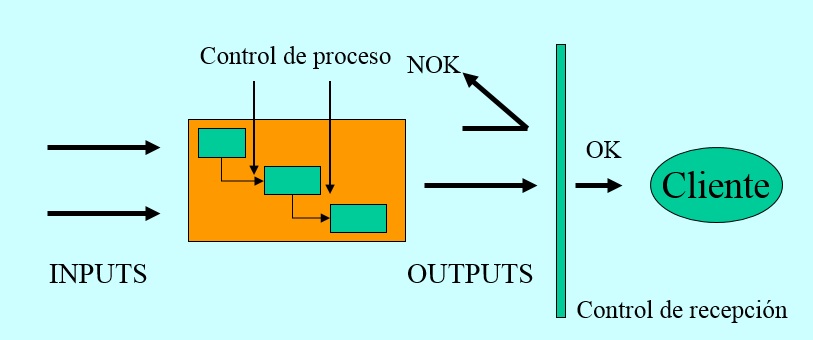
Una forma de controlar la calidad se basa en la inspección o la verificación de los productos terminados. Se trata establecer un filtro sobre los productos antes que éstos lleguen al cliente, de forma que los que no cumplen se desechan o se reparan. Este control en recepción normalmente se realiza por personas distintas a las que realizan el trabajo de producción, en cuyo caso los costes pueden ser elevados y pueden no considerarse las actividades de prevención ni los planes de mejora. Se trata de un control final, situado entre el productor y el cliente, que presenta la ventaja de ser imparcial, pero que adolece de muchos inconvenientes como son el desconocimiento de las circunstancias de la producción, la no-responsabilización de producción por la calidad, la lentitud en el flujo de la información, etc.
Sin embargo, una inspección al 100% de todas las unidades producidas puede ser materialmente imposible cuando los ensayos a realizar son destructivos. En estos casos, se hace necesario tomar decisiones de aceptación o rechazo de un lote completo de producto en función de la calidad de una muestra aleatoria. Este control estadístico (Statistical Control) proporciona una menor información, e incluso presenta riesgos propios del muestreo, pero sin embargo resulta más económico, requiere menos inspectores, las decisiones se toman con mayor rapidez y el rechazo a todo el lote estimula a los proveedores a mejorar la calidad.
El control estadístico se asentó plenamente a partir de la Segunda Guerra Mundial, caracterizándose por la consideración de las características de calidad como variables aleatorias, por lo que se centra básicamente en la calidad de fabricación o de producción. Este tipo de control también se identifica con el interés en conocer las causas de variación y establecer, como consecuencia, procedimientos de eliminación sistemática de dichas causas para la mejora continua de la calidad.
El control estadístico puede aplicarse en el producto final, lo que sería el control de aceptación, o bien a lo largo del proceso de producción, lo cual comprende el control del proceso. El control estadístico de recepción supone el establecimiento de planes de muestreo con criterios de aceptación o rechazo claros sobre lotes completos en función de los ensayos realizados sobre una muestra aleatoria. Este control por muestreo puede realizarse por atributos basándose en la norma ISO-2859, o bien por variables según ISO-3951. En cuanto al control estadístico de procesos, herramientas como los gráficos de control (Quality Control Chart) permiten tomar decisiones cuando el proceso se encuentra fuera de control. Igualmente, los estudios de capacidad de los procesos permiten decidir la capacidad de éstos de producir dentro de los límites de las especificaciones de calidad contratadas.
Una empresa constructora debería reducir al mínimo los costes de una mala calidad asegurándose que el resultado de sus procesos cumplieran los requisitos pactados con el cliente. Por ello, para garantizar que el control de aceptación de los productos presenta éxito –el denominado control externo-, la empresa constructora debería organizar como una actividad propia, un conjunto de controles en su cadena de producción que garantizase la calidad de las unidades de obra –actividad que recibe el nombre de control interno-.
Tanto el control interno como el externo puede ser realizado por la propia empresa constructora, por el cliente o por una organización independiente contratada al efecto. Así, por ejemplo, el control del hormigón recibido por el contratista puede ser realizado por una entidad independiente, la ejecución de la ferralla puede controlarse por parte de la dirección facultativa, o bien, la propia empresa constructora puede realizar un control interno de la ejecución de la obra.
Os paso, por tanto, la presentación que he utilizado alguna vez en clase.
El muestreo de aceptación constituye uno de los campos más amplios del control de calidad estadístico en recepción. Se trata de aceptar o rechazar un lote atendiendo a una serie de criterios establecidos. No se trata de determinar la calidad que presenta un lote, sino de determinar la forma de actuar. El muestreo de aceptación determina, por tanto, un procedimiento que si se aplica a una serie de lotes dará un riesgo especificado en cuanto a la aceptación de lotes de una calidad dada. Por tanto, el muestreo de aceptación proporciona un margen de seguridad en cuanto a la calidad.
Tampoco el muestreo de aceptación constituye un control de calidad propiamente dicho. Para ello tenemos otras herramientas como los diagramas de control, que pueden guiar al ingeniero en cuanto a la modificación de la producción con el objeto de mejorar los productos. Este punto debe tenerse muy en cuenta. Un muestreo de aceptación, tal y como hemos indicado antes, aceptará o rechazará lotes. Suponiendo que todos los lotes son de la misma calidad, aceptará unos y rechazará otros, sin que los aceptados sean mejores que los rechazados.
Sin embargo, esta práctica de muestreo proporciona un efecto indirecto muy importante. Si a un proveedor se le rechaza frecuentemente sus lotes, o cambia radicalmente su forma de producción, o el cliente buscará un nuevo proveedor.
