Roermond, the Netherlands, – August 08, 2019. Construction of a new highway tunnel in the center of the city.
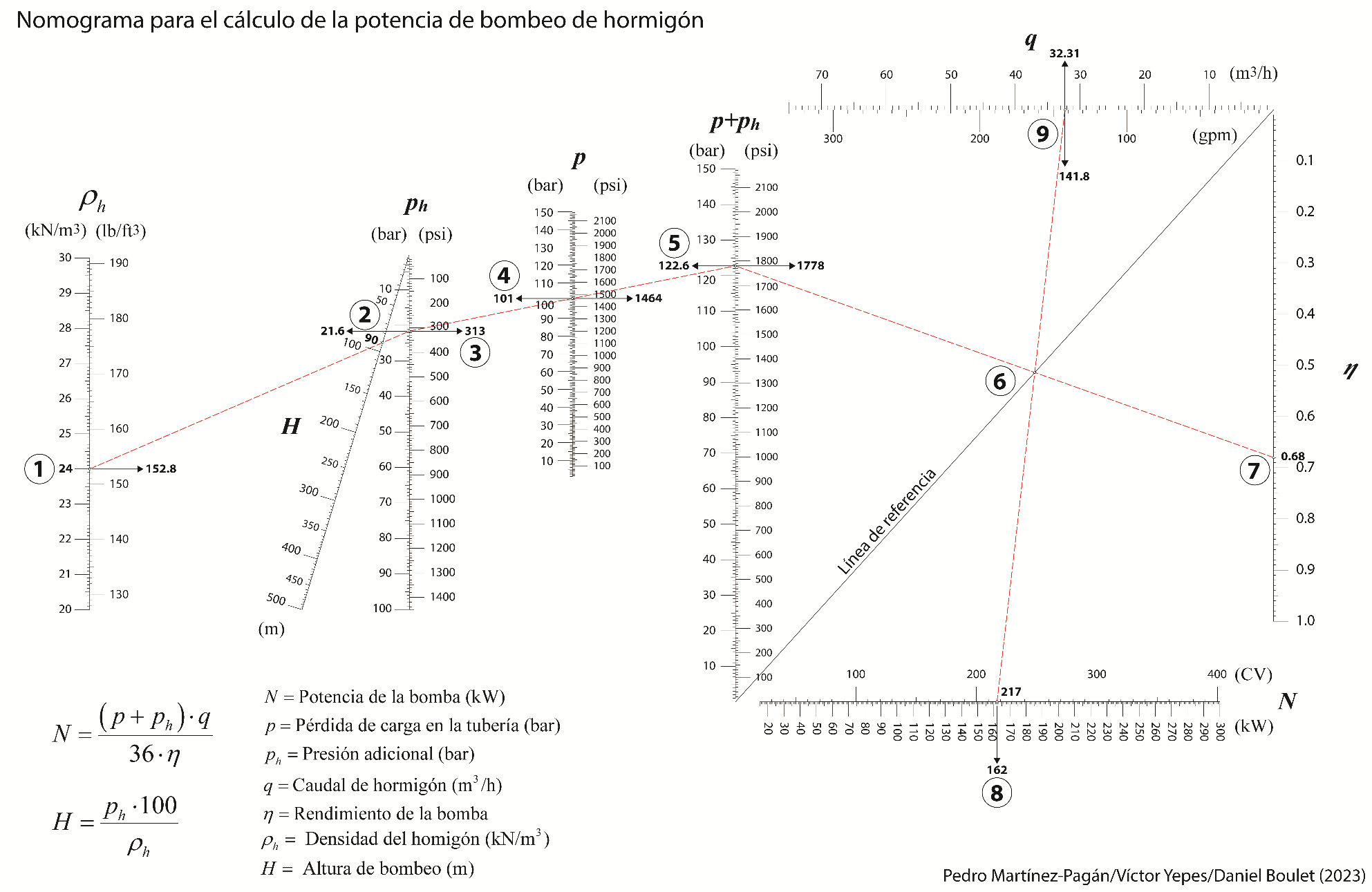
En un artículo anterior explicamos cómo se podía calcular la presión y la potencia para el bombeo del hormigón. Aquí vamos a presentar un par de nomogramas que hemos desarrollado junto a los profesores Pedro Martínez Pagán y Daniel Boulet. Además, se incluye la resolución completa de un problema utilizando estos nomogramas.
Para los que estéis interesados en ampliar conocimientos, os recomiendo un libro de 300 problemas resueltos de Maquinaria y Procedimientos de Construcción. El libro ofrece una completa colección de 300 problemas resueltos, abarcando aspectos relacionados con la maquinaria, medios auxiliares y procedimientos de construcción. Su contenido se enfoca en la mecanización de las obras, costos, disponibilidad, fiabilidad y mantenimiento de equipos, estudio del trabajo, producción de maquinaria, sondeos y perforaciones, técnicas de mejora del terreno, control y abatimiento del nivel freático, movimiento de tierras, equipos de dragado, explosivos y voladuras, excavación de túneles, instalaciones de tratamiento de áridos, compactación de suelos, ejecución de firmes, maquinaria auxiliar como bombas, compresores o ventiladores, cables y equipos de elevación, cimentaciones y vaciados, encofrados y cimbras, fabricación y puesta en obra del hormigón, organización y planificación de obras. Es un libro, por tanto, muy enfocado a los ámbitos de la ingeniería de la construcción, tanto en el ámbito de la edificación, de la minería o de la ingeniería civil. Además, se incluyen 26 nomogramas originales y 19 apéndices para apoyar tanto a estudiantes de ingeniería o arquitectura, como a profesionales que enfrentan desafíos similares en su práctica diaria en obra o proyecto. La colección se complementa con un listado de referencias bibliográficas que respaldan los aspectos teóricos y prácticos abordados en los problemas. Estos problemas son similares a los tratados durante las clases de resolución de casos prácticos en la asignatura de Procedimientos de Construcción del Grado en Ingeniería Civil de la Universitat Politècnica de València (España). Por tanto, el libro resulta adecuado tanto para estudiantes de grado como para cursos de máster relacionados con la ingeniería civil, la edificación y las obras públicas.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014).Fabricación, transporte y colocación del hormigón.Apuntes de la Universitat Politècnica de València.
RODRÍGUEZ-LÓPEZ, A.J. (2015). Determinación automática de la eficiencia volumétrica y otros parámetros de operación de bombas alternativas de hormigón mediante análisis de los pulsos de presión en su salida. Tesis doctoral. Universidad Politécnica de Madrid.
Figura 1. Bombeo de hormigón. https://www.balcellsintegralservice.com/bombeo-hormigon-barcelona-autobomba-sobre-camion.html
El bombeo del hormigón depende de la capacidad del equipo utilizado, del control y la homogeneidad de todos los ingredientes de la mezcla, de la dosificación y el mezclado, así como de los conocimientos y la experiencia del personal involucrado. La selección de equipos para el bombeo en condiciones óptimas depende de diversos factores específicos de cada obra. Para obtener información más detallada y concreta, se puede consultar la documentación técnica proporcionada por los fabricantes de bombas y las referencias bibliográficas disponibles. Se recomienda ponerse en contacto con el fabricante para determinar el tipo de bomba adecuado, pues los precios de alquiler aumentan en función de la capacidad del equipo. Es importante buscar una solución que sea razonable y eficiente.
Para que una operación de bombeo sea satisfactoria, es necesario un suministro constante de hormigón con las características adecuadas. Al igual que el hormigón convencional, requiere un buen control de calidad, una distribución homogénea de áridos, una granulometría adecuada y materiales dosificados y mezclados de manera uniforme. A continuación, se ofrecen algunas pautas generales sobre el proceso de bombeo de hormigón.
El proceso de colocación de hormigón por bombeo se basa en la bomba, la tubería y, en su caso, el sistema de distribución a la salida. La bomba debe estar diseñada para aspirar y empujar el volumen de hormigón requerido a través de la tubería hasta el punto de colocación. El tamaño máximo del árido viene determinado por los diámetros de los orificios de aspiración y de los cilindros de bombeo. Se recomienda que el diámetro del canal de aspiración sea al menos tres veces mayor que el tamaño máximo del árido.
