La próxima semana tendrá lugar el II Curso de posgrado «Especialista en tecnologías sin zanja», en el cual tendré la oportunidad de participar explicando aspectos generales de la perforación horizontal dirigida. Para aquellos que queráis más información sobre este curso, os recomiendo que os pongáis en contacto con IbSTT, que es la Asociación Ibérica de Tecnología SIN Zanja (http://www.ibstt.org/). Existen precios especiales para estudiantes y para aquellos otros alos que les interese sólo uno de los módulos. Os dejo algunos folletos al respecto.
La hidrodemolición es una técnica de demolición y extracción del hormigón que consiste en el uso de agua a alta presión. Se trata de extraer el hormigón de estructuras tales como puentes, túneles, etc. Se utiliza además para la reparación y el acondicionamiento de las estructuras dañadas.
La porosidad del hormigón permite que un chorro de agua a presión sea capaz de romperlo. A diferencia de otros métodos, la hidrodemolición no genera microfisuras ni el despegue de las armaduras del interior de la estructura, es decir, queda una superficie rugosa que favorece claramente la adherencia ante cualquier revestimiento posterior. Las armaduras, además, quedan libre de óxido y preparadas para su protección posterior.
El rendimiento de esta técnica alcanza un valor promedio de un metro cúbico por hora, variable en función del tipo de máquina empleada. Estas máquinas cuentan con motores diésel de unos 500 caballos de vapor que proporcionan al agua una presión de unos 1.500 bares, a un caudal de unos 200 litros por minuto. Variando el tiempo que el hormigón esté expuesto al chorro de agua se conseguirá una mayor o menor profundidad de demolición. En comparación con otros métodos tradicionales de demolición del hormigón, como el uso de martillos, supone un rendimiento unas veinte veces mayor. Es además la técnica menos agresiva con el medio ambiente, aunque el residuo que genera es una suspensión agua-hormigón.
Os paso a continuación algunos vídeos al respecto. Espero que os guste.
La innovación en la maquinaria de la construcción avanza hacia la especialización y la autonomía de los equipos. Así hoy día existen equipos de demolición de elevada potencia capaces de funcionar mediante mando a distancia con bluetooth, incluso a 100 m sin peligro de interferencias y con seguridad para el operario. Esto es especialmente interesante en trabajos en zonas peligrosas con desniveles o con accesos reducidos. Si además funcionan de forma eléctrica, es posible su uso en recintos cerrados al no provocar humos de combustión. Sin embargo los usos también se encuentran fuera de la ingeniería civil, como es el caso de la manipulación de escombros o la realización de trabajos en altas temperaturas como acerías y fundiciones, limpiar hornos en cementeras, o trabajos en túneles y galerías en el sector minero.
A continuación os dejo un vídeo explicativo de los robots de Husqvarna, que espero os sea de utilidad.
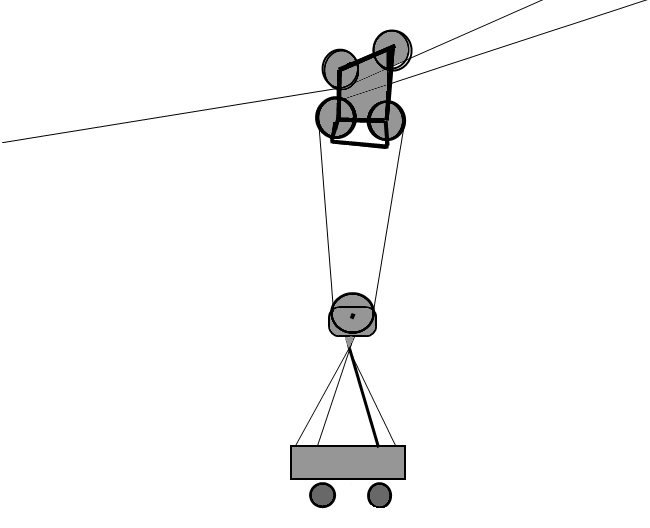
También denominado como cable-grúa, grúa funicular o andarivel, es una instalación similar a los puentes-grúa donde la viga-puente se reemplaza por un cable portante sobre el que se desliza el carretón del que se suspende la carga. Tanto el accionamiento del carretón como los movimientos de izado o descenso se consiguen mediante cables que se manejan desde el suelo. Su aplicación es habitual en la construcción de presas, puentes, astilleros, etc. El nombre de «blondin» viene del funámbulo y acróbata francés Jean François Gravelet-Blondin ( 1824-1897).
