Figura 1. Tornillo sinfín que transporta cemento desde un silo al dosificador. https://es.excteng.com/cement-screw-conveyor/
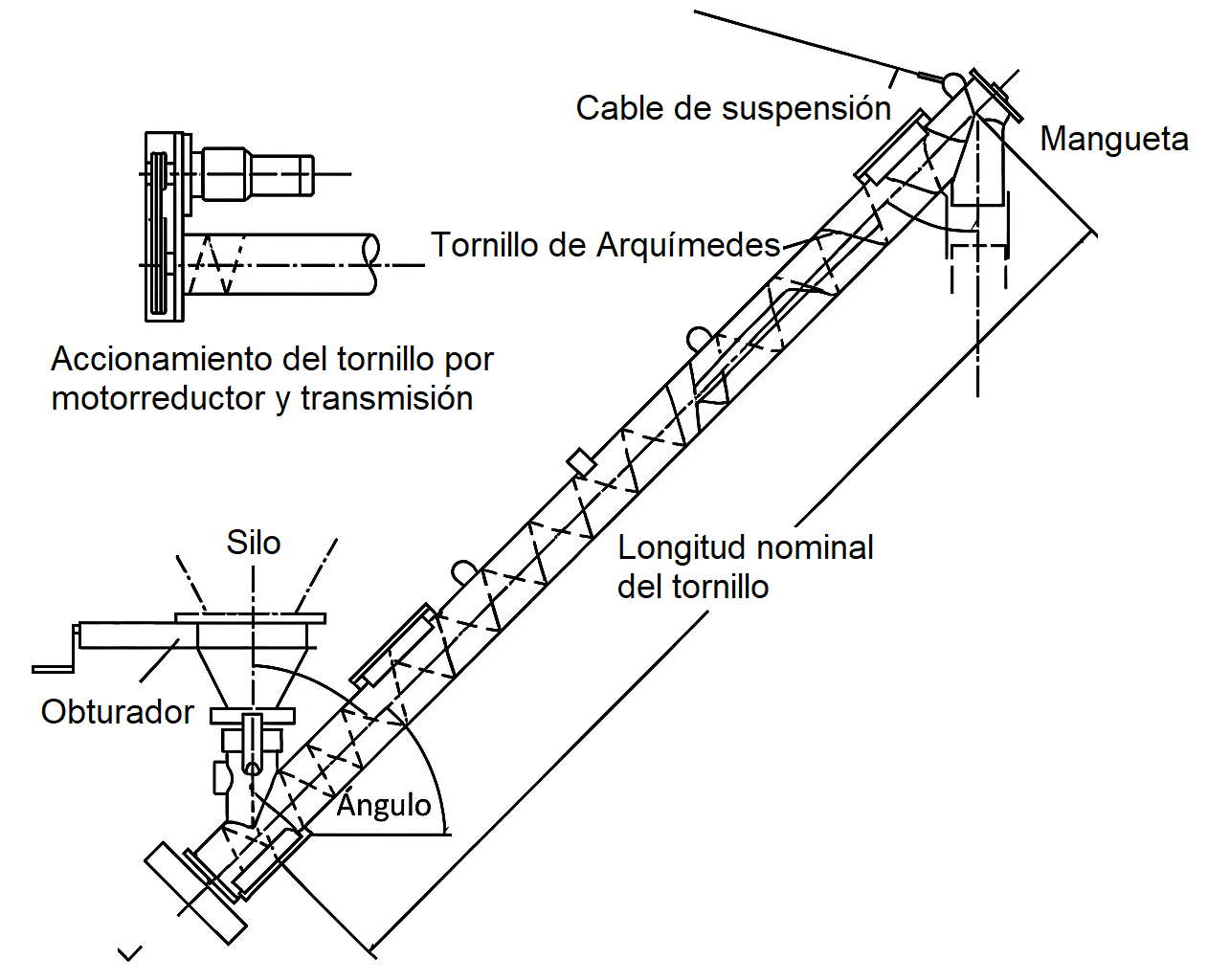
El cemento se transporta habitualmente desde la boca de descarga del silo hasta la báscula mediante un tornillo de Arquímedes, cuya longitud varía en función de la distancia a cubrir. El proceso de llenado empieza y termina activando y deteniendo la rotación de este mecanismo.
El tornillo transportador consta de una espiral helicoidal metálica que gira dentro de un tubo, el cual puede ser circular o tener forma de U, pero está cerrado en la parte superior por una chapa atornillada que permite la inspección en caso de atascos. Este tornillo se monta sobre un eje sostenido por cojinetes en ambos extremos y su rotación se acciona con un motorreductor en baño de aceite ubicado en uno de los extremos del eje. Además, debe contar con una tapa de registro en la parte inferior.
La pendiente de suministro puede alcanzar hasta 45°, lo que requiere mayor potencia del motor eléctrico en comparación con el funcionamiento en horizontal y reduce el rendimiento del sistema.
Cuando la distancia a cubrir supera los 10 m, se pueden utilizar dos tornillos en serie, de modo que uno descargue en el otro. En este caso, ambos tornillos deben tener las mismas características o, alternativamente, el segundo tornillo puede tener una mayor capacidad para evitar atascos.
Figura 2. Partes de un tornillo sinfín
En condiciones de alta humedad, los tornillos pueden obstruirse debido al fraguado del cemento durante los periodos de inactividad. Para evitarlo, es necesario calentar los tornillos, ya sea utilizando fibra de vidrio o, de manera más sencilla, envolviéndolos con sacos de papel atados.
Cuando los tornillos se instalan en pendientes pronunciadas, es importante considerar las condiciones de transporte y agregar fluidificadores de cemento en el silo. Se ha demostrado que, al activar los fluidificadores, el cemento puede ascender por los tornillos en pendientes de hasta 30°, incluso sin que estos estén en funcionamiento.
El tornillo también puede cumplir una función de dosificación volumétrica. En este caso, se utiliza un temporizador para programar un tiempo específico de funcionamiento en segundos. Como se conoce el número de revoluciones del tornillo por segundo y la cantidad de kilogramos de cemento que transporta en cada vuelta, el sistema se detiene automáticamente al final del tiempo determinado, descargando la cantidad precisa de cemento en la amasadora.
Normalmente, el cemento se dosifica por peso y, en este caso, el tornillo cumple únicamente una función de transporte, moviéndolo desde el silo hasta la báscula. Una vez alcanzado el peso requerido, el tornillo sinfín se detiene automáticamente y se reactiva en el siguiente ciclo de dosificación.
Os dejo algunos vídeos explicativos:
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J.et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
CORMON, P. (1979). Fabricación del hormigón. Editores Técnicos Asociados, Barcelona, 232 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón.Apuntes de la Universitat Politècnica de València.
MONTERO, E. (2006). Puesta en obra del hormigón. Exigencias básicas. Consejo General de la Arquitectura Técnica de España, Madrid, 750 pp.
MORILLA, I. (1992). Plantas de fabricación de hormigón y grava-cemento. Monografías de maquinaria. Asociación Española de la Carretera, Madrid.
Figura 1. Presa ejecutada con RCC. https://vietnamconstruction.vn/en/roller-compacted-concrete-properties-advantages-applications/
Los hormigones compactados con rodillo (HCR) (RCC, en sus siglas en inglés) son mezclas de cemento, áridos y agua en la cantidad justa para permitir la consolidación de la masa mediante rodillos compactadores.
Estos hormigones tienen una relación agua/cemento lo suficientemente baja como para alcanzar altas resistencias, lo que les permite soportar las cargas de los equipos de consolidación. Sin embargo, esta relación no es tan baja como para impedir que la pasta se distribuya entre los áridos durante el proceso de amasado y compactación, logrando así su unión.
Esto garantizaría una consolidación efectiva, lo cual es crucial para lograr densidad, resistencia (a la compresión que puede superar los 60 MPa), uniformidad y textura superficial satisfactorias. El hormigón seco compactado se construye sin juntas, encofrados, acabados, refuerzos de acero ni pasadores. Estas características hacen que el hormigón seco compactado sea sencillo, rápido y económico. Su economía se debe en gran medida a los métodos de construcción de alta velocidad y de gran volumen.
Uno de los inconvenientes del HCR es su sensibilidad a las variaciones en la humedad durante el proceso de compactación. Un exceso o un defecto de agua, así como una densidad insuficiente, puede reducir considerablemente la resistencia mecánica y afectar negativamente a la uniformidad de la superficie. Por otro lado, la falta de humedad puede provocar riesgos de segregación en la superficie del hormigón. Sin embargo, el HCR presenta un cambio de volumen potencial, debido a la pérdida de humedad o retracción por secado, significativamente menor que el del hormigón convencional, gracias a su menor contenido de agua en la mezcla.
El HCR surgió como una alternativa para la construcción de presas, con sus primeros antecedentes en la reparación de estructuras a finales de la década de 1970. Esta técnica respondió a los problemas de fisuración del hormigón tradicional causados por las elevadas temperaturas generadas durante la hidratación del cemento. Posteriormente, el método se perfeccionó para su aplicación en presas de gravedad, siendo la primera experiencia concreta la construcción de la presa de Willow Creek en 1982, en Oregón (Estados Unidos). Desde entonces, su uso se ha expandido rápidamente a nivel mundial. El HCR también se desarrolló como una solución económica para pavimentos, capaz de soportar grandes volúmenes de cargas pesadas y de resistir el daño provocado por ciclos de congelación y descongelación. El pavimento compactado con rodillo se puede abrir al tráfico al día siguiente y presenta un aspecto similar al asfalto.
