Introducción: Más allá de los ladrillos y el cemento.
Cuando pensamos en el sector de la construcción, a menudo lo imaginamos como un sector lento, tradicional y reacio al cambio. Se trata de una imagen de ladrillos, cemento y procesos que parecen haber cambiado poco en las últimas décadas. Sin embargo, bajo la superficie, una revolución silenciosa está cobrando impulso y transformando radicalmente esta percepción.
Esta revolución se conoce como Métodos Modernos de Construcción (MMC). Impulsados por las tecnologías de la Industria 4.0, como la inteligencia artificial y el diseño digital, los MMC están redefiniendo lo que es posible construir, cómo se construye y a qué velocidad. Se trata de un cambio de paradigma que promete edificios más rápidos, económicos y eficientes. Aunque esta revolución pueda parecer novedosa, algunos países ya viven este futuro: en los Países Bajos, el 50 % de las nuevas viviendas se construyen con estos métodos, seguidos de cerca por Suecia y Japón.
Componentes de la Construcción 4.0
Aunque conceptos como «automatización robótica» o «gemelos digitales» suenen a ciencia ficción, las raíces de esta transformación son sorprendentemente antiguas. Sus implicaciones van mucho más allá de la simple eficiencia, ya que apuntan a un futuro en el que los edificios no solo minimizan su impacto ambiental, sino que también lo revierten de forma positiva. A continuación, revelamos los cuatro secretos más impactantes sobre este nuevo paradigma que está transformando nuestro mundo.
Primer secreto: no es una idea nueva, sino una idea antigua que por fin funciona.
Su origen no es del siglo XXI, sino del siglo XVII.
Contrariamente a la creencia popular, la idea de prefabricar edificios no es un concepto moderno. De hecho, sus orígenes se remontan a mucho antes de la era digital. El primer caso registrado de casas prefabricadas data de 1624, cuando se fabricaron en Inglaterra para ser enviadas y ensambladas en Massachusetts.
No se trató de un hecho aislado, sino que la idea reapareció a lo largo de la historia, esperando a que la tecnología se pusiera a su altura. El siglo XX fue testigo de varios intentos clave para descifrar el código.
Las populares «Kit Houses» que la empresa Sears vendía por catálogo en 1908 reducían el tiempo de construcción hasta en un 40%.
El visionario sistema «Maison Dom-ino» de Le Corbusier, de 1914, es un armazón estructural de losas y pilares que sentó las bases de la arquitectura moderna.
Las «American System-Built Houses», diseñadas por Frank Lloyd Wright entre 1911 y 1917, utilizaban un sistema de producción industrializada para los componentes del edificio.
Entonces, ¿por qué esta idea centenaria está despegando ahora con tanta fuerza? La respuesta está en la convergencia tecnológica. El concepto, aunque antiguo, ha encontrado por fin sus catalizadores definitivos. Los avances en inteligencia artificial (IA), la adopción de metodologías colaborativas, como el modelado de información para la construcción (BIM), y un enfoque renovado en la sostenibilidad han creado el ecosistema perfecto para que la prefabricación alcance la precisión, la eficiencia y la sofisticación necesarias para superar a la construcción tradicional.
Segundo secreto: la velocidad es casi increíble (y se demostró en una crisis).
Puede reducir los tiempos de construcción a la mitad.
Uno de los datos más contundentes sobre la eficacia de los MMC es su impacto directo en los plazos y costes de construcción. Las investigaciones han demostrado que los sistemas industrializados y la prefabricación pueden generar ahorros de hasta el 50 % en el tiempo de construcción y del 30 % en los costes.
Esta estadística cobró vida de manera espectacular durante una de las mayores crisis globales recientes. Durante la pandemia de la enfermedad por coronavirus (Covid-19), el mundo fue testigo de la construcción de dos hospitales de emergencia en Wuhan (China) en solo 12 días. Este hito, imposible de alcanzar con métodos tradicionales, demostró el poder de los MMC para responder a las emergencias con una velocidad sin precedentes.
Esta capacidad no solo es crucial en situaciones de crisis. Permite satisfacer la creciente demanda de vivienda de manera más rápida, acelerar el desarrollo de infraestructuras críticas y aumentar drásticamente la eficiencia de un sector que históricamente ha luchado contra los retrasos y los sobrecostes.
Tercer secreto: los edificios más inteligentes no solo son sostenibles, sino «regenerativos».
La sostenibilidad está quedándose obsoleta; el futuro es el diseño regenerativo.
Durante años, la «sostenibilidad» ha sido el objetivo final en la construcción, el santo grial del diseño responsable. Pero ¿y si ya no es suficiente? La vanguardia de la innovación arquitectónica sostiene que la estrategia de «hacer menos daño» está abocada al fracaso. El futuro no solo es sostenible, sino también regenerativo.
Este nuevo paradigma, denominado «diseño regenerativo», no se conforma con minimizar el impacto negativo, un concepto que se resume en el lema «reciclar, reducir y reutilizar». El diseño regenerativo busca generar activamente impactos positivos y adopta un nuevo lema: «restaurar, renovar y reemplazar». Se trata de diseñar edificios que no solo consuman menos, sino que contribuyan a la regeneración de los ecosistemas naturales y humanos que los rodean.
El paradigma actual ya no es suficiente, como señala la investigación:
«Sin embargo, el actual paradigma de la sostenibilidad ya no es suficiente para reducir el impacto medioambiental de la actividad humana».
Los MMC son la herramienta perfecta para hacer realidad este futuro ambicioso. El control preciso de los materiales, la optimización de los procesos desde la fase de diseño y la capacidad de integrar tecnologías innovadoras convierten la construcción industrializada en la plataforma ideal para crear edificios que devuelvan a la naturaleza más de lo que consumen.
Cuarto secreto: su mayor desafío no es construir cosas nuevas, sino arreglar las antiguas.
Su gran potencial oculto radica en la rehabilitación de nuestros edificios existentes.
A pesar de que el enfoque se centra en la nueva construcción, uno de los mayores potenciales de los MMC se encuentra en un área sorprendentemente desatendida: la rehabilitación y modernización (retrofitting) de los edificios existentes. Esta es la diferencia más significativa entre el enfoque científico y la necesidad social identificada por la investigación: la mayoría de los estudios se centran en la obra nueva, pero el mayor impacto climático se consigue mejorando los edificios que ya tenemos.
La importancia de esta tarea es enorme. La industria de la construcción es responsable de aproximadamente el 40 % del consumo final de energía en la Unión Europea. La renovación energética del extenso parque de edificios existentes no es solo una opción, sino una necesidad urgente para cumplir con los objetivos climáticos.
Aquí es donde los MMC pueden cambiar las reglas del juego. Imaginemos la combinación de tecnologías como BIM para crear un mapa digital de un edificio existente, drones para inspeccionar su estado y elementos prefabricados, como paneles de fachada de alto rendimiento, fabricados a medida en una fábrica y ensamblados rápidamente in situ. Este enfoque podría acelerar masivamente la modernización energética de nuestras ciudades, un desafío que hoy parece casi insuperable con los métodos tradicionales.
Conclusión: Rediseñando nuestro mundo.
Los métodos modernos de construcción son mucho más que una simple técnica, ya que suponen un profundo cambio de paradigma. Fusionan una idea con siglos de antigüedad con tecnología de vanguardia para ofrecer soluciones a algunos de los mayores retos de nuestro tiempo: la necesidad de vivienda, la urgencia de la crisis climática y la ineficiencia de las industrias tradicionales.
Hemos visto que sus raíces son más antiguas de lo que imaginamos, que su velocidad puede ser asombrosa, que su objetivo ya no es solo ser sostenible, sino regenerativo y que su próximo gran desafío podría ser la renovación de lo ya construido.
Ahora que sabemos que podemos construir hospitales en 12 días y diseñar edificios que regeneran su entorno, la verdadera pregunta no es qué podemos construir, sino qué queremos construir.
Os dejo a continuación un audio en el que se puede escuchar una conversación sobre este tema, que espero que os resulte interesante y os aporte información valiosa.
Asimismo, en este vídeo podéis ver un resumen de las ideas principales que se tratan en el artículo, el cual os será de utilidad para comprender mejor el contenido.
De vez en cuando, los resultados de los trabajos de investigación de nuestro grupo tienen una gran repercusión. En algunos artículos anteriores podéis ver un ejemplo de la repercusión del proyecto RESILIFE. En este caso, se trata de una entrevista que me realizó Eduard Muñoz para el programa Un día perfecte. Se trata de un espacio donde se abre una puerta a todas aquellas personas con inquietudes culturales y científicas. Mi agradecimiento.
A continuación, os dejo un resumen de la entrevista. Al final del artículo, podréis escucharla completa. Espero que os resulte interesante.
El acceso a una vivienda digna, asequible y sostenible es uno de los grandes desafíos de nuestra era. Ante la escasez, el aumento de los costes y la necesidad de reducir el impacto medioambiental, buscar soluciones se ha convertido en una urgencia global. A menudo, las respuestas más innovadoras no provienen de las oficinas de las grandes constructoras, sino de la investigación académica. En este caso, un equipo de la Universitat Politècnica de València (UPV), dirigido por el investigador Víctor Yepes y la doctoranda Ximena Luque, ha desarrollado una nueva metodología que cambia nuestra forma de entender la construcción. Sus conclusiones, fruto de un riguroso análisis, desafían muchas de nuestras ideas preconcebidas sobre cómo debe ser la casa del futuro.
Olvida la idea del «barracón»: la prefabricación de alta calidad ya está aquí.
En España, la palabra «prefabricado» suele evocar una imagen de baja calidad, de construcciones temporales o «barracones» poco estéticos. Sin embargo, como explica Yepes, esta percepción está completamente desactualizada. Para desmontar este mito, propone una analogía contundente: las autocaravanas de gran lujo o los yates son elementos industrializados y prefabricados que alcanzan un altísimo nivel de acabado y calidad. El principio es el mismo: fabricar componentes en un entorno de fábrica controlado permite un nivel de precisión y de control de calidad difícil de lograr en una obra a la intemperie. Este nuevo enfoque de construcción industrializada no es una solución de segunda categoría, sino una tendencia en auge en los países nórdicos y en ciudades como Londres, que demuestra que la eficiencia de la fabricación en serie puede ir de la mano de la excelencia y el diseño.
La vivienda más eficiente está hecha de acero ligero.
El proyecto de investigación RESILIFE se centró en un caso de estudio en Perú, un país que se enfrenta a dos grandes desafíos en materia de vivienda: la prevalencia de la autoconstrucción de baja calidad y el alto riesgo sísmico. Tras analizar múltiples alternativas, desde los tradicionales muros de ladrillo y hormigón armado hasta paneles prefabricados, el estudio halló la solución óptima para este contexto específico: un sistema industrializado de acero ligero conocido como light steel frame.
Esta solución resultó ser superior por varias razones clave:
Seguridad sísmica: cumple con la estricta normativa de zonas de alto riesgo sísmico.
Eficiencia energética: proporciona un alto rendimiento energético, lo que reduce los costes de mantenimiento a largo plazo.
Estructura liviana: se basa en paneles prefabricados que conforman una estructura muy ligera.
Velocidad de construcción: permite una edificación extraordinariamente rápida, una ventaja crucial en situaciones de emergencia, como demostró China al construir un hospital en 15 días durante la pandemia.
Este caso demuestra que los materiales tradicionales no siempre son la respuesta más inteligente.
«El hormigón y el ladrillo son formas tradicionales de construcción en España, pero no hay que descartar otras posibilidades que, gracias a las nuevas tecnologías de inteligencia artificial, diseño asistido por ordenador, etc., harán que en el futuro sean posiblemente las más rápidas y eficientes».
— Víctor Yepes, investigador del Instituto de Ciencia y Tecnología del Hormigón (ICITECH).
Reducir el coste de construcción no basta para solucionar la crisis de la vivienda.
Los sistemas industrializados, como el de acero ligero, pueden reducir los costes directos de construcción entre un 15 % y un 20 %, lo cual no es una cifra desdeñable. Sin embargo, este ahorro no es la solución mágica a la crisis de asequibilidad, al menos en España. El investigador señala una realidad estructural del mercado inmobiliario español: el suelo SUELE representa más del 50 % del precio final de una vivienda. Por lo tanto, aunque abaratar la construcción es un paso positivo, la solución fundamental para que los precios bajen pasa por otra vía: es necesario poner más suelo público en el mercado para equilibrar la oferta y la demanda.
La clave no es un tipo de casa, sino una «receta» inteligente para construirla.
Aunque la casa de acero ligero en Perú es un resultado interesante, el verdadero avance de esta investigación no es un producto, sino un proceso. El resultado más importante es la creación de una metodología universal y adaptable, un motor capaz de generar la mejor solución para cualquier lugar del mundo. El equipo ha desarrollado una herramienta objetiva e imparcial que, mediante el uso de inteligencia artificial, puede analizar las condiciones locales y determinar la solución constructiva más adecuada.
Esta metodología tiene en cuenta una gran variedad de factores para tomar la decisión más acertada.
Costes locales de energía, electricidad y transporte.
La normativa vigente en la zona.
Disponibilidad de materiales y mano de obra.
Nivel de especialización de los trabajadores locales.
Esto significa que la mejor solución para Perú no tiene por qué serlo para España o el Reino Unido. La verdadera innovación consiste en ofrecer una solución personalizada y optimizada para las circunstancias específicas de cada lugar.
El futuro de la construcción debe ser inteligente, pero también humano.
Este trabajo demuestra que el futuro de la vivienda no depende de aferrarse a un único material, sino de aplicar inteligencia y una visión holística. No obstante, los investigadores advierten contra una solución puramente tecnocrática. Un proceso industrial muy eficiente puede reducir costes, pero si deja de lado a la mano de obra local, simplemente cambia un problema por otro. Por ello, ahora estudian cómo integrar el «factor humano» en su metodología. La casa verdaderamente «inteligente» del futuro también debe tener un impacto social inteligente, equilibrando la eficiencia con el empleo.
El conocimiento para construir mejor ya existe. Como subraya Víctor Yepes, la ciencia y la universidad generan soluciones aplicables a problemas reales. Su llamamiento final es un recordatorio crucial para los responsables políticos y económicos: es hora de escuchar a la investigación y aplicar estos criterios para construir un futuro más sostenible y justo para todos.