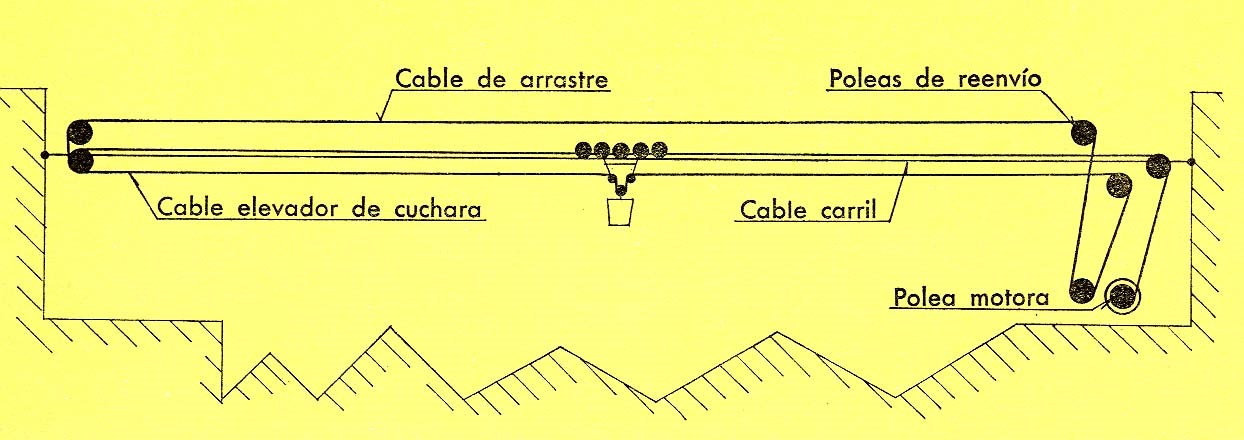
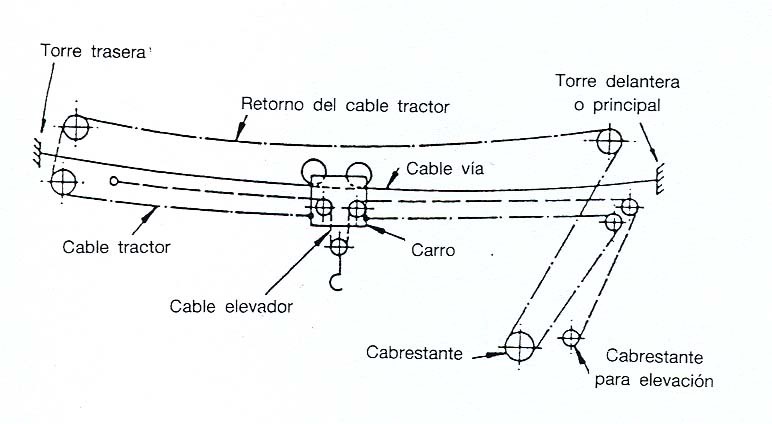
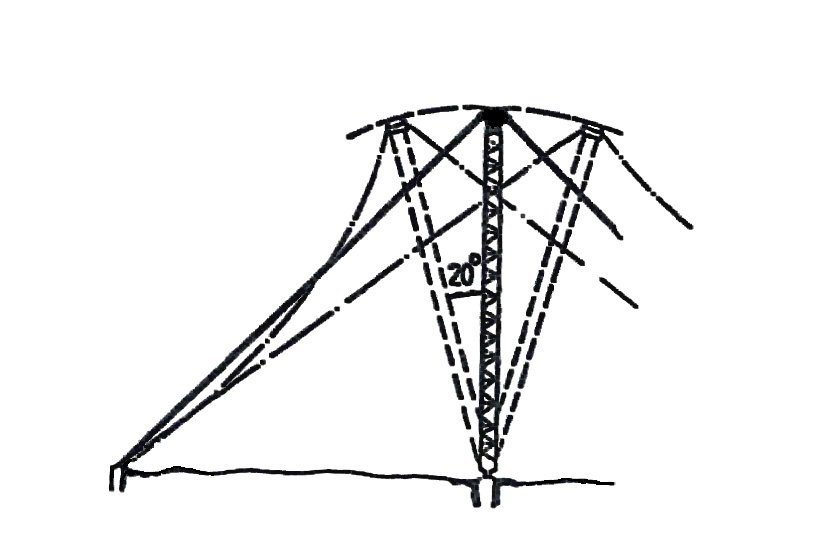
Esquema de funcionamiento del blondín
Se distinguen los siguientes cables en el blondín:
Cable vía o cable carril: cable atirantado sobre el que se desplaza el carretón o bicicleta. Está fijo a dos mástiles o torres, actuando a modo de dintel de pórtico.
Cable tractor o de vaivén: es el que desplaza al carretón.
Cable elevador: sirve para el izado de la carga, fijando la posición vertical del gancho.