Lo que distingue a los HCR de los hormigones tradicionales es su mayor sequedad, lo que permite su colocación en obra con los equipos utilizados en la construcción de terraplenes y presas de materiales sueltos (Figura 2). A pesar de esta diferencia, una vez endurecidos, sus características son muy similares a las de los hormigones convencionales.
Figura 2. Colocación del hormigón HCR. https://hormigonaldia.ich.cl/novedades-tecnologicas/hormigon-compactado-con-rodillo-hcr-solucion-rapida-persistente-y-a-bajo-costo/
En los últimos tiempos, este tipo de hormigones ha despertado un creciente interés en obras en las que se coloca en capas delgadas, como en presas y pavimentos, en las que la superficie predomina sobre el espesor. Su estructura es similar a la de las gravas-cemento, aunque, debido a su mayor contenido de conglomerante y a las mayores resistencias que presentan, se asemejan más a los hormigones convencionales.
Las mezclas de estos hormigones deben tener una dosificación precisa de pasta, ya que un exceso puede causar un efecto «colchón», generando ondas en la capa que se está compactando frente al rodillo, especialmente si debajo ya hay capas compactadas. Por el contrario, una cantidad insuficiente de pasta provoca que los áridos se contacten entre sí y se trituren bajo la presión del rodillo.
Actualmente, se está avanzando en el desarrollo de plantas de dosificación y amasado específicamente diseñadas para la fabricación de hormigón seco compactado (HCR). Estas plantas utilizan tanto centrales clásicas discontinuas como sistemas de amasado continuo. La dosificación del HCR puede realizarse de varias maneras: mediante dosificación convencional por peso, dosificación continua por peso con cintas pesadoras o dosificación volumétrica continua, utilizando alimentadores de paletas o de banda estriada.
Si bien cada método de transporte tiene sus ventajas, cualquiera que sea el método utilizado, los equipos deben diseñarse para minimizar la segregación, que puede ser un problema, particularmente con mezclas menos trabajables con árido de gran tamaño. Los camiones hormigonera son adecuados incluso para áridos de hasta 76 mm de tamaño. Sin embargo, los camiones de cajón basculante no son recomendables para áridos de más de 40 mm, ya que pueden surgir problemas de segregación.
En la construcción de presas, es esencial garantizar un suministro elevado de hormigón. Un rodillo vibrante de 4,5 m de ancho puede compactar hasta 260 m³ de hormigón en cuatro pasadas, a una velocidad de 3,75 km/h, con un espesor de 25 cm. Esto requiere el uso de centrales de gran capacidad y, en muchos casos, de amasado continuo para mantener el ritmo de trabajo.
Cuando las plantas de amasado están cerca de los lugares de colocación, pueden utilizarse cintas transportadoras, vagonetas, dúmperes, cubas y otros medios. En todo momento, el hormigón debe protegerse del viento y de la lluvia durante el transporte. Además, se recomienda limpiar los neumáticos de los dúmperes para evitar la entrada de terrones de arcilla y otros materiales contaminantes.
Entre la fabricación y la colocación del hormigón no deben transcurrir más de 45 minutos. Este tiempo puede variar en función del tipo de conglomerante utilizado y de la temperatura ambiente. La colocación de estos hormigones se realiza con los mismos equipos que en los movimientos de tierra, como buldóceres, camiones, motoniveladoras y palas mecánicas.
La compactación se realiza con rodillos autopropulsados, generalmente vibrantes. La selección de los rodillos debe basarse en su peso, maniobrabilidad, tamaño del cilindro y características de la vibración, como la amplitud y la frecuencia. Los rodillos muy pesados, de 4 a 5 toneladas, no pueden acercarse a los encofrados ni a otros obstáculos; por lo tanto, los 25 cm más cercanos a estos se compactan con rodillos más ligeros.
El número de pasadas necesarias para lograr una consolidación completa del hormigón varía en función de las características de la mezcla y del espesor de las capas que se van a compactar. El espesor habitual para la compactación es de 20 a 30 cm. Sin embargo, siempre es necesario realizar ensayos previos en tramos de prueba para determinar el número de pasadas necesarias para alcanzar el peso específico deseado del hormigón.
La energía suministrada por los rodillos es tan alta que, incluso con mezclas secas bien dosificadas, puede formarse humedad en la superficie de las capas después de su paso. Esta humedad tiende a evaporarse rápidamente antes de que comience el fraguado. El grado de compactación en obra se determina comparando el peso específico del hormigón colocado con el de la misma mezcla en el laboratorio. Los equipos portátiles para medir el peso específico son rápidos y muy adecuados para este tipo de trabajos.
La reducida humedad del hormigón compactado obliga a curarlo de manera eficaz. El curado de estos hormigones se realiza de la misma manera que con los hormigones tradicionales, manteniéndolos húmedos durante 7 días. Los productos filmógenos de curado no se utilizan en presas porque dificultarían la unión entre las capas de hormigón.
El revestimiento aguas arriba de las presas generalmente se realiza con hormigón convencional, utilizando encofrados o paneles prefabricados, con o sin membrana impermeabilizante. El revestimiento aguas abajo se realiza con paneles rigidizadores o con hormigón convencional colocado en encofrado, dejando un sobreancho que sirve como hormigón de sacrificio.
A continuación, os dejo algunos vídeos que espero que os resulten de interés.
También os dejo un documento sobre presas de hormigón compactado con rodillo.
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
El amasado del hormigón tiene como objetivo recubrir los áridos con una capa de pasta de cemento y mezclar todos los componentes hasta obtener una masa uniforme. Este proceso se realiza en mezcladoras u hormigoneras. Es fundamental que la mezcla mantenga su uniformidad durante las operaciones de descarga, lo cual depende de la cohesión de la mezcla y del diseño de la hormigonera.
Este proceso puede llevarse a cabo utilizando amasadoras fijas o móviles, mediante uno de los siguientes procedimientos: completamente en una amasadora fija, comenzando y terminando en una amasadora fija o móvil, o iniciado en una amasadora fija y terminado en una móvil antes del transporte. Todas las amasadoras cuentan con componentes comunes, como una cuba, paletas y un cargador. El amasado se realiza según dos técnicas principales:
Mediante la elevación de los áridos y su caída libre, como en el caso de las hormigoneras y las mezcladoras de eje horizontal.
A través del empuje de los elementos con ayuda de paletas sobre el fondo horizontal de un cilindro, como en el caso del amasado forzado con mezcladoras de eje vertical.
Las hormigoneras se clasifican en tres tipos: basculantes o de eje inclinado, de eje horizontal y de eje vertical, consideradas tradicionales. Actualmente, para la producción de hormigón a gran escala se utilizan hormigoneras de doble tambor y amasadoras de ejes gemelos con paletas.
Un buen amasado es fundamental para garantizar la homogeneidad del hormigón, lo que influye directamente en la adecuada hidratación del cemento. Este proceso no solo implica la técnica de amasado, sino también factores como el tiempo de amasado y el tipo de máquina utilizada. En este contexto, numerosos parámetros influyen en un buen amasado (Tiktin, 1994):
Tipo de amasadora o mezcladora
Velocidad y duración del amasado
Capacidad de amasado
Número de amasadas por hora
Orden de carga de los componentes
Dosificación de agua mínima
La velocidad del amasado debe mantenerse por debajo de la velocidad crítica, definida como aquella en la que los materiales comienzan a centrifugarse. Si tomamos el diámetro de la cuba como parámetro, la velocidad crítica de amasado en r.p.m. se puede demostrar fácilmente con la fórmula n = 42√D. Además, el tiempo de amasado no debe ser demasiado corto, ya que los materiales no se mezclarían adecuadamente, ni demasiado largo, para evitar fenómenos de segregación, especialmente en hormigones secos o con áridos de gran tamaño.
El número de amasadas por hora depende de varios factores, como la duración del ciclo de trabajo de la instalación, los medios disponibles para la dosificación y alimentación de los componentes, y el sistema de transporte del hormigón. Generalmente, este número oscila entre 10 y 60 amasadas por hora. Como orientación pueden tomarse los siguientes datos de la Tabla 1.
Tabla 1. Número de amasadas/hora para distintos tipos de hormigoneras
TIPOS
N.º amasadas/hora
Hormigoneras de cuba basculante, sin skip o cargador
10/15
Hormigoneras de cuba basculante con skip
15/20
Hormigoneras de tambor reversible con skip
20/30
Mezcladora con skip
30/40
Mezcladora sin skip, abastecida por torre
45/60
Es importante distinguir entre la capacidad de hormigón fresco y la capacidad necesaria de áridos, cuya relación es aproximadamente 0,70. Esta diferencia se debe a que, al introducir los materiales en el tambor en rotación, se llenan los huecos y se reduce el volumen.
La relación entre el volumen de los componentes antes del amasado y el volumen del hormigón fresco es aproximadamente 1,50. Los fabricantes de maquinaria suelen indicar dos valores: por ejemplo, una amasadora 750/500 puede recibir 750 litros de mezcla de áridos, cemento y agua, y suministrar 500 litros de hormigón fresco.
Además, es importante considerar que el hormigón colocado en estructura es un hormigón compacto que representa aproximadamente el 90 % del volumen del hormigón fresco.
Las hormigoneras tradicionales se caracterizan por tres capacidades principales: la capacidad total de su cuba (Vt), la capacidad máxima de carga de los componentes, excluyendo el agua (Vc), y la capacidad máxima de producción de hormigón fresco (Vf). Las relaciones entre Vc y Vt, así como entre Vf y Vt, suelen ser las indicadas en la Tabla 2.