Si la ciencia ya nos ofrece las herramientas para construir de forma más inteligente y sostenible, ¿estamos preparados como sociedad para adoptar el cambio?
Os dejo la entrevista completa. Espero que os resulte interesante.
Figura 1. Detalle de cajones de blindaje Robust BOX. Fuente: www.atenko.com
1. ¿Qué es una entibación y cuándo es necesaria en construcción?
Una entibación es un sistema provisional de contención de tierras compuesto por elementos (metálicos o de madera) que se apuntalan entre sí. Su función principal es evitar el derrumbe de las paredes verticales en excavaciones como zanjas, minas, galerías subterráneas o pozos. Se utiliza cuando no es posible crear un talud estable que impida los desprendimientos o restrinja los movimientos del terreno. También es crucial cuando la profundidad de la zanja supone un peligro para los trabajadores, en concreto a partir de 1,30 m en terrenos cohesivos y 0,80 m en terrenos no cohesivos, siempre que no haya otras solicitaciones adicionales. No sería necesaria una entibación si la excavación presenta taludes estables (45° en suelos no cohesivos, 60° en suelos cohesivos o 80° en suelos rocosos), pero factores desfavorables, como vibraciones fuertes o rellenos mal compactados, pueden hacerla indispensable. Además, es fundamental para evitar sifonamientos en suelos no cohesivos por debajo del nivel freático.
2. ¿Cuáles son los principales tipos de entibaciones de madera y sus aplicaciones?
Las entibaciones de madera se clasifican principalmente en dos tipos, según la disposición de sus tablas y el tipo de terreno:
Entibaciones con tablas horizontales: Se usan en terrenos cohesivos y autoestables durante la excavación. La excavación y la entibación se van alternando cada 0,80-1,30 m, apuntalando las tablas de lado a lado con codales o rollizos hasta alcanzar la profundidad total.
Entibaciones con tablas verticales: Ideales para terrenos sin cohesión, como arenas sueltas o lodazales. Las tablas verticales con punta se hincan con una maza antes de excavar y pueden alcanzar hasta 2 m de profundidad. A medida que se hincan, se colocan las correas o cabeceros y se apuntalan.
Figura 2. Entibación de madera. http://www.generadordeprecios.info/rehabilitacion/Acondicionamiento_del_terreno/Recalces/Entibaciones/
Además, las entibaciones de madera se clasifican según el porcentaje de superficie de excavación que cubren:
Entibación cuajada: Cubre el 100 % de las paredes, con tablones contiguos, y se utiliza en gravas, arenas sueltas, limos y arcillas blandas de escasa consistencia.
Entibación semicuajada: Cubre el 50 % de las paredes, con tablones separados unos 0,75 m, y se emplea en terrenos suficientemente compactos.
Entibación ligera: Cubre menos del 50 %, sin tableros, solo cabeceros apuntalados por codales separados entre 1,5 y 2 m. Se emplea también en terrenos compactos.
Aunque han sido reemplazadas en gran medida por sistemas metálicos por razones económicas y de velocidad, las entibaciones de madera siguen siendo útiles en zanjas con muchas tuberías transversales o cuando el transporte de otros sistemas no es posible.
3. ¿Qué es un muro berlinés y en qué situaciones se recomienda su uso?
Un muro berlinés es un sistema de entibación temporal que consiste en perfiles metálicos hincados verticalmente en el terreno y separados entre sí, de modo que se pueden insertar tablones de madera para contener las tierras. Es una técnica segura y económica para excavaciones de poca o media profundidad (normalmente de 3 a 8 metros) en terrenos poco estables, como suelos arenosos o finos.
Se clasifica como un muro flexible y «abierto», lo que significa que no impide el paso del agua subterránea, por lo que es necesario agotar el nivel freático de forma simultánea durante la excavación. No se recomienda su uso cerca de cimentaciones existentes ni en caso de presencia de nivel freático. Su proceso constructivo consiste en hincar perfiles de doble T a intervalos regulares y, a medida que se excava, colocar los tablones de madera entre las alas de los perfiles. La colocación de los perfiles en perforaciones preejecutadas minimiza los ruidos y las vibraciones en zonas urbanas, y la fácil manipulación de los tablones permite dejar espacios para las instalaciones existentes.
Figura 3. Muro berlinés
4. ¿Cuáles son las principales ventajas de las entibaciones metálicas frente a las de madera?
Las entibaciones metálicas, que a menudo están prefabricadas y están compuestas por paneles de aluminio o acero, presentan varias ventajas significativas con respecto a las de madera:
Rentabilidad y productividad: Son más económicas y rápidas de instalar debido a su ligereza, sencillez de colocación y menor necesidad de mano de obra.
Seguridad: Se montan y desmontan desde el exterior de la excavación con maquinaria, lo que reduce el riesgo para los operarios.
Reutilización y durabilidad: Pueden reutilizarse en numerosas ocasiones, con un mínimo mantenimiento y una larga vida útil.
Versatilidad: Permiten excavar zanjas de diversas anchuras y profundidades, independientemente de la longitud de la tubería que se vaya a instalar.
Eficiencia: El ritmo de colocación de tuberías es alto, ya que la excavación y la entibación se realizan simultáneamente.
Minimización de alteraciones: El extremo inferior de las entibaciones no llega al fondo de la excavación, por lo que no se alteran los rellenos laterales de los tubos al extraerlas y se mantiene la homogeneidad y compactación de los rellenos.
Extracción sencilla: En suelos expansivos, se puede regular la separación entre los paneles para relajar las presiones del suelo antes de la extracción y facilitar el proceso.
5. ¿Qué tipos de entibaciones con paneles metálicos existen y para qué profundidades son adecuadas?
Existen dos grandes familias de entibaciones con paneles metálicos, adecuadas para diferentes profundidades:
Sistemas de cajones de entibación (blindajes o escudos): Se recomiendan para profundidades máximas de 4 metros. Estos cajones están formados por dos paneles unidos por codales de longitud regulable y se utilizan no solo para el sostenimiento, sino también para proteger a los trabajadores. Se ensamblan en obra y pueden usarse en terrenos no cohesivos. Para profundidades mayores, su extracción se vuelve difícil y puede causar descompensaciones del terreno.
Sistemas con guías deslizantes (paneles con guías deslizantes): Ideales para profundidades superiores a 4 metros. Están formados por paneles de acero que se deslizan a lo largo de unas guías laterales unidas por codales. Son especialmente ventajosos en terrenos no cohesivos y permiten alcanzar mayores profundidades con dimensiones variables. Su diseño garantiza un deslizamiento suave y mantiene el paralelismo entre las planchas, lo que elimina los problemas de asentamiento.
También se menciona la entibación ligera con paneles de aluminio para suelos cohesivos, que no debe superar los 2,40 m de profundidad y que se utiliza comúnmente como blindaje del borde de zanjas de hasta 1,75 m para proteger aceras y calzadas en zonas urbanas. También se describe el sistema de entibación por presión hidráulica, con una profundidad recomendada de hasta 7 m. Este sistema es ideal para reparar conductos o instalar tuberías y es adecuado para trabajos arqueológicos, ya que no transmite vibraciones.
Figura 4. Entibadora hidráulica Pressbox Serie 800. Cortesía SBH Tiefbautechnick
6. ¿Cuáles son las medidas de seguridad más importantes a la hora de trabajar con entibaciones metálicas?
La seguridad es primordial al utilizarlas. Entre las medidas de prevención comunes y esenciales se incluyen:
Certificación y cumplimiento: Se deben emplear sistemas certificados que sigan estrictamente las instrucciones del fabricante, y verificar que las condiciones reales de la obra coincidan con el proyecto y las cargas admisibles.
Manipulación segura: Al manipular los paneles, el enganche debe realizarse en los cuatro puntos designados, utilizando eslingas y cadenas en perfecto estado y con marcado CE.
Protección completa de la excavación: Las entibaciones deben proteger toda la superficie excavada y sobresalir al menos 15 cm de la coronación de la zanja o pozo para evitar desplomes del frente de la excavación.
Orden de instalación y desinstalación: La entibación se ejecuta de arriba hacia abajo, mientras que el desentibado se realiza en orden inverso, de abajo hacia arriba, manteniendo la estabilidad de la excavación y rellenando y compactando simultáneamente.
Distancias de protección: Se deben respetar distancias de protección de al menos 0,60 m alrededor de la entibación, incluida la maquinaria.
Acceso seguro: Se deben disponer escaleras aseguradas para acceder a las zanjas, que deben sobrepasar al menos un metro del borde. Queda estrictamente prohibido subir y bajar por los codales.
7. ¿En qué se diferencia el método de descenso directo del método de descenso escalonado para la instalación de cajones de entibación?
Ambos métodos consisten en la instalación de cajones de blindaje o escudos, pero se aplican en condiciones del terreno diferentes:
Método de descenso directo (o de ajuste): En este método, la entibación se introduce completa hasta el fondo de una zanja ya excavada. Es adecuado para paredes de excavación estables y verticales, y cuando la zanja tiene la misma anchura que la entibación. El espacio entre la cara exterior del blindaje y el frente de excavación debe ser mínimo y rellenarse para evitar movimientos laterales del cajón. La instalación se realiza con maquinaria sencilla, como una retroexcavadora o una pequeña grúa.
Método de descenso escalonado (o de «corte y bajada»): Este método se utiliza para cajones provistos de bordes cortantes y es más adecuado para terrenos menos estables. Consiste en empujar cada panel con la cuchara de una pala excavadora, alternando el descenso con la excavación y la retirada del suelo. El avance en el descenso no debe exceder los 0,50 m del borde inferior de la plancha, lo que permite un control más gradual y seguro en condiciones en las que la zanja no puede permanecer abierta sin soporte.
8. ¿Qué papel juega el tipo de terreno en la selección de un sistema de entibación?
El tipo de terreno es un factor determinante a la hora de elegir el sistema de entibación más adecuado, ya que influye directamente en su estabilidad y en el empuje que ejercerá sobre las estructuras de contención.
Terrenos cohesivos (arcillas, limos firmes): Pueden ser autoestables durante periodos cortos. Las entibaciones con tablas horizontales son útiles para excavaciones alternas. Para entibaciones metálicas ligeras, los sistemas de cabeceros verticales son adecuados para suelos estables. En general, se requiere menos cobertura (entibación ligera o semicuajada) si son suficientemente compactos, pero a mayor profundidad o con solicitaciones externas (vial, cimentación), se necesitarán entibaciones más robustas (semicuajadas o cuajadas).
Terrenos no cohesivos o blandos (arenas sueltas, gravas, lodazales): Son inestables y propensos al desplome inmediato. Requieren entibaciones que cubran la totalidad de las paredes (entibación cuajada de madera) o sistemas de contención continua. Para las entibaciones de madera se emplean tablas verticales que se hincan antes de excavar. Las entibaciones metálicas con guías deslizantes son muy recomendables a partir de los 4 m de profundidad en terrenos flojos y no cohesivos, al igual que los cajones de blindaje para profundidades máximas de 4 m.
Terrenos con nivel freático: La presencia de agua subterránea añade complejidad. Las entibaciones «abiertas», como el muro berlinés, requieren un agotamiento simultáneo del nivel freático. En suelos no cohesivos por debajo del nivel freático, es esencial utilizar una entibación para evitar el peligro de sifonamiento.
La Norma Tecnológica NTE-ADZ establece recomendaciones específicas sobre los tipos de entibaciones de madera (ligera, semicuajada y cuajada) en función del tipo de terreno, solicitación (sin solicitación, vial o de cimentación) y profundidad de corte, y hace hincapié en la necesidad de realizar estudios pertinentes en caso de duda.
Os dejo un vídeo y un audio que resume este tema:
Glosario de términos clave
Acodalado: Se refiere a elementos estructurales que están soportados o apuntalados lateralmente por codales o puntales, proporcionando estabilidad contra movimientos horizontales.
Andamios: Estructuras auxiliares provisionales que sirven para elevar materiales y permitir el acceso de los trabajadores a distintos puntos de una obra.
Apeos: Estructuras provisionales diseñadas para sostener una parte de una edificación o terreno que se encuentra en riesgo de colapso, descargando el peso sobre elementos más estables.
Berma: Plataforma horizontal o escalón que se forma en el talud de una excavación o terraplén para mejorar su estabilidad, reducir la altura de la entibación o facilitar el acceso.
Cimbra: Estructura provisional de apoyo utilizada para sostener un arco, bóveda o losa de hormigón durante su construcción, hasta que adquiere la resistencia necesaria.
Codal: Elemento horizontal, generalmente un puntal o rollizo, que se coloca entre las paredes de una zanja o entre los paneles de una entibación para mantener su separación y resistir el empuje del terreno.
Cohesivo (terreno): Tipo de suelo que posee cohesión entre sus partículas (como las arcillas o limos), lo que le permite mantener una forma sin desmoronarse fácilmente.
Encofrado: Estructura temporal que moldea el hormigón fresco hasta que este fragua y adquiere su forma y resistencia definitiva.
Entibación: Sistema de contención provisional de tierras, compuesto por elementos de madera o metálicos, acodalados entre sí, para evitar el desplome de las paredes de excavaciones.
Entibación cuajada: Entibación de madera que cubre la totalidad de las paredes de la excavación, con los tablones situados uno a continuación del otro. Se usa en terrenos de muy escasa consistencia.
Entibación ligera: Entibación de madera que cubre menos del 50% de las paredes de la excavación, utilizando principalmente cabeceros apuntalados por codales. Se aplica en terrenos compactos.
Entibación semicuajada: Entibación de madera donde los cabeceros se unen con tablas verticales que cubren el 50% de las paredes de la excavación, con tablones separados aproximadamente 0,75 m. Se usa en terrenos compactos.
Nivel freático: Nivel superior de la capa de agua subterránea que satura el suelo. Su presencia afecta la estabilidad del terreno y la necesidad de entibaciones impermeables o sistemas de agotamiento.
No cohesivo (terreno): Tipo de suelo cuyas partículas no tienen cohesión entre sí (como las arenas o gravas), lo que lo hace propenso a desmoronarse si no se contiene.