Sistema de cables del blondín
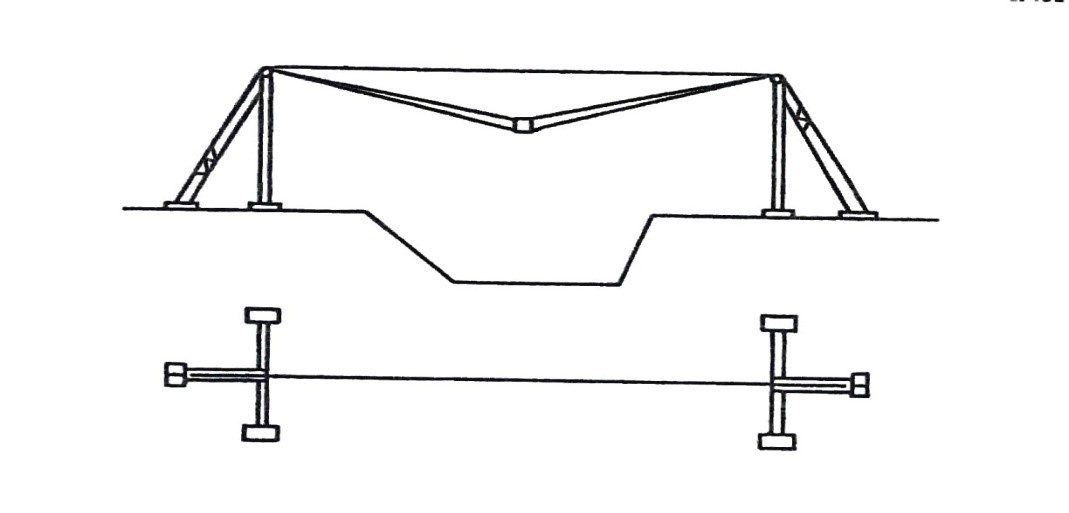
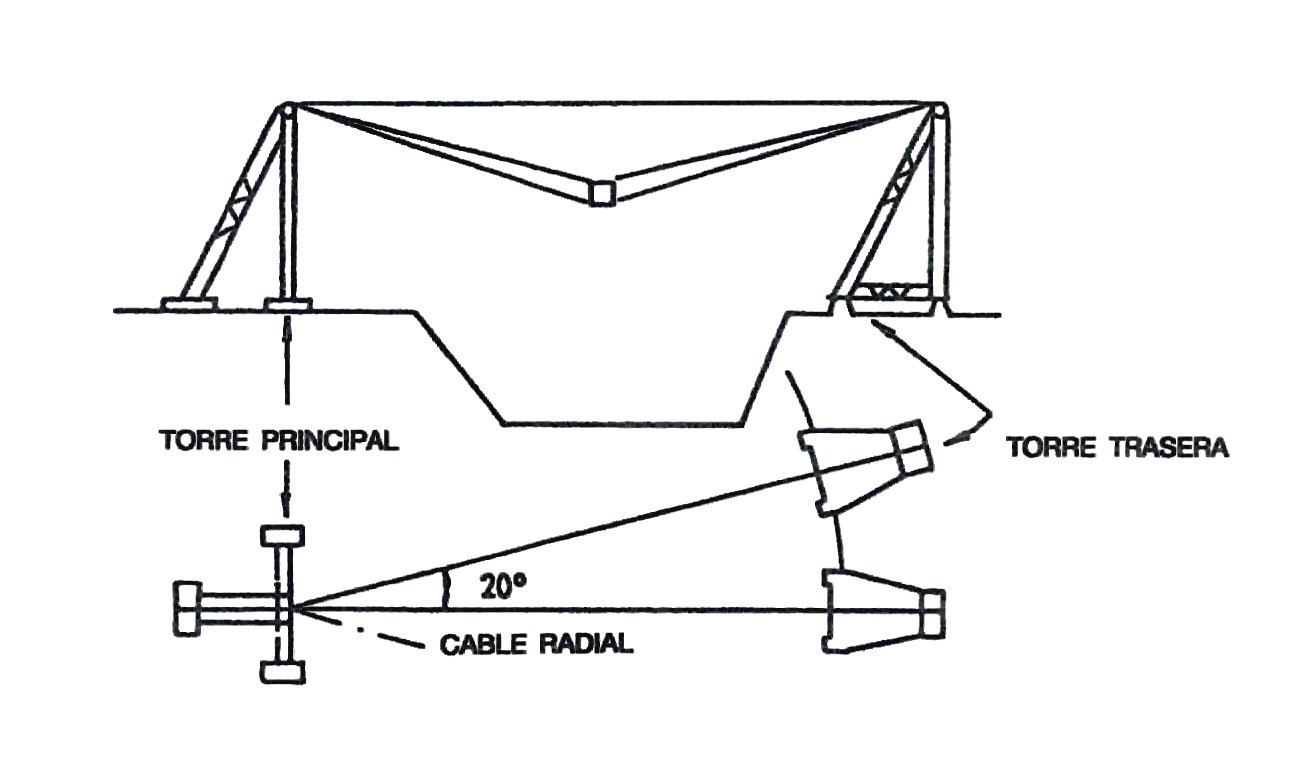
Los tipos de blondines más habituales, en función de los grados de libertad de los soportes, son los siguientes:
Fijos: si los mástiles son completamente inmóviles.