Figura 2. Bomba de hormigón. https://ittcanarias.com/bombas-de-hormigon-putzmeister/
El tamaño máximo del árido grueso de forma angular se limita a un tercio del diámetro interior más pequeño de la tubería y, en el caso de áridos bien redondeados, debe ser inferior a dos quintos de este diámetro. El tamaño máximo del árido (TMA) influye significativamente en el volumen o cantidad de árido que puede utilizarse de manera eficiente. La cantidad de árido grueso debe reducirse considerablemente a medida que disminuye el TMA, pues la mayor superficie del árido de menor diámetro requiere más pasta para cubrir todas las superficies, lo que reduce la cantidad de pasta disponible para lubricar la línea de la tubería. Los áridos finos o arenas juegan un papel mucho más importante en la proporción de las mezclas bombeables que los áridos gruesos. Junto con el cemento y el agua, proporcionan el mortero que conduce en suspensión los sólidos o áridos gruesos, permitiendo así que una mezcla sea bombeable.
El uso de una autobomba suele estar limitado por una longitud máxima equivalente (L), calculada con la fórmula L = H + 3·V + 10·C₁ + 5·C₂, donde L debe ser menor o igual a 350 mm. En esta fórmula, H representa la distancia horizontal, V el desnivel vertical, C₁ el número de codos a 90º y C₂ el número de codos a 135º.
En el proceso de impulsión del hormigón, el parámetro principal es la máxima presión que puede generar la bomba. Generalmente, las autobombas utilizan una tubería corta que coincide con la longitud de la pluma de distribución, lo que implica que requieren una presión de bombeo menor en comparación con las bombas estacionarias. Estas últimas pueden bombear a distancias mayores con rendimientos similares. Por ejemplo, una presión de 7 MPa puede ser suficiente para las autobombas, incluso en casos de grandes caudales. Sin embargo, las bombas estacionarias necesitan alcanzar presiones de hasta 20 MPa para distancias horizontales de 1000 m o verticales de 500 m, lo que ilustra la diferencia en los requerimientos de presión entre ambos tipos de bombas.
La presión requerida para el bombeo varía en función de diversos factores, como la longitud, el diámetro y la cantidad de codos en la tubería, el caudal, la consistencia del hormigón y la altura. Los fabricantes de los equipos suelen proporcionar nomogramas que permiten estimar la presión necesaria para un caudal específico. En este enlace tenéis cómo realizar el cálculo de la presión y del caudal de bombeo.
Figura 3. Nomograma presión hormigón-rendimiento. Fuente: Bombas de hormigón estacionarias, Putzmeister
Durante el proceso de bombeo, el hormigón se transporta a través de tuberías metálicas de diversos espesores, diámetros, longitudes y sistemas de acoplamiento. Los diámetros de estas tuberías suelen oscilar entre 80 mm y 150 mm, con espesores habituales de entre 4 mm y 7 mm. La selección de estas variables está directamente relacionada con la presión de bombeo. Además, las longitudes típicas de los tramos individuales de tubería varían entre 1 m y 3 m.
La definición de los distintos aspectos geométricos de la tubería, junto con las características de su diseño en planta y alzado, es crítica para el proceso de bombeo. Además, el sentido del bombeo, ya sea ascendente o descendente, también es fundamental. Los sistemas de acoplamiento entre tramos individuales de tubería dependen de estas características geométricas del diseño.
Se recomienda ubicar la bomba lo más cerca posible de la zona de colocación del hormigón, utilizando una manguera flexible o un dispositivo articulado. En caso de emplear una tubería fija, se aconseja iniciar el hormigonado desde el punto más alejado de la bomba. Esto permite lubricar toda la tubería al principio y luego ir desmontando secciones de tubo y conectar la manguera de descarga en la parte final. Para este procedimiento, es necesario limpiar la tubería del hormigón utilizando agua o aire a presión.
Al poner en marcha los trabajos, se recomienda lubricar el interior de la tubería con una mezcla de mortero de cemento y arena. Una proporción de una parte de cemento por dos partes de arena es suficiente para lograr una consistencia fluida. Este mortero no solo lubrica la tubería, sino que también rellena posibles cavidades en las juntas del empalme. Aunque el método de lubricación con agua seguida por el paso de hormigón puede funcionar con dosificaciones especialmente diseñadas para el bombeo, existe el riesgo de obstrucciones en la tubería. En función de la naturaleza del material utilizado para la lubricación, este podrá emplearse o no en la colocación. Una vez que el flujo de hormigón comience a través de la tubería, la lubricación se mantendrá mientras el bombeo continúe con un diseño de mezcla adecuado y consistente.
Un problema habitual en el proceso de bombeo es la obstrucción del hormigón en la tubería. Por lo general, el operador de la bomba detecta la obstrucción al observar un aumento de la presión indicada. Los bloqueos pueden resolverse mediante ciclos que alteran la dirección de la presión, especialmente eficaces en conductos verticales. Sin embargo, este procedimiento no debe repetirse más de tres o cuatro veces. Si el bombeo no vuelve a la normalidad, es crucial identificar y eliminar la obstrucción en el punto donde se produjo.
Los atascos suelen ocurrir en el reductor a la salida de las válvulas y pueden detectarse cuando el manómetro registra una subida rápida de la presión. Cuando esto ocurre, es necesario desmontar y limpiar el reductor. No se debe forzar nunca la bomba y, si es preciso, se debe desmontar el tramo de conducción afectado. Si la presión no experimenta un aumento tan repentino, la obstrucción puede estar en el codo, el reductor o la manguera de descarga. Al observar la tubería e invertir la presión, se puede identificar la ubicación del atasco por las vibraciones que se producen. Normalmente, estos tapones no superan los 30 cm de longitud y se pueden desatascar desmontando un tramo de tubería.
Tabla 1. Localización de la obstrucción de una bomba
Subida de presión
Localización de la obstrucción
Brusca
Bomba o principio de la tubería
Lenta
Más alejado de la zona anterior (en la propia tubería)
Los conductos deben limpiarse al finalizar el trabajo o si hay una interrupción importante. El tiempo de espera no debe exceder media hora en climas cálidos y 1 hora en condiciones normales. La limpieza puede realizarse drenando el hormigón con agua o aire y, a continuación, bombeando una esponja húmeda en dirección opuesta para crear un vacío. Para limpiar las tuberías, existen dispositivos de limpieza de diversas rigideces que deben utilizarse con cuidado para evitar accidentes.
Al realizar un pedido de hormigón preparado a un proveedor y solicitar que sea bombeado, se debe proporcionar la siguiente información, además de la resistencia característica o la consistencia: especificar que el hormigón debe ser apto para el bombeo y las condiciones de especificación en la puesta en obra. También se debe informar sobre la cantidad y el caudal a bombear, la distancia en horizontal y vertical, el tiempo de funcionamiento de la bomba y los posibles tiempos de espera. Además, es importante indicar si se dispondrá de personal para ayudar en las operaciones de lubricación y limpieza de las tuberías.
Aquí tenéis algún vídeo ilustrativo del bombeo del hormigón.
https://www.youtube.com/watch?v=_VGtI5yHnx8https://www.youtube.com/watch?v=P3TLyBiuzcM
Os dejo un catálogo de bombas de hormigón estacionarias de la marca Liebherr, por si os resulta de interés.
AA. VV. (2002). Hormigones de ejecución especial (seis tipos). Colegio de Ingenieros de Caminos, Madrid, 114 pp.
ACI COMMITTEE 304. Placing Concrete by Pumping Methods (ACI 304.2R-17). American Concrete Institute.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014).Fabricación, transporte y colocación del hormigón.Apuntes de la Universitat Politècnica de València.
RODRÍGUEZ-LÓPEZ, A.J. (2015). Determinación automática de la eficiencia volumétrica y otros parámetros de operación de bombas alternativas de hormigón mediante análisis de los pulsos de presión en su salida. Tesis doctoral. Universidad Politécnica de Madrid.
Figura 1. Transporte del hormigón en tiempo frío. https://betoniatecnico.blog/2024/04/08/influencia-de-la-climatologia-las-condiciones-ambientales-del-entorno-y-la-temperatura-de-los-materiales-en-la-realizacion-de-pavimentos-de-hormigon-concreto/
El transporte del hormigón en tiempo frío debe realizarse con mayor cuidado para evitar interrupciones y retrasos en su puesta en obra. El calor generado en el interior de la cuba, si se trata de una amasadora, por el rozamiento del hormigón con las paredes y las palas, evita que el agua de amasado se congele, siempre y cuando el tiempo de permanencia no sea muy prolongado y las temperaturas ambientales no sean extremadamente frías. De lo contrario, sería necesario adoptar medidas especiales de aislamiento de las cubas. El suministro debe estar sincronizado con la puesta en obra para evitar esperas, tanto del hormigón ya colocado y desprotegido como de los camiones pendientes de descarga. Se recomienda que el tiempo de transporte desde la planta hasta la obra sea lo más breve posible.
