Actualmente existe una gran variedad de máquinas empleadas en la PHD. En la Tabla 1 se recoge una clasificación en función de la fuerza máxima de tiro, el par máximo y el peso (IbSTT, 2013). Más del 90% de las máquinas se pueden clasificar como pequeñas o medianas, con una fuerza máxima de tiro de 250 kN. Con estas características, se pueden colocar diámetros que oscilan entre los 50 mm y los 2200 mm, e incluso llegar a 3 km de conducción si se dan las circunstancias favorables. Aunque las máquinas estándar y más versátiles del mercado suelen tener 500 kN de tracción, las mayores tiran unos 2000 kN. Resulta interesante en este sentido el trabajo de Gierczak (2014) donde se realiza una valoración cualitativa de los riesgos inherentes a los proyectos PHD. Además, estas máquinas presentan una gran variedad de sistemas de guiado, cabezas de perforación, de ensanchamiento y otros accesorios (Figura 2).


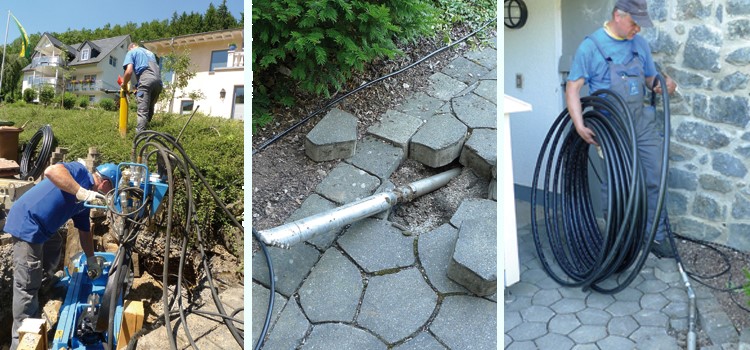
Las pequeñas acometidas utilizan sistemas Mini-PHD (Figura 3) en las que la dirección de la cabeza de perforación se logra gracias al corte en bisel que presenta la propia broca. En los sistemas Maxi-PHD se utiliza una camisa doblada para desviar el eje del cabezal de corte, además de un tubo de lavado (“washover”) o una camisa con un gran diámetro interno, dentro de la que se desliza la sarta de perforación. A pesar de la gran variedad de máquinas y fabricantes, los equipos están montados sobre tráiler, sobre orugas o por módulos. El sistema modular suele ser la mejor opción para los equipos de mayor potencia, por su facilidad y rapidez de acoplamiento. Para obras de fácil acceso y para facilitar el transporte, lo mejor sería montar el equipo sobre un tráiler, pero si tenemos problemas de movilidad, mejor sería montarlo sobre orugas.
Los rendimientos de las máquinas PHD dependen del tipo de terreno (ver Tabla 2), pero también de aspectos gerenciales, medioambientales o de las condiciones de la tubería. Zayed y Mahmoud (2013) analizan todos los factores que influyen en la productividad. Predecir la producción y los costes que va a tener un equipo de estas características puede ser complejo (Yepes, 2015); en este sentido Zayed y Mahmoud (2014) proponen técnicas basadas en la lógica difusa para su predicción.
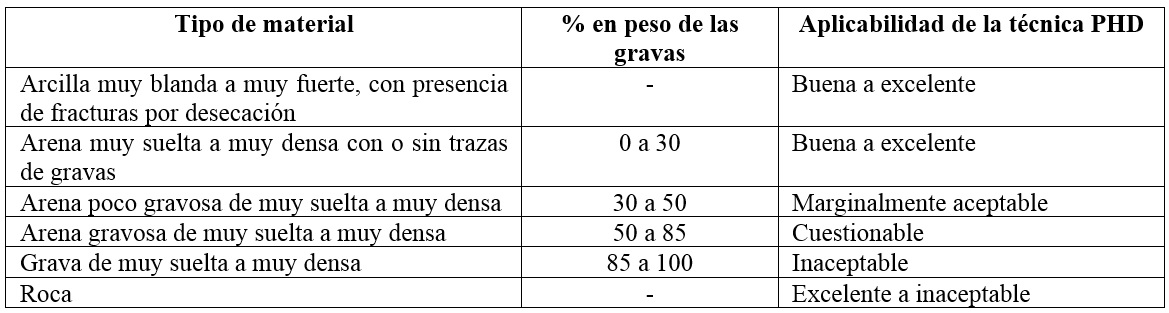
Así, lo más favorable son arcillas homogéneas, mientras que los materiales granulares presentan problemas de estabilidad, sobre todo bajo nivel freático. Además, las gravas pueden acelerar el desgaste de la cabeza de perforación. Wang y Sterling (2007) han estudiado el comportamiento de la PHD en arenas flojas o mezclas de arenas y gravas, que son los terrenos más problemáticos. En el caso de roca, las máquinas deben contar con motores de lodos que accionen las cabezas cortadoras. Existen incluso máquinas con doble varilla en el que el tubo interior hacer rotar la cabeza cortadora de roca y el exterior proporciona la dirección de perforación; sin embargo, estas máquinas son de pequeño diámetro y longitud de perforación. Otra opción es combinar la percusión con el empuje y la rotación.
En cuanto al emplazamiento de las máquinas, éstas se instalan en superficie, aunque en ocasiones se implantan en un foso. Las de superficie se desplazan mediante orugas, aunque si son muy grandes a veces se requieren medios de transporte. Con todo, son necesarios pequeñas excavaciones para conectar los extremos de los tramos de tubería. Las máquinas emplazadas en fosos se usan normalmente para tramos cortos y rectos, con ligeras desviaciones. Esta circunstancia también restringe la longitud de la sarta de perforación.
Las máquinas PHD presentan dos características comunes, un soporte que empuja la sarta de perforación para la perforación piloto y luego tira de ella y del tubo durante el ensanchamiento (Figura 4), y un motor que hace girar la sarta de perforación, junto con la cabeza de perforación o de ensanche. El empuje suele ser hidráulico, y la inclinación del soporte está inclinada entre 10º y 20º respecto a la horizontal. Si la máquina se emplaza en un foso, la reacción necesaria la proporcionan las caras de la excavación. Las máquinas de superficie se anclan al suelo para su estabilización.