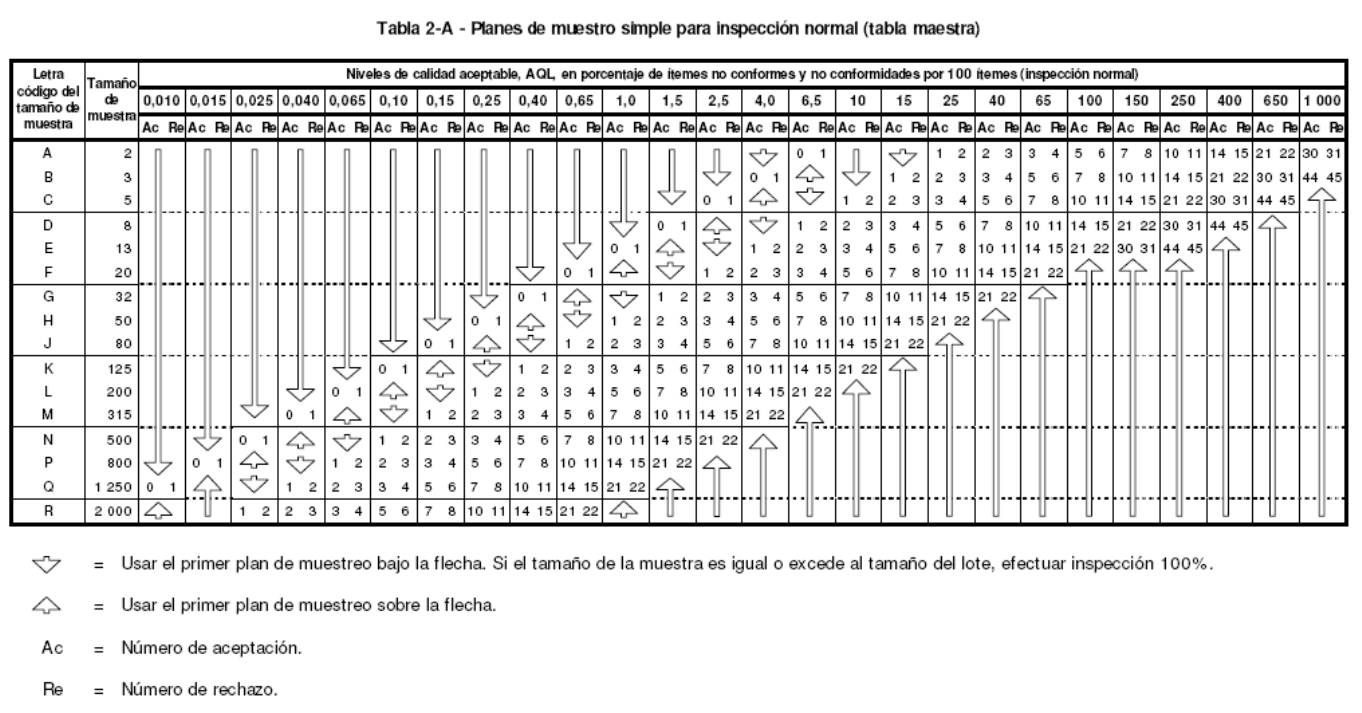
A continuación os paso, totalmente resuelto, una práctica resuelta propuesta en clase de un muestreo de aceptación por atributos. En este caso, el producto es defectuoso o no lo es. Es evidente que, si se disponen de datos cuantitativos, sería mejor utilizar un muestreo de aceptación por variables, pero la filosofía y la estrategia es la misma.
En el caso del control de calidad en recepción por atributos, se han utilizado las tablas de la norma UNE 66-020 (actualmente la familia de normas vigentes son las UNE-ISO 2859), que proceden de la norma MIL-STD-105. Esta era una norma de defensa de los Estados Unidos que proporcionaba procedimientos y tablas para el muestreo por atributos basadas en las teorías de inspección de muestreo de Walter A. Shewhart, Harry Romig y Harold Dodge y fórmulas matemáticas.
Aunque el ejemplo trata de una producción industrial, el campo de aplicación podría extrapolarse a otros como la recepción de lotes en carreteras, que no deja de ser el resultado de un proceso de producción. En futuros artículos publicaré algunos ejemplos más. Por otra parte, para entender bien la resolución del problema, se recomienda al lector algún curso básico sobre estadística avanzada aplicada al control de calidad.
En un artículo anterior tuvimos ocasión de hablar en detalle de los aspectos básicos del control de calidad en la compactación de un suelo. Pero, ¿qué pasa si existe una desviación entre los resultados que esperábamos y los realmente obtenidos? Es un tema que suscita fuertes discusiones, sobre todo por su repercusión económica y funcional. Mi opinión es que hay que ser muy cauteloso con la aceptación de unidades de obra con mermas de calidad, pero a veces se admiten excepciones que deben estar documentadas y razonadas. Una posibilidad es imponer una penalización económica lo suficientemente fuerte como para desaconsejar al contratista que entre en esa zona cercana a la aceptación, pero ligeramente por debajo de las especificaciones.
A veces, el incumplimiento de las especificaciones que afecten a una parte determinada de la obra de terraplén puede dar lugar a penalizaciones en forma de deducción en la relación valorada, siempre que, a criterio del Director Facultativo, estos defectos no impliquen una pérdida significativa de la funcionalidad y seguridad de la obra o parte de la obra y no sea posible subsanarlos posteriormente. Esta posibilidad no debe implicar nunca una aceptación sin más de la merma de calidad, sino que solo es aplicable en casos excepcionales.
A modo de ejemplo, y sin que ello suponga que esta penalización sea la más adecuada para todos los casos, el artículo 32.31 del Pliego de Condiciones Técnicas Generales 1988, del Ayuntamiento de Madrid propone las siguientes fórmulas, que podrán ser modificadas o complementadas en el Pliego de Condiciones Técnicas Particulares:
P1 = 0,04 ·ΔC · P (por defecto de compactación)
P2 = 0,20 · N · P (por cambio de calidad en el material)
siendo:
P1 y P2 deducción unitaria por penalización €/m3
P precio unitario del terraplén €/m3
ΔC defecto en % del grado de compactación en relación con el especificado.