Se pueden evaluar las pérdidas de temperatura del hormigón durante el transporte, expresadas en °C por cada hora, considerando el tiempo transcurrido entre el amasado y la colocación. Estas pérdidas se expresan como un porcentaje de la diferencia entre la temperatura prevista del hormigón en el momento de su colocación y la temperatura ambiente. El porcentaje de pérdida depende del tipo de transporte: 25 % en camiones hormigoneras, 20 % en camiones o recipientes abiertos, y 10 % en camiones o recipientes cubiertos.
Las bajas temperaturas ambientales en las que se va a transportar el hormigón afectan especialmente a los camiones hormigoneras. Estos vehículos, con su tambor metálico y su sistema de paletas, así como la canaleta, pueden estar extremadamente fríos, especialmente los primeros camiones de la mañana después de una noche de temperaturas gélidas y formación de hielo. En algunas regiones, se implementan medidas para contrarrestar estos efectos, como el uso de resistencias externas que generan calor en el tambor, el lavado con agua caliente o el estacionamiento de los camiones en espacios interiores.
En el caso del transporte por cinta, especialmente si es muy larga, se debe proteger el hormigón de la acción del viento para evitar su enfriamiento y desecación. Además, si se emplea una relación agua/cemento muy baja, también se debe proteger del secado.
En el caso del transporte por bombeo, si la tubería es muy larga, se recomienda aislarla para evitar el enfriamiento del hormigón.
Referencias:
AA. VV. (2002). Hormigones de ejecución especial (seis tipos). Colegio de Ingenieros de Caminos, Madrid, 114 pp.
ACI COMMITTEE 306. Cold wheather concreting (ACI 306R-16). American Concrete Institute.
AENOR (2022). UNE 83151-1 IN Hormigonado en condiciones climáticas especiales. Parte 1: Hormigonado en tiempo frío. Madrid, 27 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
Figura 1. Buggy para colocación de hormigón. https://www.concretehireandsales.com/hire-old/concrete-power-buggies/
Las carretillas manuales o motorizadas (buggies) se utilizan habitualmente en obras pequeñas debido a su limitado rendimiento y a la alta demanda de mano de obra que requieren. Deben circular sobre superficies rígidas y lisas para evitar la segregación del hormigón y hay que prestar atención al tipo de mezcla (volumen de finos, relación agua/cemento y aditivos) para minimizar la pérdida de homogeneidad durante el transporte.
La guía ACI 304R proporciona directrices específicas y recomienda que los buggies circulen sobre pasarelas rígidas y lisas con entablado empalmado (no solapado) para minimizar la segregación durante el movimiento. Establece distancias horizontales máximas de 60 m para carretillas manuales y de hasta 300 m para buggies motorizados, en función de las condiciones operativas. Advierte que los vibradores no deben usarse para desplazar el hormigón lateralmente, sino que deben insertarse verticalmente para lograr una consolidación efectiva. También sugiere asegurar una descarga controlada para evitar el desplazamiento lateral del hormigón y homogeneizar las cargas del tambor de las mezcladoras con al menos 30 revoluciones antes de vaciarlas.
Figura 2. Carretilla a motor para colocar hormigón. https://www.concretehireandsales.com/hire-old/concrete-power-buggies/
Una ventaja significativa de estas carretillas es su capacidad para acceder a lugares muy estrechos a los que otros medios (bombas, cintas, etc.) no pueden llegar sin obras adicionales. Para realizar la descarga, deben situarse por encima de las armaduras y respetar las condiciones de seguridad y separación indicadas en la normativa aplicable. En cuanto a las distancias prácticas, las recomendaciones varían según la fuente: mientras algunas guías prácticas citan distancias horizontales máximas de hasta 60 m en determinados casos, otras referencias y fabricantes recomiendan distancias mucho menores para carretillas manuales (por ejemplo, 7 m en trayectos con frecuentes manipulaciones) o mayores para buggies motorizados, siempre y cuando se cumplan las condiciones de consistencia del hormigón y posibilidad de reposicionamiento rápido.
Las carretillas manuales tradicionales tienen una capacidad aproximada de 80 litros. No obstante, las carretillas manuales comerciales tienen una capacidad de entre 50 y 80 litros y un rendimiento práctico muy bajo (aproximadamente 0,5 m³/h, dependiendo del terreno y la frecuencia de descarga), por lo que están indicadas para obras pequeñas o maniobras puntuales.
En el caso de los carros de dos ruedas, la capacidad oscila entre 0,20 m³ y 0,30 m³, con una capacidad de colocación que varía entre 3 m³/h y 5 m³/h. Se recomienda que las ruedas sean de goma o neumáticas de baja presión, ya que así se amortigua el movimiento durante el transporte y, por tanto, se reduce la segregación. Los fabricantes especifican neumáticos que «no dejan marcas» para superficies delicadas y aconsejan modelos que aporten suspensión o amortiguación al trabajar con mezclas muy fluidas.
Un buggy para hormigón es un vehículo motorizado (de ruedas u orugas) diseñado para transportar hormigón y otros materiales de construcción, con tolvas de entre 0,30 y 0,45 m³ de capacidad. Está equipado con una gran cuchara o tolva montada sobre un chasis, lo que facilita el traslado de grandes volúmenes sin necesidad de esfuerzo manual. Según las fichas técnicas de los fabricantes, las capacidades de las tolvas oscilan entre 0,30 y 0,45 m³, las cargas máximas entre 900 y 1100 kg, las potencias motoras entre 6 y 15 kW, y los límites de pendiente entre el 7 % y el 15 %, dependiendo del modelo.
Los carritos motorizados están disponibles en tamaños de entre 0,30 y 0,40 m³ y tienen una capacidad de colocación que puede variar entre 14 y 18 m³/h en condiciones óptimas y con trayectos relativamente cortos y continuos. No obstante, estas cifras dependen en gran medida de la configuración de la obra (distancia, maniobras, pendientes y tiempo de carga/descarga). Para distancias largas o en obras con elevadas restricciones de accesibilidad, se recomiendan medios alternativos, como bombas o cintas transportadoras, ya que el coste operativo y el tiempo por metro cúbico pueden ser mayores.
En condiciones muy particulares (mezcla fluida, transporte continuo y control de reposición), la distancia horizontal máxima recomendable de transporte con buggies motorizados puede llegar a 300 m, pero la práctica habitual en obra impone distancias mucho menores o el uso de medios de transporte alternativos si se supera cierto umbral (por ejemplo, el uso de bombas si hay transporte horizontal continuado y superior a 100 o 200 m). En cualquier caso, conviene contrastar siempre con la normativa del proyecto y con las recomendaciones de la dirección facultativa.
Los buggies de hormigón están diseñados para su empleo en obra y cuentan con características como cucharas de gran capacidad para manipular el material de forma eficaz, neumáticos que no dejan marcas para su uso en superficies delicadas, control de velocidad variable para conducir con precisión, mandos sencillos de utilizar y una estructura resistente que garantiza un rendimiento duradero. Muchos fabricantes también ofrecen opciones adicionales, como cucharas basculantes con control hidráulico, cubetas de polímero para evitar adherencias, sistemas de rascado y limpieza, protecciones de emergencia y sistemas antipolvo, que facilitan la logística y el mantenimiento y que conviene evaluar según las condiciones de la obra.
Os dejo algunos vídeos al respecto.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
Figura 1. Silo de cemento atornillado. https://www.machinio.es/anuncios/80213364-silo-de-cemento-vertical-de-200-toneladas-silo-de-hormigon-en-esmirna-turquia
Durante mucho tiempo, el cemento se ha suministrado en sacos de papel. Sin embargo, en la actualidad, en la mayoría de los casos, se transporta a granel en camiones cisterna y se almacena en silos herméticos que forman parte integral de las centrales. Los silos se pueden clasificar según su movilidad en fijos y móviles. En este artículo se describen las características principales de los silos fijos.
Los silos fijos de cemento suelen ser depósitos cilíndricos metálicos que terminan en la parte inferior con un cono en el que se encuentra la base de salida. La extracción en los silos de cemento se realiza por gravedad, con un ángulo de inclinación en el cono inferior de aproximadamente 50 grados. Este diseño asegura un flujo eficiente del material, lo que permite que el cemento se desplace de manera constante y sin obstrucciones hacia la salida del silo. El conjunto se apoya en una estructura de perfiles con una altura variable, por lo que es muy importante formar unos buenos cimientos para evitar caídas de silos.
Estas instalaciones ofrecen varias ventajas en comparación con el almacenamiento tradicional en sacos, especialmente cuando la producción horaria de hormigón debe superar los 10 m³:
Ahorro en la compra de cemento: se puede obtener una reducción de costos de entre el 10 % y el 15 %.