Tabla 2. Relación de volúmenes en función del tipo de hormigonera (Fernández-Cánovas, 2007)
Relación de volúmenes
Tipo de hormigonera
Eje basculante
Eje horizontal
Eje vertical
Vc / Vt
0,7
0,4
0,6 a 0,7
Vf / Vt
0,5
0,3
0,4 a 0,5
El orden de llenado de las hormigoneras varía en función de su tipo, aunque en las instalaciones automatizadas dicha carga es prácticamente simultánea. Siempre es recomendable comenzar introduciendo una parte del agua de amasado, seguida inmediatamente por los componentes sólidos, si fuera posible de manera simultánea con el resto del agua. Cuando se utilizan aditivos plastificantes o superplastificantes, estos deben añadirse al final de la carga, después de que la hormigonera haya girado varias veces para iniciar el amasado. En algunas mezclas secas, es beneficioso humedecer primero el árido grueso con una parte del agua y luego añadir el resto de los componentes.
Si las hormigoneras se alimentan de silos y se quiere mejorar la resistencia a flexotracción del hormigón, es conveniente introducir primero los áridos gruesos, seguidos de una parte de cemento y de agua. A continuación, se hace girar esta mezcla unas cuantas veces para que la pasta envuelva los áridos y, después, se añade la arena y el resto de cemento y agua. De esta forma, se consigue mejorar mucho la adherencia entre los componentes.
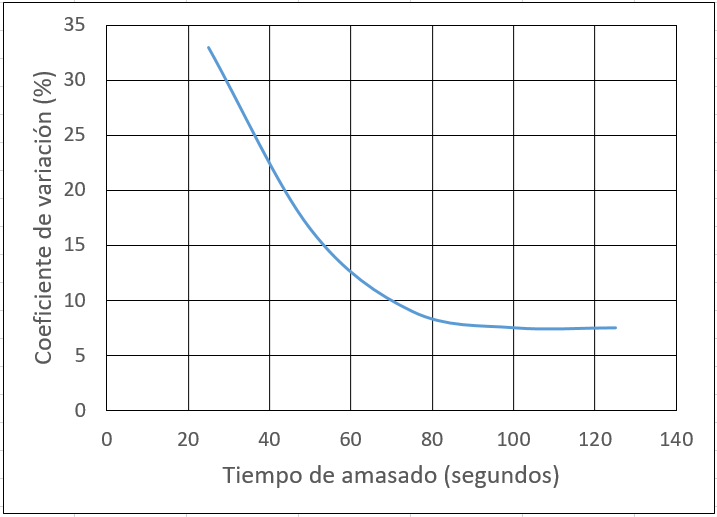
Es imprescindible respetar los tiempos mínimos de amasado para evitar la falta de homogeneidad en las masas parcialmente mezcladas. Estos tiempos dependen en gran medida de la velocidad de giro de las hormigoneras, es decir, de la raíz cuadrada del diámetro de la cuba. Se ha observado que, en hormigoneras tradicionales, tiempos de amasado inferiores a 90 segundos producen hormigones con una notable falta de homogeneidad, evidenciada por los coeficientes de variación obtenidos en ensayos de compresión. Por encima de un minuto y medio, los hormigones son uniformes y no muestran mejoras significativas. Es durante el primer minuto y cuarto cuando los componentes del hormigón se mezclan adecuadamente.
Figura 2. Influencia del tiempo de amasado en la homogeneidad del hormigón (Fernández-Cánovas, 2007)
El tiempo de amasado varía en función de la hormigonera utilizada, su volumen, la composición granulométrica de los áridos y la cantidad de agua en la mezcla. Se recomienda un tiempo mínimo de amasado de un minuto y cuarto, más quince segundos adicionales por cada fracción de 400 litros de exceso sobre los 750 litros de capacidad máxima de hormigón fresco de la hormigonera. Con experiencia, es posible determinar visualmente si la masa de hormigón está suficientemente amasada. Los hormigones con áridos gruesos se mezclan más rápido que aquellos con áridos finos, y los hormigones muy secos requieren más tiempo de amasado que los más fluidos. La dosificación mínima de agua determina el tipo de máquina que se debe utilizar. Si se busca alcanzar relaciones agua/cemento inferiores a 0,60, no se pueden utilizar hormigoneras y es necesario recurrir a mezcladoras.
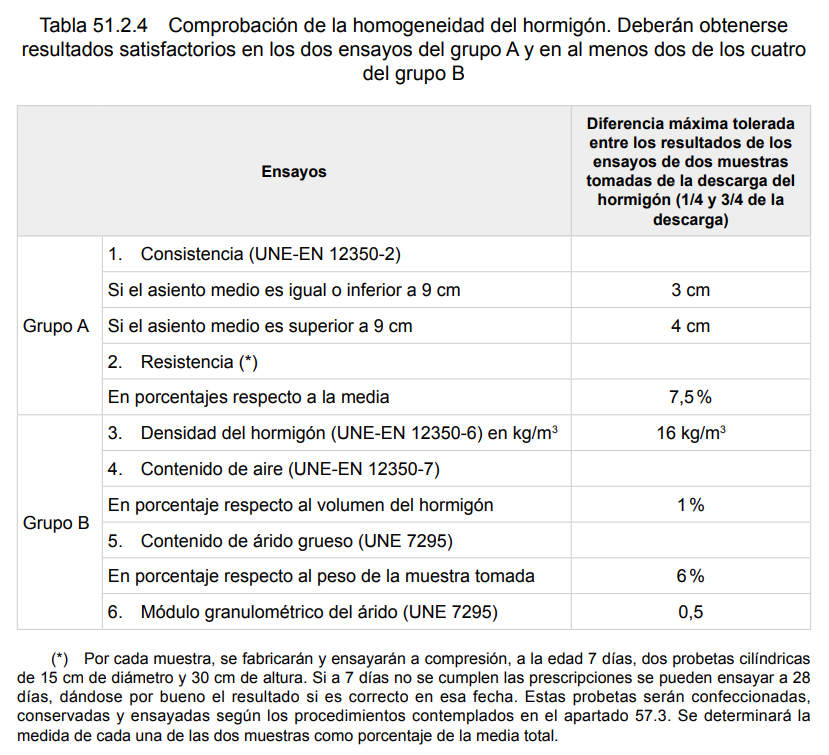
A continuación, os dejo lo expresado en el artículo 51.2.4 sobre equipos de amasado del Código Estructural.
51.2.4 Equipos de amasado.
Los equipos pueden estar constituidos por amasadoras fijas o móviles capaces de mezclar los componentes del hormigón de modo que se obtenga una mezcla homogénea y completamente amasada, capaz de satisfacer los dos requisitos del grupo A y al menos dos de los del grupo B, de la tabla 51.2.4.
Estos equipos se examinarán con la frecuencia necesaria para detectar la presencia de residuos de hormigón o mortero endurecido, así como desperfectos o desgastes en las paletas o en su superficie interior, procediéndose, a comprobar anualmente el cumplimiento de los requisitos de la tabla 51.2.4, salvo que exista una reglamentación específica que marque una frecuencia mayor.
Las amasadoras, tanto fijas como móviles, deberán ostentar, en un lugar destacado, una placa metálica en la que se especifique: — para las fijas, la velocidad de amasado y la capacidad máxima del tambor, en términos de volumen de hormigón amasado; — para las móviles, el volumen total del tambor, su capacidad máxima en términos de volumen de hormigón amasado, y las velocidades máxima y mínima de rotación.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
Figura 1. Hormigonera de eje horizontal e inversión de marcha. https://www.linosella.com/es/producto/modelo-hopper-s-1500-22
Las hormigoneras de eje horizontal presentan ventajas significativas en comparación con las hormigoneras de tambor basculante. Su capacidad puede ser considerablemente mayor y el hormigón que producen suele ser de mejor calidad. Estas máquinas pueden ser fijas o móviles; las móviles se montan sobre un chasis de dos ejes con ruedas neumáticas.
Estas hormigoneras cuentan con una cuba de gran diámetro, de forma cilindro-cónica y con eje horizontal, que posee dos bocas opuestas. Una de las bocas es para la carga, que recibe el material cuando la cuba gira en un sentido, lo que facilita el amasado de la mezcla. La otra, para la descarga, a diferencia de las hormigoneras de tambor basculante, que solo tienen una boca.
En su interior, la cuba incluye una cámara central de trabajo equipada con de paletas helicoidales inclinadas y fijas que aseguran un buen mezclado. La salida del hormigón generalmente se realiza mediante una inversión rápida del giro de la máquina. Estas máquinas tienen una capacidad de hasta 5 m³, con una producción de 250 m³/h. El tiempo mínimo de amasado, en segundos, para una hormigonera de diámetro D, en metros, se calcula con la siguiente fórmula: t = 90 √D. La velocidad de giro de la cuba, en r. p. m., se determina aproximadamente mediante la fórmula N = 20 / √D.
Las hormigoneras de eje horizontal suelen tener una velocidad de descarga lenta, lo que, en ocasiones, puede provocar la segregación del hormigón. Este problema es especialmente frecuente cuando se utilizan áridos grandes, pues el mortero mezclado con los áridos de tamaño intermedio tiende a salir primero, dejando los áridos gruesos para el final. Este problema también puede presentarse en las hormigoneras de eje basculante.
La carga de los componentes de la mezcla se realiza generalmente de forma mecánica, utilizando un skip. Este dispositivo recibe los materiales y los sube por unas guías inclinadas hasta encajar en la tolva de descarga. A continuación, se abre una compuerta ubicada en el fondo de la cuba y los materiales se introducen en la hormigonera.
El tambor está montado sobre dos aros de rodadura que se apoyan en cuatro rodillos colocados en el bastidor que lo sustenta. El sentido de giro en un sentido u otro se logra mediante la acción de un piñón de ataque montado en un grupo motorreductor que actúa sobre una corona dentada alrededor de la cuba. Los sistemas de arrastre incluyen:
Un conjunto de corona atornillada al tambor y un piñón de ataque acoplado al motor.