Figura 1. Compactador vibratorio de rodillo liso. https://construction.trimble.com
En la ejecución de los terraplenes son objeto de control los suelos utilizados, la extensión, la compactación y la geometría. La vigilancia de la compactación consistirá en la comprobación de que el producto final cumple las especificaciones. Ya vimos que no solo la densidad, sino otras condiciones como la deformación o el asiento máximo bajo carga pueden medir si se ha logrado o no dicho objetivo.
La medida del porcentaje de compactación, o lo que es lo mismo, de la densidad «in situ» del suelo, puede hacerse a través de la extracción de una muestra del terreno, o bien mediante el uso de aparatos nucleares, más rápidos y con menores errores debidos al operador.
Otros procedimientos suponen evaluar la deformabilidad del terreno, mediante el módulo de deformación o medidas de deflexiones del suelo al paso de cargas.
El control de calidad de esta unidad de obra puede realizarse mediante una comprobación del producto terminado, o bien por una verificación del proceso, teniendo ambos sistemas sus ventajas e inconvenientes.
Durante mucho tiempo, la filosofía subyacente en las relaciones cliente-proveedor se han basado en la desconfianza y las partes se consideraban adversarios. Resulta de interés lo que Juran y Gryna (1995) decían al respecto: “… algunos compradores veían a sus proveedores como criminales potenciales que podían tratar de que sus productos defectuosos pasaran la inspección al ser recibidos”.
En la actualidad, se va asumiendo la necesidad de que la relación entre compradores y proveedores -dirección técnica y contratista-, se base en el respeto mutuo y la cooperación, pues de esta forma se benefician las dos partes. El intercambio de información de todo tipo y la colaboración en la resolución de problemas son aspectos fundamentales en la consecución de componentes de calidad. En este sentido, el proveedor no solo suministra productos de calidad, sino que, además, facilita la información que evidencia que su Sistema de Calidad (por ejemplo, basado en ISO 9001) es eficiente. Con ello se garantiza y se asegura la calidad ganándose la confianza del comprador.
Control del producto terminado o de recepción
Es el clásico procedimiento contractual, en el cual sólo se comprueba la densidad final alcanzada en una serie de puntos. Se establecen lotes de control y el muestreo se hace de forma aleatoria. En este tipo de verificación, el constructor puede establecer el sistema de trabajo que considere adecuado, siempre que luego cumpla con las especificaciones.
El sistema está indicado cuando tanto los materiales como los métodos de compactación no son demasiado homogéneos. Ello suele coincidir con ritmos de obra de medios a bajos, permitiendo la realización de un número elevado de determinaciones de densidad.
Existen dos grandes grupos o tendencias en cuanto al control de calidad por “resultado” (remitimos a bibliografía específica la descripción de estos procedimientos de control de calidad):
1) Control por peso específico:
1.1.- Métodos directos:
1.1.1.- Clásicos: Arena, membrana, aceite, grandes catas, etc.
El PG3 resume en tres los ensayos de referencia, con las siguientes especificaciones:
Ensayo de compactación Proctor:
El Proyecto, o en su defecto el Director de las Obras, señalará, entre el Proctor normal (PN) o el Proctor modificado (PM), el ensayo a considerar como Proctor de referencia (PR). En caso de omisión se considerará como ensayo de referencia el PM.
En este sistema de control, se clasificarán los materiales a utilizar en grupos cuyas características sean similares. A estos efectos se consideran similares aquellos materiales en los que se cumpla, en un mínimo de 3 muestras ensayadas, lo siguiente:
Pertenencia al mismo tipo de clasificación definida por el PG3.
Rangos de variación de la densidad seca máxima en el PR no superiores al 3%.
Rangos de variación de la humedad óptima en el PR no superiores al 2%.
Dentro de cada grupo se establecerán los correspondientes valores medios de la densidad seca máxima y de la humedad óptima que servirán de referencia para efectuar el análisis de los resultados del control. Se determinará asimismo la zona de validez que se indica después.
El volumen de cada uno de esos grupos será mayor de 20.000 m3. En caso contrario se recurrirá a otro procedimiento de control.
En el caso de que los materiales procedentes de una misma zona de extracción no puedan agruparse de la forma anteriormente descrita ni sea posible separarlos para su aprovechamiento, no será aplicable el método de control de producto terminado mediante ensayos Proctor, debiéndose recurrir al empleo intensivo del ensayo de carga con placa según NLT 357, con alguno complementario como el de huella según NLT 256, o el método de control de procedimiento, según determine el Director de las Obras.
Ensayo de carga con placa:
Para determinar el módulo de deformación del relleno tipo terraplén se utilizará el ensayo de carga con placa. Las dimensiones de dicha placa serán tales que su diámetro o lado sea al menos 5 veces superior al tamaño máximo del material utilizado. En ningún caso la superficie de la placa será inferior a 700 cm2. El ensayo se realizará según la metodología NLT 357 aplicando la presión, por escalones, en dos ciclos consecutivos de carga.
En caso de necesidad, el Proyecto podrá fijar otras condiciones de ensayo que las de la norma indicada, en cuyo caso deberá establecer los valores correspondientes a exigir para el módulo de deformación del segundo ciclo de carga Ev2, y para la relación K entre módulos de segundo y primer ciclos de carga.
Ensayo de la huella
En el caso de realizar el ensayo de la huella se utilizará la norma NLT 256, en la que se indica el control de asientos, sobre 10 puntos separados 1 m, antes y después del paso del camión normalizado.
