Llamada en cierta bibliografía excavadora “ladder ditcher”, consiste en una serie de cangilones o cuchillas montados generalmente sobre orugas, que excavan en la dirección del eje de avance de la máquina y vierte las tierras, sobre una cinta transportadora dispuesta en dirección transversal a la excavadora. La tierra excavada se deposita en un cordón lateral o se carga en las unidades de transporte.
Sus elementos esenciales son:
El brazo de cangilones, móvil mediante cilindros hidráulicos hasta una inclinación máxima de 55º respecto a la horizontal, que tienen montados cangilones con cuchillas para terrenos no rocosos, dientes cónicos o picas en terrenos rocosos y dientes cuadrados en terrenos congelados.
Nivelador de fondo, con el que se consiguen zanjas de fondo limpio, llevando una zapata en su estructura que impide a la máquina excavar a más profundidad de la requerida.
Transportador de descarga, situado transversalmente al eje longitudinal, y consiste en una cinta transportadora con altura de descarga regulable.
La máquina empieza excavando sin moverse, descendiendo el brazo de cangilones hasta la profundidad deseada, posteriormente avanza y mantiene una velocidad compatible con la naturaleza del terreno, al igual que la velocidad de los cangilones.
Zanjadora utilizada en la segunda fase del postrasvase den Villena. Fuente: http://www.diarioinformacion.com/elda/2010/03/22/monstruo-terreno/991803.html
De las zanjadoras, el de tipo de brazo inclinable es el que permite cavar la trinchera más ancha. Con cangilones normales, esta anchura llega hasta 0,90 m y con los dientes desbordantes, alcanza 1,45 m. El radio de las curvas que pueden abordarse sin levantar el brazo es de unos 25 a 50 m. En zanjas estrechas no se usa esta máquina.
Una de las zanjadoras más grandes del mundo se ha empleado en Villena para acelerar las obras del post-trasvase Júcar-Vinalopó. Es una máquina de 180 t, con una longitud de 4 m de ancho y 9 m de largo. Con esta máquina se pueden abrir de 100 a 120 m de zanja al día.
Os dejo a continuación varios vídeos que explican el funcionamiento de esta máquina.
Referencias:
YEPES, V. (2014). Maquinaria de movimiento de tierras. Apuntes de la Universitat Politècnica de València, Ref. 204. Valencia, 158 pp.
Quizás sea pertinente insistir en la necesidad que tenemos de conservar nuestras infraestructuras. De este tema ya hablamos en su momento en un post denominado «la crisis de las infraestructuras«. Hoy vamos a seguir la línea abierta comentando el reciclaje de firmes. Se trata de una simple pincelada de lo que nuestros alumnos aprenden con mayor profundidad en la asignatura de Procedimientos de Construcción en nuestra escuela de ingenieros de caminos de Valencia.
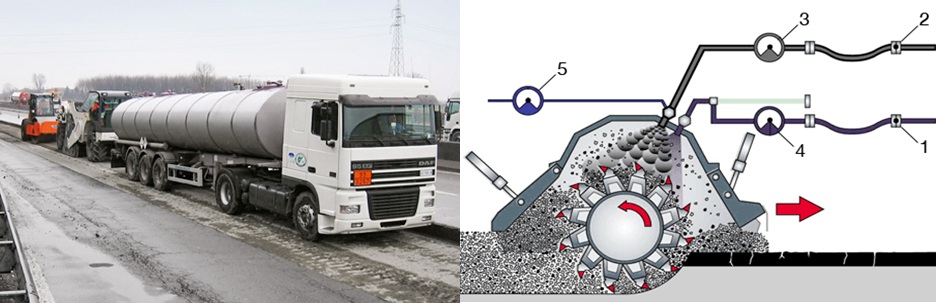
El reciclado del asfalto no es algo nuevo. El pavimento de una carretera está sujeto a un envejecimiento progresivo debido a la acción del tráfico, la meteorología y del propio material. Sin embargo, volver a calentar el asfalto para regenerarlo producía un material seco y grumoso que conservaba poco de los aceites del hormigón asfáltico original. A menudo, el asfalto se volvía a calentar de forma estática, sin agitarlo ni mezclarlo durante el proceso. Esto daba como resultado temperaturas desiguales que producían resultados dispares; una parte estaba muy caliente, otra parte estaba demasiado fría y otra a la temperatura justa. Hoy día, donde los costos del petróleo crecen y los presupuestos son escasos, la recicladora de asfalto es una forma económica de mantener las superficies asfaltadas sin dañar el medioambiente, reciclando los productos de hidrocarburos en lugar de desecharlos y utilizar material nuevo en reemplazo. El reciclaje de asfalto tiene numerosas ventajas. Una de ellas es que permite emplear el 100% del pavimento dañado, lo que disminuye los costos de mantenimiento vial en más de 40%.
Para reciclar el asfalto, se pueden usar diversas técnicas. Todas ellas se basan en la reutilización de los materiales del firme defectuoso, a los que se pueden añadir otros materiales. Los tipos habituales, sin considerar el reciclado en planta, son los siguientes:
Reciclado «in situ» en caliente: Se reutilizan todos los materiales del firme mediante una aportación de calor que se realiza en la misma obra. El firme se calienta con unos quemadores y se fresa en un grosor determinado. A este material se añaden agentes rejuvenecedores. La nueva mezcla se extiende y compacta mediante medios convencionales.