Muro berlinés: Entibación temporal formada por perfiles metálicos (generalmente doble T) hincados verticalmente, entre los cuales se insertan tablones de madera para contener el terreno. Es de tipo flexible y «abierto» al agua subterránea.
Panel metálico: Componente prefabricado, generalmente de aluminio o acero, utilizado en sistemas de entibación moderna. Ofrecen ligereza, rapidez de instalación y alta resistencia.
Rollizo: Tronco de árbol sin labrar o descortezar, utilizado comúnmente como codal o puntal en entibaciones de madera.
Sifona miento: Fenómeno que ocurre en suelos no cohesivos bajo el nivel freático, donde el flujo de agua ascendente puede arrastrar partículas de suelo, provocando la pérdida de estabilidad y posibles desplomes.
Tablas (de madera): Elementos planos de madera, de un espesor determinado, utilizados para conformar las paredes de las entibaciones de madera, ya sea en disposición horizontal o vertical.
Tablestacas: Elementos prefabricados, generalmente metálicos o de hormigón, que se hincan en el terreno para formar una pantalla continua de contención, a menudo utilizada en entibaciones o muros pantalla.
Talud: Inclinación o pendiente de una superficie de terreno. En excavaciones, un talud estable es aquel que no requiere entibación para evitar el desplome.
Zanja: Excavación alargada y estrecha realizada en el terreno, generalmente para la instalación de tuberías, cables o cimentaciones.
Referencias:
GARCÍA VALCARCE, A. (dir.) (2003). Manual de edificación: mecánica de los terrenos y cimientos. CIE Inversiones Editoriales Dossat-2000 S.L. Madrid, 716 pp.
GONZÁLEZ CABALLERO, M. (2001). El terreno. Edicions UPC, Barcelona, 309 pp.
IZQUIERDO, F.A. (2001). Cuestiones de geotecnia y cimientos. Editorial Universidad Politécnica de Valencia, 227 pp.
LAMBE, T.W.; WHITMAN, R.V. (1996). Mecánica de suelos. Limusa, México, D.F., 582 pp.
MINISTERIO DE FOMENTO (2002). Guía de Cimentaciones. Dirección General de Carreteras.
Figura 1. Cuchara bivalva para construir pantallas. Por GK Bloemsma – Trabajo propio, CC BY-SA 3.0, https://commons.wikimedia.org/
1. ¿Qué es un muro pantalla y qué funciones principales tiene en el campo de la cimentación?
Un muro pantalla es una técnica de cimentación profunda que se empezó a desarrollar en la década de 1950. Su principal característica es que se trata de una contención flexible que también cumple una función de cimentación. Las funciones principales de los muros pantalla son las siguientes:
Contención de tierras: Especialmente útil en situaciones donde la estabilidad de la excavación es difícil y existe preocupación por la seguridad de edificios colindantes.
Cimentación profunda: Proporciona una base sólida para estructuras.
Impermeabilización: Existen pantallas diseñadas específicamente, a menudo con cemento-bentonita, para evitar la filtración de agua.
Combinaciones de las anteriores: Muchos proyectos requieren una combinación de estas funciones para abordar desafíos complejos del terreno y la construcción.
Los cambios de forma y los movimientos de flexión que experimentan los muros pantalla influyen significativamente en la distribución y magnitud de los empujes del suelo, así como en las resistencias y acciones mutuas entre el suelo y la estructura.
2. ¿Cómo se clasifican los muros pantalla según su trabajo estructural y su función?
Los muros pantalla se clasifican de diversas maneras para adaptarse a distintas necesidades constructivas y geológicas.
Según su trabajo estructural, se pueden clasificar de la siguiente forma:
Pantallas en voladizo: Se introducen en el terreno a una profundidad suficiente para asegurar su fijación, aprovechando la resistencia pasiva del suelo.
Pantallas ancladas: Se utilizan cuando la profundidad de excavación es considerable (generalmente > 7-8m). Su estabilidad se confía a la resistencia pasiva de la parte enterrada y a uno o varios niveles de anclajes. Se subdividen en:
De soporte libre (o articuladas): El empotramiento es mínimo, comportándose como una viga doblemente apoyada.
De soporte fijo (o empotradas): El empotramiento es suficiente para que el movimiento en su base sea insignificante, actuando como una viga apoyada-empotrada.
Pantallas arriostradas: Sustituyen los anclajes por estampidores (puntales).
Pantallas acodaladas (entibaciones): Utilizan elementos de arriostramiento para la contención.
Pantallas atirantadas: Similares a las ancladas, pero el término puede implicar una mayor rigidez o elementos de tracción más permanentes.
Pantallas con contrafuertes: Refuerzos estructurales que aumentan su rigidez y capacidad de contención.
Según su función, se distinguen:
Pantallas de impermeabilización: Diseñadas para crear una barrera contra el flujo de agua (ej. con cemento-bentonita).
Pantallas de contención de tierras: Su propósito principal es retener el suelo.
Pantallas de cimentación (cimentación profunda): Actúan como elementos de apoyo para la estructura.
Pantallas combinaciones de las anteriores: Lo más común, buscando una solución multifuncional.
3. ¿Cuáles son los métodos de excavación de bataches para la construcción de muros pantalla y cuándo se utiliza cada uno?
La excavación de los bataches (paneles que conforman el muro pantalla) es un paso crítico que se lleva a cabo mediante dos métodos principales:
Medios convencionales (cuchara al cable o hidráulica). Estos métodos se utilizan en condiciones de terreno normales y profundidades típicas:
Cuchara de cable: El cierre es mecánico. Su ventaja es que la grúa excavadora puede usarse como auxiliar para hormigonado e izado de armaduras.
Cuchara hidráulica: El cierre y el giro son hidráulicos. Son más fáciles de manejar y producen menos excesos de hormigón que las de cable, aunque requieren una grúa auxiliar para armadura y hormigonado.
Hidrofresa. Este método se emplea en situaciones más exigentes debido a sus características de precisión y capacidad. Se utiliza cuando:
La dureza del terreno es excesiva.
Se requiere una verticalidad estricta (por debajo del 0,5 %).
Se alcanzan grandes profundidades (superiores a 45 metros).
Antes de la excavación, es necesario construir muretes guía que dirijan la herramienta, aseguren la verticalidad de los paneles y sirvan de soporte estable para la extracción de las juntas. Durante la excavación, puede ser necesario utilizar lodos tixotrópicos (bentoníticos) o polímeros para mantener la estabilidad de las paredes.
Figura 2. Vista de murete guía. http://www.estructurasmaqueda.com
4. ¿Qué función cumplen los lodos tixotrópicos (bentoníticos) y los polímeros en la construcción de las pantallas y en qué se diferencian?
Los lodos tixotrópicos (principalmente bentoníticos) y los polímeros son fundamentales para el sostenimiento de las excavaciones de muros pantalla, sobre todo cuando la estabilidad del terreno lo requiere.
Lodos tixotrópicos (bentoníticos):
Funciones: Mantener las paredes de la excavación (evitando derrumbes), mantener los sólidos en suspensión y lubricar la herramienta de perforación.
Mecanismo de acción: Forman una «torta» (cake) impermeable en la pared de la excavación. Esta película permite que la presión hidrostática de la columna de lodo actúe contra las paredes, estabilizándolas. Para que el «cake» se forme, es necesaria cierta filtración del lodo, por lo que son efectivos en suelos permeables (arenas) pero inútiles en arcillas.
Propiedades: Son fluidos no newtonianos cuya viscosidad aumenta al dejarlos en reposo (tixotropía), manteniendo los sólidos en suspensión gracias a un esfuerzo umbral (yield point).
Contaminación: Si se contaminan, floculan y pierden su funcionalidad. Se puede añadir polímero celulósico para protegerlos y aumentar su yield point sin incrementar excesivamente la viscosidad (útil en gravas).
Polímeros:
Alternativa a la bentonita: Pueden sustituir total o parcialmente a los lodos bentoníticos en condiciones particulares.
Ventajas medioambientales: Son biodegradables con el tiempo o se pueden destruir rápidamente con agentes oxidantes (lejía, agua oxigenada) o bacterias específicas.
Mecanismo de acción: A diferencia de la bentonita, no forman un «cake» externo efectivo. Las largas cadenas poliméricas se infiltran en el terreno y unen sus partículas por tracción iónica, creando un «cake» interno. Esto permite que la presión hidrostática del lodo actúe contra el terreno cohesionado.
Limitaciones: Carecen de un «yield-point» efectivo (salvo excepciones), por lo que solo se pueden emplear en terrenos de baja permeabilidad (10-5 a 10-6 m/seg).
Otras características: No necesitan desarenadores, ya que los sólidos en suspensión decantan rápidamente. Se dividen en polares (aniónicos y catiónicos) y apolares, siendo estos últimos más resistentes a ataques químicos.
En resumen, los lodos bentoníticos dependen de la formación de una «torta» externa y son adecuados para suelos permeables, mientras que los polímeros actúan por infiltración y cohesión interna, siendo idóneos para suelos de baja permeabilidad y ofreciendo ventajas medioambientales.
5. ¿Cuáles son los pasos clave en la ejecución convencional de muros pantalla después de la excavación y qué consideraciones son importantes en cada uno?
Una vez completada la excavación del batache y, si es necesario, sostenida con lodos, los siguientes pasos en la ejecución convencional de muros pantalla son los siguientes:
Desarenado de los lodos: Si se utilizaron lodos y su contenido de arena supera el 5 %, es imprescindible desarenarlos mediante centrifugado en hidrociclones. De no hacerlo, la arena decantaría sobre el hormigón, formando bolsas que comprometerían la calidad del muro.
Colocación de la armadura: La armadura debe atender a varias consideraciones:
Debe tener un esqueleto suficientemente rígido para mantener su forma durante la manipulación.
Para armaduras de gran longitud, se debe eslingar por distintos puntos a lo largo de su alzado; para las cortas, disponer de asas de izado.
Debe dejar espacio suficiente para la tubería tremie que se usará para el hormigonado.
Se deben colocar separadores (metálicos o de hormigón) para asegurar el recubrimiento mínimo de 75 mm según la normativa UNE.
Hormigonado de las pantallas: Se utiliza la técnica del hormigón sumergido, necesaria cuando no es posible vibrar el hormigón (como ocurre bajo lodos).
El hormigón se introduce a través de una tubería tremie que debe permanecer introducida 5m en el hormigón (o 3m en seco), subiéndose a medida que el hormigonado avanza.
Para paneles de más de 5 m de longitud, se usan dos tuberías tremie.
Los lodos se van evacuando a medida que el hormigón asciende.
La duración total del hormigonado debe ser inferior al 70 % del tiempo de inicio de fraguado.
Se utiliza un hormigón de consistencia líquida (cono 16-20 NTE o 18-21 UNE-EN-1538).
El hormigón debe subir lo más horizontal posible dentro del panel.
Extracción de la junta: Existen diferentes tipos de juntas para asegurar la continuidad entre paneles:
Junta trapezoidal: No necesita retirarse antes del fraguado del hormigón. Se extrae con un cabestrante o gatos.
Junta circular y tricilíndrica (Stein): Deben extraerse durante el fraguado del hormigón, en el momento justo en que este ha endurecido lo suficiente para mantenerse, pero no tanto que impida la extracción. Se retiran con gatos hidráulicos.
El cumplimiento de las tolerancias establecidas en normativas como la UNE o el PG-3 es fundamental en cada una de estas etapas para garantizar la calidad y funcionalidad del muro pantalla.
6. ¿Qué son los anclajes en cimentaciones, cómo se clasifican y cuáles son sus principales aplicaciones?
Los anclajes son elementos de sujeción de estructuras al suelo, diseñados para colaborar en la estabilidad del conjunto suelo-estructura y que trabajan fundamentalmente a tracción.
Clasificación de los anclajes:
Según su forma de actuar:
Pasivos: Entran en tracción automáticamente cuando las cargas o fuerzas externas actúan, oponiéndose al movimiento del terreno y la estructura.
Activos (pretensados): Se pretensan hasta una carga admisible una vez instalados, comprimiendo el terreno entre el anclaje y la estructura. Esto evita el movimiento de la cabeza del anclaje hasta que se supere el esfuerzo de pretensado.
Mixtos: Se pretensan con una carga inferior a la admisible, dejando un margen para absorber movimientos imprevistos.
Según el tiempo de servicio previsto:
Provisionales: Diseñados para un uso temporal durante la fase de construcción.
Permanentes: Diseñados para permanecer en servicio durante toda la vida útil de la estructura.
Inyección repetitiva (IR): Inyecciones a lo largo del bulbo en varias etapas.
Inyección repetitiva y selectiva (IRS): Inyecciones repetitivas en puntos específicos del bulbo.
Principales campos de aplicación:
Estabilización del terreno: Comprimir el terreno y coser diaclasas (fracturas).
Aumentar la resistencia al corte en taludes: Mejorar la estabilidad de laderas.
Sujeción de bóvedas de túneles y paredes de excavación: Proporcionar soporte en obras subterráneas o de contención.
Refuerzo de estructuras: Postesado de elementos estructurales, atirantado de bóvedas y arcos.
Arriostramiento de estructuras de contención: Estabilizar muros pantalla, tablestacados, etc.
Absorber esfuerzos en la cimentación de estructuras: Contrarrestar la subpresión en soleras bajo el nivel freático.
Anclaje de estructuras esbeltas y complejas: Proporcionar estabilidad a elementos con alta esbeltez.
Los anclajes inyectados constan de tres partes: la zona de anclaje (bulbo inyectado al terreno), la zona libre (cables protegidos por una vaina) y la cabeza y la placa de apoyo, que fijan el anclaje a la estructura.
Figura 3. Anclaje de un muro. Vía http://chuscmc.blogspot.com
7. ¿Cuáles son los principales estados límite que hay que considerar en el dimensionamiento de elementos de contención, como los muros pantalla, según la normativa española (CTE)?
Según esta normativa, el dimensionamiento de los elementos de contención debe verificar una serie de estados límite para garantizar la seguridad y funcionalidad de la estructura. Estos se dividen en estados límite últimos y estados límite de servicio.