Un sistema de fricción en el que unos rodillos con bandaje de goma arrastran el tambor, siendo estos rodillos impulsados por el motor. Estas ruedas están montadas sobre dos ejes y reciben el movimiento de un motorreductor a través de ruedas dentadas y cadenas.
El equipo de la hormigonera se completa con un armazón metálico montado sobre un eje, una tolva de fondo abatible para el llenado, enganchada al cable de un torno eléctrico, que se desplaza a lo largo de unos carriles inclinados (skip). Todos los movimientos se controlan de forma remota mediante pulsadores.
El amasado se produce mediante el giro del tambor, complementado por la acción de las paletas que impulsan el material hacia el centro de la cuba. Un inconveniente frecuente de estas hormigoneras, incluidas las de eje inclinado, es que durante la primera amasada, parte del mortero del hormigón queda adherido a las paredes. Esto hace que la primera mezcla sea de menor calidad que las siguientes y deba desecharse. Para evitar este problema, se debe realizar una pequeña amasada de mortero antes de iniciar la producción del hormigón. Parte de este mortero recubrirá las paredes de la hormigonera, eliminando el exceso y mejorando la calidad de las mezclas siguientes.
La descarga puede realizarse de varias formas, dependiendo del modelo:
Cambiando el sentido de giro del tambor. Al invertir el sentido de la marcha, la mezcla llega a los álabes del cono y se evacúa al exterior. Antes de invertir el sentido de giro del motor eléctrico, es necesario detenerlo. El cambio de polaridad permite la inversión. Cuando se utiliza un motor diésel, se requiere un inversor-reductor para cambiar el sentido de giro del tambor.
A través de una canaleta que se introduce por la boca de descarga dentro de la cuba o cambiando el ángulo de las paletas, aunque estos dos métodos están en desuso.
Os dejo un vídeo explicativo que espero os sea de interés.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
CORMON, P. (1979). Fabricación del hormigón. Editores Técnicos Asociados, Barcelona, 232 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
Figura 1. Hormigonera de tambor basculante. https://www.archiproducts.com/es/productos/lino-sella-world/hormigonera-hidraulica-con-tambor-basculante-skipper-s-360_652525
Las hormigoneras de tambor basculante y eje inclinado son las más habituales en obras pequeñas, ideales para producir hormigón plástico de calidad media. En el mercado, hay una amplia variedad de modelos, desde los más pequeños, con una capacidad inferior a 60 litros, hasta máquinas de gran capacidad. No obstante, los modelos más frecuentes tienen capacidades que oscilan entre un cuarto y un tercio de metro cúbico. Estas hormigoneras están compuestas por una cuba o tambor que gira alrededor de su eje, con una parte superior troncocónica y una inferior cilíndrica.
La cuba está fabricada con chapa de acero soldada, reforzada en la boca de carga. En su interior, lleva atornilladas unas paletas deflectoras cuya función es arrastrar hacia el centro de la cuba los componentes más pesados de la mezcla, que tienden a situarse en la periferia debido al movimiento centrífugo. El conjunto generalmente está montado sobre un chasis principal provisto de un eje con dos ruedas neumáticas y una lanza de tiro para facilitar su remolque por carretera.
El tambor puede ajustar su inclinación según la operación en curso, ya sea llenado, amasado o descarga. Tanto el llenado como la descarga del aparato se realizan a través de una única abertura centrada en el eje de rotación del tambor. No obstante, existen ciertos modelos con dos aberturas: una para el llenado y otra para la descarga. En posición de amasado, el eje del tambor es horizontal y la descarga por gravedad se realiza inclinando la cuba. Para la descarga, la cuba se inclina alrededor de un eje horizontal con la ayuda de un volante o de un motor. Este volante hace pivotar la cuba y su abrazadera mediante un mecanismo de piñones dentados. El principio del tambor basculante permite una alimentación rápida y un vaciado completo. Este sistema también facilita una limpieza adecuada al final de la jornada laboral.
El movimiento de la cuba se produce mediante el engranaje de un piñón motor, cuyo eje coincide con el de la cuba, sobre una corona dentada. El conjunto motor, que puede ser eléctrico o térmico, y los elementos de reducción de velocidad están montados en una carcasa lateral. Los motores de gasolina se usan con capacidades de 80 a 150 litros, mientras que los diésel para capacidades mayores. La mezcla de los elementos se optimiza al reducir la inclinación del eje de la cuba respecto a la horizontal. No obstante, esta inclinación no debe exceder los 15º a 20º aproximadamente. Superar estos valores puede reducir el volumen del tambor, ya que aumenta su capacidad útil; sin embargo, aunque esto disminuye el precio de compra, empeora la calidad del amasado. Por lo tanto, el ángulo de inclinación es uno de los factores principales que el comprador debe considerar.
Este problema también ocurrirá si la pared interior del tambor no tiene ninguna paleta. Inicialmente, los materiales se acumulan en el fondo de la cuba y se arrastran hasta el principio del amasado debido a la fricción generada por el giro. Sin embargo, después de algunas vueltas, especialmente si se ha añadido mucha agua, la mezcla se vuelve muy plástica y se desliza a lo largo de la pared de la cuba en lugar de subir y caer de nuevo. En este caso, no se puede considerar un verdadero amasado. La presencia y la disposición de las paletas facilitan la elevación de los materiales y permiten una buena agitación de los componentes. Además, la fijación de las paletas al tambor debe diseñarse cuidadosamente para asegurar un impulso constante durante el amasado.
Un inconveniente frecuente de estas hormigoneras y las de eje horizontal es que parte del mortero del hormigón queda adherido a las paredes durante la primera amasada, lo que hace que esta primera mezcla sea de menor calidad que las siguientes y deba desecharse. Para evitar este problema, se debe realizar una pequeña amasada de mortero antes de comenzar a producir hormigón. Parte de este mortero recubrirá las paredes de la hormigonera y eliminará el exceso. Para facilitar el amasado, se debe introducir el árido grueso en último lugar. Si se introduce primero, la mezcla será deficiente y el hormigón corre el riesgo de ser heterogéneo. El tiempo mínimo de amasado, en segundos, para una hormigonera de este tipo y diámetro D, se calcula mediante la fórmula t = 120 √D.
Estas hormigoneras pueden estar equipadas con un cargador elevable para alimentar los materiales y con dispositivos de suministro de agua, como depósitos, dosificadores o contadores de agua. Se embraga para subir el cargador y este baja por gravedad al desembragar. El cargador puede ser de los siguientes tipos:
Basculante mediante cilindro hidráulico. Sin cargador para capacidades de 120 a 200 litros, con o sin cargador para 250 a 500 litros.
Skip, accionado por cable, que se enrolla en un cabrestante, accionado por el mismo motor que impulsa la hormigonera, con su correspondiente embrague. Al activar el embrague, el cargador se eleva, y al desactivarlo, desciende por gravedad.
Radio rascante, con un conjunto de cangilones de alimentación continua.
Os dejo algunos vídeos al respecto de esta hormigonera.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
CORMON, P. (1979). Fabricación del hormigón. Editores Técnicos Asociados, Barcelona, 232 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
El proceso de amasado no difiere del realizado en condiciones normales. Es importante amasar durante el tiempo necesario para obtener una mezcla homogénea, pero no más, para evitar el calor generado por el rozamiento del hormigón con la cuba y las palas. Para lograr un mezclado eficaz en poco tiempo, se debe asegurar que la amasadora esté libre de adherencias y que las paletas de los camiones amasadores estén en buen estado. Una vez que se ha conseguido un hormigón homogéneo, la rotación debe mantenerse a la velocidad mínima de agitación de la unidad. No obstante, no es conveniente detener la cuba durante largos periodos, pues existe el riesgo de un falso fraguado del hormigón.
Proteger la amasadora de la luz solar directa ayuda a evitar un aumento innecesario de la temperatura. Pintar la superficie de blanco también reduce el efecto de la radiación solar. Además, cuando se utiliza un aditivo retardante, su efecto será mayor si se añade al final del amasado en lugar de al principio.
Es importante controlar cuidadosamente la fluidez del hormigón a la salida de la amasadora para asegurar que llegue a la obra en las condiciones necesarias para su uso. También es posible enfriar el hormigón en la amasadora mediante la evaporación de un producto inerte, aunque se trata de una instalación compleja.
Si bien no es una práctica habitual, para retrasar el fraguado del hormigón se pueden dosificar los materiales sólidos en la planta y premezclarlos, añadiendo el agua y los aditivos líquidos en la obra, seguido de un mezclado posterior en el camión de suministro. Sin embargo, esto puede causar una pérdida de uniformidad entre las amasadas. Dado que es complicado controlar la dosificación de líquidos y el mezclado en obra, es necesario preparar adecuadamente todo el proceso si se elige este método.
Cuando se utilizan aditivos plastificantes, superplastificantes y retardadores, su efecto es más prolongado si se introducen al final del amasado, mezclados con una pequeña cantidad del agua de amasado. Los superplastificantes pueden añadirse parcialmente en la planta para obtener la fluidez necesaria para la carga y el transporte del hormigón, y el resto en la obra para compensar la pérdida de asiento durante el transporte. Para un control preciso, el aditivo puede dosificarse previamente en recipientes. Es necesario un amasado posterior en el camión antes de verter el hormigón en el encofrado o en el sistema de colocación en obra.
Es esencial fabricar el hormigón según las especificaciones requeridas para evitar rechazos que provoquen la formación de juntas de hormigonado o problemas en el acabado. Por ello, se recomienda realizar una inspección previa al transporte. En la planta, el hormigón puede inspeccionarse visualmente durante la descarga. En el caso de utilizar un camión amasador, se recomienda realizar un amasado inicial en la planta y verificar el asiento antes de proceder al transporte.