Reciclado templado «in situ»: En este caso la temperatura de fabricación es menor a la anterior, lo cual presenta ventajas desde el punto de vista medioambiental. Se utilizan para ello emulsiones bituminosas.
Reciclado «in situ» en frío con cemento: Se fresa en frío un cierto espesor del firme y se mezcla con un conglomerante hidráulico (normalmente cemento). La mezcla se extiende y compacta.
Reciclado «in situ» en frío con emulsiones bituminosas (RFSE): Tras el fresado, se mezcla el material envejecido con emulsiones y otros aditivos. Se extiende, compacta y cura la capa
Si queréis ampliar información, os dejo el enlace a la página de ANTER (Asociación Nacional Técnica de Estabilizados de Suelos y Reciclado de Firmes): http://www.anter.es/. A continuación os dejo varios vídeos para que veáis la maquinaria y la forma de realizar el reciclado de asfalto. Espero que os gusten.
En este vídeo podemos ver cómo se emplea la técnica del reciclado en frío.
En 2023 fue publicada la nueva orden circular (que sustituye a la OC 40/2017), en la que se recogen las especificaciones técnicas que deben cumplir estos materiales. Esta Orden Circular es la OC 2/2023 REUTILIZACIÓN DE CAPAS DE FIRMES Y PAVIMENTOS BITUMINOSOS. En la misma ya no se habla de reciclado sino de reutilización, otorgando una mayor jerarquía al empleo de estos materiales existentes en las carreteras. Os dejo a continuación.
El reciclado es una técnica cuyo objetivo principal consiste en transformar un firme degradado en una estructura homogénea y adaptada al tráfico que debe soportar. Se trata de reutilizar sus materiales para la construcción de una nueva capa portante, lo que permite claras ventajas medioambientales y económicas.
Para ampliar los conocimientos sobre este tema, os dejo una videoconferencia proporcionada por Structuralia sobre aplicación del cemento en la conservación de carreteras. El ponente es Jesús Díaz Minguela, Doctor Ingeniero de Caminos, Canales y Puertos y Director Técnico de IECA. Espero que os sea de utilidad.
Referencias:
YEPES, V. (2014). Maquinaria para la fabricación y puesta en obra de mezclas bituminosas. Apuntes de la Universitat Politècnica de València. Ref. 749.
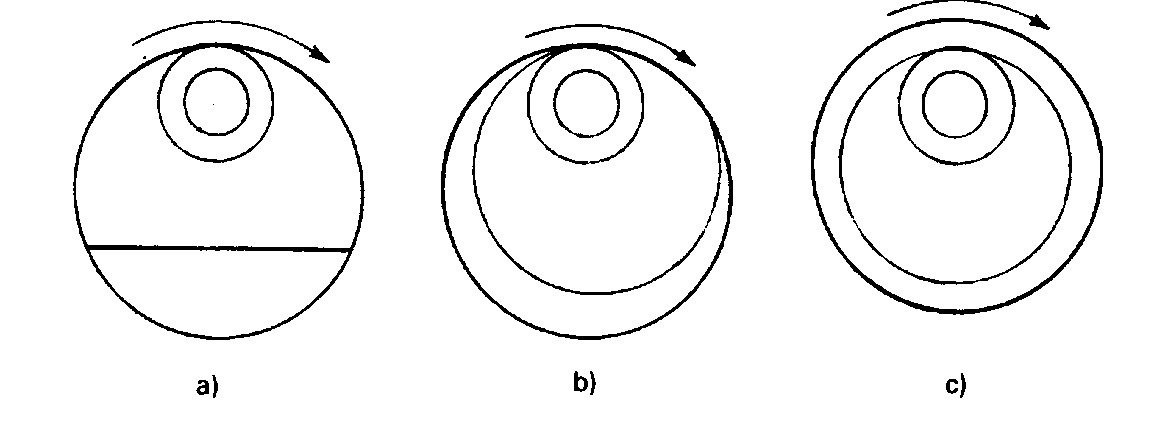
El sistema de compactación por centrifugación se basa en el aprovechamiento de la fuerza centrífuga a la que los propios componentes del hormigón son sometidos al aplicarse un movimiento de rotación. Por su fundamento físico, el sistema de centrifugación resulta adecuado para fabricar piezas huecas de hormigón de sección cilíndrica (tubos, pilotes huecos, etc.).
Para ello, se utilizan moldes giratorios completamente impermeables, en cuyo interior se introduce el hormigón. Los moldes giran horizontalmente, bien solidariamente a un eje horizontal, o apoyados sobre un sistema de rodillos, con una velocidad proporcionada a la dimensión del tubo y progresivamente mayor a medida que avanza el proceso.
a) Masa de hormigón introducida en el cilindro, b) arrastre de la masa, c) la masa de hormigón queda adherida a la superficie interior del cilindro
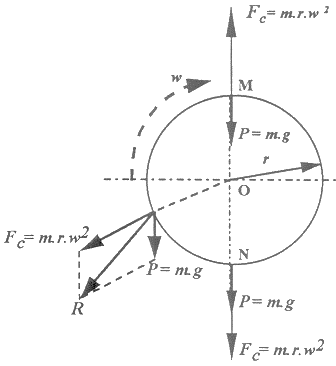
Durante el giro (ver figura) sobre cada punto actúan el peso del material P = mg y la fuerza centrífuga Fc = m rω2
En el caso en que m rω2< mg en la posición M el propio peso del material lo hará caer hacia la parte inferior del molde, de manera que solo se producirá la compresión del hormigón, cuando:
m rω2> m g
Así, el cuadrado de la velocidad de rotación debe ser inversamente proporcional al radio de la pieza y, además, para que el proceso de compactación sea efectivo, su valor ha de ser estrictamente mayor que el mínimo g/r.