Reducción de pérdidas de material: se evita el desperdicio de cemento causado por sacos rotos o mojados.
Dosificación precisa: permite una dosificación regulable para cualquier cantidad, incluyendo múltiplos de 50 kg e incluso 25 kg.
Incremento de la productividad: el cemento está inmediatamente disponible, lo que mejora la eficiencia operativa de la planta.
Reducción de los costes de manipulación: se reducen los costes asociados con la descarga, el almacenamiento y la manipulación del cemento.
Los inconvenientes son relativamente pocos. Aunque los silos tienen generalmente un costo inicial bajo, su precio aumenta considerablemente cuando se les equipa con los dispositivos necesarios para su funcionamiento (chimenea filtrante, sistemas antibóveda, indicadores de nivel, etc.). No obstante, las ventajas económicas y la eficiencia operativa que proporcionan superan con creces estas desventajas en comparación con el método de almacenamiento en sacos.
El material principal para fabricar el silo de cemento es el acero de diversos grados, adecuado para las condiciones del área de instalación, y está recubierto con un compuesto protector anticorrosivo. El espesor de las partes del silo varía entre 6 y 10 mm. En las áreas con bajas temperaturas invernales, el silo se aísla externamente para mantener el cemento en condiciones óptimas.
Para capacidades entre 25 y 40 t, los silos se construyen de una sola pieza con un diámetro máximo de 2,50 m, lo que permite su transporte por carretera en camiones. También se pueden fabricar en un diseño telescópico, de modo que una sección del silo se inserta dentro de otra, lo que permite su transporte en un solo camión y alcanza capacidades de hasta 60 t. Para capacidades superiores, el transporte supone un problema, por lo que los silos se construyen de manera desmontable. Estos silos están divididos en secciones ensambladas longitudinalmente con bridas y se atornillan en la ubicación de la obra. De esta manera, se pueden alcanzar capacidades de 200, 500 y hasta 1000 t.
La carga se realiza a través de un tubo de 3 o 4 pulgadas para el llenado neumático y cuentan con un respiradero o un filtro en la parte superior que permite la salida del aire durante el vaciado o el llenado. Los silos suelen estar equipados con un sistema de fluidificación para evitar la formación de bóvedas en su interior. Este sistema consta de boquillas que inyectan aire a una presión no superior a 200 kPa.
En la parte inferior, los silos disponen de un cierre de tajadera o de mariposa que permite cerrar la salida de cemento cuando es necesario realizar una reparación.
Es obligatorio que los silos estén equipados con una escalera con protecciones para acceder a la parte superior, donde también es preceptivo contar con barandillas de seguridad. En algunos casos, los silos de cemento están equipados con indicadores de nivel que informan sobre su estado de llenado. Además, es importante tener en cuenta que cada tipo de cemento debe almacenarse en silos separados, designados específicamente para un tipo y procedencia determinados. Se deben tomar las precauciones necesarias para evitar cualquier tipo de mezcla.
Os dejo algunos vídeos que, espero, os sean de interés.
Os paso también algunas instrucciones de seguridad respecto a los silos.
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CORMON, P. (1979). Fabricación del hormigón. Editores Técnicos Asociados, Barcelona, 232 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
MORILLA, I. (1992). Plantas de fabricación de hormigón y grava-cemento. Monografías de maquinaria. Asociación Española de la Carretera, Madrid.
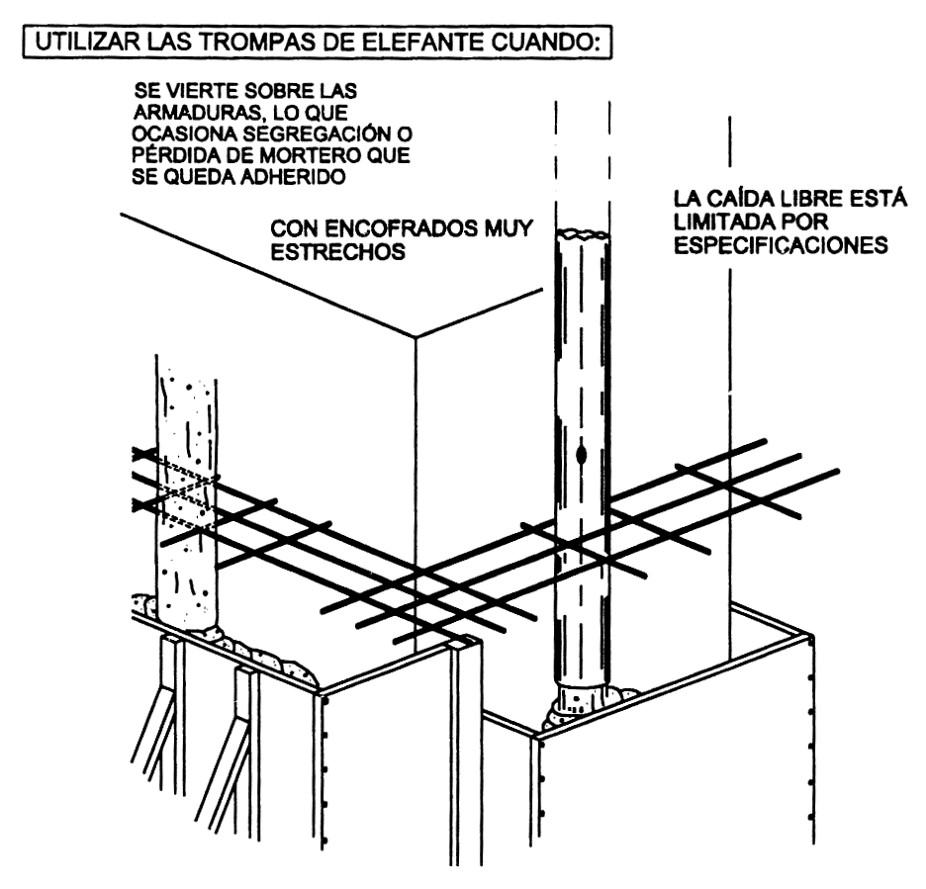
Las trompas de elefante, también denominadas tubos de caída, son conducciones de sección circular que se alimentan mediante un embudo y están concebidas para transferir el hormigón en dirección vertical, evitando así la segregación que se produciría si la mezcla impactara directamente contra las armaduras, los encofrados u otros elementos de la estructura. Se utilizan principalmente cuando es necesario descargar hormigón a diferentes niveles. Deben instalarse de forma firme y perfectamente alineada para garantizar que la caída sea estrictamente vertical. Estas tuberías resultan especialmente útiles en proyectos de edificación en altura, en hormigonados bajo el agua y en estructuras de pequeño espesor y gran desarrollo vertical, como muros y pilares, donde es esencial evitar que la caída libre del hormigón supere los 2 m.
Las velocidades de colocación habituales oscilan entre 0,5 y 3 m de altura de hormigonado por hora y se recomienda colocar una tubería cada 30 m² de superficie o con un radio de influencia de entre 4 y 5 m. En casos de baja congestión de armaduras, estas distancias pueden aumentarse, siempre que se garantice una correcta distribución de la mezcla.
Las trompas pueden fabricarse en acero, caucho o materiales plásticos resistentes y están compuestas de tramos ensamblables, lo que permite variar su longitud con facilidad y adaptarlas a las condiciones de la obra. Para los vertidos subacuáticos o de gran profundidad (método tremie), se prefieren los tubos metálicos rígidos por su estanqueidad y resistencia, mientras que, para los vertidos en altura en edificaciones, son frecuentes los tramos flexibles, ya que son más sencillos de maniobrar.
En cuanto a su dimensionamiento, se recomienda que el diámetro interior de la trompa sea, al menos, ocho veces el tamaño máximo del árido en la parte superior. En la parte inferior, esta relación puede reducirse a seis veces, siempre que se eviten los atascos. En la práctica, se recomiendan diámetros interiores mínimos de 150 mm, que pueden llegar a 300 mm en aplicaciones de gran volumen o elevada profundidad.
Es fundamental mantener las trompas en posición vertical y sujetas correctamente, para que el vertido se realice con precisión y seguridad. Las uniones deben ser estancas y resistentes para evitar fugas de mortero o infiltraciones de agua en el caso de los hormigonados subacuáticos. En el caso de las trompas flexibles, se recomienda tensarlas y anclarlas para reducir las vibraciones y los desplazamientos que puedan interferir con las armaduras.