El ensayo de huella se efectuará correlacionado con el ensayo de placa de carga NLT 357 y por tanto los valores de huella admisibles serán aquellos que garanticen el resultado de la placa de carga. Los mismos serán establecidos por el Director de las Obras a propuesta del Contratista apoyada por los correspondientes ensayos de contraste.
En todo caso los valores de huella admisible no serán superiores a los siguientes:
En cimiento, núcleo y espaldones: 5 mm.
En coronación: 3 mm.
El artículo 330 del PG3 establece las siguientes definiciones relativas al plan de control de calidad:
Definición de lote:
Dentro del tajo a controlar se define como «lote», que se aceptará o rechazará en conjunto, al menor que resulte de aplicar a una sola tongada de terraplén los siguientes criterios:
Una longitud de carretera (una sola calzada en el caso de calzadas separadas) igual a 500 m.
En el caso de la coronación una superficie de 3.500 m2 y en el resto de las zonas, una superficie de 5.000 m2 si el terraplén es de menos de 5 m de altura y de 10.000 m2 en caso contrario. Descontando siempre en el conjunto de estas superficies unas franjas de 2 m de ancho en los bordes de la calzada y los rellenos localizados según lo definido en el artículo 332, «Rellenos localizados» del PG3.
La fracción construida diariamente.
La fracción construida con el mismo material, del mismo préstamo y con el mismo equipo y procedimiento de compactación.
Nunca se escogerá un lote compuesto de fracciones correspondientes a días ni tongadas distintas, siendo por tanto entero el número de lotes escogido por cada día y tongada.
Muestras y ensayos a realizar en cada lote:
Dentro de la zona definida por el lote se escogen las siguientes muestras independientes:
Muestra de superficie: Conjunto de 5 puntos, tomados en forma aleatoria de la superficie definida como lote. En cada uno de estos puntos se determinará su humedad y densidad.
Muestra de borde: En cada una de las bandas de borde se fijará un punto por cada 100 m o fracción. Estas muestras son independientes de las anteriores e independientes entre sí. En cada uno de estos puntos se determinará su humedad y densidad.
Determinación de deformaciones: En coronación se hará un ensayo de carga con placa según NLT 357 por cada uno de los lotes definidos con anterioridad. En el resto de las zonas el Director de las Obras podrá elegir entre hacer un ensayo de placa de carga por cada lote o bien hacer otro tipo de ensayo en cada lote, como puede ser el de huella, de forma que estando convenientemente correlacionadas se exijan unos valores que garanticen los resultados del ensayo de placa de carga, aspecto este que se comprobará, al menos, cada 5 lotes.
La determinación de deformaciones habrá de realizarse siempre sobre material en las condiciones de densidad y grado de saturación exigidas, aspecto que, en caso de duda, y en cualquier caso que el Director de las Obras así lo indique, habrá de comprobarse. Incluso se podrá obligar a eliminar la costra superior de material desecado antes de realizar el ensayo.
Para medir la densidad seca «in situ» podrán emplearse procedimientos de sustitución (método de la arena UNE 103503, método del densímetro, etc.), o preferentemente métodos de alto rendimiento como los métodos nucleares con isótopos radiactivos. En todo caso, antes de utilizar estos últimos, se calibrarán sus resultados con las determinaciones dadas por los procedimientos de sustitución. Esta calibración habrá de ser realizada para cada uno de los grupos de materiales definidos anteriormente y se comprobará al menos una vez por cada 10 lotes ensayados. De forma análoga se procederá con los ensayos de humedad, por secado según UNE 103300 y nucleares.
Para espesores de tongada superiores a 30 cm se garantizará que la densidad y humedad medidas se corresponden con las del fondo de la tongada.
Para la aceptación de la compactación de una muestra el valor medio de la densidad de la muestra habrá de cumplir las condiciones mínimas impuestas en el PG3. Además, al menos el 60 % de los puntos representativos de cada uno de los ensayos individuales en un diagrama humedad-densidad seca, han de encontrarse dentro de la zona de validez que a continuación se define, y el resto de los puntos no podrán tener una densidad inferior en más 30 kg/m3 a las admisibles según lo indicado en el PG3, en el Proyecto o por el Director de las Obras.
La zona de validez es la situada por encima de la curva Proctor de referencia, normal o modificado según el caso, y entre las líneas de isosaturación correspondientes a los límites impuestos al grado de saturación, en el Proyecto o en su defecto en el PG3.
Dichas líneas límite, salvo indicación en contra del Proyecto, serán aquellas que pasen por los puntos de la curva Proctor de referencia correspondientes a humedades de -2 % y +1 % de la óptima. En el caso de suelos expansivos o colapsables los puntos de la curva Proctor de referencia serán los correspondientes a humedades de -1 % y +3 % de la óptima de referencia.
Figura 2. Control de compactación. http://www.geoconstruye.com
La humedad de las capas compactadas no será causa de rechazo, salvo cuando, por causa justificada, se utilicen suelos con características expansivas. En este caso, si no está previsto en el pliego de prescripciones técnicas, estos suelos deberán ser objeto de un estudio cuidadoso en laboratorio en el que se determinarán los valores de humedad y densidad a obtener en obra y los márgenes de tolerancia.”
Vemos que se trata de controles muestrales, de los que se pretenden inferir las características de la totalidad de la superficie ensayada. La inferencia estadística pretende obtener información de las muestras para conocer los parámetros poblacionales, cuantificando el riesgo de error en términos de probabilidad.
El lote es el conjunto del que se toma la muestra y sobre el que hay que tomar la decisión de aceptar o rechazar. Cada lote deberá haberse producido bajo condiciones homogéneas y durante un período de tiempo determinado.