Fuerzas que actúan sobre el hormigón
Como se observa en la figura anterior, la resultante de las fuerzas que actúan sobre el material es variable en función de su posición: máxima en N y mínima en M. Sin embargo, en la práctica esto no afecta a la compactación, dada la velocidad de giro, que desplaza al material durante el proceso de fabricación a una velocidad lineal de 10 a 25 m/s.
Durante todo el tiempo que la pieza gira, especialmente en piezas de gran tamaño, la velocidad no se mantiene constante. Al principio, mientras se carga el hormigón, la velocidad se reduce (≈ l/10 de Vmáx) y, una vez terminada la distribución del material, se va acelerando poco a poco hasta alcanzar la máxima velocidad. El tiempo de giro de la pieza (entre 2 y 20 minutos) debe ajustarse al espesor del tubo, sin excederlo, para evitar la segregación en el hormigón. Con este fin, si los tubos son de gran espesor, la compactación suele realizarse en capas sucesivas.
La impermeabilidad del molde debe ser la máxima posible para evitar la fuga del agua de amasado durante la centrifugación. Con la pérdida de agua se pierde también una parte de finos que puede afectar a la estanqueidad y al buen acabado superficial que es característico de las piezas compactadas por este sistema.
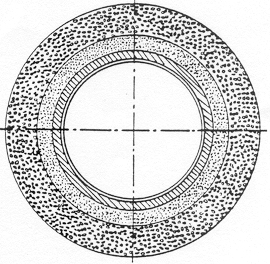
Distribución de los áridos por efecto de la fuerza centrífuga
Los áridos deben ser de la misma composición y tener un tamaño inferior a 15 mm. La propia fuerza centrífuga, proporcional al peso de los áridos, da lugar a su clasificación en capas: los más gruesos son impulsados con mayor fuerza hacia el exterior, mientras que los más finos se sitúan en el interior. El efecto de este reparto es que, en el exterior del tubo, el hormigón adquiere una mayor resistencia, mientras que, en el interior, la abundancia de finos proporciona una excelente impermeabilidad.
El hormigón debe verterse en el molde antes de iniciar su fraguado, con una consistencia plástica o blanda; no conviene que sea más fluido, ya que, además de reducir la resistencia, la compresión del material durante la centrifugación es menor. Al final del proceso, la consistencia es seca.
La impermeabilidad del molde debe ser la máxima posible para evitar la fuga del agua de amasado durante la centrifugación. Con la pérdida de agua también se pierde una parte de finos, lo que puede afectar la estanqueidad y el buen acabado superficial característico de las piezas compactadas con este sistema.
Os dejo algunos vídeos explicativos sobre el tema.
También os dejo un vídeo en el que se explica la fabricación de pilotes de sección circular.
[politube2]65098:450:358[/politube2]
Referencia:
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
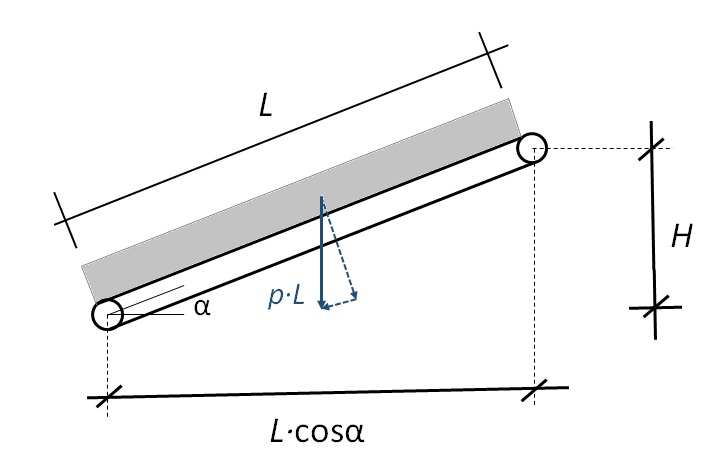
PROBLEMA. Calcula el máximo caudal de hormigón fresco que suministrará una cinta transportadora que tiene 30 m de longitud y tiene que salvar una cota de 6 m. Otros datos:
– El coeficiente de fricción entre cinta y rodillos es µ=0,10
– La densidad del hormigón fresco durante su transporte es de 2,0 t/m3
– El coeficiente de transmisión del motor es η=2/3
– La potencia del motor es de 50 C.V.
Respuesta:
El motor de la cinta transportadora debe de disponer de potencia suficiente para desplazar el hormigón fresco sobre la cinta, superando sus rozamientos y, además, para elevar el hormigón a la cota prevista.
La potencia mecánica se define como la rapidez con que se realiza un trabajo, o lo que es lo mismo, el producto de la fuerza resultante aplicada por la velocidad. La potencia necesaria para vencer el rozamiento de la cinta y rodillos µ, es el producto de la fuerza normal sobre la cinta por el coeficiente de rozamiento. Dicha fuerza se desplaza a la velocidad de la cinta.
Siendo p el peso del hormigón fresco por metro lineal de cinta, la potencia P1 necesaria para desplazar a una velocidad v el peso, teniendo en cuenta el rendimiento del motor η, sería la siguiente:
En la expresión anterior, el producto de la velocidad v por el peso por metro lineal p, se sustituye por el producto del peso específico γ del hormigón fresco por el caudal Q transportado por la cinta.