Referencias:
AA.VV. (2002). Hormigones de ejecución especial (seis tipos). Colegio de Ingenieros de Caminos, Madrid, 114 pp.
ACI COMMITTEE 305. Guide to Hot Weather Concreting. ACI 305R-10.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
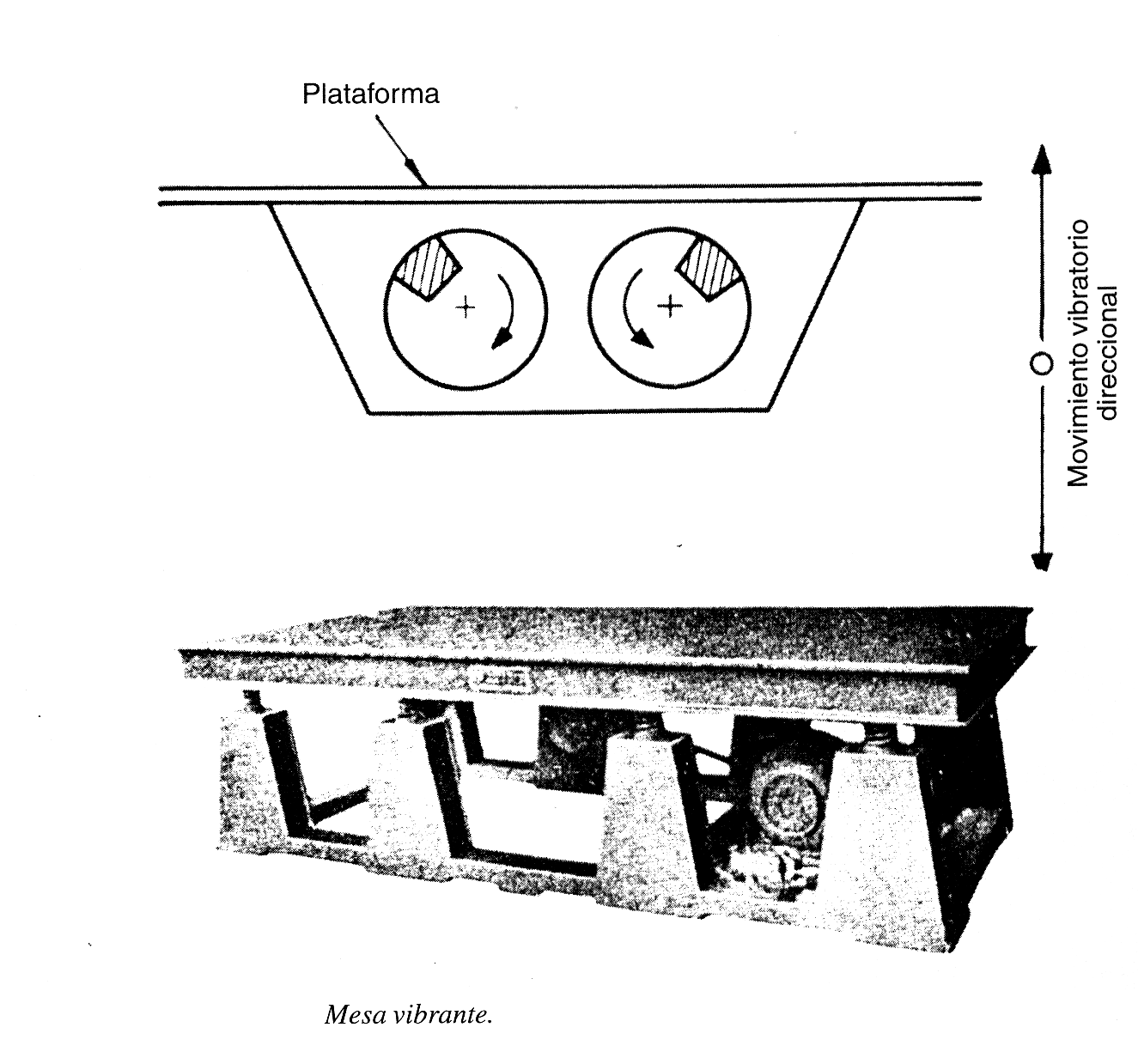
Figura 1. Mesa vibrante para compactar hormigón. https://www.eralki.com/maquinas/mesas-compactacion/
Por lo general, una mesa vibrante está compuesta por una superficie rígida, normalmente de acero u hormigón armado, montada sobre un marco de soporte (Figura 1). Tanto la mesa como el marco están aislados de la base mediante resortes de acero, juntas aislantes de neopreno u otros dispositivos similares. Este sistema de aislamiento evita la transmisión no deseada de vibraciones a la estructura de apoyo.
La mesa puede formar parte del molde, aunque lo más habitual es colocar el molde por separado sobre ella. En este caso, se recomienda fijar el molde a la mesa para mejorar la transmisión de las vibraciones y evitar desplazamientos, aunque existen diferentes opiniones al respecto. La vibración se transmite desde la mesa al molde y luego al hormigón, y es generada por un motor eléctrico. Estos motores accionan masas excéntricas que, al colocarse en pares y girar en direcciones opuestas, generan una vibración vertical armónica que neutraliza los componentes horizontales que podrían provocar giros no deseados en la mezcla.
El tablero de la mesa debe ser lo suficientemente rígido como para no vibrar. El tamaño de las mesas es muy variable, desde los 0,50 m × 0,50 m de la plataforma más pequeña hasta los 1,50 m × 6,00 m, con una capacidad máxima de carga de 10 toneladas. En las mesas pequeñas (de hasta 1,50 m de longitud) suele bastar con un vibrador, pero cuando las dimensiones son mayores, es necesario aumentar proporcionalmente el número de vibradores para garantizar una vibración uniforme en toda la superficie.
Normalmente, se prefiere una vibración de baja frecuencia (por debajo de 100 Hz) y alta amplitud (más de 0,13 mm), al menos para mezclas más rígidas. La efectividad de la vibración de la mesa depende en gran medida de la aceleración que transmite al hormigón. Se recomiendan aceleraciones entre 3 g y 10 g (es decir, entre 30 m/s² y 100 m/s²), siendo necesarios valores más altos para las mezclas más rígidas. Además, la amplitud no debe ser inferior a 0,025 mm para las mezclas plásticas ni a 0,050 mm para las mezclas más rígidas. En mezclas muy secas, como las utilizadas en la prefabricación, se recomiendan vibraciones de baja frecuencia y alta amplitud, ya que este régimen es más eficaz para asegurar una compactación adecuada.
Se trata de mesas formadas por un tablero rígido, generalmente de acero, que se sostiene de forma elástica sobre una base fija y adecuadamente aislada. La vibración se genera mediante generadores situados debajo del tablero. La rigidez estructural de la mesa es esencial para garantizar una transmisión uniforme de las vibraciones.
Estas mesas vibrantes se utilizan tanto en laboratorios como en la compactación de elementos prefabricados de hormigón. Por tanto, la amplitud y la frecuencia del vibrador deben ajustarse al tipo de hormigón utilizado. Es fundamental que la mesa sea completamente rígida para garantizar una transmisión uniforme de las vibraciones a toda la pieza.
Figura 2. Movimiento de las masas excéntricas.
Los vibradores, similares a los vibradores externos de encofrado, tienen dos masas excéntricas que giran en direcciones opuestas y generan fuerzas vibratorias perpendiculares a la mesa. Deben tener una amplitud elevada y una frecuencia baja, ya que los hormigones utilizados en la prefabricación suelen estar secos.
Al igual que los vibradores de encofrado, la fuerza centrífuga de estos vibradores puede estimarse en función del peso del hormigón y del molde mediante la siguiente fórmula:
donde:
PM: peso de la mesa (más el del molde, en caso de que este sea solidario a ella).
Pm: peso del molde (apoyado y fijado correctamente a la mesa).
Ph: peso del hormigón.
k: coeficiente variable que varía de 0,5 a 4 según la rigidez de la mesa.
Esta formulación permite adaptar la fuerza centrífuga a las condiciones reales de trabajo y ajustar la vibración a la rigidez y la masa del conjunto.
Cuando se vibren secciones de hormigón de diferentes tamaños, la mesa deberá tener una amplitud variable. La frecuencia variable es un beneficio adicional. Si la mesa tiene un elemento vibrante con solo un excéntrico, se genera un movimiento vibratorio circular que transmite una rotación no deseada al hormigón. Esto se puede evitar montando dos vibradores uno al lado del otro, de modo que sus ejes giren en direcciones opuestas. De este modo, se neutraliza la componente horizontal de la vibración y la mesa queda sujeta a un movimiento armónico simple en la dirección vertical. De esta manera, se pueden obtener amplitudes muy altas.
El vibrado en mesa vibrante puede combinarse con una presión aplicada sobre la superficie del hormigón, lo que da lugar al proceso conocido como vibroprensado. Este método se utiliza en la producción en serie de elementos de hormigón prefabricados y permite obtener piezas con mayor resistencia y densidad. Además, es eficaz para lograr una buena compactación en mezclas muy rígidas.
Según Tiktin (1998), se aconseja una relación γ/g de 5 para una consistencia húmeda y de 1 a 2 para una consistencia plástica a seca. Al aumentar el valor de la aceleración, se consigue una compactación más rápida. Esto confirma la necesidad de ajustar los parámetros de vibración según la consistencia del hormigón para evitar la segregación.
Os dejo algunos vídeos sobre mesas vibradoras.
Referencias:
ACI COMMITTEE 309R-96. Guide for Consolidation of Concrete (ACI 309). American Concrete Institute.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València.