Estados Límite Últimos (ELU): Se refieren a la capacidad portante y la estabilidad global, evitando la rotura o colapso.
Estabilidad:
Deslizamiento: La estructura se desliza sobre su base o una superficie de falla.
Hundimiento: El terreno bajo la cimentación de la estructura falla.
Vuelco: La estructura gira alrededor de su base.
Capacidad estructural: Fallo del material constitutivo de la pantalla (hormigón, acero).
Fallo combinado del terreno y del elemento estructural: Una combinación de los anteriores.
Para pantallas flexibles, se deben verificar además:
Estabilidad global: Del conjunto suelo-pantalla-anclajes-sobrecargas.
Estabilidad del fondo de la excavación: Evitar levantamiento o sifonamiento.
Estabilidad de la propia pantalla: Rotura por rotación o traslación, o por hundimiento.
Estabilidad de los elementos de sujeción: (Anclajes, puntales).
Estabilidad en las edificaciones próximas: No causar daños a estructuras adyacentes.
Estabilidad de las zanjas: Durante la excavación de la propia pantalla.
Estados Límite de Servicio (ELS): Se refieren a las condiciones de uso de la estructura, evitando movimientos o infiltraciones excesivas.
Movimientos o deformaciones: Excesivos de la estructura de contención o de sus elementos de sujeción, que afecten a la propia pantalla o a estructuras próximas.
Infiltración de agua no admisible: Problemas de estanqueidad.
Afección a la situación del agua freática en el entorno: Con posibles repercusiones a estructuras próximas.
En el cálculo se deben considerar acciones como los empujes activos y pasivos de las tierras, los empujes horizontales del agua freática, las sobrecargas y las acciones instantáneas o alternantes (terremotos, impactos). También se tienen en cuenta las propiedades del suelo, los coeficientes de empuje (de Rankine y de Coulomb) y la deformabilidad de la pantalla, que influye significativamente en la distribución de los empujes.
8. ¿Qué es el sifonamiento en excavaciones y cómo se puede prevenir?
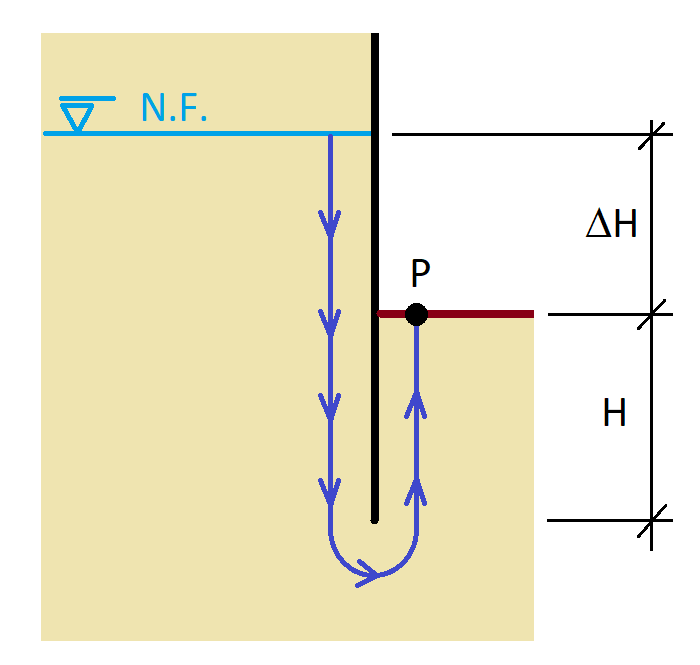
El sifonamiento es un fenómeno de inestabilidad del terreno que se produce en excavaciones, especialmente cuando el nivel freático (NF) se halla por encima del fondo de la excavación y es preciso agotar el agua del interior. Se produce una filtración de agua a través del fondo o de las paredes de la excavación. Si la presión intersticial del agua (es decir, la presión en los poros del suelo) crece hasta igualar la presión total del terreno, la tensión efectiva del suelo se anula (σ’ = σ – u = 0), lo que provoca una pérdida de resistencia y un flujo ascendente de partículas finas del suelo. Este fenómeno se alcanza para un «gradiente crítico».
Figura 4. Longitud de empotramiento para evitar el sifonamiento
Los principales problemas que causa el sifonamiento son:
Inestabilidad del fondo de excavación: Pérdida de capacidad portante del suelo.
Reducción de la presión efectiva en el intradós de la pantalla: Disminuye el efecto positivo del empuje pasivo, comprometiendo gravemente la estabilidad del muro pantalla.
Tubificación o entubamiento: Si se dan sifonamientos localizados, se inicia una erosión interna que forma conductos por donde el agua arrastra material, pudiendo causar un colapso brusco.
Soluciones principales para prevenir el sifonamiento:
Dimensionar un correcto sistema de bombeo: Para liberar las presiones intersticiales, ya sea durante la excavación (agotamiento) o de forma permanente mediante soleras drenadas. Los sistemas pueden ser bombeo desde arquetas (para excavaciones pequeñas sin finos), pozos filtrantes o lanzas de drenaje (well point).
Incrementar la clava de la pantalla: Aumentar la profundidad de empotramiento del muro pantalla (∆l) incrementa el recorrido del agua, reduciendo el gradiente hidráulico. La clava real puede ser un 20% mayor que la profundidad del punto de rotación.
«Clavar» las pantallas en un sustrato impermeable: Si es posible, extender la pantalla hasta una capa de suelo con muy baja permeabilidad (k) para cortar el flujo de agua.
Disminuir la permeabilidad de la capa filtrante y aumentar su peso específico aparente (γ’): Esto se puede lograr mediante un tapón de Jet-grouting, que también puede actuar como un codal natural.
Aumentar el efecto ataguía de la clava de las pantallas: Mediante un «peine» de inyecciones que reduce la permeabilidad del suelo bajo el muro.
Congelación del nivel freático: En casos extremos, se puede congelar el agua del terreno para crear una barrera impermeable.
A continuación os dejo un audio que resume bien el contenido de estos temas. Espero que os sea de interés.
Glosario de términos clave
Muro pantalla: Técnica de cimentación profunda y contención flexible que se desarrolla a principios de los años 50, aúna ambas funciones, especialmente en excavaciones difíciles o cerca de edificios.
Contención flexible: Cualidad de los muros pantalla que permite cambios de forma y movimientos de flexión, influenciando la distribución de empujes y la interacción suelo-estructura.
Empotramiento: Profundidad a la que se introduce la pantalla en el terreno por debajo del nivel de excavación para asegurar su fijación y estabilidad.
Empujes activos: Presiones horizontales mínimas que ejerce el terreno sobre una estructura de contención cuando este se deforma alejándose de la estructura (descompresión horizontal).
Empujes pasivos: Presiones horizontales máximas que ejerce el terreno sobre una estructura de contención cuando este se deforma empujando hacia el terreno (compresión horizontal).
Empuje al reposo: Presión horizontal que ejerce el terreno cuando no hay deformación lateral de la estructura de contención.
Muretes-guía: Estructuras temporales previas a la excavación de bataches, que dirigen la herramienta de excavación, aseguran la verticalidad de los paneles y sirven de soporte.
Batache: Segmento o panel individual que conforma el muro pantalla continuo, excavado y posteriormente hormigonado.
Cuchara al cable/hidráulica: Herramientas de excavación utilizadas para la formación de los bataches en medios convencionales.
Hidrofresa: Máquina de excavación especializada para bataches, usada en terrenos muy duros, cuando se requiere verticalidad estricta o a grandes profundidades.
Lodos tixotrópicos (bentoníticos): Suspensiones de arcilla (bentonita) en agua, utilizadas para sostener las paredes de la excavación mediante la formación de un «cake» y presión hidrostática, además de lubricar la herramienta. Son fluidos no newtonianos.
Lodos poliméricos: Soluciones de polímeros en agua que sustituyen o complementan a los lodos bentoníticos, formando un «cake» interno y uniendo partículas del terreno por tracción iónica. Son biodegradables.
Cake: Película impermeable que se forma en las paredes de la excavación de un muro pantalla debido a la filtración del lodo bentonítico, esencial para el sostenimiento por presión hidrostática.
Yield point (esfuerzo umbral): Esfuerzo mínimo necesario para que un fluido tixotrópico comience a fluir; por debajo de él, el lodo se comporta como un sólido.
Floculación: Proceso por el cual las partículas de lodo se agrupan, perdiendo su estabilidad y funcionalidad, generalmente por contaminación.
Tubería tremie: Tubería utilizada para el hormigonado sumergido de los muros pantalla, asegurando que el hormigón se deposite por debajo de la superficie del lodo sin contaminarse.
Junta (en pantallas): Dispositivo o técnica utilizada para asegurar la continuidad y estanqueidad entre bataches adyacentes (circular, trapezoidal, tricilíndrica o Stein).
Desarenado: Proceso de separación de arena de los lodos bentoníticos, realizado con hidrociclones, necesario para evitar la decantación de arena en el hormigón.
Pantalla en voladizo: Muro pantalla que se introduce en el terreno a una profundidad suficiente para que se fije como un elemento estructural en voladizo, aprovechando la resistencia pasiva.
Pantalla anclada: Muro pantalla cuya estabilidad se confía a la resistencia pasiva de la parte enterrada y al apoyo de uno o varios niveles de anclajes, usado en excavaciones profundas.
Pantalla de soporte libre (articulada): Pantalla anclada con una profundidad de empotramiento pequeña, que permite movimientos significativos en su base y se comporta como una viga doblemente apoyada.
Pantalla de soporte fijo (empotrada): Pantalla anclada con una longitud de empotramiento suficiente para que el movimiento en su base sea insignificante, comportándose como una viga apoyada-empotrada.
Efecto arco: Fenómeno que ocurre en pantallas flexibles, donde las cargas se concentran en las zonas más rígidas (como anclajes o fondo de excavación) y hay una descarga en las zonas de mayor movimiento.
Sifonamiento: Fenómeno en excavaciones con nivel freático alto, donde la presión intersticial en el fondo iguala la presión total, anulando la tensión efectiva del terreno y causando inestabilidad.
Gradiente crítico: Valor del gradiente hidráulico a partir del cual se produce el sifonamiento del terreno.
Tubificación (entubamiento): Erosión interna del terreno causada por sifonamientos localizados, formando conductos en el suelo.
Pozos filtrantes: Sistema de drenaje que utiliza bombas lapicero dentro de pozos para abatir el nivel freático.
Sistema de agujas filtrantes (well-point): Drenaje basado en la hinca de minipozos alrededor de una excavación, utilizando bombas de vacío para aspirar aire y agua, adecuado para terrenos arenosos.
Anclaje: Elemento de sujeción que transmite cargas de una estructura al terreno, generalmente trabajando a tracción.
Bulbo de inyección (zona de anclaje): Parte del anclaje inyectado que se fija al terreno, donde se desarrolla la transferencia de carga.
Zona libre: Parte del anclaje (cables o torones) que se encuentra protegida y no está en contacto directo con el terreno, permitiendo el pretensado sin fricción.
Cabeza y placa de apoyo: Elementos del anclaje que lo fijan a la estructura y mediante cuñas inmovilizan los torones.
Método de Kranz: Método de cálculo para anclajes que evalúa la estabilidad global frente al deslizamiento de la cuña de terreno soportada por los anclajes.
Entibación: Conjunto de elementos (tablestacas, puntales, codales) que se utilizan para contener las paredes de una excavación, evitando su colapso.
Método berlinés: Tipo de entibación donde se hincan perfiles metálicos aislados antes de excavar, y luego se va entibando progresivamente con elementos de contención y puntales.
Levantamiento de fondo: Problema de inestabilidad característico de excavaciones entibadas en suelos arcillosos blandos, donde el fondo de la excavación asciende debido a la presión del terreno.
Referencias:
CASHMAN, P.M.; PREENE, M. (2012). Groundwater lowering in construction. A practical guide to dewatering, 2nd edition. CRC Press, Boca Raton, 645 pp.
INSTITUTO GEOLÓGICO Y MINERO DE ESPAÑA (1987). Manual de ingeniería de taludes. Serie: Guías y Manuales, n.º 3, Ministerio de Educación y Ciencia, Madrid, 456 pp.
POWERS, J.P.; CORWIN, A.B.; SCHMALL, P.C.; KAECK, W.E. (2007). Construction dewatering and groundwater control: New methods and applications. Third Edition, John Wiley & Sons.
PREENE, M.; ROBERTS, T.O.L.; POWRIE, W., DYER, M.R. (2004). Groundwater control: design and practice. CIRIA C515, London.
TOMLINSON, M.J. (1982). Diseño y construcción de cimientos. URMO, S.A. de Ediciones, Bilbao, 825 pp.
Acaban de publicarnos un artículo en la revista Journal of Civil Engineering and Management, revista indexada en el JCR. Presenta un análisis exhaustivo de la investigación científica en torno a la evaluación de las viviendas sociales. El trabajo se enmarca dentro del proyecto de investigación RESILIFE que dirijo como investigador principal en la Universitat Politècnica de València. A continuación se recoge un resumen sintético del trabajo.
La evaluación de proyectos de vivienda social es un proceso complejo que requiere tener en cuenta múltiples factores para conseguir comunidades más resilientes y sostenibles. Los métodos de decisión multicriterio (MCDM) son herramientas esenciales que proporcionan un marco estructurado para la adopción de decisiones informadas, ya que integran criterios cuantitativos y cualitativos. Esta revisión bibliográfica, basada en 93 artículos publicados entre 1994 y marzo de 2025, destaca la creciente prevalencia de los MCDM, el enfoque en la sostenibilidad (que abarca aspectos ambientales, sociales, económicos y técnicos) y la evolución hacia técnicas más modernas, como la lógica difusa y neutrosófica. Aunque el proceso de jerarquía analítica (AHP) y TOPSIS son los métodos más utilizados, es necesario integrar más los MCDM en todas las fases del proceso de construcción para mejorar la constructibilidad y la sostenibilidad, sobre todo en la vivienda social.
Contexto y desafío de la vivienda social
La vivienda es un elemento clave para cubrir las necesidades básicas de la población y fortalecer la cohesión social. Sin embargo, el crecimiento demográfico y la urbanización han agravado la escasez de viviendas asequibles, sostenibles y socialmente justas en todo el mundo. El modelo tradicional de construcción no solo encarece los costes a lo largo de la vida útil de la vivienda, sino que también provoca impactos negativos en el medio ambiente y en la salud.