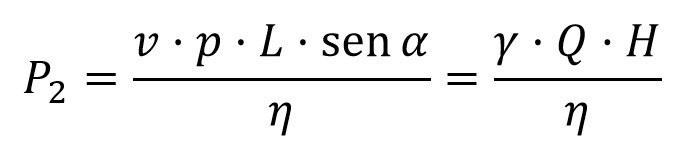
Por otra parte, la potencia necesaria para vencer el desnivel es el producto del peso del material por la velocidad de ascensión, que es v·senα, quedando la siguiente expresión:
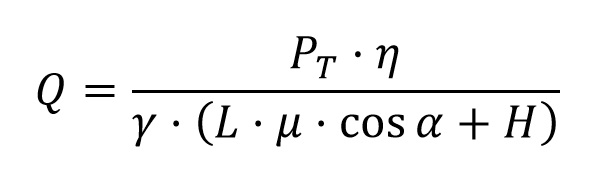
Por tanto, la potencia necesaria total será la suma de P1 y P2. Se puede calcular mediante la siguiente expresión:
De esta expresión se puede despejar el caudal Q:
Expresando todas las unidades en el Sistema Internacional (1 C.V. = 735,498 W; 1 t = 9807 N), la expresión queda como sigue:
El motor de la cinta transportadora debe de disponer de potencia suficiente para desplazar el hormigón fresco sobre la cinta, superando sus rozamientos y, además, para elevar el hormigón a la cota prevista.
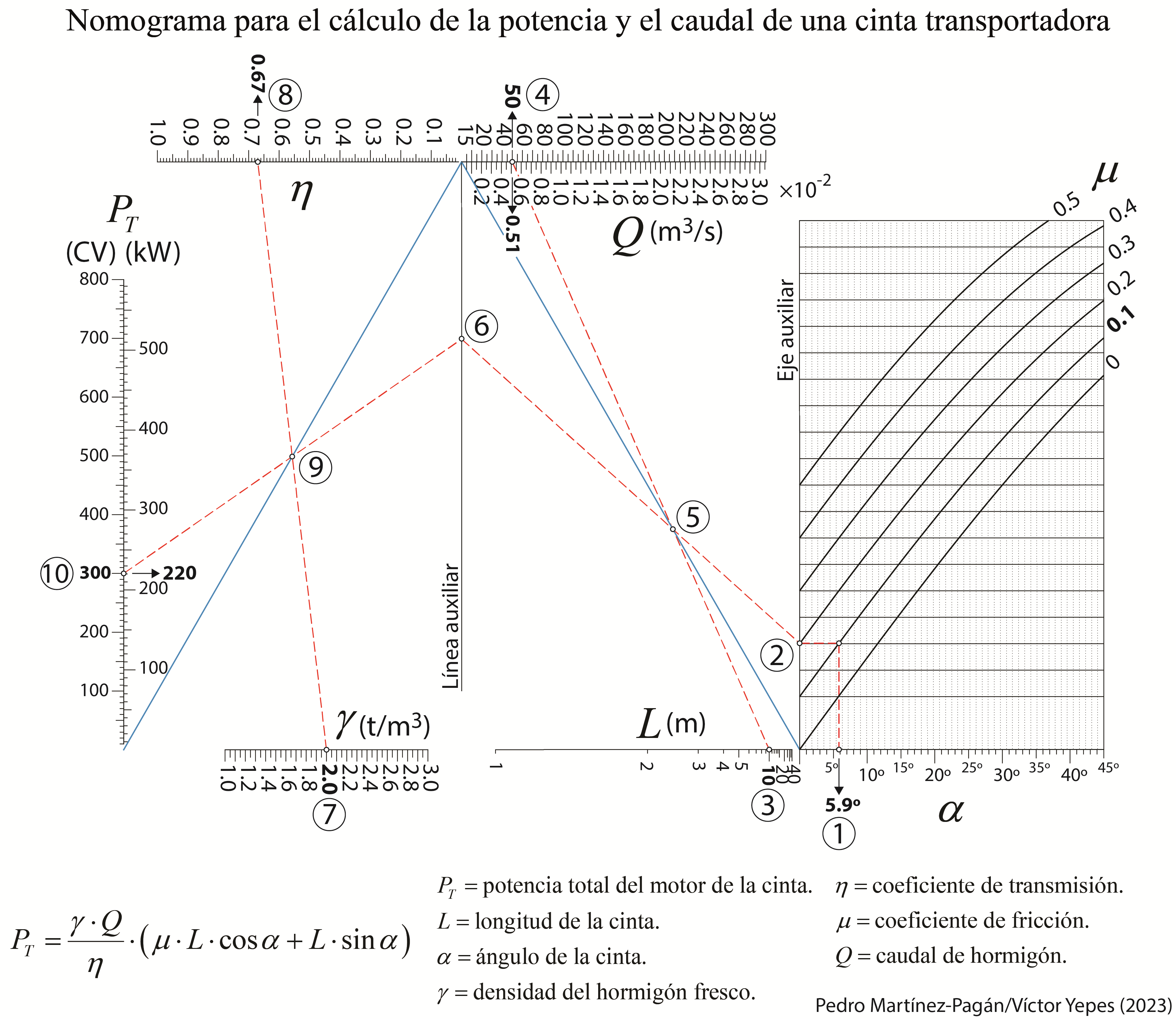
Os dejo también un nomograma que permite resolver este mismo problema. Lo he desarrollado junto con el profesor Pedro Martínez Pagán, de la Universidad Politécnica de Cartagena. En este caso, se ha resuelto el ejercicio con otros datos de partida. Espero que os sea útil.