Figura 1. Vibrador de aguja. https://www.kiloutou.com/es/c/vibrador-hormigon/
La vibración interna o por inmersión se realiza introduciendo en la masa de hormigón un elemento tubular, conocido como vibrador de aguja. Este dispositivo está compuesto por una cabeza cilíndrica metálica, resistente al desgaste y fácilmente intercambiable, que alberga en su interior el mecanismo vibratorio. Estos son los más utilizados en obras de carácter general. En la mayoría de las situaciones, los vibradores internos requieren el efecto refrigerante del hormigón para prevenir el sobrecalentamiento, es decir, el hormigón actúa como un refrigerante.
La vibración por inmersión es una forma de compactación eficiente, ya que el vibrador está en contacto directo con el hormigón. Esto permite que el vibrador actúe y cambie de posición según sea necesario, adaptándose al tipo de hormigón. Presentan la ventaja de ser sencillos de manejar y transportar de un lugar a otro. Su efecto se restringe a una masa contenida en un tronco de cono, con un diámetro mayor en la superficie que en el fondo, debido a la mayor viscosidad del hormigón en las capas inferiores. Esta situación requiere insertar el vibrador en distintos puntos para que las zonas de acción se superpongan entre sí. Por lo general, la separación entre los pinchazos, en centímetros, es equivalente al tamaño de la aguja en milímetros. La distancia entre los puntos de inmersión también depende de la consistencia del hormigón, de la forma y el tamaño de la pieza, y del tipo específico de vibrador. Además, el radio de acción de un vibrador interno es significativamente menor en el hormigón armado que en el hormigón en masa. Esta reducción puede alcanzar hasta un 50 %.
Los vibradores internos utilizados actualmente son de tipo rotativo. Los impulsos vibratorios se generan desde la cabeza del vibrador en ángulo recto. Este tipo de maquinaria suele funcionar a altas frecuencias (entre 200 Hz y 300 Hz) para producir vibraciones intensas y con un radio de acción suficiente gracias a su peso reducido. Con el paso del tiempo, se ha tendido a emplear vibradores de aguja de diámetros más pequeños y con una frecuencia de vibración mayor para lograr una mayor eficacia. Este cambio también se debe a la demanda de herramientas ligeras y a la construcción de obras con secciones delgadas y armaduras cada vez más densas.
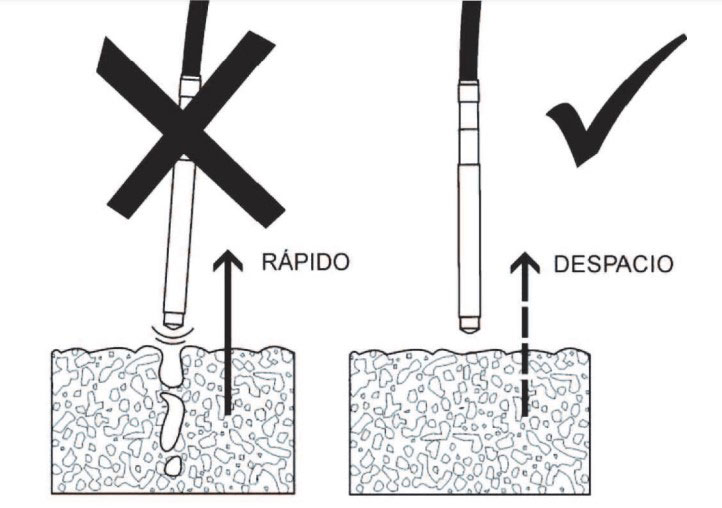
Figura 2. Retirar el vibrador lentamente. https://diariodecolima.com/noticias/detalle/2022-08-30-vibrado-de-concreto-cmo-contribuye-a-la-resistencia-de-una-obra
En cuanto al proceso, el vibrador interno se introduce verticalmente en el hormigón de forma rápida, pero no debe permanecer en funcionamiento durante un periodo prolongado para prevenir segregaciones o exudaciones, especialmente en hormigones fluidos. Debe continuarse la vibración hasta que las burbujas de aire grandes aparezcan esporádicamente y comience a formarse una capa muy delgada de mezcla fina. Los tiempos habituales de vibrado son de 10 a 15 segundos, al final de los cuales el vibrador debe retirarse lentamente. Los tiempos de excesivo duración pueden causar segregación, especialmente si el hormigón no está muy seco. Prolongar el tiempo de vibración para eliminar todo el aire más allá de lo necesario no es práctico y, en hormigones mal dosificados, puede causar efectos nocivos como la disgregación del material. No obstante, es importante tener en cuenta que un exceso de vibración es menos perjudicial que una vibración insuficiente. La extracción debe ser lenta para que el orificio que se forma se rellene con hormigón y mortero. Es preferible vibrar menos tiempo en muchos puntos, en vez de mucho tiempo en pocos puntos. La Tabla 1 incluye valores orientativos de amplitud y frecuencia, así como el radio de acción y la velocidad de vertido recomendados para diferentes calibres.
Tabla 1. Valores característicos de vibradores de inmersión
Ø vibrador (mm)
Frecuencia (Hz)
Amplitud (mm)
Radio de acción (cm)
Velocidad de vertido (m3/h)
20 – 40
170 – 250
0,4 – 0,8
8 – 15
0,8 -4
30 – 60
150 – 225
0,5 – 1,0
13 – 25
2,5 – 8
50 – 90
130 – 200
0,6 – 1,3
18 – 35
4,5 – 15
80 – 150
120 – 180
0,8 – 1,5
30 – 50
11- 30
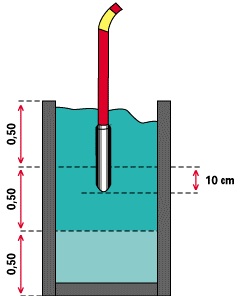
En general, se considera que la capa de hormigón debe tener una altura inferior a la longitud de la aguja del vibrador para revibrar la capa inferior al mismo tiempo que se vibra la superior; no obstante, esto puede resultar complicado de lograr. Al compactar en profundidad las sucesivas capas de hormigón, el vibrador debe introducirse entre 10 y 15 cm en la capa anterior para asegurar la unión entre ellas (Figura 3).
Figura 3. 10 cm de penetración del vibrador en la capa inferior del hormigón. https://www.vibrafrance.fr/es/content/6-conseils-techniques
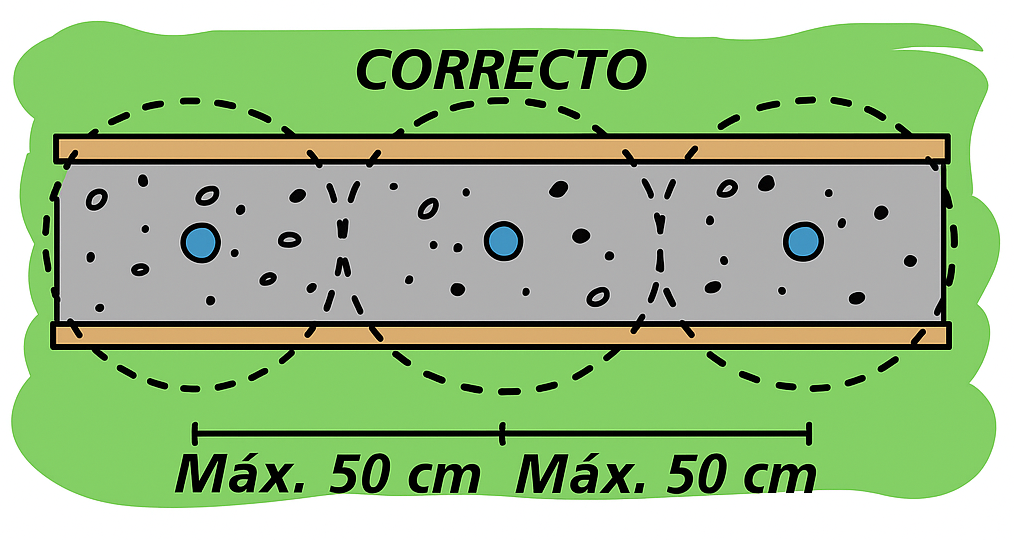
Las diferentes inserciones deben situarse aproximadamente a la vez y media del radio de acción del vibrador interno para generar solapamientos. Como regla práctica, puede decirse que la distancia entre los puntos de inmersión debería ser de 8 a 10 veces el diámetro de la aguja. Normalmente, no debe exceder los 50 cm entre los puntos de inserción (Figura 4).
Figura 4. Empleo del vibrador interno.
Durante la vibración, se debe evitar que el vibrador toque el encofrado. Se debería mantener una distancia de unos 10 cm entre el vibrador y las caras verticales de los encofrados para evitar la formación de burbujas superficiales. En cuanto a las armaduras, aunque la norma tradicional recomienda no tocarlas, puede ser beneficioso vibrarlas para lograr una mayor adherencia y una densidad más alta del hormigón en las zonas con mayor concentración de barras. Tampoco se debe distribuir el hormigón con el vibrador de aguja.
El campo de actuación óptimo de estos aparatos se encuentra en relaciones agua/cemento entre 0,4 y 0,6. Con valores inferiores, el hormigón se vuelve muy rígido y, con valores superiores, muy fluido, lo que puede provocar problemas de exudación.
Una vibración inadecuada puede provocar distintos defectos en el hormigón:
Panal de abeja: Se forman bolsas de áridos sin mortero cuando la vibración es incompleta y no sistemática.
Estratos de hormigonado o vetas entre tongadas: Aparecen cuando no se realiza el revibrado y la fusión con la capa anterior, es decir, no se ha llevado a cabo el cosido de capas.
Vetas o regueros de arena en la superficie: Se deben a una mala dosificación del hormigón y a fugas en los encofrados, que permiten la pérdida de lechada por una vibración excesiva.