En este contexto, la vivienda social se presenta como una solución esencial para atender a las poblaciones más vulnerables, garantizar unas condiciones mínimas de habitabilidad y calidad de vida, y promover la inclusión social.
No obstante, el desarrollo urbano desordenado ha favorecido la expansión de asentamientos informales y la falta de infraestructuras básicas adecuadas. Para que las iniciativas de vivienda social sean efectivas, es necesario adoptar un enfoque integral que tenga en cuenta la viabilidad económica, la sostenibilidad medioambiental y la equidad social. En un mundo donde la urbanización acelerada amenaza los medios de vida de millones de personas, buscar soluciones sostenibles es cada vez más urgente.
Métodos de decisión multicriterio (MCDM)
Los MCDM son herramientas poderosas para la toma de decisiones en escenarios con múltiples objetivos o criterios, facilitando la evaluación y comparación de alternativas basadas en varios aspectos cruciales. Se clasifican en:
Métodos de Puntuación: Asignan puntuaciones numéricas a los criterios para comparación (e.g., SAW, COPRAS).
Métodos Basados en Distancia: Evalúan alternativas midiendo la distancia a un punto ideal positivo y a un punto ideal negativo (e.g., TOPSIS, VIKOR, ARAS, EDAS).
Métodos de Comparación Pareada: Comparan alternativas directamente para determinar preferencias basadas en criterios específicos (e.g., AHP, ANP).
Métodos de Superación (Outranking): Se basan en la noción de que una alternativa óptima es preferible si es igual o superior en todos los criterios y al menos uno de ellos (e.g., PROMETHEE, ELECTRE).
Funciones de Utilidad (Valor) Multi-atributo: Representan las preferencias del tomador de decisiones a través de funciones de utilidad/valor (e.g., MAUT, SWARA, MIVES).
Prevalencia y tendencias:
AHP es el método individual dominante (75% de los casos individuales), seguido por TOPSIS.
El 48% de los artículos revisados utilizan la comparación pareada, siendo AHP el método principal (41 artículos).
Los métodos basados en distancia representan el 21% del uso, con TOPSIS como la opción predominante.
Métodos híbridos: Aunque se aboga por la integración de diferentes MCDM, su adopción generalizada es limitada. La combinación AHP + TOPSIS es frecuente, aprovechando la capacidad de AHP para estructurar criterios y la de TOPSIS para identificar y clasificar alternativas.
Números Crisp vs. Lógica Difusa/Neutrosófica: La mayoría de los estudios (84%) emplean números crisp, lo que indica un enfoque en datos exactos. Sin embargo, desde 2011, ha habido un aumento en el uso de la lógica difusa (15% de los manuscritos) para manejar la imprecisión y vaguedad inherentes a los juicios humanos. La lógica neutrosófica (1%) también ha comenzado a explorarse.
La Agenda 2030 y el ODS 11 («Ciudades y Comunidades Sostenibles»), junto con la adopción de la Nueva Agenda Urbana en 2015, han impulsado un aumento significativo en las publicaciones (más del 77% entre 2016 y la actualidad), «subrayando el papel fundamental de la vivienda adecuada y sostenible como piedra angular para lograr ciudades sostenibles.
Criterios de evaluación en vivienda social
Los proyectos de vivienda social se evalúan considerando cuatro dimensiones principales, reflejando un enfoque integral de sostenibilidad:
Económicos: Predominantemente enfocados en costos de construcción, reparación y mantenimiento, y gastos operativos de los proyectos de vivienda. Solo siete artículos revisados incluyen el Coste del Ciclo de Vida (LCC) según ISO 15686-5.
Ambientales: Abordan consumo de energía, eficiencia hídrica, emisiones contaminantes, gestión de residuos y energía del ciclo de vida (LCE). El consumo de energía y las emisiones de contaminantes son los aspectos más evaluados.
Sociales: Los criterios incluyen salud y seguridad, nivel de confort, facilidad de servicios y satisfacción del usuario. La accesibilidad a servicios públicos y la inclusión social son aspectos clave.
Técnicos: Comprenden especificaciones del proyecto, diseño, construcción y criterios de programación, con énfasis en la innovación, calidad y adhesión a los plazos.
Hay un cambio hacia evaluaciones multidimensionales, con «comparación por pares, superación y métodos basados en la distancia» emergiendo como herramientas esenciales.
Fases del proceso de construcción y MCDM
La aplicación de MCDM se distribuye en varias fases de la constructibilidad:
Fase de diseño: Es la fase más estudiada, cubriendo optimización del diseño interior, selección de sistemas de construcción óptimos y diseño MEP (Mecánico, Eléctrico y de Fontanería) priorizando el confort térmico.
Fase de planificación conceptual: Se centra en la viabilidad económica, la elección de ubicaciones adecuadas y la consideración de las necesidades de los habitantes, incluyendo acceso a servicios públicos, transporte, seguridad y áreas recreativas.
Fase de mantenimiento y puesta en marcha: Evalúa el bienestar de los ocupantes, las renovaciones arquitectónicas y energéticas, y las técnicas de refuerzo estructural.
Fase de construcción: Se enfoca en el uso de maquinaria, materiales y mano de obra, abordando preocupaciones de seguridad.
Fase de adquisiciones: Aborda la evaluación de proveedores y la gestión de la cadena de suministro, un aspecto vital pero poco representado.
A pesar de las intervenciones de la ciencia de la construcción que se centran en el conocimiento, la planificación, las adquisiciones y la ejecución, la investigación en este ámbito aborda principalmente cuestiones convencionales en lugar de conceptos emergentes como la economía circular y el Análisis del Ciclo de Vida (ACV) completo.
Discusión y direcciones futuras de investigación
La revisión destaca la necesidad de:
Integración de MCDM más allá de la viabilidad económica: Ampliar el alcance para abarcar la viabilidad social, técnica y ambiental.
Mayor uso de métodos híbridos y lógicas avanzadas: A pesar de la complejidad de los proyectos de vivienda social, la aplicación de la lógica difusa y neutrosófica en MCDM individuales e híbridos sigue siendo limitada en comparación con otras disciplinas de ingeniería. Se recomienda la integración de enfoques híbridos que integren MCDM con lógica difusa o neutrosófica, para evaluaciones más precisas.
Estandarización de criterios de evaluación: Existe una falta de consenso en los criterios de evaluación de la sostenibilidad, lo que subraya la «necesidad de un marco estandarizado que integre sistemáticamente estos aspectos. Un enfoque de Evaluación del Ciclo de Vida de la Sostenibilidad (SLCA) podría ser beneficioso.
Exploración de MCDM alternativos: Métodos como el Best-Worst Method (BWM) y el Combinative Distance-Based Assessment (CODAS) ofrecen ventajas sobre los métodos tradicionales en ciertos escenarios y deberían ser considerados.
Mayor aplicación del análisis de sensibilidad: Solo 17 de los artículos revisados emplearon análisis de sensibilidad, a pesar de su crucial papel para determinar la solidez de los métodos y la validez de los resultados.
Integración de tecnologías como GIS y BIM: La combinación de GIS (Sistemas de Información Geográfica), BIM (Modelado de Información de Construcción) y MCDM ha demostrado ser efectiva en la ingeniería civil, permitiendo análisis espaciales y temporales multicriterio. Esta integración puede optimizar la selección de sitios, el uso de recursos y la planificación sostenible a largo plazo. Sin embargo, su combinación es limitada en la literatura revisada.
Abordar la interdependencia de los criterios: La naturaleza holística y multifacética de la sostenibilidad implica que los criterios están inherentemente interconectados, lo que desafía los enfoques individuales de MCDM. Un reconocimiento exhaustivo de esta interdependencia es vital.
7. Conclusiones clave
Los MCDM son herramientas versátiles y esenciales para evaluar proyectos de vivienda social, con AHP, TOPSIS y COPRAS como los más prevalentes.
Existe una tendencia creciente hacia el uso de MCDM con lógicas de incertidumbre como la difusa y neutrosófica, aunque su aplicación todavía es limitada.
La sostenibilidad es un factor clave, siendo la dimensión social la más analizada, seguida por la económica, ambiental y técnica. No obstante, se necesita un marco estandarizado y la integración del Análisis del Ciclo de Vida (LCA) para evaluaciones más completas.
La aplicación de MCDM en todas las fases de la construcción mejora la toma de decisiones, optimiza los recursos y permite la identificación temprana de riesgos.
Es crucial investigar la jerarquización de criterios y la optimización de modelos híbridos para mejorar la aplicabilidad de los MCDM en proyectos de interés social.
La adopción de innovaciones como la construcción modular y el uso de materiales sostenibles es fundamental para la eficiencia y sostenibilidad de la vivienda social.
Este documento de información busca guiar a los profesionales de la investigación y a los tomadores de decisiones hacia la integración de métodos MCDM modernos para abordar de manera más efectiva los complejos desafíos de la vivienda social, impulsando así decisiones más informadas y sostenibles.
Os dejo un resumen en audio donde se explican las ideas principales del trabajo.
Al estar publicado en abierto, os dejo el artículo completo.
AHP (Analytic Hierarchy Process / Proceso Analítico Jerárquico): Un método MCDM basado en comparaciones por pares para estructurar y analizar decisiones complejas, determinando la importancia relativa de los criterios y alternativas.
ANP (Analytic Network Process / Proceso de Red Analítico): Una extensión del AHP que permite relaciones más complejas entre los criterios y las alternativas, incluyendo interdependencias y retroalimentación.
ARAS (Additive Ratio Assessment / Evaluación por Razón Aditiva): Un método MCDM basado en el cálculo de ratios aditivos para clasificar alternativas en función de su rendimiento.
BIM (Building Information Modelling / Modelado de Información de Construcción): Un proceso inteligente basado en modelos 3D que permite a los profesionales de la arquitectura, ingeniería y construcción planificar, diseñar, construir y gestionar edificios e infraestructuras de manera más eficiente.
COPRAS (Complex Proportional Assessment / Evaluación Proporcional Compleja): Un método MCDM de puntuación que evalúa alternativas basándose en su proximidad a un punto ideal y a un punto anti-ideal.
Crisp numbers (Números nítidos): Valores precisos y exactos utilizados en los cálculos matemáticos, que no consideran la imprecisión o la ambigüedad inherente a algunos conceptos humanos o datos subjetivos.
Constructability (Constructibilidad): La medida en que el diseño de un proyecto facilita la construcción, permitiendo un uso eficiente de los recursos y la mano de obra para mejorar el costo, el tiempo, la calidad y la seguridad.
DEMATEL (Decision Making Trial and Evaluation Laboratory / Laboratorio de Evaluación y Toma de Decisiones): Un método MCDM que ayuda a analizar relaciones causa-efecto entre criterios, permitiendo comprender su interdependencia.
EDAS (Evaluation Based on Distance to Average Solution / Evaluación Basada en la Distancia a la Solución Promedio): Un método MCDM que evalúa alternativas en función de su distancia a la solución promedio.
ELECTRE (Elimination and Choice Expressing Reality Method / Método de Eliminación y Elección que Expresa la Realidad): Una familia de métodos MCDM de superación que compara alternativas por pares y determina su relación de preferencia o indiferencia.
Fuzzy logic (Lógica difusa): Una forma de lógica multivaluada que permite valores de verdad intermedios entre «verdadero» y «falso», utilizada para modelar la incertidumbre y la vaguedad en los juicios humanos.
GIS (Geographic Information Systems / Sistemas de Información Geográfica): Un sistema que crea, gestiona, analiza y mapea todo tipo de datos. Relaciona los datos con la ubicación, analizando la información geográfica para organizar capas de información en visualizaciones mediante mapas.
Hybrid MCDMs (MCDM híbridos): Combinaciones de dos o más métodos MCDM, o de MCDM con otras herramientas (como BIM o GIS), para aprovechar las fortalezas de cada técnica y abordar la complejidad de los problemas de decisión.
LCA (Life Cycle Assessment / Análisis del Ciclo de Vida): Una metodología para evaluar los impactos ambientales asociados a todas las etapas de la vida de un producto o servicio, desde la extracción de materias primas hasta su disposición final.
LCC (Life Cycle Cost / Costo del Ciclo de Vida): El cesto total de un activo a lo largo de su vida útil, incluyendo los costos iniciales de adquisición, operación, mantenimiento, y disposición final.
MCDM (Multi-Criteria Decision Methods / Métodos de Decisión Multicriterio): Herramientas analíticas y computacionales que ayudan a los tomadores de decisiones a evaluar y priorizar diferentes opciones considerando múltiples factores o criterios, a menudo conflictivos.
MIVES (Model Integrated Value for Sustainable Evaluation / Modelo de Valor Integrado para la Evaluación Sostenible): Un método MCDM que integra la toma de decisiones con el análisis de valor, utilizando dimensiones indexadas estandarizadas para comparar indicadores de diferente naturaleza.
MOORA (Multi-Objective Optimization by Ratio Analysis / Optimización Multiobjetivo por Análisis de Ratios): Un método MCDM que clasifica alternativas basándose en un ratio de rendimiento y una referencia de desviación.
Neutrosophic logic (Lógica neutrosófica): Una generalización de la lógica difusa que introduce la indeterminación (además de la verdad y la falsedad), permitiendo un manejo más completo de la incertidumbre en los procesos de decisión.
PROMETHEE (Preference Ranking Organization Method for Enrichment of Evaluations / Método de Organización de Preferencias para el Enriquecimiento de Evaluaciones): Un método MCDM de superación que permite clasificar alternativas según sus preferencias de los criterios.
Scoring methods (Métodos de puntuación): Métodos MCDM que asignan puntuaciones numéricas a los criterios relevantes para comparar y evaluar cantidades jerárquicamente estructuradas.
Sensitivity analysis (Análisis de sensibilidad): Un estudio que examina cómo la incertidumbre en la salida de un modelo puede atribuirse a diferentes fuentes de incertidumbre en sus entradas, utilizado para probar la robustez de un método y la validez de los resultados.