A continuación os dejo un vídeo donde se explica el transporte del hormigón fresco mediante cinta transportadora. Espero que os sea de interés.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
La Instrucción de Hormigón Estructural EHE-08 indica claramente la necesidad de planificar y prevenir aspectos relacionados con los procedimientos constructivos, con la seguridad, con los impactos ambientales, con la trazabilidad de los materiales, entre otros. Se trata de evitar imprevistos durante la ejecución de las estructuras de hormigón. Hay que tener presente que el propio procedimiento constructivo (descimbrado, pretensado, etc.) pueden inducir acciones que pueden superar incluso las solicitaciones que tendrá la estructura durante su vida de servicio. Os dejo un objeto de aprendizaje donde explicamos brevemente este tipo de cuestiones. Espero que os sea de interés.
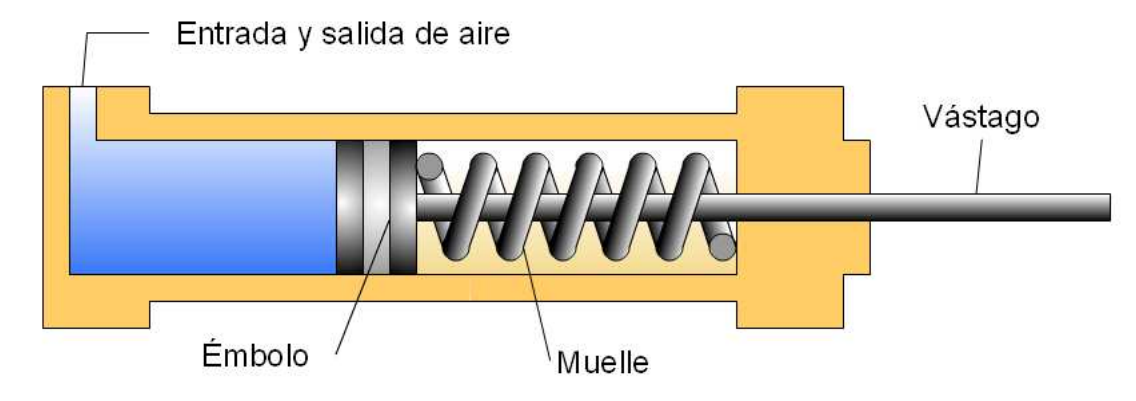
A continuación te presentamos un problema resuelto de neumática, muy sencillo, que sirve de introducción a los conceptos básicos de los circuitos neumáticos aprovechando la capacidad de un pistón de simple efecto conectado a un motor con pérdidas mecánicas. Se trata de aprender cómo calcular la fuerza de avance y aplicar la Ley de Boyle al cálculo del volumen de aire en condiciones normales.
El enunciado del problema sería el siguiente: Un cilindro neumático de simple efecto, de 63 cm de diámetro y 10 cm de carrera, trabaja a una presión de 6 bares. Sabiendo que la fuerza neta ejercida en el vástago del cilindro es el 90% de la fuerza teórica, se pide:
Fuerza neta ejercida por el cilindro en su carrera de avance.
Consumo de aire medido en condiciones normales en una hora, si ese cilindro completa 6 ciclos de trabajo cada minuto.
Para ello os dejo el siguiente vídeo de Javier Luque que espero os sea útil.
Referencias:
YEPES, V.; MARTÍ, J.V. (2017). Máquinas, cables y grúas empleados en la construcción. Editorial de la Universitat Politècnica de València. Ref. 814. Valencia, 210 pp.
La pérdida de carga en un circuito de transporte de hormigón (igual a la presión necesaria a la salida de la bomba) depende de una combinación de factores, como las propiedades del hormigón, el desnivel a salvar, la longitud del circuito, el caudal necesario, los diámetros de tubería y el material con el que están construidas. El objetivo es encontrar una solución óptima, de modo que, por ejemplo, un menor diámetro equivale a un menor coste y menos desperdicio de mezcla durante la limpieza, pero requiere una presión de bombeo superior que, en algunos casos, puede ser inaceptable.
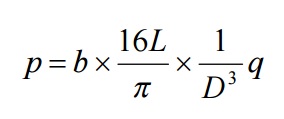
El hormigón fresco se comporta esencialmente como un fluido de Bingham y, por tanto, su flujo en tubería sigue la ley de Buckingham. Sin embargo, normalmente se acepta que existe una relación lineal entre la pérdida de carga y el caudal, en lugar de la relación cuadrática que establece la ecuación empírica de Darcy-Weisbach. Esta simplificación en el cálculo la asume el ACI (ACI 304.2r-96) y algunos fabricantes de bombas de hormigón (Putzmeister) al utilizar una fórmula empírica que indica que la relación presión-caudal (p–q) durante el bombeo es lineal, siendo el coeficiente de la ecuación que las vincula igual a una constante que depende de la geometría del circuito (cuantificada por su longitud L y diámetro D) y de las propiedades de la mezcla, expresadas en función de su asentamiento medido mediante el cono de Abrams a través del parámetro b.