Figura 2. Trompa de elefante. https://shop.kuhlman-corp.com/deslauriers-8-wide-concrete-mini-hopper-with-6-long-elephant-trunk-and-chains/p3517/
El embudo que alimenta estas tuberías debe ser amplio y tener las paredes inclinadas para facilitar una descarga continua y sin obstrucciones. Se recomienda mantener un flujo constante de hormigón para evitar interrupciones en la alimentación que podrían provocar segregación. La coordinación con camiones hormigonera o bombas de impulsión es fundamental para garantizar una descarga homogénea.
En vertidos a gran altura, cuando la caída vertical excede los límites recomendados, es preciso emplear trompas o canales que reduzcan la altura libre de caída. En casos extremos, se debe disponer de un cojín inicial de lechada de cemento o aplicar técnicas de descarga escalonada.
En aplicaciones subacuáticas, como cimentaciones profundas o pilotes, el procedimiento tremie exige que el extremo de descarga permanezca siempre sumergido en la masa de hormigón ya colocada para impedir el contacto con el agua y evitar el lavado de la pasta. El vertido suele iniciarse con un tapón o culote que impide la entrada de agua en el interior del tubo y, posteriormente, se mantiene un flujo continuo hasta la finalización de la colocación.
Figura 3. Cuándo se utiliza una trompa de elefante
Os dejo algunos vídeos ilustrativos.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
Figura 1. Regla vibrante. https://esfactory.mennofolk.org/content?c=regla+vibradora+para+hormigon&id=27
Las reglas o maestras vibrantes son máquinas diseñadas para alisar o dar acabado a superficies de hormigón, lo cual resulta especialmente útil en la construcción de soleras y pavimentos. Principalmente, constan de un elemento vibrador acoplado a una regla metálica de 3 a 5 m de longitud. Esta regla tiene, en cada uno de sus extremos, dos elementos de arrastre desmontables, entre los cuales suele ubicarse el interruptor de arranque y parada del vibrador. El vibrador suele ser rotatorio y de contrapesos, accionado con motor eléctrico o de combustión en los equipos más ligeros y neumáticamente en los más pesados. Las vibraciones se transmiten a través del entramado o de la placa mientras se desliza sobre el hormigón, lo que permite la compactación y el alisado simultáneos de la superficie.
Estas máquinas se utilizan para nivelar hormigón en superficies extensas, como locales industriales, aceras, garajes, calles y carreteras. A excepción de algunos equipos autoportantes más pesados, el entramado suele ser ligero para facilitar su manejo y reducir la presión sobre el hormigón. Además, la vibración vertical se amortigua rápidamente. Por lo tanto, cuando el espesor de la solera supera los 20 cm, es necesario realizar una compactación previa con vibradores de inmersión.
Su uso elimina el laborioso trabajo manual de las maestras y aumenta la eficiencia sin esfuerzo adicional. La acción vibratoria corrige las irregularidades superficiales, dejando el suelo perfectamente liso.
Existen dos tipos principales de reglas vibrantes: las de un solo larguero y las de dos largueros. Las reglas vibrantes de doble larguero constan de un conjunto vibrante y de dos largueros o vigas. El conjunto vibrante está equipado con un motor, ya sea eléctrico o de gasolina, que acciona un vibrador con amplitud de vibración variable. Este vibrador está montado en un bastidor provisto de grapas que permiten fijar los largueros o vigas de tubo rectangular, ajustándose a las longitudes requeridas según el ancho de la solera, con un máximo de 4 m. Para anchos mayores, se pueden montar dos elementos vibrantes sobre las vigas. La frecuencia de vibración oscila entre 50 y 100 Hz, con aceleraciones de 5 a 10 g.
Figura 2. Regla vibradora. https://emaresarental.cl/wp-content/uploads/2020/06/ficha-alisadora-regla-vibradora.pdf
El esfuerzo de compactación transmitido por la regla vibrante al hormigón es directamente proporcional a la carga estática, a la amplitud y a la frecuencia de vibración, pero inversamente proporcional a la velocidad de desplazamiento. La experiencia ha demostrado que es más favorable combinar una alta amplitud con una baja frecuencia que combinar una baja amplitud con una alta frecuencia.
La mayor popularidad de la regla vibratoria doble frente a la de una sola se debe principalmente a su capacidad de ajustar la amplitud de vibración. Esta característica permite seleccionar entre amplitudes bajas, medianas y altas, adaptándose así de manera óptima a la profundidad de hormigón que se desee vibrar: 5, 10 y 15 cm, respectivamente. Otra de las características importantes de esta regla es que la primera de las barras recibe dos tercios de la vibración, por lo que vibra en profundidad y nivela el hormigón, y la segunda, que recibe un tercio de la vibración, permite acabar la superficie, sacando el aire y el agua.
El hormigón no debe tener una cantidad elevada de agua, porque generaría charcos y provocaría desigualdades. Una consistencia demasiado rígida impide una compactación suficiente y deja una superficie porosa; debe ser plástica y presentar un asiento de cono de Abrams de 5 a 7,5 cm. Cuando se trabaja con mezclas secas, también es posible utilizar reglas vibratorias; sin embargo, en estos casos, se requieren estructuras más pesadas para generar la energía necesaria y compactar el espesor adecuado de la masa de hormigón.
Existen algunos modelos con vibradores múltiples. En este caso, los vibradores están separados por intervalos muy próximos, de unos 50 cm, lo que produce una superficie más plana. La velocidad de desplazamiento debe estar comprendida entre 0,5 y 1 m/min. La regla puede desplazarse mediante tracción desde ambos lados o mediante un cabrestante, cuyo cable está anclado al extremo de la trayectoria de la regla. El cabrestante puede accionarse manualmente o mediante un motor.
Se pueden utilizar varios tipos de reglas de forma secuencial para cumplir funciones complementarias. Por ejemplo, la primera regla puede ser una regla con o sin hélice extendedora, la segunda puede ser una regla para aplicar productos de curado o endurecedores metálicos y la tercera puede ser otra regla para el acabado final. En algunos casos, se prescinde de la segunda regla y se utiliza la tercera para realizar un revibrado. Esta función de revibrado se puede llevar a cabo con la primera regla, realizando una segunda pasada y vibrando en la misma dirección que en la primera ocasión.
Cuando la regla vibrante se automatiza por completo, se desplaza sobre raíles mediante ruedas, que también pueden funcionar como guías laterales del encofrado o sobre durmientes. Es crucial mantener un cuidado especial en el estado de las ruedas, ya que esto afecta la uniformidad de la superficie del hormigón una vez compactado. Aunque pueden alcanzar longitudes de hasta 20 m, lo habitual es no exceder los 10 m. La frecuencia de vibración típica ronda los 60 Hz, con aceleraciones de hasta 6 g. La velocidad de avance suele oscilar entre 0,3 y 2,4 m/min, y el rendimiento de estas máquinas puede superar los 75 m³/h, dependiendo de las condiciones específicas de uso.
Para longitudes mayores, se requieren reglas vibrantes en celosía, que cuentan con elementos metálicos desmontables que permiten alcanzar extensiones de hasta 25 m. Estas reglas están equipadas con sistemas de vibración externa para garantizar un compactado adecuado del hormigón en toda la superficie.
Figura 3. Regla vibrante en celosía. https://interconex.us/es/reglas-vibratorias/
En situaciones donde el uso de reglas vibrantes totalmente automatizadas resulte costoso, también se puede considerar el manejo de reglas vibrantes manuales. Estas reglas suelen consistir en una viga de madera encastrada en un perfil metálico, con vibradores dispuestos cada 2 m aproximadamente. Cuando se utilizan para compactar losas, se colocan transversalmente junto a los costeros laterales que facilitan la nivelación de la losa. Normalmente, son operadas por dos personas, una en cada extremo de la viga, y su longitud típica no excede los 5,5 m. Cuando no están en contacto con el hormigón, estas reglas pueden alcanzar frecuencias de alrededor de 70 Hz, con aceleraciones de 5 g o 6 g y amplitudes de aproximadamente 0,35 mm. Sin embargo, al entrar en contacto con el hormigón, tanto la aceleración como la amplitud se reducen. Por lo general, se utilizan en losas de hasta 20 cm de espesor.
Os dejo algunos vídeos explicativos. Espero que os sean de interés.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
Figura 1. Silos de cemento. https://www.machinio.es/anuncios/72938606-silo-de-cemento-en-esmirna-turquia
En grandes instalaciones, los silos de cemento se vacían con rapidez, por lo que es necesario monitorizar constantemente el volumen de su contenido para realizar los pedidos y consumir el cemento según una programación predefinida. Cuando se trata de almacenar productos de cemento, la tecnología también debe abordar desafíos relacionados con la humedad. Esta tiende a aglutinar los materiales, provocando problemas como una baja densidad y una constante dieléctrica reducida. Además, en invierno, se puede producir condensación, lo que potencialmente afecta a las mediciones. Para medir el nivel de llenado de los silos, se utilizan diversos tipos de indicadores de nivel, como los mecánicos, ultrasónicos y electrónicos, entre otros.