La sarta de perforación está formada por tubos que están sometidos a grandes esfuerzos, tanto de tracción como de compresión por el empuje y tiro de la máquina, así como de torsión por el par de rotación. Además deben ser flexibles para adaptarse a los cambios de dirección de la perforación y ligeros para facilitar su transporte. Y por supuesto, resistentes a la abrasión y al desgaste. Cheng y Polak (2007) presentan un modelo teórico para el dimensionamiento de las tuberías y Yang et al. (2014) proporcionan un modelo dinámico determinar los esfuerzos de tiro. Las máquinas emplazadas en superficie usan tubos de entre 3 y 9,6 m de longitud, mientras que las situadas en un foso requieren tramos más cortos, entre 0,3 y 1, 5 m. Estos tramos suelen roscarse entre sí, aunque también hay conexiones tipo bayoneta. La tubería se incorpora a la perforación por tramos cargándose por un sistema automático de la máquina (Figura 5). Los tramos se pueden roscar o desenroscar de forma automática para acelerar la producción y seguridad de las operaciones.

A continuación os dejo un vídeo explicativo que espero sea de vuestro interés.
Referencias:
- Cheng, E., and Polak, M. A. (2007). Theoretical model for calculating pulling loads for pipes in horizontal directional drilling. Tunnelling and Underground Space Technology, Volume 22, No. 5-6, pp. 633-643.
- Gierczak, M. (2014). The qualitative risk assessment of mini, midi and maxi horizontal directional drilling projects. Tunnelling and Underground Space Technology, Volume 44, pp. 148-156.
- IbSTT Asociación Ibérica de Tecnología SIN Zanja (2013). Manual de Tecnologías Sin Zanja.
- Wang, X., and Sterling, R. L. (2007). Stability analysis of a borehole wall during horizontal directional drilling. Tunnelling and Underground Space Technology, Volume 22, No. 5-6, pp. 620-632.
- Yang, C. J., Zhu, W. D., Zhang, W. H., Zhu, X. H., and Ren, G. X. (2014). Determination of pipe pullback loads in horizontal directional drilling using an advanced computational dynamic model. Journal of engineering mechanics, Volume 140, No. 8, 04014060.
- Yepes, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia, 89 pp.
- Yepes, V. (2015). Coste, producción y mantenimiento de maquinaria para construcción. Editorial Universitat Politècnica de València, 155 pp.
- Yepes, V. (2015). Aspectos generales de la perforación horizontal dirigida. Curso de Postgrado Especialista en Tecnologías Sin Zanja, Ref. M7-2, 10 pp.
- Zayed, T., and Mahmoud, M. (2013). Data acquisition and factors impacting productivity of horizontal directional drilling (HDD). Tunnelling and Underground Space Technology, Volume 33, pp. 63-72.
- Zayed, T., and Mahmoud, M. (2014). Neurofuzzy-based productivity prediction model for horizontal directional drilling. Journal of Pipeline Systems Engineering and Practice, Volume 5, No. 3, 04014004.