Con las siguientes unidades: q (m³/h), L (m), D (m) y b (10⁻⁶·bar·h/m), entonces p (bar). Además, b se puede obtener de la tabla siguiente en función del cono de Abrams:
Esta fórmula se ha utilizado ampliamente en la generación de ábacos o en programas de cálculo de pérdidas de carga. Sin embargo, Putzmeister solo tabula el coeficiente b para valores de asentamiento menores de 12 cm, es decir, para hormigones relativamente consistentes, lo que deja fuera de su campo de aplicación a los hormigones fluidos. Si observamos, la pérdida de carga no depende de la presión en la tubería, como algunos autores han comprobado. Esta aproximación empírica es útil desde el punto de vista práctico, pero no lo es desde el teórico. Si bien proporciona buenos resultados en mezclas tradicionales, no resulta tan adecuada para los nuevos hormigones más fluidos como los autocompactantes o los de alta resistencia (Rodríguez López, 2015).
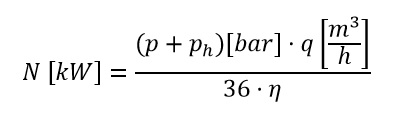
Para calcular la potencia de la bomba debemos considerar la presión originada por la pérdida de carga, más la presión necesaria para subir el hormigón a cierta altura. Dicha presión total se multiplicará por el caudal y se dividirá por el rendimiento η de la bomba para obtener la potencia N necesaria. La fórmula que hay que emplear es la siguiente:La presión en la conducción y la potencia de bombeo necesaria para transportar un determinado caudal de hormigón, puede calcularse por medio de ábacos como el de la figura en el que estos parámetros se relacionan con las características de la tubería y del hormigón de la siguiente forma: La escala vertical y horizontal del ábaco representa respectivamente en el caudal (m3/h) y la presión (bar) (en bombeo con altura de elevación, la presión total añadiendo a la presión indicada en el ábaco la presión en altura de la columna de hormigón). Además, en cada cuadrante figuran el diámetro de la tubería, la longitud equivalente (longitud real más la longitud añadida por las pérdidas), la consistencia del hormigón y la potencia necesaria de la bomba. El resultado es aproximado para un hormigón bien dosificado. En este tipo de nomogramas se obtiene la potencia necesaria de la bomba, suponiendo un rendimiento de η= 0,7. Este rendimiento puede caer hasta η= 0,6 al superar los 50 bar.
Ejemplo: 40 m³/h de hormigón con un cono de Abrams de 60 mm debe bombearse a través de una tubería de 125 mm de diámetro a una distancia horizontal de 220 m y vertical de 73 m. Con el uso del nomograma de la Figura es fácil deducir la presión del hormigón y el rendimiento.
Fuente: Bombas de hormigón estacionarias, Putzmeister
Para elegir bien el equipo, debemos tener en cuenta algunos aspectos:
En primer lugar, debemos elegir el caudal de hormigón que vamos a bombear. Para ello, se parte del volumen de hormigón que debe colocarse y del tiempo disponible. Además, hay que tener en cuenta que la bomba tiene tiempos muertos, por lo que es habitual suponer un rendimiento de 45 minutos por cada hora.
Para un caudal determinado, el diámetro de la tubería debe ser un compromiso entre los menores rozamientos, la menor velocidad y la mayor presión de los diámetros grandes, frente a la facilidad de montaje y de operaciones de bombeo de los diámetros menores.
Hay que calcular las pérdidas en la tubería y sumarlas a la longitud real para obtener la longitud equivalente. Los codos de 30°, 60° y 90° equivalen a 1, 2 y 3 m de tubería, respectivamente. Si la manguera es flexible, hay que multiplicarla por 2. El conducto en vertical hay que multiplicarlo por 1,1.
No hay que olvidarse de sumar la presión necesaria para el bombeo a altura. En el caso de un peso específico del hormigón de 25 kN/m³, se añade 1 bar por cada 4 m de altura.
RODRÍGUEZ-LÓPEZ, A.J. (2015). Determinación automática de la eficiencia volumétrica y otros parámetros de operación de bombas alternativas de hormigón mediante análisis de los pulsos de presión en su salida. Tesis doctoral. Universidad Politécnica de Madrid.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
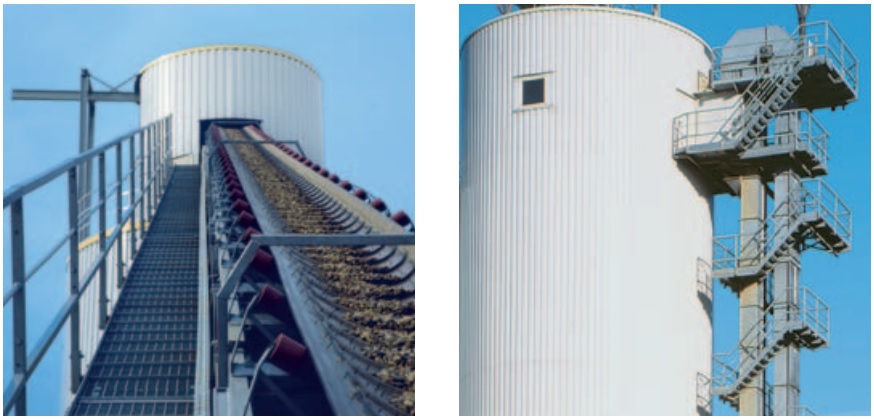
Figura 1. Planta de hormigonado tipo torre. http://www.valderrivas.es/
Se denominan centrales hormigoneras tipo torre o plantas verticales a aquellas en las que el almacenamiento de los áridos se realiza en la parte más alta de la planta y todo el proceso, tanto de dosificación como de amasado y de descarga del hormigón, se realiza por gravedad. Los áridos se almacenan en tolvas elevadas, formando una torre. Los áridos suben a estas tolvas mediante una cinta transportadora o skip con la capacidad de un camión, aunque también son habituales los elevadores de cangilones. Requieren menos espacio que las anteriores y no hay contaminación entre los distintos grupos de áridos.