Existe una amplia gama de estos dispositivos, algunos de ellos muy sofisticados. Se pueden clasificar en dos categorías principales: los que ofrecen una indicación continua del nivel de llenado y los que operan en un modo de «todo o nada». Estos últimos, además de no proporcionar una medida continua, requieren al menos dos dispositivos para ofrecer dos informaciones clave: si el silo está vacío o lleno. Se pueden colocar en diversas ubicaciones dentro del silo, ya sea en la parte superior, inferior, en el cono o en ambas. Los dispositivos de «todo o nada» pueden ser útiles en instalaciones con múltiples silos que contienen el mismo producto (se activa el segundo cuando el primero está vacío), donde el nivel exacto de llenado no es esencial.
Hasta hace algunos años, los procedimientos más comunes eran los dispositivos mecánicos o electromecánicos. Sin embargo, actualmente, estos han ido siendo reemplazados cada vez más por procedimientos electrónicos. Ya sea que se trate de dispositivos mecánicos o electrónicos, todos operan según dos métodos: por contacto o sin contacto con el material.
Los dispositivos mecánicos pueden ser los siguientes:
De paletas, aletas y semiesferas giratorias: Estos dispositivos constan de pequeños motores ubicados cerca de las paredes de los silos, los cuales accionan un eje equipado con paletas. Cuando el material desciende y libera las paletas previamente bloqueadas por el cemento, el motor se activa y se enciende un piloto luminoso como aviso.
De contrapeso o palpador: Consisten en un torno que permite descender un peso hasta el nivel del cemento, emitiendo una señal al alcanzar dicho nivel y deteniendo el motor del torno. La longitud del cable proporciona información sobre el nivel de cemento. Una vez conocido, se enrolla nuevamente el cable y se repite el proceso según intervalos programados periódicamente.
De diafragmas presiométricos: En este tipo de dispositivo, el circuito eléctrico permanece abierto cuando el cemento ejerce presión sobre el diafragma. Cuando el nivel de cemento desciende y la presión disminuye, el circuito se cierra, activando un piloto luminoso como indicador.
De péndulo: Estos dispositivos constan de un péndulo de corta longitud que, al entrar en contacto con el cemento durante el llenado del silo, se inclina, abriendo un circuito eléctrico. De manera similar, al vaciarse el silo, el circuito se cierra y se activa un indicador luminoso de nivel, ubicado ya sea en el propio silo o en el panel de control del puesto de mando.
Los dispositivos electrónicos principales comprenden:
Detectores de láminas vibrantes: Estos dispositivos generan vibraciones en unas horquillas de acero inoxidable mediante corriente eléctrica. La frecuencia de vibración varía dependiendo de si las horquillas están libres o cubiertas por el cemento, lo que indica si el nivel de este ha superado la altura de las láminas.
Medidores de conductividad: Consisten en una columna vertical en el centro del silo con emisores de impulsos eléctricos distribuidos uniformemente en altura. En la pared del silo, los receptores miden la conductancia o capacitancia del medio (aire o cemento), lo que permite conocer en todo momento la altura del cemento en el silo.
Medidores de ondas: Estos dispositivos se basan en la propagación y medición de ondas sónicas, infrasónicas o de isótopos radioactivos. Aunque son precisos, son más costosos y delicados en comparación con los electromecánicos, que son menos precisos pero más robustos.
Medidores de ultrasonidos: Utilizan parejas de emisores-receptores ubicados a diferentes alturas en la misma horizontal. Comparando las velocidades ultrasónicas en aire o cemento, es posible determinar la altura del material.
Medidores de ondas sónicas: Funcionan según el mismo principio que los anteriores y pueden tener una disposición similar. También pueden situarse en la parte superior del silo, midiendo el tiempo que tarda la onda sónica emitida por el aparato en reflejarse en el cemento y ser captada nuevamente, lo que proporciona una indicación precisa del nivel de cemento.
Detectores de nivel de ondas radioactivas: Estos dispositivos se basan en la emisión de rayos gamma desde una fuente en la parte superior del silo y en unos captadores (contadores Geiger) que se activan cuando no están bajo presión del cemento, indicando así su nivel.
Os dejo varios vídeos explicativos que, espero, sean de vuestro interés:
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CORMON, P. (1979). Fabricación del hormigón. Editores Técnicos Asociados, Barcelona, 232 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
MORILLA, I. (1992). Plantas de fabricación de hormigón y grava-cemento. Monografías de maquinaria. Asociación Española de la Carretera, Madrid.
Figura 1. Homogeneidad del hormigón. https://ingeniero-de-caminos.com/hormigon-homogeneidad/
Se considera que un hormigón es homogéneo cuando su composición es uniforme en todos sus puntos. Esto implica que el principio, la parte media y el final de la amasada mantienen la misma calidad. De esta manera, las amasadas sucesivas pueden considerarse idénticas. La homogeneidad se consigue mediante un buen amasado, un transporte cuidadoso y una colocación adecuada.
Un hormigón homogéneo implica que debe ser uniformemente heterogéneo, es decir, que sus componentes deben estar perfectamente mezclados y en la proporción prevista en la dosificación de la mezcla en cualquier parte de su masa. Las mezclas bien diseñadas y adecuadamente amasadas proporcionan una manejabilidad uniforme y óptima, independientemente de la ubicación de la muestra tomada en la mezcla, lo que permite obtener hormigones con resultados consistentes y poco dispersos.
Para garantizar la homogeneidad, es crucial mantener una proporción adecuada entre agua y cemento, así como asegurar una mezcla completa de los componentes para lograr la consistencia deseada. Tal y como indica el Código Estructural en su Artículo 51.3.3, los componentes se amasarán de forma que se consiga su mezcla íntima y homogénea, de modo que el árido debe quedar bien recubierto de pasta de cemento. La mejor forma de conseguirlo es introducir los componentes en una hormigonera o máquina amasadora, que se encarga de mezclarlos y están listos para su aplicación en la obra.
Figura 2. https://ich.cl/unidad/05-uso-del-hormigon-en-obra/
La calidad uniforme de los componentes y la precisión de los dosificadores son aspectos críticos para lograr esta homogeneidad en el hormigón. Si los componentes iniciales son uniformes y los dosificadores proporcionan las cantidades precisas, la variabilidad del hormigón la determina la calidad del proceso de mezclado. Por ello, es fundamental elegir adecuadamente el equipo de mezclado, ya que este garantiza la homogeneidad de los productos finales. El Código Estructural, en su artículo 51.3.2.1, indica que la dosificación de cemento, de los áridos y, en su caso, de las adiciones se realizará en peso. Además, se deberá vigilar el mantenimiento de la dosificación para garantizar una adecuada homogeneidad entre las amasadas.
La gravedad y las fuerzas de rozamiento obstaculizan el movimiento de los materiales durante la fase inicial del amasado. Se producen rozamientos superficiales entre la masa y las paredes, rozamientos internos debidos a la rugosidad de los áridos y rozamientos complejos causados por la variabilidad de la viscosidad en diferentes partes de la mezcla. Por tanto, para obtener un hormigón homogéneo, es esencial no solo reducir la influencia de estas fuerzas, sino también romper las fuerzas de unión que mantienen los granos unidos por el agua de la mezcla. Esto requiere un aporte significativo de energía, que debe distribuirse de manera óptima por los componentes de mezclado. En este sentido, los fabricantes investigan qué tipo de perfiles son los más adecuados para las paletas, su número y disposición en el equipo de amasado. Para lograr mezclas de calidad, es fundamental que los medios mecánicos empleados sean lo suficientemente potentes para permitir el desplazamiento de los componentes entre sí, sin favorecer a ciertos elementos según su tamaño o densidad.
El Código Estructural, en su Artículo 51.4.1 relativo al transporte del hormigón, indica que no deberán presentar desperfectos o desgastes en las paletas o en su superficie interior que puedan afectar a la homogeneidad del hormigón. Asimismo, el transporte podrá realizarse en amasadoras móviles, a la velocidad de agitación, o en equipos con o sin agitadores, siempre que tales equipos tengan superficies lisas y redondeadas y sean capaces de mantener la homogeneidad del hormigón durante el transporte y la descarga.
En la prefabricación de piezas de hormigón, se deben desmoldar lo antes posible, por lo que es importante contar con equipos de mezclado que garanticen una perfecta cohesión y una plasticidad constante en los hormigones producidos.