Social housing (Vivienda social): Viviendas diseñadas para ser accesibles a personas y familias de ingresos medios y bajos, asegurando estándares mínimos de habitabilidad y calidad de vida, y fomentando la inclusión social.
Sustainability (Sostenibilidad): Un enfoque que busca satisfacer las necesidades del presente sin comprometer la capacidad de las futuras generaciones para satisfacer sus propias necesidades, abarcando dimensiones económicas, ambientales, sociales y técnicas.
SWARA (Scaled Weighted Assessment Ratio Analysis): Un método MCDM utilizado para determinar los pesos de los criterios.
TOPSIS (Technique for Order of Preference by Similarity to Ideal Solution / Técnica para la Ordenación por Similitud con la Solución Ideal): Un método MCDM que clasifica alternativas basándose en su distancia a una solución ideal positiva y a una solución ideal negativa.
VIKOR (VIseKriterijumska Optimizacija I Kompromisno Resenje / Optimización Multicriterio y Solución de Compromiso): Un método MCDM que clasifica alternativas basándose en su proximidad a una solución ideal.
WSM (Weighted Sum Model / Modelo de Suma Ponderada): Un método MCDM de puntuación que calcula una puntuación total para cada alternativa sumando las puntuaciones ponderadas de cada criterio
A continuación, os paso el contenido de una nota de prensa que ha lanzado la UPV sobre uno de nuestros trabajos de investigación relacionados con el proyecto RESILIFE. También os dejo enlaces a la noticia. Espero que os resulte interesante.
Investigadores de la UPV han desarrollado una nueva herramienta para ayudar a gobiernos y profesionales del sector de la construcción a edificar viviendas sociales de forma más eficiente, económica y respetuosa con el medio ambiente
La investigación, publicada en la revista Building and Environment, se enmarca en el proyecto RESILIFE
Investigadores de la Universitat Politècnica de València (UPV) han desarrollado una nueva herramienta para ayudar a gobiernos y profesionales del sector de la construcción a edificar viviendas sociales de forma más eficiente, económica y respetuosa con el medio ambiente. El trabajo, liderado por el investigador del Instituto ICITECH Víctor Yepes y la doctoranda Ximena Luque, se ha centrado en Perú, un país con un elevado déficit habitacional, si bien sus resultados podrían aplicarse a otros países con necesidades similares.
La investigación, publicada en la revista Building and Environment, se enmarca en el proyecto RESILIFE y analiza cinco sistemas constructivos diferentes —desde métodos tradicionales como el hormigón con ladrillo hasta métodos industrializados como el Light Steel Frame (LSF). Además, evalúa no solo costes de construcción, sino también los de mantenimiento, demolición e impacto ambiental durante todo el ciclo de vida de la vivienda.
“No se trata de solo construir más, sino de construir mejor. Por eso analizamos cada sistema de principio a fin, con el enfoque conocido como desde la cuna hasta la tumba, evaluando tanto el impacto técnico, económico y medioambiental de la construcción. Nuestro estudio no solo se centra en el precio o la velocidad de construcción. También analizó el impacto de cada tipo de vivienda a lo largo de toda su vida útil: desde la extracción de los materiales hasta su demolición”, explica Víctor Yepes
El sistema más eficiente: rápido, limpio y rentable
De los cinco modelos analizados, el sistema LSF —una estructura metálica prefabricada y liviana— es el más eficiente, según el estudio realizado por Víctor Yepes y Ximena Luque. Es el más barato a largo plazo (en construcción, mantenimiento y demolición); el que menos impacto ambiental genera y el que permite construir más rápido, lo que resulta clave para reducir el déficit habitacional en corto tiempo.
“Los sistemas tradicionales, aunque parecen más baratos al inicio, terminan siendo más costosos a largo plazo por sus residuos y su dificultad para ser reciclados. El estudio también señala que ningún sistema es perfecto. Por ejemplo, los paneles sándwich de hormigón son muy rápidos de montar, pero tienen mayores costes e impactos. El sistema convencional, aunque ampliamente empleado, tarda más en construirse y tiene un impacto ambiental alto. Sin embargo, necesita menos mano de obra especializada, lo que también es un factor que debemos considerar. Aun así, en más del 90 % de los escenarios evaluados, el LSF siguió siendo la mejor alternativa”, explica Yepes.
Guía práctica y modelo replicable
Además de identificar el “sistema para construir mejor”, el equipo de la UPV ha desarrollado una guía práctica para programas de vivienda social, planteando una metodología que se puede replicar en otros países en desarrollo.
Nuestro estudio ofrece una herramienta práctica y replicable que puede ayudar a ingenieros, arquitectos y autoridades a tomar decisiones más informadas. Al tener en cuenta todo el ciclo de vida de una vivienda y varios criterios de sostenibilidad, nuestro trabajo pretende contribuir a conseguir hacia soluciones habitacionales más justas, rápidas y respetuosas con el medio ambiente en aquellos países que lo necesitan”, añade Yepes.
Próximos pasos: sumar el factor humano
El equipo de la UPV trabaja ya en la siguiente fase del proyecto, que incorporará el impacto social de cada sistema constructivo, evaluando cómo influyen en la calidad de vida de las personas, el empleo local y la cohesión comunitaria.
“Construir bien, no es solo colocar ladrillos y hormigón. También es considerar a las personas que habitarán ese espacio y cómo la vivienda puede mejorar su bienestar y sus oportunidades”, concluye Víctor Yepes.
1. ¿Qué es un elemento prefabricado de hormigón y cómo se diferencia de la construcción con hormigón tradicional?
Un elemento prefabricado de hormigón se define como un producto fabricado con hormigón y elaborado en un lugar distinto de su ubicación final. Durante su fabricación, está protegido de las condiciones ambientales adversas y se obtiene mediante un proceso industrial con un sistema de control de la producción en fábrica. Esto permite acortar los plazos de entrega. En términos prácticos, la prefabricación consiste en aplicar principios industriales a la construcción, como la racionalización de procesos, la búsqueda de la economía de escala y el desarrollo a partir de la repetición de tareas cuidadosamente planificadas, ejecutadas en entornos favorables, con medios suficientes y por personal especializado.
La principal diferencia con el hormigón tradicional (o in situ) radica en el lugar y el método de fraguado y de control. El hormigón tradicional se concibe como un material fresco que cura libremente en la obra (ejecución in situ), mientras que el prefabricado es un producto terminado que se diseña y fabrica previamente en una planta industrial, con todas sus características adquiridas de forma controlada. Esto le confiere una entidad propia y una serie de cualidades inherentes que lo distinguen, como una mayor precisión dimensional, mejores acabados y la eliminación de incertidumbres en el resultado final, lo que a menudo se traduce en precios más competitivos.
2. ¿Cuándo y cómo se originó el concepto de prefabricación aplicado al hormigón?
Aunque el uso del hormigón se remonta al Imperio romano (7000 a. C., según algunos historiadores), el origen de la prefabricación, entendida como la aplicación de procesos industriales a la construcción, se sitúa a mediados del siglo XVIII, con la Revolución Industrial y la aparición de nuevos materiales como el acero y el vidrio. Sin embargo, la combinación específica del material (hormigón) y la técnica (prefabricación) es relativamente reciente y ha experimentado un desarrollo espectacular a partir de la segunda mitad del siglo XX.
Un hito clave fue la patente concedida en 1824 a Joseph Aspdin para la producción de «cemento Portland». A partir de 1848 y 1849 se registran los primeros elementos prefabricados de hormigón, como la barca de Joseph Louis Lambot y la jardinera de Joseph Monier. No obstante, un hito trascendental fue la patente del hormigón pretensado presentada por Eugène Freyssinet en 1928, que revolucionó la forma de construir al convertir el hormigón en un material activo y duradero, lo que impulsó la creación de las primeras fábricas de elementos prefabricados.
3. ¿Cuáles fueron los hitos más importantes en el desarrollo del hormigón prefabricado entre 1850 y 1970?
El desarrollo del hormigón prefabricado se puede dividir en varias etapas significativas:
1850-1940 (Primera época): Estuvo marcada por la visión de ingenieros que vieron en el hormigón una alternativa a la piedra natural. Los hitos incluyen:
Primeros elementos prefabricados como la barca de Lambot (1848) y la jardinera de Monier (1849).
El primer edificio con bloques prefabricados de cemento Portland, Castle House (1851).
La invención del concreto armado por William Wilkinson (1854).
La patente de un edificio prefabricado con módulos tridimensionales de Eduard T. Potter (1889).
La construcción del primer edificio con estructura prefabricada de hormigón, un molino de harina en Swansea (1897).
La invención del hormigón pretensado por Eugène Freyssinet (1928) transformó el material.
1940-1970 (Segunda época): Influenciada por la necesidad de reconstrucción rápida y económica tras la Segunda Guerra Mundial y por el aprovechamiento del tejido industrial bélico.
Difusión del pretensado (Francisco Fernández Conde obtuvo las patentes para España y América Latina en 1942).
La Unión Soviética adoptó masivamente los paneles prefabricados de hormigón para la construcción de barrios urbanos debido a la reducción de costos y a la rapidez (1947-1951).
Estandarización de sistemas prefabricados en Inglaterra (1960).
Diseños icónicos como la cúpula del Palacio de Deportes de Pier Luigi Nervi para los JJ.OO. de Roma (1960) y el complejo de viviendas Habitat 67 de Moshe Safdie en Montreal (1967).
Desarrollo de losas alveolares y de la escuela francesa de «grandes paneles».
4. ¿Cómo ha evolucionado el hormigón prefabricado desde el último tercio del siglo XX hasta la actualidad?
Desde finales del siglo XX, la industria del prefabricado ha experimentado una creciente mecanización y un enfoque hacia una prefabricación más «abierta». Los fabricantes pasaron de producir grandes volúmenes de elementos repetitivos a crear soluciones más flexibles y adaptables a diversas obras y demandas. En este periodo, Italia y los países nórdicos destacaron, ya que su clima favorece la construcción industrializada.
Se mejoraron las posibilidades estéticas del prefabricado, como se evidenció en la Ópera de Sídney, que empleó grandes conchas prefabricadas. Aumentó la demanda de grandes elementos prefabricados para viviendas, escuelas, centros comerciales y estadios, lo que impulsó la mejora de sus propiedades estructurales. En el ámbito de la obra civil, el prefabricado se convirtió en la opción dominante para puentes, canalizaciones, túneles y traviesas ferroviarias.
En la actualidad, la construcción prefabricada es un método con entidad propia que destaca por su capacidad para aplicar técnicas de producción de alto rendimiento con elevados niveles de control, lo que asegura una mayor calidad y precisión dimensional. También se destaca la capacidad de las piezas para su desmontaje y reutilización, lo que contribuye a la sostenibilidad. La evolución informática permite realizar diseños complejos que antes resultaban inviables. Además, se ha logrado combinar la libertad arquitectónica con la eficiencia constructiva, lo que permite realizar diseños flexibles y adaptables que permiten cambiar el uso de los edificios sin afectar a su estructura.
5. ¿Qué ventajas ofrece la prefabricación de hormigón en comparación con los métodos de construcción tradicionales?
La prefabricación de hormigón ofrece múltiples ventajas significativas:
Mayor calidad y precisión dimensional: el proceso industrial en fábrica, bajo sistemas de control de producción, asegura una calidad superior, homogeneidad y precisión dimensionales de los elementos, eliminando las incertidumbres del resultado final.
Ahorro de tiempo y costes: la fabricación en un entorno controlado acelera los plazos de entrega y permite una planificación más detallada, lo que se traduce en mayor productividad, menores costes laborales in situ y, a menudo, un precio final más competitivo.
Mayor durabilidad y resistencia: El hormigón prefabricado utiliza materiales de mejores prestaciones y un curado más controlado, lo que contribuye a una mayor durabilidad y resistencia, especialmente evidente tras la invención del pretensado.
Sostenibilidad y eficiencia energética: contribuyen a la reducción de residuos en obra, al uso de hormigones de mejores prestaciones (mayor durabilidad) y a una alta inercia térmica, lo que se traduce en un menor consumo de energía y un mayor confort para los usuarios. La posibilidad de desmontar y reutilizar las piezas también mejora su impacto ambiental a largo plazo.
Versatilidad arquitectónica y estructural: permite la creación de formas complejas, texturas, relieves, colores y aligeramientos, así como la adaptación a requisitos arquitectónicos cambiantes sin sacrificar la eficiencia. Los diseños flexibles permiten cambiar el uso de los edificios sin afectar la estructura.
Mejores condiciones laborales: La aplicación del hormigón autocompactante en plantas de prefabricados ha mejorado notablemente las condiciones de trabajo de los operarios al reducir la carga sonora y las vibraciones.
6. ¿Cuáles son los principales campos de aplicación del hormigón prefabricado en la actualidad?
El entorno urbano está lleno de elementos prefabricados de hormigón que forman parte de nuestro paisaje cotidiano y tienen una amplia gama de aplicaciones en la edificación y la obra civil.
En edificación (arquitectura), el prefabricado se utiliza masivamente para:
Viviendas (Habitat 67 es un ejemplo icónico).
Escuelas, pabellones, centros comerciales, aparcamientos.
Estadios y hospitales.
Elementos estructurales y de cerramiento, incluyendo paneles de fachada de grandes dimensiones con mejoras estéticas (colores, texturas, diseños de vanguardia como fachadas translúcidas).
Forjados (desde viguetas y bovedillas hasta losas alveolares).
En obra civil (ingeniería), el desarrollo de los prefabricados de hormigón ha sido fundamental para:
Puentes (tanto la estructura como las losas que unen las vigas).
Canalizaciones y tuberías.
Dovelas para túneles.
Traviesas para ferrocarril.
Mobiliario urbano y pavimentos.
En general, el prefabricado responde satisfactoriamente a todas las exigencias técnicas y funcionales y se adapta cada vez más a diseños arquitectónicos libres y a la integración de servicios e instalaciones en la estructura prefabricada.
7. ¿Qué mitos persisten sobre el hormigón prefabricado y cómo se están superando?