Llegados a este punto es necesario hacer la siguiente consideración, basada en los fundamentos estadísticos de los planes de muestreo: no es justo realizar tamaños de muestra proporcionales a los tamaños del lote, ya que se varían las probabilidades de aceptar el lote, y ello puede ser utilizado injustamente en beneficio propio por la parte que toma la decisión. De esta forma, si quien decide el tamaño del lote es el contratista, tenderá a lotes de pequeño tamaño -y por tanto reducidos tamaños de muestra-, pues así, la casi totalidad de los lotes serán aceptados incluso -injustamente- los de baja calidad. Si, por el contrario, quien decide el tamaño es la administración, tenderá a pedir lotes de gran tamaño pues, así, se aceptarán solamente los muy buenos aunque también lotes de buena calidad serán -injustamente- rechazados. Por tanto, no es lo mismo determinar lotes de 1.000 m2 y una muestra de una unidad, que lotes de 5.000 m2 y muestras de 5 unidades, o lotes de 10.000 m2 y muestras de 10 unidades.
La muestra aleatoria simple es aquella que se toma de tal forma que todos los conjuntos de n determinaciones del lote tienen la misma probabilidad de constituir la muestra o, lo que es equivalente, que todas las determinaciones que se puedan tomar del lote tienen la misma probabilidad de formar parte de la muestra. Se deben evitar ir a los sitios “peores”, o a los que el operador que realiza los ensayos le parecen “representativos”.
Conviene tener en cuenta que un punto de porcentaje no es una cosa nimia, puesto que un material completamente suelto tiene ya una densidad del orden del 85% de la de referencia.
Los pesos específicos “in situ” y las diferencias entre humedades “in situ” y la óptima siguen una distribución normal. Para situaciones generales es corriente un coeficiente de variación inferior al 3% respecto al peso unitario e inferior al 1,5% respecto a la diferencia entre la población de humedades y la óptima. Es interesante el concepto de “homogeneidad” aplicado por la norma Suiza (SNV 640585a) en cuanto al peso específico aparente húmedo que establece un coeficiente de variación máximo del 5% para dicha variable.
Control del proceso
Con objeto de limitar el número de ensayos, que puede ser prohibitivo en algunos casos, se trata de aumentar el nivel de fiabilidad del producto introduciendo especificaciones en la forma de ejecutar la unidad de obra. Así, según el tipo de suelo, se pueden fijar unas máquinas a utilizar, unos espesores máximos de capa y delimitar el número mínimo de pasadas necesarias. Otro método sería establecer todos estos parámetros en función de los resultados obtenidos para un material en un tramo de prueba.
Su uso está indicado para fuertes ritmos de producción con materiales y sistemas de ejecución homogéneos. La rapidez de ejecución impide la realización de ensayos de producto terminado en número suficiente, y a veces hay que tomar decisiones con rapidez y agilidad, sin merma en la calidad.
El control del “proceso” requiere un conocimiento previo del comportamiento de cada material, un control exhaustivo de la capacidad de trabajo de las máquinas y un método de trabajo estrictamente controlado.
Este tipo de control, combinado con el de producto final, presenta ventajas evidentes, pero supone cierto «compromiso» por parte de la Administración contratante en el proceso de ejecución, que a veces es difícil de establecer de forma contractual. A estas dificultades administrativas se sumarían los problemas técnicos debido al clima, lo que entorpece la elaboración de procedimientos específicos de control que sean homogéneos. No obstante, es un tipo de control que se lleva a cabo en distintos países, destacando el modelo francés. A pesar de sus ventajas, este procedimiento apenas se emplea en nuestro país.
La prevención conlleva el reconocimiento de que la calidad debe generarse durante el proceso y no ser inspeccionada cuando el producto está acabado. Es mejor adelantarse a los acontecimientos en vez de reaccionar constantemente cuando los fallos se producen. Incluso desde el punto de vista de la eficiencia económica, es más barato dedicar parte de los recursos a la prevención que asumir sin más los costes de la no calidad.
Los nucleodensímetros como aparatos de medida
El empleo de ensayos tradicionales como el método de la arena han sido desplazados por el empleo de nucleodensímetros ya que éstos permiten la obtención de la densidad y la humedad de un forma casi instantánea. Son equipos que poseen una fuente radiactiva en el extremo de la sonda que se introduce en el terreno y dos detectores de radiación. La fuente se compone de Cesio 137, el cual emite fotones gamma. Estos fotones, antes de llegar a los detectores, chocan con los electrones de los átomos del suelo. Una alta densidad implica un alto número de choques, siendo menor el número de fotones que llegan a los detectores. La fuente radiactiva también posee Americio-241: Berilio, que emite neutrones. El detector de neutrones localiza la cantidad de los mismos que, debido a la presencia de átomos de hidrógeno del agua del suelo, son termalizados. Este mecanismo permite la obtención de la humedad.
Los nucleodensímetros tienen dos modos de obtener las densidades: transmisión directa (la sonda penetra en el material) y retrodispersión (en caso contrario). El modo de transmisión directa se debe emplear siempre que sea posible introducir la sonda en el material que se desea ensayar. El operador realiza un orificio en el suelo ayudándose de una pica y un mazo. La profundidad a la que debe introducirse la sonda deber ser igual o ligeramente inferior al espesor de la capa que se ensaya, para obtener una medición representativa de toda la capa.
El modo retrodispersión sólo debe utilizarse cuando la dureza de la capa impide la penetración de la sonda, como sucede en el hormigón en las mezclas bituminosas. En este caso sólo se mide la densidad de material situado hasta unos 8 cm por debajo de la superficie, perdiéndose la representatividad.
La prevención conlleva el reconocimiento de que la calidad debe generarse durante el proceso y no ser inspeccionada cuando el producto está acabado. Es mejor adelantarse a los acontecimientos en vez de reaccionar constantemente cuando los fallos se producen. Incluso desde el punto de vista de la eficiencia económica, es más barato dedicar parte de los recursos a la prevención que asumir sin más los costes de la no calidad.
A continuación dejo un vídeo sobre lo que es el densímetro nuclear.