Aire ocluido no expulsado: Se manifiesta como huecos de aire en la superficie causados por burbujas de aire que no pudieron salir debido a un tiempo insuficiente de vibrado. Los encofrados de madera permiten liberar las burbujas de aire y lograr una mejor apariencia superficial que los encofrados metálicos.
Fugas en los encofrados y en las superficies bombeadas: Se producen por un vibrado excesivo o por encofrados que no son estancos y resistentes a la vibración.
Desde la perspectiva del tipo de energía, existen tres tipos de vibradores internos: eléctricos, hidráulicos (especialmente utilizados en carreteras y presas) y de aire comprimido.
Las agujas eléctricas funcionan a 200 Hz y están diseñadas para vibrar el hormigón en obras de construcción e ingeniería civil. Los vibradores con motor eléctrico integrado en la cabeza han ganado popularidad en los últimos años. Al tener el motor ubicado en la cabeza del vibrador, no se necesitan motores ni flechas separados. Desde la cabeza, sale un cable eléctrico resistente que también sirve como mango. Estos vibradores suelen tener un diámetro mínimo de 50 mm. Este tipo de vibradores está disponible en dos diseños. Uno de ellos utiliza un motor universal y el otro un motor trifásico de 180 Hz (alta frecuencia). En este último caso, la energía generalmente proviene de un motor de gasolina portátil; sin embargo, también puede utilizarse corriente comercial pasada a través de un convertidor de frecuencia. El diseño con motor de inducción experimenta una ligera disminución de la velocidad al sumergirse en el hormigón. Esto permite que pueda rotar con un peso excéntrico mayor y desarrollar una fuerza centrífuga más alta que la que producen los modelos con motores eléctricos en la cabeza de un diámetro similar. En algunos países, se utilizan motores para vibradores de 150 o 200 Hz.
Los vibradores neumáticos suelen tener el motor neumático típico ubicado en la cabeza del vibrador. El diseño más común emplea aspas que sostienen el motor y los elementos excéntricos sobre apoyos. Sin embargo, existen modelos sin apoyos que requieren menos mantenimiento, así como algunos con flecha flexible que sitúan el motor neumático fuera de la cabeza. El uso de vibradores neumáticos presenta ventajas cuando el acceso al aire comprimido es fácil. La frecuencia de vibración depende en gran medida de la presión del aire, que debe mantenerse siempre dentro de los niveles recomendados por el fabricante. En ocasiones, puede resultar conveniente ajustar la presión del aire para obtener una frecuencia distinta. Las agujas neumáticas, aunque presentan características similares a las eléctricas, incluyen modelos que alcanzan 320 Hz y diámetros de hasta 140 mm.
Los vibradores que funcionan con un motor hidráulico se utilizan ampliamente en las máquinas de pavimentación. Estos vibradores están conectados al sistema hidráulico de la pavimentadora mediante mangueras de alta presión. La frecuencia de vibración puede ajustarse regulando el flujo del fluido hidráulico que circula por el vibrador. La eficacia del vibrador depende tanto de la presión como del flujo del fluido hidráulico. Por lo tanto, es crucial realizar revisiones periódicas del sistema hidráulico para garantizar su correcto funcionamiento.
Os dejo algunos vídeos que, espero, sean de vuestro interés.
Os dejo esta presentación con consejos interesantes sobre el vibrado interno del hormigón.
Roermond, the Netherlands, – August 08, 2019. Construction of a new highway tunnel in the center of the city.
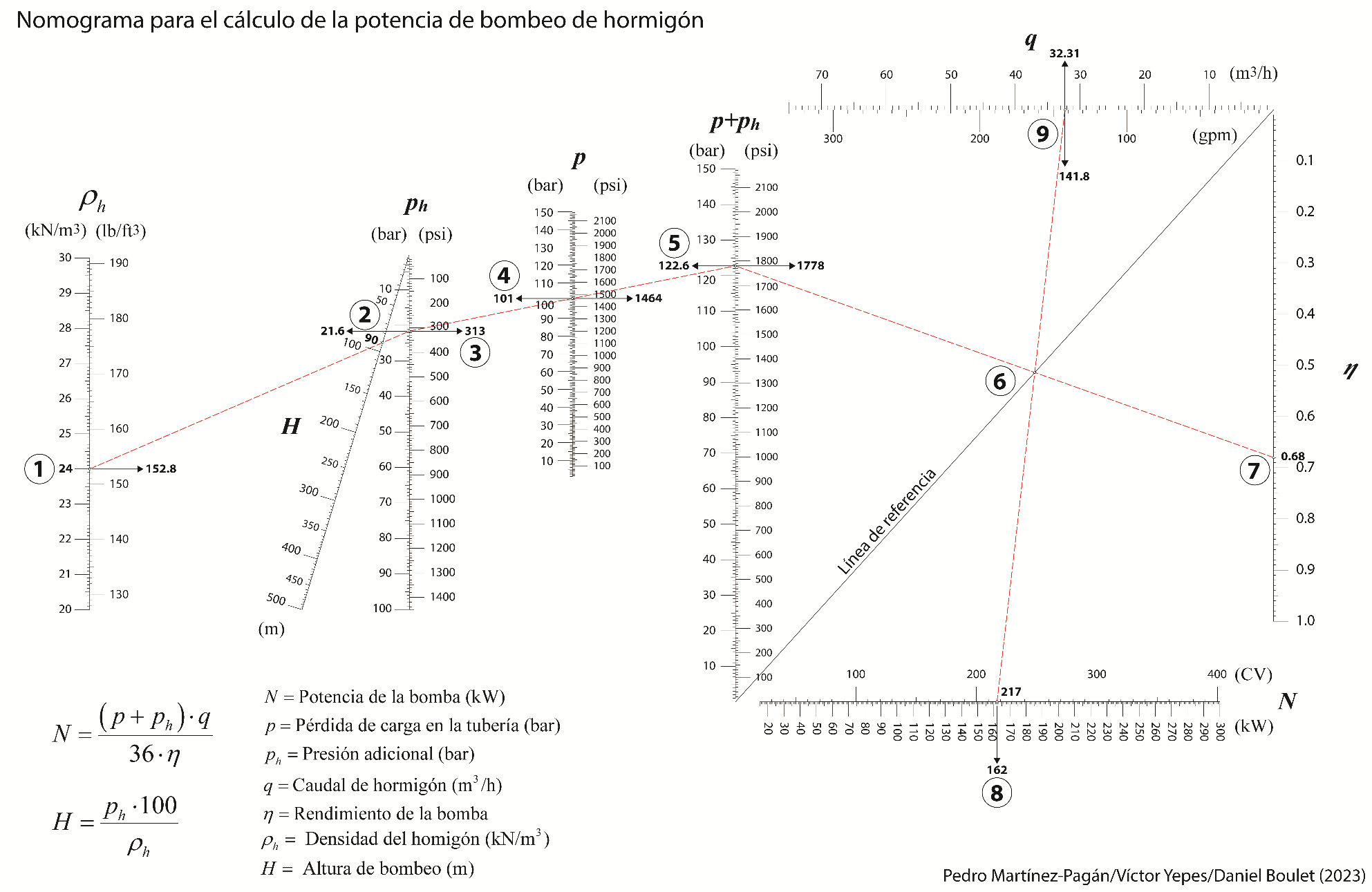
En un artículo anterior explicamos cómo se podía calcular la presión y la potencia para el bombeo del hormigón. Aquí vamos a presentar un par de nomogramas que hemos desarrollado junto a los profesores Pedro Martínez Pagán y Daniel Boulet. Además, se incluye la resolución completa de un problema utilizando estos nomogramas.
Para los que estéis interesados en ampliar conocimientos, os recomiendo un libro de 300 problemas resueltos de Maquinaria y Procedimientos de Construcción. El libro ofrece una completa colección de 300 problemas resueltos, abarcando aspectos relacionados con la maquinaria, medios auxiliares y procedimientos de construcción. Su contenido se enfoca en la mecanización de las obras, costos, disponibilidad, fiabilidad y mantenimiento de equipos, estudio del trabajo, producción de maquinaria, sondeos y perforaciones, técnicas de mejora del terreno, control y abatimiento del nivel freático, movimiento de tierras, equipos de dragado, explosivos y voladuras, excavación de túneles, instalaciones de tratamiento de áridos, compactación de suelos, ejecución de firmes, maquinaria auxiliar como bombas, compresores o ventiladores, cables y equipos de elevación, cimentaciones y vaciados, encofrados y cimbras, fabricación y puesta en obra del hormigón, organización y planificación de obras. Es un libro, por tanto, muy enfocado a los ámbitos de la ingeniería de la construcción, tanto en el ámbito de la edificación, de la minería o de la ingeniería civil. Además, se incluyen 26 nomogramas originales y 19 apéndices para apoyar tanto a estudiantes de ingeniería o arquitectura, como a profesionales que enfrentan desafíos similares en su práctica diaria en obra o proyecto. La colección se complementa con un listado de referencias bibliográficas que respaldan los aspectos teóricos y prácticos abordados en los problemas. Estos problemas son similares a los tratados durante las clases de resolución de casos prácticos en la asignatura de Procedimientos de Construcción del Grado en Ingeniería Civil de la Universitat Politècnica de València (España). Por tanto, el libro resulta adecuado tanto para estudiantes de grado como para cursos de máster relacionados con la ingeniería civil, la edificación y las obras públicas.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014).Fabricación, transporte y colocación del hormigón.Apuntes de la Universitat Politècnica de València.
RODRÍGUEZ-LÓPEZ, A.J. (2015). Determinación automática de la eficiencia volumétrica y otros parámetros de operación de bombas alternativas de hormigón mediante análisis de los pulsos de presión en su salida. Tesis doctoral. Universidad Politécnica de Madrid.