Aunque la acepción peyorativa del término «prefabricado» está disminuyendo, aún persisten ciertos mitos infundados que impiden un mayor avance de la industria. Estos mitos incluyen la percepción de que los elementos prefabricados son una solución «inferior» o carecen de versatilidad estética y funcional. Se asocia erróneamente con la necesidad de producir grandes cantidades de elementos muy repetitivos para optimizar costes, una idea que la industria ya ha corregido, pues es capaz de producir elementos a costes razonables para demandas más pequeñas y diferenciadas.
La realidad es que el diseño y la fabricación en un entorno técnico y controlado conducen a elementos y soluciones más precisos y de mayor calidad. Los avances tecnológicos en dosificación, curado, control de calidad, moldes, acabados, nuevos materiales y la introducción de hormigones autocompactantes han superado las limitaciones estéticas y funcionales previas. La industria ha sabido responder adecuadamente a las exigencias técnicas, funcionales y estéticas y ha logrado una mayor libertad arquitectónica sin sacrificar la eficiencia. La difusión de sus ventajas y el éxito en obras emblemáticas están ayudando a disipar estos mitos.
8. ¿Cuáles son los principales retos y las vías de innovación para la industria del hormigón prefabricado en los próximos años?
La industria del prefabricado de hormigón se enfrenta a varios retos prometedores para ganar mayor presencia en el mercado:
Sostenibilidad: Se trata de un eje fundamental, impulsado por políticas reglamentarias que bonifican las soluciones respetuosas con el medio ambiente. El prefabricado ofrece ventajas como una mayor inercia térmica (que reduce el consumo de energía), una menor generación de residuos y el uso de concretos de mejores prestaciones para aumentar su durabilidad. También se investiga la adición de materia prima para dotar a los elementos de capacidades descontaminantes.
Innovación tecnológica: En un entorno competitivo, la innovación es crucial. Se busca la mejora continua mediante la I+D+i, en colaboración con centros tecnológicos y universidades. Las innovaciones incluyen el aumento de la resistencia mecánica del hormigón, la ampliación de las formas, texturas, relieves y colores de los elementos vistos, y la mejora de las materias primas (cementos, aditivos, aceros pretensados y fibras) para lograr dimensiones, ligereza y acabados antes inimaginables.
Automatización y digitalización: El progreso tecnológico en la maquinaria permite a las plantas de prefabricados alcanzar altos niveles de automatización, incluyendo la impresión 3D, moldes más duraderos, sistemas de vaciado eficientes, cortes guiados por láser y sistemas de curado más eficaces. La integración de sensores en la fabricación para monitorizar parámetros (por ejemplo, la resistencia a la compresión) y el desarrollo de productos conforme a la metodología BIM también son áreas de profundización.
Adaptación a nuevas exigencias: El objetivo es mejorar el comportamiento sísmico, rediseñar las piezas estructurales para cubrir un mayor rango dimensional y optimizar las conexiones de los elementos estructurales, con el fin de seguir expandiendo las aplicaciones y la eficiencia del prefabricado.
Creo que estos vídeos pueden interesarte.
Os dejo un artículo que, espero, sea de vuestro interés.
Un acuífero es una formación geológica subterránea que contiene y transmite agua. Se clasifican principalmente en:
Acuífero libre: El agua está en contacto con la atmósfera a través de los poros o las fisuras de la zona no saturada. El límite superior es el nivel freático, donde la presión del agua es atmosférica.
Acuífero confinado: El acuífero está cubierto por una capa impermeable (acuicludo o acuitardo) y el agua se encuentra a una presión superior a la atmosférica. Si se perfora un pozo en un acuífero confinado y el agua sube por encima de la superficie del terreno, se dice que existen existen «condiciones artesianas».
Figura 1. Esquema de acuífero. https://es.wikipedia.org/wiki/Archivo:Aquifer_es.svg
Además, existen otras formaciones relevantes:
Acuicludo: Una formación geológica que, aunque contiene agua, no la transmite de manera efectiva, por lo que no es apta para su explotación (por ejemplo, terrenos arcillosos).
Acuitardo: Transmite el agua muy lentamente, por lo que no es apto para su captación, pero puede permitir la recarga vertical de otros acuíferos en condiciones especiales (por ejemplo, arcillas limosas o arenosas).
2. ¿Qué es la carga hidráulica total y por qué es importante la Ley de Darcy en el estudio del flujo de agua en medios porosos?
La carga hidráulica total (H), también conocida como potencial, representa la energía por unidad de peso de un fluido en movimiento, expresada como una altura. Incluye la altura geométrica (z), la altura de presión (u/γw) y la altura de velocidad (v²/2g). En el contexto del flujo en medios porosos, la velocidad suele ser despreciable, por lo que la carga total se simplifica a la altura piezométrica.
La Ley de Darcy es fundamental porque describe la velocidad del flujo de agua en un medio poroso. Establece que la velocidad (v) es directamente proporcional al gradiente hidráulico (i) y al coeficiente de permeabilidad (k), es decir, v = k · i. El coeficiente de permeabilidad mide la facilidad con la que el agua circula a través del suelo y depende tanto de las características del acuífero (porosidad, tamaño de los poros interconectados) como del fluido (viscosidad, peso específico). Esta ley es crucial para comprender cómo se mueve el agua a través del suelo y para calcular caudales en diversas aplicaciones geotécnicas.
Figura 2. Esquema de la ley de Darcy
3. ¿Qué son las tensiones efectivas y por qué son tan importantes en geotecnia según el postulado de Terzaghi?
Las tensiones efectivas (σ‘) son un concepto fundamental en geotecnia, postulado por Karl von Terzaghi en 1923. Se definen como el exceso de tensión sobre la presión intersticial (o presión neutra) del agua (u) presente en el suelo. Es decir, son las tensiones que actúan exclusivamente sobre la fase sólida del suelo, transmitiéndose grano a grano.
Su importancia radica en el postulado de Terzaghi, que establece lo siguiente: «Cualquier efecto medible debido a un cambio de tensiones, como la compresión, la distorsión o la modificación de la resistencia al corte de un suelo, se debe exclusivamente a cambios en las tensiones efectivas». Esto significa que la deformación y la resistencia del suelo dependen directamente de las tensiones efectivas y no de las tensiones totales. Por ejemplo, si el volumen o la distorsión de un suelo saturado no cambian, es porque sus tensiones efectivas no han cambiado. Si se permite el drenaje del agua (es decir, si se disipa la presión intersticial), las tensiones efectivas aumentan, lo que provoca la deformación del suelo y la modificación de su resistencia al corte, un fenómeno conocido como consolidación.
4. ¿Cuáles son los principales problemas geotécnicos relacionados con el agua en las excavaciones?
Subsidencia: Un descenso del nivel freático (por bombeo o excavación) aumenta las tensiones efectivas, provocando asentamientos en el terreno circundante. Un aumento del freático también puede causar asentamientos en suelos arcillosos o reducir la capacidad portante en arenas.
Deslizamiento de taludes: El flujo de agua en los taludes de una excavación incrementa su peso y reduce su resistencia al corte, llevando a la inestabilidad. Esto se agrava si la excavación corta dos estratos, donde el flujo entre capas puede causar erosión.
Erosión superficial: El afloramiento de agua en los taludes provoca cárcavas y arrastre de terreno, lo que compromete la estabilidad y debilita las bermas.
Erosión interna o tubificación (piping): El agua arrastra partículas finas a través de los huecos del suelo, formando túneles internos. Esto es propenso en suelos dispersables y puede ocurrir en presas o por flujos anómalos en pozos de drenaje o anclajes defectuosos.
Inestabilidad del fondo o sifonamiento: Ocurre cuando un flujo ascendente de agua en un terreno granular no consolidado anula la presión efectiva, por lo que el suelo se comporta como un fluido (arenas movedizas). Esto sucede cuando las fuerzas de filtración superan el peso sumergido del suelo.
Levantamiento del fondo o taponazo (uplift): El fondo de la excavación se vuelve inestable cuando el empuje del agua subterránea —típico en un acuífero confinado bajo un estrato de baja permeabilidad— supera el peso del terreno que lo soporta.
5. ¿Qué es el sifonamiento o «efecto Renard» y cuándo ocurre?
El sifonamiento, también conocido como licuefacción o «efecto Renard», se produce cuando existe un flujo ascendente de agua en el terreno y la presión del agua es tan alta que anula las tensiones efectivas del suelo. En suelos granulares sin cohesión, como la arena, el terreno pierde completamente su resistencia al corte y comienza a comportarse como un fluido en ebullición, similar a las arenas movedizas.
Este fenómeno sucede cuando se alcanza un «gradiente crítico», que es la relación entre el peso específico sumergido del suelo y el peso específico del agua. Si se sitúa un objeto con un peso específico superior al de la mezcla fluida de terreno y agua sobre un terreno con licuefacción, se hundirá. Supone un grave riesgo en las excavaciones, especialmente por debajo del nivel freático, ya que puede provocar el desprendimiento de cimentaciones y maquinaria.
6. ¿Cómo se relaciona el coeficiente de permeabilidad con la permeabilidad equivalente en estratos de suelo?
El coeficiente de permeabilidad (k) mide la facilidad con la que el agua fluye a través de un suelo concreto. Sin embargo, en la práctica, el suelo suele estar compuesto por múltiples estratos con diferentes permeabilidades y espesores. En estos casos, se calcula una permeabilidad equivalente, que puede ser horizontal o vertical:
Permeabilidad equivalente horizontal: Se aplica cuando el flujo de agua atraviesa horizontalmente un conjunto de estratos. El caudal total es la suma de los caudales en cada estrato.
Permeabilidad equivalente vertical: Se usa cuando el flujo de agua atraviesa verticalmente los estratos. En este caso, el caudal es constante a lo largo de los estratos, pero cada estrato tiene un gradiente hidráulico diferente.
Estos cálculos son esenciales para modelar con precisión el flujo de agua en suelos estratificados.
7. ¿Qué es una red de flujo y para qué se utiliza en geotecnia?
Una red de flujo es una representación gráfica del flujo de agua subterránea en un medio poroso. Está formada por dos familias de curvas ortogonales entre sí.
Líneas equipotenciales (Ψ): Son líneas que conectan puntos donde la altura piezométrica (carga hidráulica) es constante.
Líneas de corriente (Φ): Son las trayectorias que siguen las partículas de fluido a medida que se mueven a través del suelo.
La red de flujo se construye de manera que las fronteras impermeables actúan como líneas de corriente y las fronteras permeables (como una lámina de agua) son líneas equipotenciales. Al intersectarse, ambas familias de líneas deben formar «cuadrados curvilíneos».
Figura 3. Red de flujo, formada por líneas equipotenciales (Ψ) y líneas de corriente (Φ)
Las principales aplicaciones de las redes de flujo en geotecnia son:
Calcular las presiones del agua subterránea: Permiten determinar las presiones en diferentes puntos o superficies.
Estimar los caudales del agua subterránea: Todos los canales de flujo (espacio entre dos líneas de corriente adyacentes) transportan el mismo caudal.
Calcular los gradientes hidráulicos: La pérdida de carga total se distribuye uniformemente entre las equipotenciales. Esto es crucial para evaluar la estabilidad de taludes y el riesgo de sifonamiento.
8. ¿Cómo se puede prevenir el sifonamiento en una excavación y qué factores influyen en las medidas de prevención?
Para prevenir el sifonamiento en una excavación, especialmente por debajo del nivel freático, una de las medidas principales es utilizar tablestacas o ataguías con una longitud de empotramiento suficiente. Esta longitud adicional por debajo del nivel de excavación aumenta el recorrido más corto que puede seguir el agua, lo que reduce el gradiente hidráulico y, en consecuencia, las fuerzas de filtración.
La profundidad de empotramiento necesaria depende de varios factores:
Profundidad de la excavación bajo el nivel freático: A mayor profundidad de excavación, mayor empotramiento se requiere.
Porosidad del suelo: Cuanto mayor es la porosidad del terreno (es decir, más vacíos hay en el suelo), mayor empotramiento es necesario para evitar el sifonamiento.
Peso específico de las partículas sólidas y del agua: Estos valores influyen en el peso específico sumergido del suelo y, por ende, en el gradiente crítico.
Coeficiente de seguridad (η): Se aplica un coeficiente de seguridad para garantizar que el empotramiento sea suficiente para resistir el sifonamiento. Por ejemplo, el Código Técnico de la Edificación (CTE) en España recomienda un coeficiente de seguridad de η = 2 para pantallas.
Figura 4. Sifonamiento en la base de una tablestaca o pantalla.
Es fundamental realizar cálculos geotécnicos y estructurales detallados para determinar el empotramiento necesario, que debe corresponder al mayor valor entre el requerido para evitar el sifonamiento y el necesario para soportar los esfuerzos de empuje. Además, la experiencia y el sentido común son fundamentales a la hora de implementar estas medidas.
REFERENCIAS:
PÉREZ VALCÁRCEL, J.B. (2004). Excavaciones urbanas y estructuras de contención. Ediciones Cat, Colegio Oficial de Arquitectos de Galicia, 419 pp.
POWERS, J.P. (1992). Construction dewatering: New methods and applications. Ed. Wiley et al., New York.
PREENE, M.; ROBERTS, T.O.L.; POWRIE, W., DYER, M.R. (2004). Groundwater control: design and practice. CIRIA C515, London.
TOMLINSON, M.J. (1982). Diseño y construcción de cimientos. URMO, S.A. de Ediciones, Bilbao, 825 pp.
El anexo C del ACI-318-25 (American Concrete Institute) es un documento que establece los requisitos y directrices para el diseño y la construcción de estructuras de hormigón. Es fundamental para ingenieros y arquitectos, ya que proporciona un marco normativo que garantiza la seguridad, durabilidad y eficiencia de las edificaciones. A continuación, se presenta un análisis exhaustivo de los principales aspectos que abarca este anexo, con un enfoque en los detalles técnicos y las implicaciones prácticas.
Introducción al anexo C del ACI-318-25
El anexo C responde a la necesidad de contar con un marco normativo que regule el uso del hormigón en la construcción. Este documento se basa en la experiencia acumulada y en la investigación científica, y su objetivo es proporcionar directrices claras para garantizar que las estructuras de hormigón sean seguras y funcionales. La revisión periódica del anexo permite incorporar avances tecnológicos y metodológicos, y así asegurar su relevancia en el contexto actual de la ingeniería civil.