Basculantes: cuando un mástil es fijo y el otro abatible alrededor de la base.
Radiales: con un mástil fijo y el otro desplazable sobre carriles.
Paralelos: si los dos mástiles pueden deslizarse paralelamente sobre carriles.
Blondín de cable fijoBlondín de cable basculanteBlondín de cable radial
Los blondines han permitido alcanzar luces que se aproximan a los 1000 m, y una capacidad de carga ha llegado a las 50 t. Sin embargo las características normales de estas instalaciones se recogen en la Tabla. Sin embargo, estos equipos requieren una instalación compleja y por tanto difícilmente amortizable si la obra no es de gran volumen.
Tabla.- Características normales de los blondines
Luz entre torres
300 – 1,000 m
Capacidad de carga
10 – 25 t
Altura de las torres
10 – 30 m
Velocidad de traslación del carretón
2 – 8 m/s
Velocidad de elevación del gancho
0.3 – 1.5 m/s
Velocidad de traslación de las torres
0.1 – 0.3 m/s
Os dejo un vídeo de un blondín usado en la construcción de la presa de Ibiur.
En este otro vídeo podéis ver cómo se vacía hormigón con un blondín.
Referencia:
YEPES, V.; MARTÍ, J.V. (2017). Máquinas, cables y grúas empleados en la construcción. Editorial de la Universitat Politècnica de València. Ref. 814. Valencia, 210 pp.
Las losas de hormigón postesado en edificación pueden encontrarse ya en el año 1955 en los Estados Unidos, cuando apareció un sistema de construcción denominado «lift-slab», patentado por Tom Slick, que consistía en hormigonar las losas en la planta baja de forma que sirvieran de encofrado para las otras, y elevarlas hasta su posición definitiva tras sucesivas operaciones de izado. En pocos años, entre los años 50 y 60, los constructores emplearon este método constructivo, que se hizo con una parte muy importante del mercado de la edificación americano.
Inicialmente, las losas eran de hormigón armado, lo que generaba dos problemas básicos:
— Las losas tendían a pegarse las unas con las otras en el momento del izado y se fisuraban debido al peso propio añadido al tratar de despegarlas.
— En vanos de 8,5 a 9 m los espesores de las losas oscilaban entre 20 y 25 cm., por lo que las deformaciones eran un problema considerable.
Los ingenieros que trabajaban con este método constructivo tenían conocimiento del pretensado y del modo como podía evitar las deformaciones. En estas primeras realizaciones el postesado empezó a solucionar los problemas del aligeramiento del peso para reducir flechas y la fisuración. La técnica del postesado ya se utilizaba por aquellos años en Europa en puentes y otras tipologías constructivas.
Los sistemas más conocidos de izado de forjados son el Jack Block en el que los gatos están situados en la parte inferior y el Lift-Slab en el que los gatos se colocan sobre los pilares. En el caso del Lift-Slab los forjados se construyen unos sobre otros, eliminándose así todo encofrado, interponiéndose entre dos consecutivos unas láminas de separación. Este procedimiento permite ejecutar los forjados en óptimas condiciones, sobre un plano horizontal, sin puntales ni encofrados, a cambio de una elevación cuidadosa de cada una de las placas y la ejecución de las uniones de elementos ya terminados, donde a veces es difícil establecer la continuidad.
Os dejo a continuación un vídeo donde podemos ver los principios básicos de este procedimiento constructivo. Espero que os guste.
Vía en placa de hormigón en Alemania. Fuente: https://es.wikipedia.org
La concepción de la superestructura del ferrocarril presenta ciertas semejanzas de evolución conceptual e histórica respecto a la de las carreteras. De hecho, el dualismo existente en los firmes de carreteras referido a los firmes flexibles y los rígidos, puede extenderse, de alguna forma, al existente en la tecnología del ferrocarril respecto a la superestructura de vía con balasto o sin él, es decir, con vía en placa. El debate entre el uso del balasto o de la vía en placa es un debate abierto (Puebla et al., 2000), donde los condicionantes técnicos, funcionales y económicos cobran especial importancia, especialmente cuando se refieren a las líneas de alta velocidad.