En el centro de la torre y en su punto más alto, un resbaladero giratorio distribuye los diversos tamaños de áridos en silos celulares dispuestos en forma de estrella. En el piso inmediatamente inferior se encuentran los elementos dosificadores. La extracción del material de los silos se realiza por gravedad en gravas y arenas, pero en el caso de las arenas húmedas se requiere ayuda, ya sea vibratoria o mediante un tornillo sinfín. La dosificación se realiza por peso, con básculas independientes para cada silo, que suelen ser de funcionamiento eléctrico. Las básculas descargan en la tolva receptora, con capacidad para una o varias amasadas, donde se incorpora el cemento procedente del silo y se pesa en una báscula independiente. Desde la tolva receptora, las diversas dosificaciones pasan correlativamente a las hormigoneras ubicadas en el piso inferior. El vaciado de las hormigoneras se realiza en el silo que alimenta el sistema de transporte adecuado. Las plantas actuales suelen contar también con sistemas de calefacción y refrigeración integrados en el proceso de elaboración del hormigón para garantizar las condiciones de temperatura exigidas.
Figura 2. Alimentación de áridos con cinta transportadora o con elevadores de cangilones. www.schwing.es
La dosificación del agua es automática, mediante un contador de impulsos dotado de electroválvulas distintas para los primeros y los últimos litros de la dosificación, la cual se regula en función de los datos suministrados por el corrector y de la humedad de los áridos. Tampoco faltan los dispositivos para incorporar aditivos. El proceso se controla desde el pupitre de mando y puede automatizarse por completo.
La central de torre con turbo-mezcladora es adecuada para obras públicas, prefabricados pesados y hormigón preparado. Con una mezcladora de eje vertical o de doble eje horizontal, puede utilizarse para hormigones ciclópeos.
La capacidad normal de estas plantas varía entre 50 y 150 m³/h, aunque con instalaciones de doble torre se pueden alcanzar hasta 260 m³/h sin problemas. Los gastos de montaje y desmontaje de este tipo de plantas suelen ser elevados, por lo que solo resultan aplicables en instalaciones estacionarias o de larga duración con gran producción.