En ciertos tipos de equipos, como las hormigoneras, la densidad desempeña un papel fundamental, pues los componentes del hormigón son elevados y luego caen de nuevo en la mezcla. En el caso de las amasadoras, un exceso de energía contribuye a mejorar las propiedades de la mezcla.
La dislocación de la mezcla de hormigón, que es un error que afecta a la homogeneidad, puede ocurrir incluso cuando la mezcla inicial es adecuada. Durante el transporte, el vertido o el fraguado, los elementos del hormigón tienden a separarse y decantarse según su densidad y tamaño.
La segregación del hormigón consiste en que sus componentes se separan, lo que provoca una superficie de mala calidad con grietas o fisuras o un exceso de mortero que afecta a su resistencia y durabilidad. Por otro lado, si la mezcla es demasiado líquida, los áridos gruesos tienden a caer al fondo del molde o encofrado, mientras que el mortero queda en la superficie, lo que implica una pérdida de homogeneidad por decantación. La probabilidad de que ocurran estos fenómenos aumenta con el contenido de agua, el tamaño máximo del árido, las vibraciones o sacudidas durante el transporte y la colocación en obra en caída libre. Es importante señalar que un hormigón poco manejable tiende a segregarse, lo que provoca resistencias mecánicas inferiores a las previstas y superficies poco estéticas cuando se retira el encofrado.
La exudación del hormigón es otro tipo de segregación en la que el agua tiende a ascender hacia la superficie de la mezcla debido a la incapacidad de los áridos para retenerla durante la compactación. Esta agua forma una capa delgada, débil y porosa en la superficie del hormigón, que carece de resistencia y durabilidad.
La homogeneidad del hormigón se ve comprometida cuando se ve afectada la cohesión entre sus componentes. Esto puede ocurrir debido a una relación inadecuada entre los ingredientes, como en el caso de un hormigón demasiado seco o con demasiada agua. El hormigón seco con poca agua y componentes finos tiende a separar los áridos más gruesos, mientras que un exceso de agua aumenta el riesgo de segregación, de modo que el mortero se separa de los áridos. Por tanto, hay que cuidar la proporción de materiales y la humedad durante el mezclado para evitar la segregación y garantizar la homogeneidad.
La pérdida de homogeneidad en el hormigón está estrechamente ligada a su cohesividad: cuanto menor sea esta última, mayor será la pérdida de homogeneidad. Esto se debe a una relación inadecuada entre arena y grava, un tamaño máximo del árido excesivo, un contenido de agua excesivo, entre otros factores. Un hormigón debe ser manejable sin mostrar signos de segregación, lo que implica una adecuada cohesión.
Las mezclas más propensas a la segregación son las que son poco manejables o ásperas, extremadamente fluidas o secas, o aquellas que contienen una gran cantidad de arena. Además, incluso un hormigón muy manejable puede experimentar segregación si ha sido sometido a un tratamiento inadecuado o a operaciones mal ejecutadas.
Os dejo algún vídeo explicativo al respecto.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
CORMON, P. (1979). Fabricación del hormigón. Editores Técnicos Asociados, Barcelona, 232 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MARTÍ, J.V.; YEPES, V.; GONZÁLEZ, F. (2014). Fabricación, transporte y colocación del hormigón. Apuntes de la Universitat Politècnica de València, 189 pp.
MONTERO, E. (2006). Puesta en obra del hormigón. Exigencias básicas. Consejo General de la Arquitectura Técnica de España, Madrid, 750 pp.
Figura 1. Vibrador eléctrico externo. https://beka.cl/ar26-vibrador-externo-wacker-neuson
La compactación del hormigón mediante vibración externa se realiza mediante la transmisión de la vibración al hormigón a través del encofrado o molde que lo contiene. El objetivo es expulsar burbujas para lograr la mayor compacidad posible. Se puede adaptar al dispositivo vibratorio incorporado. El vibrador externo contribuye a compactar de manera uniforme toda la masa de hormigón, garantizando un proceso completo en lugar de centrarse únicamente en algunas áreas. Es especialmente eficaz en zonas de difícil acceso, como en zonas densamente armadas, ya que la vibración se transmite a través de todo el encofrado de hormigón y, en consecuencia, al hormigón fresco en su totalidad..
Los vibradores adosados al encofrado son menos eficaces que los vibradores internos, ya que una parte de la energía aplicada se absorbe por los moldes. Sin embargo, resultan muy útiles para la compactación en ciertos elementos estructurales, como muros poco inclinados y columnas muy reforzadas, donde resulta difícil o imposible utilizar vibradores de inmersión. En tales situaciones, se utilizan pequeñas unidades portátiles que se fijan de forma rígida al encofrado.
Su ámbito de aplicación más común es la prefabricación, donde generalmente se utilizan hormigones de resistencia seca. Ante la vibración del encofrado, que debe ser principalmente metálico, la masa de hormigón responde en función de su granulometría y de la cantidad de agua presente. El mortero permite pequeños movimientos de acomodo de los agregados gruesos, pero limita los desplazamientos excesivos. Si la viscosidad del mortero no es adecuada, existe el riesgo de segregación del agregado grueso. Al finalizar la acción del vibrado externo, se forma una capa brillante y húmeda sobre la superficie del hormigón.
Para llevar a cabo esta técnica de compactación, se emplean vibradores de encofrado que se fijan firmemente a soportes sólidos en el exterior del encofrado. Esto implica el uso de encofrados robustos, preferiblemente metálicos, y asegurados con abrazaderas o rigidizadores para evitar movimientos durante el proceso de vibración. En términos generales, una placa de acero con un espesor de 5 a 10 mm suele ser adecuada cuando se cuenta con una rigidización mediante nervios transversales. Estos vibradores se utilizan principalmente en prefabricados de gran tamaño con encofrados adecuadamente reforzados y, ocasionalmente, en obras in situ en áreas donde los vibradores de inmersión no son viables o cuando el hormigón está demasiado seco. Para encofrados verticales, es aconsejable utilizar apoyos de neopreno u otros elastómeros para evitar la transmisión de vibraciones a la base o al terreno. Esto ayuda a prevenir la formación de aberturas en las juntas que podrían ocasionar pérdidas de lechada.
Generalmente, se utilizan para secciones de hormigón con un espesor máximo de 30 cm. Cuando el espesor es mayor, se recomienda complementar la vibración en el encofrado con vibradores internos, a menos que se trate de elementos prefabricados, en los que a veces se han obtenido resultados satisfactorios para secciones de hasta 60 cm de espesor.
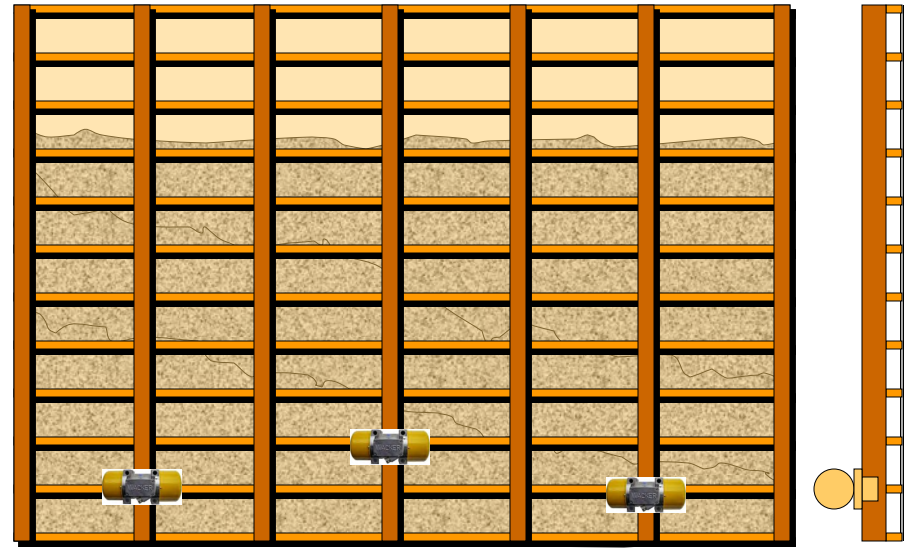
Figura 2. Disposición de vibradores externos de encofrado. https://web.icpa.org.ar/wp-content/uploads/2019/04/Compactacion-del-hormigon-jul2016.pdf
Tipos de vibradores externos de encofrado
Los vibradores externos de encofrado más comunes se clasifican en dos tipos principales: rotatorios y de reciprocidad.