La superestructura de balasto presenta, sin duda, ventajas importantes como son los costes de construcción menores que las alternativas sin balasto, la posibilidad de modificar la situación de la vía sin causar problemas de explotación, la regulación sencilla de la altura en caso de asientos de terraplenes, una buena amortiguación acústica y una conservación avalada por la experiencia, con medios mecanizados (Estrade, 1991). Países mediterráneos como Francia, Italia o España han sido partidarios del balasto debido, entre otras causas, a la calidad de los yacimientos de rocas silíceas que permiten, según indican Puebla et al. (2000) una adecuada relación comportamiento/coste. Además, como indica Melis (2006a), los grandes descensos de los terraplenes impiden en ocasiones poner vía en placa sobre ellos. Ello supone, de hecho (Melis, 2006b) la práctica eliminación de los terraplenes altos en las líneas de alta velocidad, reduciendo su altura a 9 m y su asiento a 30 mm, bajando rasantes y alargando túneles.
Sin embargo, uno de los problemas más importantes de las líneas de alta velocidad es el mantenimiento de la calidad de la vía sobre balasto. Este hecho se constató ya en la línea del Tokaido, en Japón, en el año 1964, para velocidades máximas de 210 km/h. El mantenimiento de la calidad geométrica de la vía obliga a operaciones mecanizadas de mantenimiento. Esta dificultad, además, suele ser mayor en infraestructuras difíciles como puentes y túneles. Así, ya en 1924 en un túnel japonés se sustituyó el balasto por unos bloques de madera embebidos en hormigón, formando un basamento bajo cada carril para evitar los problemas con los flujos de agua. Por tanto, la necesidad de una alternativa al balasto se reveló como importante, a pesar de que dicha tecnología también presentaba problemas a resolver. Esta necesidad de un sistema de vía distinto al tradicional ya se puso de manifiesto en 1971 en el estudio HSB (ver Escolano, 1998) para velocidades superiores a los 200 km/h. Ello se debe a que el esfuerzo dinámico aumenta con la velocidad del tren y depende de la calidad posicional de la vía. Es por ello que Alemania adoptó la decisión de aplicar este tipo de montaje en todas sus nuevas líneas de alta velocidad. A todo ello habría que añadir el efecto del schotterflug o “vuelo del balasto” arrastrastrado en el caso de trenes circulando a elevada velocidad (Melis, 2006b).
Vista de como se construye la vía, las armaduras posicionan las traviesas y luego serán hormigonadas. Fuente: https://es.wikipedia.org/wiki/V%C3%ADa_en_placa#/media/File:Schwellen_Rheda.jpg
Los elementos constitutivos de la vía en placa lo forma la plataforma, la solera, la placa soporte, la fijación del carril, la soldadura en barra larga y los elementos adicionales. Una ventaja que caracteriza a la vía en placa es que, frente a la rodadura, el sistema presenta una elasticidad y una amortiguación independiente de la climatología, con una alta disponibilidad para el servicio del vial, con un buen comportamiento ante la dinámica de la marcha, y por tanto, y bajo mantenimiento (Escolano, 1998). Además, las proyecciones de balasto quedan descartadas, precisan de una sección menor de los túneles, se adapta mejor al terreno y el comportamiento se garantiza para velocidades menores a 300 km/h (Escolano, 1998). Otro aspecto de gran importancia es, tal y como indica López-Pita (2001), la cuantificación de la rigidez vertical de la vía. Se trata de un indicador clave en los fenómenos de interacción vía-vehículo, y por tanto, en el deterioro de la vía, especialmente importante en las líneas de alta velocidad. En este sentido, López-Pita (2001) indica que la degradación de la capa de balasto por causa de las vibraciones generadas por el material ferroviario, especialmente en líneas de alta velocidad, podría limitarse con el empleo de vía en placas de asiento de elevada elasticidad. En este sentido, Sheng et al. (2004) comentan que la placa en vía puede reducir el nivel de vibración frente al balasto en el caso de presencia de irregularidades verticales. La solución de vía en placa es más cara de construcción, pero más económica en su mantenimiento. Así por ejemplo, Esveld (2001) indica que este coste de mantenimiento puede reducirse hasta un 70-90%. El encarecimiento se debe, fundamentalmente, a los bajos rendimientos. Además, el rectificado y ajustado del posicionamiento del carril se mueve dentro de límites muy estrictos.
Lei y Zhang (2011) presentaron un modelo de análisis dinámico que le permitió desarrollar un nuevo tipo de placa para vía. Poveda et al. (2015) han presentado recientemente un estudio numérico sobre fatiga en el diseño de placas para vía. Parte de estos autores presentaron también un diseño experimental que comprobaba el comportamiento a fatiga de estos elementos (Tarifa et al., 2015). El Ministerio de Fomento (2014), elaboró una monografía sobre la aplicación de los Eurocódigos para el cálculo de puentes de ferrocarril, centrándose en la vía en placa en aquellos aspectos no contradictorios con dichos códigos.