Os dejo un vídeo sobre una central de hormigón.
En este vídeo que os he grabado, explico las plantas de hormigón según el sistema de almacenamiento de áridos.
Os dejo, para su consulta, la NTP 94: Plantas de hormigonado. Tipo torre.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Planta Liebherr Compactmix 0.5 con almacenamiento estrella
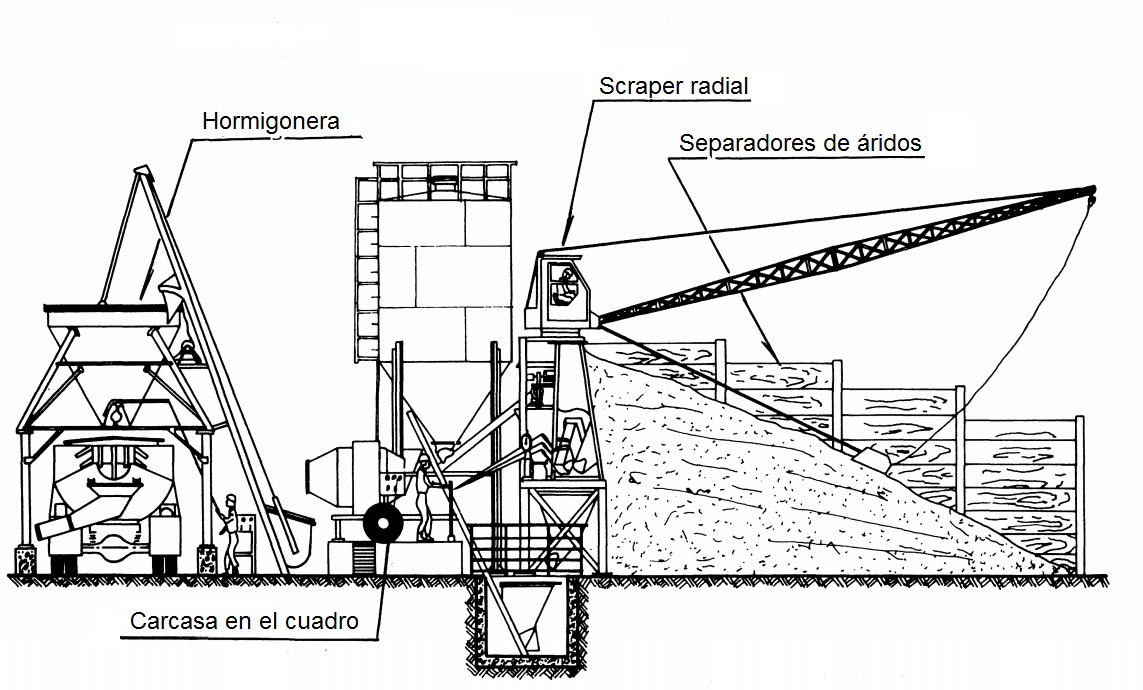
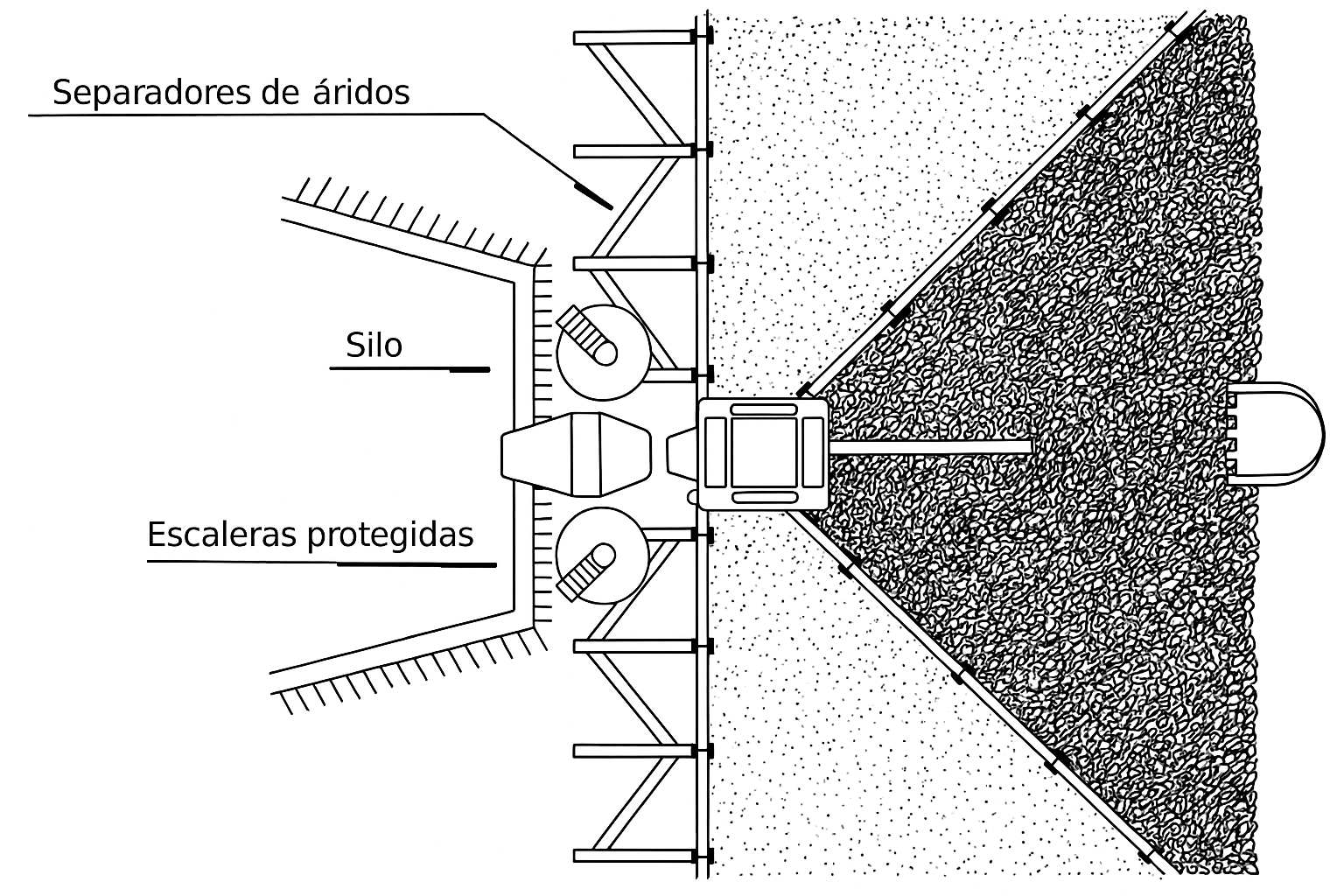
Se denominan plantas de hormigonado de tipo radial por la disposición de los acopios de áridos. Los áridos se almacenan sobre el suelo, en compartimentos radiales, sobre un muro de áridos en estrella que conforma sectores circulares y completa un semicírculo. El paso de los áridos desde el acopio hasta la báscula de dosificación se realiza a través de las aberturas practicadas en un bastidor metálico en el que confluyen los distintos tabiques divisores. El movimiento de los áridos se efectúa mediante pala, mediante dragalina situada sobre el escudo de áridos o mediante radiorascante o radio-rascadores que atacan el montón de áridos, por un lado.
Figura 2. Esquema en alzado de planta de tipo radialFigura 3. Esquema en planta de tipo radial
En el vídeo siguiente podemos ver una planta de hormigonado radial que utiliza radios rascantes.
Referencias:
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
 Llamada en cierta bibliografía excavadora “ladder ditcher”, consiste en una serie de cangilones o cuchillas montados generalmente sobre orugas, que excavan en la dirección del eje de avance de la máquina y vierte las tierras, sobre una cinta transportadora dispuesta en dirección transversal a la excavadora. La tierra excavada se deposita en un cordón lateral o se carga en las unidades de transporte.
Llamada en cierta bibliografía excavadora “ladder ditcher”, consiste en una serie de cangilones o cuchillas montados generalmente sobre orugas, que excavan en la dirección del eje de avance de la máquina y vierte las tierras, sobre una cinta transportadora dispuesta en dirección transversal a la excavadora. La tierra excavada se deposita en un cordón lateral o se carga en las unidades de transporte.