Os dejo a continuación un vídeo sobre seguridad nuclear en el uso de medidores industriales nucleares, nucleodensímetros.
Referencias:
ABECASIS, J.; ROCCI, S. (1987). Sistematización de los medios de compactación y su control. Vol. 19 Tecnología carreteras MOPU. Ed. Secretaría General Técnica MOPU. Madrid, diciembre.
JURAN, J.M.; GRYNA, F.M. (1995). Análisis y planeación de la calidad: del desarrollo del producto al uso. McGraw Hill, 633 pp.
Podría definirse al benchmarking como una herramienta de análisis técnico competitivo de un producto, servicio o proceso. Se trataría de un proceso continuo y sistemático de evaluación de productos, servicios y métodos, con respecto a los de los competidores más eficientes o a las empresas reconocidas como líderes. Esta técnica puede ser de gran utilidad para una empresa constructora, donde la comparación de los procedimientos constructivos y las formas de organización dentro de la obra puede ser muy eficiente, pues se trata de una industria donde los productos, los procesos y los equipos cambian continuamente.
El objetivo del benchmarking, por tanto, sería la optimización de los resultados. Consiste básicamente en aprender, adaptar e implantar métodos ya probados que han arrojado resultados positivos y revolucionarios en otras empresas. Para ello, es necesario conocer cómo se ha desarrollado ese proceso y qué práctica ha hecho posible alcanzar un alto nivel de rendimiento. Se trata de conocer en profundidad los factores que han hecho posible esa mejora. Esta técnica ha conseguido ahorros en costes de aproximadamente un 30% en industrias manufactureras y de servicios, de forma que es razonable encontrar ahorros de esta magnitud aplicables al sector de la construcción.
El benchmarking parte de la base que es difícil que una empresa alcance unos resultados superiores a sus competidores en todas sus procesos. Para analizar esas mejores prácticas, se recurre en ocasiones a compartir información con empresas que no son competencia directa, abordándose funciones, problemas o procesos similares.
Se pueden establecer distintos tipos de benchmarking en función de diversos aspectos. La clasificación más utilizada atiende a la relación existente con la empresa u organización que participa en el estudio. Así, se puede distinguir entre:
Interno: compara procesos dentro de diferentes áreas de la misma organización.
Competitivo: se comparan procesos de entidades competidoras en un mismo sector.
Funcional: entre organizaciones del mismo sector no competidoras.
Genérico: entre empresas de sectores distintos.
Es un error considerar que esta técnica consiste en la mera comparación de datos o indicadores. Se trata de identificar, interiorizar y adaptar las mejores prácticas a nuestra empresa de forma que se genere un clima de adaptación al cambio y de constante aprendizaje.
A pesar de lo anteriormente descrito, existen algunos problemas intrínsecos a la construcción que pueden entorpecer la adopción del benchmarking dentro del sector. En primer lugar cada proyecto es único, pensado para una localización determinada, lo cual puede hacer pensar que los procesos constructivos también puedan serlo. Otra dificultad consiste en la falta de práctica en identificar las mejores prácticas y, sobre todo, cómo poder medir con indicadores los procesos. Además, existen pocos ejemplos de benchmaking en la construcción, cuyos resultados son difícilmente trasladables a otros casos. Sin embargo, las posibles mejoras en los procesos y la reducción de costes y plazos potenciales son tan altos, que cualquier esfuerzo por implantar un proceso de benchmarking en las empresas constructoras resulta rentable a largo plazo.
Os dejo algún vídeo explicativo al respecto:
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
Hoy día se conoce ampliamente la distribución t de Student, que surge del problema de estimar la media de una población normalmente distribuida cuando el tamaño de la muestra es pequeño. Esta distribución permite realizar la denominada prueba t de Student a dos muestras para probar si existe o no diferencia entre las medias, pudiendo ser dichas muestras desaparejadas o en parejas. Sin embargo, poca gente conoce a este Student. Este fue el seudónimo que utilizó William S. Gosset (1876-1937) para publicar sus descubrimientos. En efecto, para evitar exposiciones de información confidencial, Guinness -que era la empresa donde Gosset trabajaba- prohibió a sus empleados la publicación de artículos independientemente de la información que contuviesen. De ahí el uso de su pseudónimo Student en sus publicaciones, para evitar que su empleador lo detectara.
Distribución t de Student
Gosset empezó a trabajar en 1899 como técnico en la fábrica de cerveza Guinness, justo después de licenciarse en la Universidad de Oxford. Allí empezó a realizar experimentos y comprendió la necesidad de utilizar la estadística para comprender sus resultados. En los inicios del siglo XX, los métodos de inferencia se reducían a un versión de las pruebas z para las medias, pues incluso entonces los intervalos de confianza eran desconocidos. El interés de Gosset en el cultivo de la cebada le llevó a pensar que el diseño de experimentos debería dirigirse no sólo a mejorar la producción media, sino también a desarrollar variedades poco sensibles a las variaciones en el suelo y el clima. Como los experimentos que realizaba eran con pocas observaciones, se dio cuenta que las conclusiones que obtenía con este tipo de inferencia no eran precisas. Con la nueva distribución t se pudo diseñar una prueba que identificó la mejor variedad de cebada y Guinness, rápidamente, adquirió toda la semilla disponible. Para que luego se ponga en duda la importancia de la investigación en las empresas y su rentabilidad económica.
Os dejo a continuación un vídeo explicativo de esta importante función de distribución.
Mucho se está hablando sobre el concepto de «playa inteligente» o «smart beach». Sobre este tema ya impartí una conferencia en el XVIII Foro Internacional de Turismo de Benidorm, celebrado en octubre del 2016. La respuesta es un no rotundo. Sin embargo, parece que algo se está avanzando en este sentido. Hay quien bautiza este concepto como playa 4.0, pero mucho me temo que es una vuelta de tuerca más en el ámbito del marketing para vender más de lo mismo.