Figura 1. Bombeo de hormigón. https://www.balcellsintegralservice.com/bombeo-hormigon-barcelona-autobomba-sobre-camion.html
El bombeo del hormigón depende de la capacidad del equipo utilizado, del control y la homogeneidad de todos los ingredientes de la mezcla, de la dosificación y el mezclado, así como de los conocimientos y la experiencia del personal involucrado. La selección de equipos para el bombeo en condiciones óptimas depende de diversos factores específicos de cada obra. Para obtener información más detallada y concreta, se puede consultar la documentación técnica proporcionada por los fabricantes de bombas y las referencias bibliográficas disponibles. Se recomienda ponerse en contacto con el fabricante para determinar el tipo de bomba adecuado, pues los precios de alquiler aumentan en función de la capacidad del equipo. Es importante buscar una solución que sea razonable y eficiente.
Para que una operación de bombeo sea satisfactoria, es necesario un suministro constante de hormigón con las características adecuadas. Al igual que el hormigón convencional, requiere un buen control de calidad, una distribución homogénea de áridos, una granulometría adecuada y materiales dosificados y mezclados de manera uniforme. A continuación, se ofrecen algunas pautas generales sobre el proceso de bombeo de hormigón.
El proceso de colocación de hormigón por bombeo se basa en la bomba, la tubería y, en su caso, el sistema de distribución a la salida. La bomba debe estar diseñada para aspirar y empujar el volumen de hormigón requerido a través de la tubería hasta el punto de colocación. El tamaño máximo del árido viene determinado por los diámetros de los orificios de aspiración y de los cilindros de bombeo. Se recomienda que el diámetro del canal de aspiración sea al menos tres veces mayor que el tamaño máximo del árido.
Figura 2. Bomba de hormigón. https://ittcanarias.com/bombas-de-hormigon-putzmeister/
El tamaño máximo del árido grueso de forma angular se limita a un tercio del diámetro interior más pequeño de la tubería y, en el caso de áridos bien redondeados, debe ser inferior a dos quintos de este diámetro. El tamaño máximo del árido (TMA) influye significativamente en el volumen o cantidad de árido que puede utilizarse de manera eficiente. La cantidad de árido grueso debe reducirse considerablemente a medida que disminuye el TMA, pues la mayor superficie del árido de menor diámetro requiere más pasta para cubrir todas las superficies, lo que reduce la cantidad de pasta disponible para lubricar la línea de la tubería. Los áridos finos o arenas juegan un papel mucho más importante en la proporción de las mezclas bombeables que los áridos gruesos. Junto con el cemento y el agua, proporcionan el mortero que conduce en suspensión los sólidos o áridos gruesos, permitiendo así que una mezcla sea bombeable.
El uso de una autobomba suele estar limitado por una longitud máxima equivalente (L), calculada con la fórmula L = H + 3·V + 10·C₁ + 5·C₂, donde L debe ser menor o igual a 350 mm. En esta fórmula, H representa la distancia horizontal, V el desnivel vertical, C₁ el número de codos a 90º y C₂ el número de codos a 135º.
En el proceso de impulsión del hormigón, el parámetro principal es la máxima presión que puede generar la bomba. Generalmente, las autobombas utilizan una tubería corta que coincide con la longitud de la pluma de distribución, lo que implica que requieren una presión de bombeo menor en comparación con las bombas estacionarias. Estas últimas pueden bombear a distancias mayores con rendimientos similares. Por ejemplo, una presión de 7 MPa puede ser suficiente para las autobombas, incluso en casos de grandes caudales. Sin embargo, las bombas estacionarias necesitan alcanzar presiones de hasta 20 MPa para distancias horizontales de 1000 m o verticales de 500 m, lo que ilustra la diferencia en los requerimientos de presión entre ambos tipos de bombas.
La presión requerida para el bombeo varía en función de diversos factores, como la longitud, el diámetro y la cantidad de codos en la tubería, el caudal, la consistencia del hormigón y la altura. Los fabricantes de los equipos suelen proporcionar nomogramas que permiten estimar la presión necesaria para un caudal específico. En este enlace tenéis cómo realizar el cálculo de la presión y del caudal de bombeo.
Figura 3. Nomograma presión hormigón-rendimiento. Fuente: Bombas de hormigón estacionarias, Putzmeister
Durante el proceso de bombeo, el hormigón se transporta a través de tuberías metálicas de diversos espesores, diámetros, longitudes y sistemas de acoplamiento. Los diámetros de estas tuberías suelen oscilar entre 80 mm y 150 mm, con espesores habituales de entre 4 mm y 7 mm. La selección de estas variables está directamente relacionada con la presión de bombeo. Además, las longitudes típicas de los tramos individuales de tubería varían entre 1 m y 3 m.
La definición de los distintos aspectos geométricos de la tubería, junto con las características de su diseño en planta y alzado, es crítica para el proceso de bombeo. Además, el sentido del bombeo, ya sea ascendente o descendente, también es fundamental. Los sistemas de acoplamiento entre tramos individuales de tubería dependen de estas características geométricas del diseño.
Se recomienda ubicar la bomba lo más cerca posible de la zona de colocación del hormigón, utilizando una manguera flexible o un dispositivo articulado. En caso de emplear una tubería fija, se aconseja iniciar el hormigonado desde el punto más alejado de la bomba. Esto permite lubricar toda la tubería al principio y luego ir desmontando secciones de tubo y conectar la manguera de descarga en la parte final. Para este procedimiento, es necesario limpiar la tubería del hormigón utilizando agua o aire a presión.
Al poner en marcha los trabajos, se recomienda lubricar el interior de la tubería con una mezcla de mortero de cemento y arena. Una proporción de una parte de cemento por dos partes de arena es suficiente para lograr una consistencia fluida. Este mortero no solo lubrica la tubería, sino que también rellena posibles cavidades en las juntas del empalme. Aunque el método de lubricación con agua seguida por el paso de hormigón puede funcionar con dosificaciones especialmente diseñadas para el bombeo, existe el riesgo de obstrucciones en la tubería. En función de la naturaleza del material utilizado para la lubricación, este podrá emplearse o no en la colocación. Una vez que el flujo de hormigón comience a través de la tubería, la lubricación se mantendrá mientras el bombeo continúe con un diseño de mezcla adecuado y consistente.
Un problema habitual en el proceso de bombeo es la obstrucción del hormigón en la tubería. Por lo general, el operador de la bomba detecta la obstrucción al observar un aumento de la presión indicada. Los bloqueos pueden resolverse mediante ciclos que alteran la dirección de la presión, especialmente eficaces en conductos verticales. Sin embargo, este procedimiento no debe repetirse más de tres o cuatro veces. Si el bombeo no vuelve a la normalidad, es crucial identificar y eliminar la obstrucción en el punto donde se produjo.
Los atascos suelen ocurrir en el reductor a la salida de las válvulas y pueden detectarse cuando el manómetro registra una subida rápida de la presión. Cuando esto ocurre, es necesario desmontar y limpiar el reductor. No se debe forzar nunca la bomba y, si es preciso, se debe desmontar el tramo de conducción afectado. Si la presión no experimenta un aumento tan repentino, la obstrucción puede estar en el codo, el reductor o la manguera de descarga. Al observar la tubería e invertir la presión, se puede identificar la ubicación del atasco por las vibraciones que se producen. Normalmente, estos tapones no superan los 30 cm de longitud y se pueden desatascar desmontando un tramo de tubería.
Tabla 1. Localización de la obstrucción de una bomba
Subida de presión
Localización de la obstrucción
Brusca
Bomba o principio de la tubería
Lenta
Más alejado de la zona anterior (en la propia tubería)
Los conductos deben limpiarse al finalizar el trabajo o si hay una interrupción importante. El tiempo de espera no debe exceder media hora en climas cálidos y 1 hora en condiciones normales. La limpieza puede realizarse drenando el hormigón con agua o aire y, a continuación, bombeando una esponja húmeda en dirección opuesta para crear un vacío. Para limpiar las tuberías, existen dispositivos de limpieza de diversas rigideces que deben utilizarse con cuidado para evitar accidentes.
Al realizar un pedido de hormigón preparado a un proveedor y solicitar que sea bombeado, se debe proporcionar la siguiente información, además de la resistencia característica o la consistencia: especificar que el hormigón debe ser apto para el bombeo y las condiciones de especificación en la puesta en obra. También se debe informar sobre la cantidad y el caudal a bombear, la distancia en horizontal y vertical, el tiempo de funcionamiento de la bomba y los posibles tiempos de espera. Además, es importante indicar si se dispondrá de personal para ayudar en las operaciones de lubricación y limpieza de las tuberías.
Aquí tenéis algún vídeo ilustrativo del bombeo del hormigón.
https://www.youtube.com/watch?v=_VGtI5yHnx8https://www.youtube.com/watch?v=P3TLyBiuzcM
Os dejo un catálogo de bombas de hormigón estacionarias de la marca Liebherr, por si os resulta de interés.
AA. VV. (2002). Hormigones de ejecución especial (seis tipos). Colegio de Ingenieros de Caminos, Madrid, 114 pp.
ACI COMMITTEE 304. Placing Concrete by Pumping Methods (ACI 304.2R-17). American Concrete Institute.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014).Fabricación, transporte y colocación del hormigón.Apuntes de la Universitat Politècnica de València.
RODRÍGUEZ-LÓPEZ, A.J. (2015). Determinación automática de la eficiencia volumétrica y otros parámetros de operación de bombas alternativas de hormigón mediante análisis de los pulsos de presión en su salida. Tesis doctoral. Universidad Politécnica de Madrid.