Puebla et al. (2000) indican cuatro grupos de sistemas de vía en placa: construcción en capas, construcción monolítica, construcción por bloques recubiertos de elastómero y sistemas de construcción especiales. En cualquier caso, el problema más importante que afecta a la viabilidad económica de la vía en placa es su materialización, es decir, los costes elevados derivados de su construcción. Las causas del bajo rendimiento y del elevado coste del montaje de vía sobre placa se debe fundamentalmente a dos motivos. El primero al propio montaje de la vía a su posición teórica definitiva, con un elevado grado de precisión y tolerancias muy restrictivas. Así, el hormigonado tradicional permite un rendimiento de 150 a 200 m/día, muy por debajo de los rendimientos en balasto, que pueden ser más de 1000 m/día. Incluso con el método Alemán, que consiste básicamente en introducir un tren de mezcladoras por una vía auxiliar -construida expresamente a tal efecto- y bombear el contenido de forma íntegra, los rendimientos no superan los 175 a 250 m/día. Es evidente que es necesario un salto tecnológico para superar esta barrera en los rendimientos para ser competitivo económicamente frente al balasto.
Os dejo a continuación un vídeo sobre el hormigonado tradicional de la vía en placa. Espero que os guste.
Os dejo también la Guía Técnica de IECA sobre «Vía en placa mediante losa portante de hormigón para ferrocarril». Espero que os sea útil.
Escolano, J. (1998). La “vía en placa” en la DB AG. Revista de Obras Públicas, 145(3382):21-34.
Estrade, J.M. (1991) La superestructura de vía sin balasto: perspectivas de su aplicación en las nuevas líneas de alta velocidad. Revista de Obras Públicas, 138(3305):9-28.
Estrade, J.M. (1998) La superestructura de vía en placa en las nuevas líneas de alta velocidad de nuestro país. Revista de Obras Públicas, 145(3372):63-74.
Esveld, C. (2001). Modern railway track. 2nd ed. The Netherlands: Delft University of Technology.
Lei, X.; Zhang, B. (2011). Analysis of dynamic behavior for slab track of high-speed railway base don vehicle and track elements. ASCE Journal of Transportation Engineering, 137(4): 227-240.
López-Pita, A. (2001). La rigidez vertical de la vía y el deterioro de las líneas de alta velocidad. Revista de Obras Públicas, 148(3415):7-26.
Melis, M. (2006a). Terraplenes y balasto en la alta velocidad ferroviaria (primera parte). Revista de Obras Públicas, 153(3464):7-36.
Melis, M. (2006b). Terraplenes y balasto en la alta velocidad ferroviaria. Segunda parte: Los trazados de Alta velocidad en otros países. Revista de Obras Públicas, 153(3468):7-26.
Ministerio de Fomento (2014). Documentos complementarios no contradictorios para la aplicación de los Eurocódigos para el cálculo de puentes de ferrocarril. Centro de Publicaciones, 211 pp.
Poveda, E.; Yu, R.C.; Lancha, J.C.; Ruíz, G. (2015). A numerical study on the fatigue life design of concrete slabs for railway tracks. Engineering Structures, 100:455-467.
Puebla, J.; Fernández, A.; Gilaberte, M.; Hernández, S.; Ruíz, A. (2000). Para altas velocidades ¿Vía con o sin balasto? Revista de Obras Públicas, 147(3401): 29-40.
Sheng, X.; Jones, C; Thompson, D. (2004). A theoretical model for ground vibration from trains generated by vertical track irregularities. Journal of Sound and Vibration, 272(3–5):937–65.
Tarifa, M.; Zhang, X.; Ruíz, G.; Poveda, E. (2015). Full-scale fatigue tests of precast reinforced concrete slabs for railway tracks. Engineering Structures, 100: 610-621.
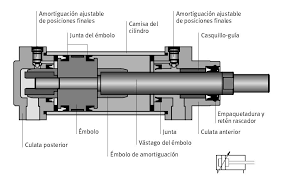
Aprende a calcular las dimensiones de un cilindro de doble efecto conocidas sus condiciones de trabajo. Se trata de explicar cuándo debes usar la ley de Boyle para el caso de que nos pidan el volumen de aire en condiciones normales (a presión atmosférica) para un ciclo de funcionamiento. También se calcula la presión de trabajo requerida.