Sobre este mismo tema me han invitado a impartir una conferencia magistral en el III Congreso Internacional de Calidad Ambiental en Playas Turísticas, organizado por la Universidad de la Guajira en Colombia, del que también formo parte del Comité Científico Internacional. Dicho congreso se celebra entre el 21 y el 23 de marzo de 2018. Debido a problemas de agenda, se me invitó a impartir la charla por teleconferencia. Para evitar problemas técnicos, he grabado dicha comunicación y os la paso para que tengáis acceso a dicha información. Espero que os sea de interés.
El Capítulo 14 de la Instrucción de Hormigón Estructural EHE-08 recoge las bases generales del control de las estructuras de hormigón. Estas bases se desarrollan con mayor profundidad en los siguientes capítulos relacionados con el control de calidad del proyecto, el control de la conformidad de los productos y el control de la ejecución. A continuación se responden a ciertas preguntas que suelen hacerse respecto a este tema. El post trata de aclarar ciertos conceptos y términos que, en numerosas ocasiones, resultan confusos o poco claros. Espero que os sean de interés.
CUESTIÓN 1. ¿Qué tipo de controles debe realizar la Dirección Facultativa durante la ejecución de una estructura de hormigón armado?
El artículo 78 de la EHE-08 indica la realización de los siguientes controles:
Control de la conformidad de los productos que se suministren a la obra, de acuerdo con el Capítulo XVI
Control de ejecución de la estructura, de acuerdo con el artículo 92
Control de la estructura terminada, de acuerdo con el artículo 100
CUESTIÓN 2. ¿Cómo se debe considerar dentro de un proyecto el coste del control de recepción?
El artículo 78 de la EHE-08 indica que, siempre que la legislación aplicable lo permita, el coste del control de recepción incluido en el proyecto deberá considerarse de forma independiente en el presupuesto de la obra. Esta consideración, tal y como se explica en los comentarios de la EHE-08, se realiza con el objeto de procurar la independencia necesaria para que el control sea eficaz, es decir, se aconseja especialmente que la Propiedad contrate y abone directamente cualquier actividad de control, evitando así que dicho abono se efectúe a través de la actividad controlada (Autor del Proyecto o Constructor).
CUESTIÓN 3.A los efectos de las actividades de control contempladas por la EHE-08, ¿Qué diferencias existe entre los siguientes conceptos: partida, remesa y acopio?
El artículo 78.1 define los conceptos de partida, remesa y acopio a los efectos de las actividades de control contempladas por la EHE-08:
Partida: cantidad de producto de la misma designación y procedencia contenido en una misma unidad de transporte (contenedor, cuba, camión, etc.) y que se recibe en la obra o en el lugar destinado para su recepción. En el caso del hormigón, las partidas suelen identificarse con las unidades de producto o amasadas.
Remesa: conjunto de productos de la misma procedencia, identificados individualmente, contenidos en una misma unidad de transporte (contenedor, camión, etc.) y que se reciben en el lugar donde se efectúa la recepción.
Acopio: cantidad de material o producto, procedente de una o varias partidas o remesas, que se almacena conjuntamente tras su entrada en la obra, hasta su utilización definitiva.
CUESTIÓN 4. A los efectos de las actividades de control contempladas por la EHE-08, ¿Qué diferencias existe entre los siguientes conceptos: lote de material o producto, lote de ejecución y unidad de inspección?
El artículo 78.1 define los conceptos de lote de material o producto, lote de ejecución y unidad de inspección a los efectos de las actividades de control contempladas por la EHE-08:
Lote de material o producto: cantidad de material o producto que se somete a recepción en su conjunto.
Lote de ejecución: parte de la obra, cuya ejecución se somete a aceptación en su conjunto.
Unidad de inspección: conjunto de las actividades, correspondientes a un mismo proceso de ejecución, que es sometido a control para la recepción de un lote de ejecución.
CUESTIÓN 5. ¿Qué obligaciones tiene la Dirección Facultativa respecto al control según la EHE-08?
El artículo 78.2.1 indica que la Dirección Facultativa, en uso de sus atribuciones y actuando en nombre de la Propiedad, tendrá las siguientes obligaciones respecto al control:
Aprobar un programa de control de calidad para la obra, que desarrolle el plan de control incluido en el proyecto, y
Velar por el desarrollo y validar las actividades de control en los siguientes casos:
Control de recepción de los productos que se coloquen en la obra,
Control de la ejecución, y
En su caso, control de recepción de otros productos que lleguen a la obra para ser transformados en las instalaciones propias de la misma.
CUESTIÓN 6. ¿Qué implica que los laboratorios y entidades de control de calidad deban ser independientes respecto al resto de los agentes involucrados en la obra? ¿Cómo lo demuestran?
La independencia a la que se refiere el artículo 78.2.2 de la EHE-08 implica que los laboratorios y entidades de control deben poder demostrar que no existen relaciones empresariales con el resto de los agentes involucrados en la estructura de hormigón (Autor del Proyecto, Constructor, Suministrador de los productos, etc.). Esta independencia no es exigible en el caso de que estas entidades pertenezcan a la Propiedad. Para ello, previamente al inicio de las obras, estas entidades deberán entregar a la Propiedad una declaración, firmada por persona física, que avale la referida independencia y que deberá ser incorporada por la Dirección Facultativa a la documentación final de la obra.
CUESTIÓN 7. A efectos de la EHE-08, ¿qué diferencia existe entre un laboratorio de control y una entidad de control de la calidad?
Los laboratorios de control realizan los ensayos necesarios para comprobar la conformidad de los productos a su recepción en la obra. En cambio las entidades de control de la calidad realizan la asistencia técnica del control de recepción de los productos, el control de ejecución y, en su caso, el control de proyecto.