Requisitos de resistencia del hormigón
Uno de los aspectos más importantes del anexo C es la especificación de los requisitos de resistencia del hormigón. En él se establecen diferentes clases de hormigón, cada una con unas propiedades mecánicas específicas para diversas aplicaciones estructurales.
Clases de hormigón: El anexo C clasifica el hormigón en varias categorías, como el hormigón de alta resistencia (superior a 40 MPa) y el hormigón de resistencia normal (20-40 MPa). Cada clase está diseñada para aplicaciones específicas, como estructuras de soporte, pavimentos o elementos arquitectónicos. Por ejemplo, el hormigón de alta resistencia se utiliza en edificios de gran altura y puentes, donde se requieren propiedades mecánicas superiores.
Pruebas de resistencia: Se especifican métodos de ensayo, como la prueba de cilindros de hormigón, que permiten a los ingenieros evaluar la resistencia del material. Estas pruebas deben realizarse en condiciones controladas, y los resultados deben cumplir con los estándares establecidos en el anexo. Además, se recomienda realizar pruebas de resistencia a compresión a los 7 y 28 días de curado, lo que proporciona una evaluación precisa del desarrollo de la resistencia del hormigón. La interpretación de estos resultados es crucial para determinar la idoneidad del hormigón para su uso en la construcción.
Durabilidad del hormigón
La durabilidad del hormigón es un aspecto esencial que se aborda en el anexo C. Se reconoce que el hormigón está expuesto a diversas condiciones ambientales que pueden afectar a su integridad con el paso del tiempo. Por ello, se establecen directrices para la selección de materiales y la formulación de mezclas que aumenten la resistencia del hormigón frente a factores como la corrosión, la congelación y la deshidratación.
Materiales aditivos: El anexo C permite el uso de aditivos que pueden mejorar las propiedades del hormigón. Por ejemplo, los superplastificantes aumentan la trabajabilidad del hormigón sin necesidad de añadir agua, lo que es relevante para mantener su resistencia. También se pueden utilizar aditivos que mejoren la resistencia a la corrosión, como los inhibidores de corrosión, que protegen las armaduras de acero en entornos agresivos. La selección adecuada de estos aditivos es fundamental para garantizar la durabilidad del hormigón en condiciones adversas.
Protección contra la corrosión: Se incluyen recomendaciones sobre el recubrimiento de las armaduras de acero para prevenir la corrosión. Esto es especialmente importante en estructuras expuestas a ambientes marinos o industriales, donde la sal y otros agentes corrosivos pueden afectar a la durabilidad del hormigón. Se sugiere el uso de recubrimientos epóxicos o galvanizados para las armaduras, así como la implementación de sistemas de protección catódica en estructuras críticas. Estas medidas son esenciales para prolongar la vida útil de las estructuras y reducir los costes de mantenimiento a largo plazo.
Diseño estructural y cargas
El diseño estructural es un componente clave del anexo C, que establece las directrices para el diseño de estructuras de hormigón capaces de soportar diversas cargas. Estas incluyen cargas muertas, cargas vivas y cargas ambientales, como el viento y los terremotos.
Cargas muertas y variables: El anexo C define claramente las cargas que deben tenerse en cuenta en el diseño, así como los factores de seguridad que deben aplicarse. Por ejemplo, se establece que las cargas muertas deben incluir el peso propio de la estructura y cualquier carga permanente, mientras que las cargas vivas deben tener en cuenta el uso previsto del edificio, como la ocupación y el mobiliario. La correcta identificación y cálculo de estas cargas es fundamental para garantizar la estabilidad y seguridad de la estructura.
Diseño sísmico: Dada la importancia de la seguridad en zonas propensas a terremotos, el anexo C incluye secciones específicas sobre el diseño sísmico. En él se establecen criterios para la resistencia y la ductilidad del hormigón, lo que permite a los ingenieros diseñar estructuras que puedan absorber y disipar la energía sísmica. Se recomienda realizar análisis dinámicos para evaluar el comportamiento de la estructura bajo cargas sísmicas, así como implementar sistemas de aislamiento sísmico que reduzcan las fuerzas transmitidas a la estructura. Estos enfoques son esenciales para minimizar el riesgo de colapso durante un terremoto.
Comentarios y ejemplos prácticos
El anexo C no solo establece requisitos, sino que también incluye comentarios que ayudan a interpretarlos y aplicarlos. Estos comentarios son especialmente útiles para los ingenieros, ya que incluyen ejemplos prácticos y explicaciones que facilitan la comprensión de los requisitos.
Interpretación de normas: Los comentarios aclaran aspectos que pueden resultar confusos y ofrecen una guía sobre cómo aplicar correctamente las normas en proyectos reales. Por ejemplo, se discuten las implicaciones de los factores de carga y su aplicación en distintos tipos de estructuras. Esto es crucial para que los ingenieros puedan tomar decisiones informadas durante el proceso de diseño.
Estudios de caso: Se incluyen estudios de caso que ilustran la aplicación de los requisitos del anexo C en situaciones reales. Por ejemplo, se podría analizar la construcción de un puente de hormigón en una zona sísmica, donde se aplicaron las directrices del Anexo C para garantizar que la estructura pudiera resistir las fuerzas sísmicas. Otro ejemplo podría ser la rehabilitación de un edificio antiguo, en la que se emplearon aditivos para aumentar la durabilidad del hormigón y técnicas de refuerzo para mejorar la capacidad de carga de la estructura. Estos ejemplos permiten a los profesionales aprender de experiencias previas y aplicar las lecciones aprendidas a sus propios proyectos.
Conclusiones y relevancia del anexo C
El anexo C del ACI-318-25 es un documento esencial para la práctica de la ingeniería civil. Establece un marco normativo que garantiza la seguridad, durabilidad y eficiencia de las estructuras de hormigón. La implementación de estos requisitos es crucial para el desarrollo de edificaciones que no solo cumplan con las expectativas de rendimiento, sino que también sean sostenibles y seguras a largo plazo.
La revisión y actualización continuas del anexo C garantizan que esté al día de los avances tecnológicos y de investigación, lo que es vital en un campo en constante evolución. Por tanto, es imperativo que los ingenieros y arquitectos estén al día de las últimas versiones del anexo C y apliquen sus directrices en sus proyectos para contribuir a un entorno construido más seguro y eficiente. La adopción de estas normas no solo mejora la calidad de las construcciones, sino que también fomenta la confianza del público en la seguridad de las estructuras de hormigón.
En resumen, el anexo C no solo establece un estándar de calidad para el hormigón estructural, sino que también proporciona un marco integral que guía a los profesionales en la creación de edificaciones resilientes, duraderas y seguras, contribuyendo así al bienestar de la sociedad.
¿Qué son las cimentaciones superficiales y por qué son las más utilizadas en edificación?
Las cimentaciones superficiales son elementos estructurales que transmiten los esfuerzos (verticales, horizontales y momentos) de una estructura al terreno a través de su base de contacto. Son las más utilizadas en edificación debido a que son más baratas por carga soportada y más fáciles de ejecutar que otros tipos de cimentaciones. Es fundamental no exceder la capacidad portante del terreno y que las deformaciones producidas sean admisibles para la estructura.
Figura 1. Zapata aislada centrada. Imagen cortesía de CYPE, Biblioteca de detalles constructivos
¿Cómo influye la presencia de agua y las características del suelo en la construcción de cimentaciones superficiales?
La presencia de agua es un factor crítico en la construcción de cimentaciones. Un drenaje puede incrementar significativamente los costes y los plazos, e incluso hacer inviable una cimentación superficial. Sin embargo, el nivel freático no afectará a la capacidad portante del terreno si se encuentra a una profundidad superior a 1,5 veces el ancho de la zapata por debajo de la superficie del cimiento. En cuanto al suelo, ciertos tipos pueden alterar su estructura. Por ejemplo, en limos o arenas finas, un bombeo inadecuado puede causar sifonamiento o descenso de la superficie del terreno y afectar a las estructuras cercanas. En suelos arcillosos, el contacto con agua de lluvia o la compactación por pisadas puede ablandarlos, por lo que es necesario verter el hormigón de limpieza sin demora o excavar los últimos centímetros justo antes del hormigonado.
¿Cuáles son los tipos principales de zapatas aisladas y cómo se clasifican estructuralmente?
Las zapatas aisladas son cimentaciones puntuales diseñadas para soportar elementos individuales, como pilares o muros. Se emplean en terrenos firmes y competentes, transmiten tensiones medias a altas y generan pequeños asentamientos. Son la opción más económica en roca o suelos con tensiones admisibles superiores a 0,15 N/mm². Se clasifican según su forma:
Rectas: De canto constante.
Escalonadas: Con variaciones en el canto.
Piramidales: Con canto variable. A veces no necesitan encofrado si el ángulo es menor de 30°, pero dificultan el vibrado.
Nervadas o aligeradas: Con nervios para reducir material. El Código Estructural las clasifica como rígidas o flexibles, independientemente de la rigidez del terreno. Una zapata se considera rígida si su canto (h) en el encuentro con el pilar es mayor o igual a un coeficiente (α) multiplicado por su vuelo (v), donde α depende de los módulos de elasticidad del terreno y de la zapata. Las zapatas flexibles suelen ser más económicas por requerir menor volumen de hormigón y acero.
Figura 2. Tipología de zapatas atendiendo a su forma
¿Qué problemas pueden surgir con las zapatas de medianería y de esquina, y cómo se resuelven?
Las zapatas de medianería y de esquina se utilizan cuando los pilares se ubican cerca de los límites de la propiedad. El problema principal de estas zapatas es la excentricidad de la carga, que puede provocar un momento de vuelco y levantar la cimentación. Para contrarrestar este efecto, se pueden emplear varias soluciones:
Atar la cimentación al forjado o a la viga superior.
Utilizar un tirante que conecte la zapata con otro elemento estructural.
Implementar una viga centradora que una las zapatas de medianería o de esquina para redistribuir las cargas y presiones sobre el terreno de manera más uniforme.
¿Cuáles son las fases de ejecución de una zapata aislada?
La construcción de una zapata aislada sigue una serie de fases secuenciales:
Limpieza y desbroce del solar.
Comprobación de medidas y niveles.
Replanteo del movimiento de tierras.
Excavación hasta la cota superior del cimiento y luego la excavación de las zapatas y riostras.
Vaciado de hormigón de limpieza (aproximadamente 10 cm).
Encofrado de zapatas y riostras.
Colocación de la armadura inferior con separadores.
Disposición de la armadura de espera de pilares («enanos»).
Armado de las riostras.
Vertido, vibrado y curado del hormigón. Durante este proceso, se deben cumplir disposiciones como mantener la excavación por debajo de la rasante (0,5 a 0,8 m), evitar la caída libre del hormigón, y no circular sobre el hormigón fresco.
¿Qué son las zapatas combinadas, continuas bajo pilares y continuas bajo muro, y cuándo se utilizan?
Zapata combinada: Apoya dos o más columnas cuando las cargas no son excesivas. Se usa si las zapatas aisladas estarían muy cerca (complicando la excavación) o si se buscan asentamientos uniformes, actuando de forma rígida. Se busca que el centro de gravedad de la superficie coincida con el de las acciones.
Zapata continua bajo pilares (vigas de cimentación): Son zapatas corridas que soportan tres o más pilares. Tienen una gran longitud en comparación con su sección transversal. Son menos susceptibles a asentamientos diferenciales o vacíos en el terreno que las zapatas aisladas.
Zapata continua bajo muro (zapata corrida bajo muro): Caracterizadas por una gran longitud en relación con otras dimensiones, se utilizan como base para muros portantes o cimentación de elementos lineales. Su objetivo es lograr homogeneidad en los asentamientos y reducir las tensiones en el terreno en comparación con las zapatas aisladas, además de ofrecer mayor facilidad constructiva.
¿Cuál es la función de las riostras en las cimentaciones y cómo influye la sismicidad en su disposición?
Las riostras son vigas de hormigón armado que conectan las zapatas. Su función principal es evitar los movimientos relativos entre las zapatas (corrimientos) y absorber cargas horizontales, por lo que son fundamentales para la resistencia a los sismos. Es necesario realizar un atado perimetral de las zapatas. La densidad y la disposición de estas vigas de atado dependen directamente de la aceleración sísmica esperada en la zona.
Si la aceleración sísmica está entre 0,06 g y 0,16 g, el atado puede ser unidireccional.
Si la aceleración sísmica es igual o superior a 0,16 g, se requiere un atado bidireccional, lo que indica una mayor densidad de riostras para lograr una mayor estabilidad.
¿Cuándo se utilizan los emparrillados y las losas de cimentación, y cuáles son sus ventajas y consideraciones clave?
Los emparrillados de cimentación recogen múltiples pilares en una única cimentación formada por zapatas corridas que se entrecruzan en una malla (generalmente ortogonal), lo que proporciona gran rigidez. Se utilizan cuando la presión admisible del terreno es baja, hay una elevada deformabilidad o se esperan importantes asentamientos diferenciales. Son menos sensibles a las heterogeneidades o defectos locales del terreno.
Las losas de cimentación (o placas de cimentación) se usan cuando la superficie de las zapatas individuales superaría el 50 % de la superficie del edificio. Son ideales para sótanos estancos por debajo del nivel freático y para reducir los asentamientos diferenciales. Son útiles en terrenos con escasa capacidad portante y en construcciones con poca superficie en relación con su volumen (por ejemplo, rascacielos o silos). Aunque pueden triplicar el coste de las zapatas, ofrecen ventajas como una mayor rigidez y la posibilidad de realizar cimentaciones «compensadas», en las que el peso de la tierra excavada equilibra el peso del edificio y se reducen los asentamientos. Las losas postesadas ofrecen rapidez, menor excavación, mayor capacidad de carga y durabilidad. Una consideración importante es el riesgo de levantamiento del fondo de la excavación en losas grandes, por lo que se requieren pantallas laterales con suficiente empotramiento.
Figura 3. Algunos tipos de cimentaciones superficiales. Imagen elaborada a partir de: http://www.generadordeprecios.info/
 Introducción: Más allá de los ladrillos y el cemento.
Introducción: Más allá de los ladrillos y el cemento.