El enunciado del problema sería el siguiente: Se desea diseñar un cilindro de doble efecto cuyo émbolo soporte en el avance una fuerza de 3000 N con una carrera de 90 mm. Se pide:
Calcular el diámetro del émbolo sabiendo que el diámetro del vástago es 20 mm y el consumo de aire medido a la presión de trabajo es 0,8 libros por ciclo
Calcular la presión de trabajo despreciando la fuerza de rozamiento
Para ello os dejo el siguiente vídeo de Javier Luque que espero os sea útil.
Referencias:
YEPES, V.; MARTÍ, J.V. (2017). Máquinas, cables y grúas empleados en la construcción. Editorial de la Universitat Politècnica de València. Ref. 814. Valencia, 210 pp.
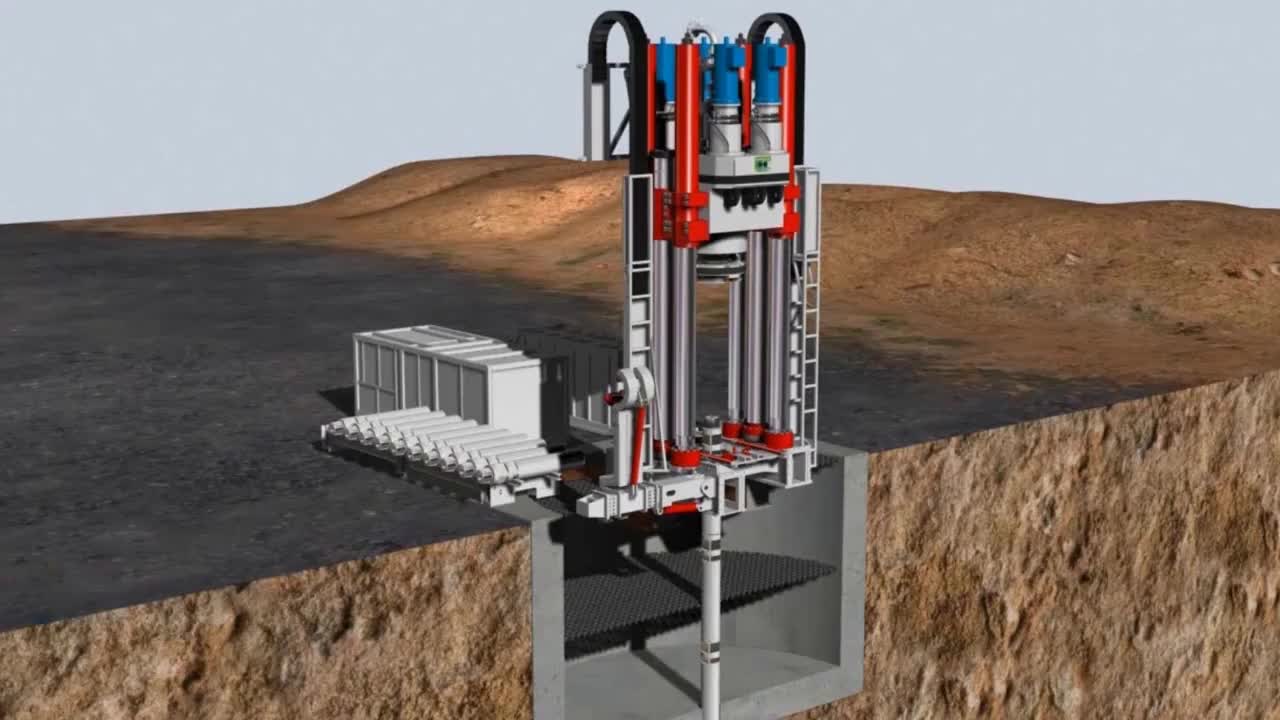
Raise Boring Rig (RBR) constituye un sistema de construcción de pozos en roca de hasta 2000 m de profundidad. Se trata de un equipo de perforación que se instala por encima del terreno. Se taladra una perforación piloto, con un ángulo que puede ser de hasta 45º. Se perfora hasta llegar al túnel o caverna ya existente. Posteriormente se retira la broca piloto y se fija un escariador a la sarta de perforación, que amplía la perforación hacia arriba.
Os dejo a continuación un vídeo de la empresa Herrenknecht donde podéis ver el procedimiento constructivo. Espero que os guste.
Referencia:
YEPES, V. (2014). Maquinaria para sondeos y perforaciones. Apuntes de la Universitat Politècnica de València, Ref. 209. Valencia, 89 pp.
Una mototraílla convencional, empujada por un buldócer, tiene una curva de llenado, función del tiempo de carga “t”: C=C(t). Sabiendo que el ciclo completo de las mototraíllas vale (a+t) y el de las empujadoras (b+d·t), siendo a, b y d constantes, calcular el tiempo de carga óptimo.