CUESTIÓN 8. ¿Qué es el “Plan de Control” necesario para cualquier proyecto de ejecución de una estructura de hormigón?
Según el artículo 79.1 de la EHE-08, el Plan de Control es un anejo de la memoria del proyecto donde se defina la estructura de hormigón que sirve para identificar cualquier comprobación que pudiera derivarse del mismo, así como la valoración del coste total del control, que se reflejará como un capítulo independiente en el presupuesto del proyecto.
CUESTIÓN 9. ¿Qué es el “Programa de Control” de una estructura de hormigón y qué tiene que contemplar?
El artículo 79.1 de la EHE-08 establece que, de forma previa al inicio de las actividades de control en la obra, la Dirección Facultativa debe aprobar un Programa de Control, que es un documento preparado de acuerdo con el Plan de Obra del Constructor y con el Plan de Control definido en el proyecto. Deberá contemplar, al menos, los siguientes aspectos:
La identificación de productos y procesos objeto de control, definiendo los correspondientes lotes de control y unidades de inspección, describen para cada caso las comprobaciones a realizar y los criterios a seguir en el caso de no conformidad;
La previsión de medios materiales y humanos destinados al control con identificación, en su caso, de las actividades a subcontratar;
La programación del control, en función del procedimiento de autocontrol del Constructor y el plan de obra previsto para la ejecución por el mismo;
La designación de la persona encargada de las tomas de muestras, en su caso; y
El sistema de documentación del control que se empelará durante la obra.
CUESTIÓN 10. ¿Qué es el control del proyecto de una estructura de hormigón y quién lo puede realizar?
Según el artículo 79.2 de la EHE-08, el control del proyecto tiene como objeto comprobar su conformidad de acuerdo con dicha instrucción y con el resto de la reglamentación que le fuera aplicable. Según el artículo 82.1, el control del proyecto trata de comprobar:
Que las obras a las que se refiere el proyecto están suficientemente definidas para su ejecución; y
Que se cumplen las exigencias relativas a la seguridad, funcionalidad, durabilidad y protección del medio ambiente establecidas por la EHE-08, así como las establecidas por la reglamentación vigente que le sean aplicables.
La Propiedad puede decidir realizar un control de proyecto a cargo de una entidad de control de calidad. Se recomienda que se realice dicho control en todo tipo de obras, pero especialmente en aquellas de importancia especial por la incidencia económica o social que pudiese derivarse de un fallo estructural, de una prematura puesta fuera de servicio o de un grave impacto medioambiental. Sin embargo, el Autor del Proyecto no pierde sus atribuciones y responsabilidades por el hecho de que la propiedad realice el control de dicho proyecto.
CUESTIÓN 11. ¿Qué es el control de recepción de los productos?, ¿qué ocurre cuando el producto dispone del marcado CE según la Directiva 89/106/CEE?, ¿qué control hay que hacer cuando no existe el marcado CE?
El control de recepción tiene como objeto, según el artículo 79.3 de la EHE-08, comprobar que las características técnicas de los productos cumplen lo exigido en el proyecto. Si los productos disponen del marcado CE, puede comprobarse su conformidad mediante la verificación de que los valores declarados en los documentos que acompañan al citado marcado CE permiten deducir el cumplimiento de las especificaciones indicadas en el proyecto, y en su defecto, en la EHE-08. En otros casos, el control de recepción de los productos comprenderá:
El control de la documentación de los suministros que llegan a la obra,
En su caso, el control mediante distintivos de calidad,
En su caso, el control mediante ensayos.
CUESTIÓN 12. ¿Qué sistemas de seguimiento debe definir y desarrollar el Constructor para controlar la producción en la ejecución de una estructura de hormigón?
El Constructor, de acuerdo con el artículo 79.4.1 tiene la obligación de definir y desarrollar un plan de autocontrol y un sistema de gestión de los acopios (cuando el proyecto establezca un nivel de control ejecución intenso), que sea suficiente para conseguir la trazabilidad requerida de los productos y elementos que se colocan en la obra.
CUESTIÓN 13. ¿Qué debe incluir el Plan de Autocontrol del Constructor?, ¿qué se debe hacer con los resultados de las comprobaciones del autocontrol?
Según el artículo 79.4.1, el plan de autocontrol deberá incluir todas las actividades y procesos de la obra, así como incorporar el programa previsto para su ejecución, contemplando las particularidades de la misma. Los resultados de todas las comprobaciones realizadas en el autocontrol deberán registrarse en un soporte, físico o electrónico, que deberá estar a disposición de la Dirección Facultativa. Cada registro deberá estar firmado por la persona física que haya sido designada por el Constructor para el autocontrol de cada actividad. Para ello debe haber un registro actualizado de las personas responsables de efectuar en cada momento el autocontrol relativo a cada proceso de ejecución. Dicho registro se incorporará a la documentación final de la obra.
CUESTIÓN 14. ¿Cuándo se debe realizar una trazabilidad de los productos?, ¿cuándo se debe realizar la trazabilidad de los suministradores?, ¿cuándo debe el Constructor introducir un sistema de gestión de los acopios?
El artículo 80 de la EHE-08 indica que la trazabilidad entre los productos que se colocan en la obra con carácter permanente (hormigón, armaduras o elementos prefabricados) y cualquier otro producto que se haya empleado para la elaboración de la estructura se debe realizar siempre para garantizar la conformidad de la estructura. Cuando el proyecto establezca un control de ejecución intenso para la estructura, la conformidad debe ampliarse a la trazabilidad de los suministradores y de las partidas o remesas de los productos con cada elemento estructural ejecutado en la obra. En este caso, y a fin de lograr esta trazabilidad, el Constructor deberá introducir en el ámbito de su actividad un sistema de gestión de los acopios, preferiblemente mediante procedimientos electrónicos.