Vibradores rotatorios: son equipos que generan principalmente un movimiento armónico simple con componentes tanto en el plano del encofrado como ortogonal al mismo. Normalmente, operan con frecuencias entre 6.000 y 12.000 r.p.m. Al igual que los vibradores internos, pueden ser neumáticos, hidráulicos o eléctricos. En los dos primeros, la fuerza centrífuga se logra mediante el giro de una masa excéntrica, mientras que en los eléctricos, las masas excéntricas están ubicadas en cada uno de los árboles del motor.
Vibradores de reciprocidad: son equipos que operan mediante un pistón que se acelera en una dirección hasta detenerse al impactar contra una placa de acero, para luego ser acelerado en la dirección opuesta. Por lo general, son de tipo neumático y su frecuencia oscila entre 1.000 y 5.000 r.p.m. Estos sistemas generan impulsos que actúan perpendicularmente al encofrado.
Los vibradores eléctricos externos ofrecen una alternativa fiable a los dispositivos de vibración neumática y abordan eficazmente dos desafíos principales en aplicaciones de encofrado de hormigón: el ruido y el consumo de energía.
Los vibradores neumáticos pueden generar un nivel de ruido considerable, alcanzando hasta 105 dB(A) incluso en vacío. Esto implica que los usuarios deben tomar precauciones cuando el nivel de ruido en el lugar de trabajo supera los 90 dB(A). Por el contrario, los vibradores eléctricos mantienen su nivel de ruido constantemente por debajo de los 80 dB(A), con lo que se elimina la necesidad de tomar medidas adicionales.
Es importante considerar que cuando no hay operarios presentes cerca de los vibradores, la presión sonora se reduce en 3 dB(A) al duplicar la distancia a la fuente. Por lo tanto, una medición estándar de presión acústica de 105 dB(A) tomada a una distancia de 1 m sigue siendo lo suficientemente alta como para superar los 90 dB(A) en un radio de acción de 32 m.
El uso del encofrado conlleva un notable aumento del nivel de ruido, especialmente al inicio del vertido del hormigón, donde se pueden alcanzar fácilmente 120 dB(A). Este efecto también se observa en los vibradores eléctricos, aunque la diferencia inicial mínima es de al menos 15 dB(A). Sin embargo, es esencial recordar que los estándares establecidos por el R.D. 286/2006, de 10 de marzo, sobre la protección de la salud y la seguridad de los trabajadores frente a los riesgos asociados a la exposición al ruido, se refiere al nivel diario equivalente. En consecuencia, es necesario evaluar el tiempo total de exposición del operario al ruido, y no solo los niveles instantáneos medidos, limitando dicha exposición a un máximo semanal. Por ejemplo, 15 minutos diarios a un nivel de 120 dB(A) equivalen a un nivel de presión sonora equivalente a 105 dB(A). Esto implica que el nivel de 90 dB(A) se superaría a una distancia de 32 m.
En cuanto al consumo de energía de los equipos, aunque cada situación requiere un análisis individualizado, la realidad es que la relación entre la solución eléctrica y la neumática es de 1 a 20. Por lo tanto, el diferencial de costos entre ambas soluciones se amortiza en menos de un año en condiciones normales de trabajo. De hecho, el uso de un sistema de vibradores eléctricos es rentable en un plazo máximo de 5 años, gracias al ahorro de energía que supone pasar de la solución neumática a la eléctrica. Los defensores de los vibradores neumáticos han argumentado a su favor que estos pueden permanecer instalados en los moldes durante el curado con vapor, mientras que los eléctricos no. No obstante, los vibradores eléctricos actuales se diseñan para operar en atmósferas de vapor, lo que elimina la necesidad de desmontarlos durante el proceso de curado.
Consideraciones sobre los moldes
El diseño del molde no solo influye en la carga dinámica soportada por la acción de los vibradores, sino que también afecta a su durabilidad y eficiencia. Desde el punto de vista de la resistencia de los moldes, es crucial evitar que la frecuencia de excitación de los vibradores coincida con la frecuencia propia del molde, lo que ayuda a minimizar la carga dinámica inducida por la vibración en la estructura metálica.
La relación entre la frecuencia de los vibradores y la frecuencia propia del molde determina la amplificación dinámica experimentada por la estructura. La frecuencia de funcionamiento debe superar la frecuencia propia del molde, con una relación que exceda 3 para alcanzar factores de amplificación inferiores a 0,125. El límite inferior de esta frecuencia propia está determinado por la resistencia del molde.
Ubicación de los vibradores
Es esencial considerar que los puntos de anclaje de los vibradores en la estructura del molde deben coincidir con los rigidizadores o con dispositivos especiales, evitando situarlos sobre la chapa del molde. De lo contrario, las tensiones localizadas que puedan generarse cerca del vibrador podrían provocar el colapso del encofrado. Por lo tanto, la disposición de los vibradores está determinada principalmente por la ubicación y la distribución de los rigidizadores. Los vibradores se instalan con su eje perpendicular al eje de mayor inercia de los refuerzos del molde. En encofrados verticales, la distancia entre vibradores debe estar comprendida entre 1,5 y 2,5 m. Además, al emplear vibradores eléctricos en encofrados de membrana, es importante tomar las precauciones necesarias para prevenir el sobrecalentamiento y el riesgo de incendio.
Selección de los vibradores
A la hora de elegir un vibrador, se deben tener en cuenta varios parámetros:
Amplitud: Influye en la compactación y no debe ser inferior a 0,04 mm.
Aceleración: La compactación efectiva del hormigón se produce en un rango de 0,5 a 3 g; niveles superiores no mejoran el proceso. Está relacionada con la fuerza centrífuga generada por el vibrador.
Frecuencia: El alcance de la vibración es proporcional a la frecuencia.
En teoría, estos tres parámetros deberían combinarse para obtener una amplitud alta, una fuerza centrífuga elevada y una frecuencia entre 6000 y 9000 r. p. m. Sin embargo, en la práctica, es necesario encontrar un compromiso. Por ejemplo, dado que la amplitud es inversamente proporcional a la frecuencia, no conviene seleccionar vibradores con una frecuencia excesivamente alta, pues ello limitaría la amplitud.
Para abordar esta dificultad, existen equipos con doble frecuencia. Este vibrador de masa móvil se conecta mediante un variador de velocidad electrónico, lo que permite alcanzar una frecuencia de 3000 r/min. p. m. y, por tanto, una amplitud elevada que facilita el llenado de los moldes y su rápida compactación. Al activar el vibrador en sentido opuesto, el variador ajusta la frecuencia a 6000 r. p. m., reduciendo así la amplitud. Este proceso de «revibrado» permite redistribuir los áridos más finos en el hormigón y mejorar la calidad superficial del producto final.
En el caso de vibradores externos para encofrados verticales con hormigón de consistencia seca, se prefiere una frecuencia inferior a 6000 r. p. m., una amplitud mayor de 0,13 mm y una aceleración transmitida a los encofrados verticales de 1 a 2 g. En el caso de consistencia plástica, la frecuencia será mayor a 6000 rpm, la amplitud menor a 0,13 mm y la aceleración de 3 a 5 g.
Consideraciones en el uso de vibradores externos de encofrado
Se destacan los siguientes puntos:
Se debe verificar que todas las juntas, tanto dentro como entre los tableros, estén bien ajustadas y selladas. Al moverse menos que cuando se utilizan atizadores, existe el riesgo de que la lechada se filtre por las aberturas más pequeñas.
Es importante asegurarse de que los vibradores estén firmemente sujetos o atornillados a los soportes y de supervisarlos constantemente durante su uso. De lo contrario, las vibraciones no se transmitirán por completo al encofrado y al hormigón.
El hormigón deberá verterse en pequeñas cantidades dentro de las secciones para lograr capas uniformes de aproximadamente 150 mm de espesor. Esto ayuda a evitar la incorporación de aire a medida que aumenta la carga.
Todos los accesorios deben estar bajo observación constante, preferiblemente atornillados en lugar de clavados, especialmente las tuercas de los pernos, que pueden aflojarse fácilmente debido a la vibración intensa. También se debe monitorear cualquier pérdida de lechada de hormigón y sellar las fugas siempre que sea posible.
Cuando sea posible, los 600 mm superiores del hormigón en un muro o una columna se compactarán con un atizador; si esto no es factible, se compactarán manualmente o mediante paleo hacia abajo sobre la cara del encofrado. Los vibradores externos pueden crear espacios entre el encofrado y el hormigón, que no se cierran gracias al peso de las capas superiores de hormigón en las capas inferiores, por lo que pueden permanecer abiertos en la última capa y deformar la superficie.
A continuación, os dejo un artículo sobre la prevención de daños causados por el uso de vibradores externos en piezas prefabricadas.