Resolución:
Como el material encuentra cada vez mayor resistencia a entrar en la caja de la traílla conforme esta se va llenando, la curva de carga es creciente, con un valor asintótico superior, que es la mayor capacidad de la traílla, a partir de la cual la misma cantidad de material que entra por abajo es derramado por su parte superior.
La curva C=C(t) tendría una forma como la que sigue:
El tiempo de carga óptimo es el que minimiza el coste unitario de producción U(t):
El coste horario del equipo, si este está formado por “n” traíllas, a un costo horario de “T” ptas/h, y “m” topadoras, a un coste horario de “E” euros/h, será:
Coste horario del equipo=n·T+m·E euros/h
La productividad horaria del equipo va a depender de si faltan o sobran traíllas.
* Si faltan traíllas, serán estas las que condicionen la producción total del equipo, que será:
En este caso
para encontrar el mínimo, derivamos e igualamos a cero:
Por consiguiente, para el cálculo del tiempo de carga óptimo basta con buscar la tangente de la curva de carga desde un punto situado a una distancia “a” del origen. “a” es el período del ciclo de la mototraílla que no se emplea en la carga.
* Si sobran traíllas, las topadoras condicionarán la producción total del equipo, que será:
En este caso
para encontrar el mínimo, derivamos e igualamos a cero:
Por tanto, de forma análoga al caso anterior, para el cálculo del tiempo de carga óptimo basta con buscar la tangente de la curva de carga desde un punto situado a una distancia “b/d” del origen.
Los terrenos considerados en un movimiento de tierras presentan una amplia variabilidad, no sólo en sus componentes sólidos, sino en su humedad, disposición, índice de huecos, etc., de forma que desde una roca sólida, hasta un suelo orgánico, se puede pasar por arcillas, limos, gravas, arenas, o cualquier combinación entre estos materiales, con mayor o menor cantidad de agua. Se tiene, por tanto un conjunto de materiales, más o menos heterogéneos, constituidos por una mezcla en las tres fases, sólida, líquida y gaseosa.
Estos materiales tendrán mayor o menor resistencia de remoción y arranque (penetración y separación) en función del peso específico, de su dureza, rozamiento interno o cohesión. Ello influirá en su facilidad de carga, y por tanto, se observa la estrecha relación que existe entre el tipo de material y la maquinaria elegida para su manipulación.
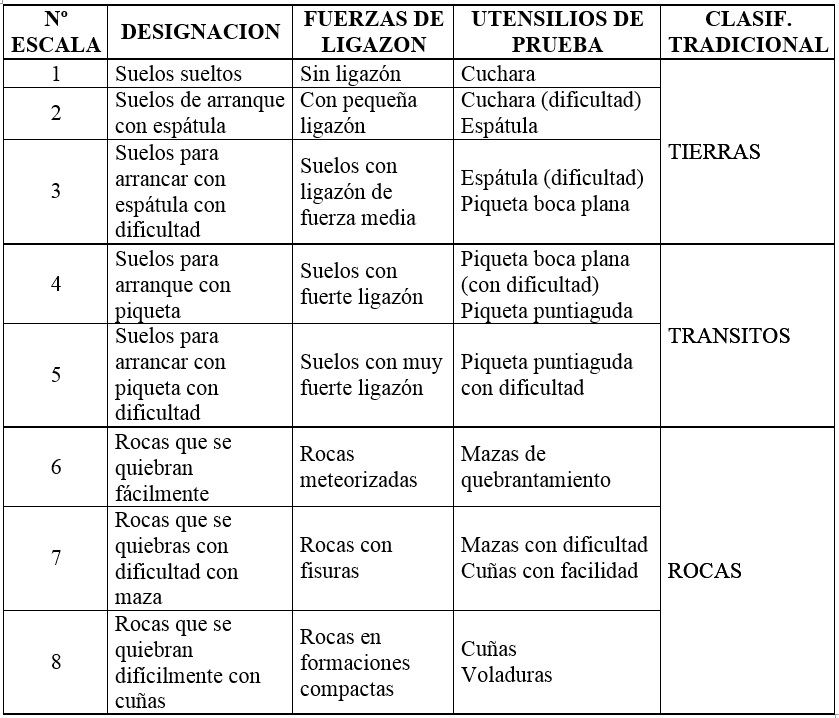
La clasificación de Kögler-Scheidig se basa en la dificultad con que se pueden arrancar los suelos con utensilios manuales empleados por los geólogos en los reconocimientos de terreno. Esta clasificación agrupa los materiales en una escala de 1 a 8 según su resistencia al arranque (ver Tabla).
Tabla: Clasificación de los suelos en relación a la dificultad de su arranque (según Kögler-Sheidig)