Estoy en proceso de revisión de las pruebas de imprenta del nuevo Manual de Referencia denominado: “Estructuras auxiliares de construcción: andamios, apeos, entibaciones, encofrados y cimbras”. Estará disponible en las librerías durante el mes de septiembre de 2024.
Este libro aborda de manera amplia las estructuras auxiliares utilizadas en la construcción, abarcando tanto el ámbito de la edificación como el de las obras de ingeniería civil. El libro trata de los aspectos relacionados con los apeos y apuntalamientos, las entibaciones, los andamios, los encofrados y las cimbras. La novedad de esta obra radica en el tratamiento constructivo de estas técnicas, en el que las fotografías e ilustraciones aportan valor a las explicaciones del texto. Además de incluir una amplia bibliografía, se aportan cuestiones de autoevaluación con respuestas para el aprendizaje de los conceptos más importantes, así como problemas resueltos. Es un libro de texto dirigido a estudiantes de ingeniería y arquitectura, con una marcada orientación hacia la construcción. No obstante, también se estructura como un manual de consulta para los profesionales relacionados con el proyecto y la construcción de obras. Además, este libro complementa los aspectos constructivos de otros textos estructurales o geotécnicos, más orientados a la teoría y a los problemas.
¿Qué es un Manual de Referencia en la Universitat Politècnica de València?
Colección de carácter multidisciplinar, orientada a la formación y al ejercicio profesional. Los contenidos han sido seleccionados por el comité editorial atendiendo a la oportunidad de la obra, por su originalidad en el estudio y la aplicación de una materia, el apoyo gráfico y práctico con ejercicios demostrativos que sustentan la teoría, la adecuación de su metodología y la revisión bibliográfica actualizada. Los títulos de la colección se clasifican en distintas series según el área de conocimiento y la mayoría de ellos están disponibles tanto en formato papel como en formato electrónico.
Todos los títulos de la colección están evaluados por especialistas en la materia según el método doble ciego, tal como se recoge en la página web de la Editorial (http://www.upv.es/entidades/AEUPV/info/891747normalc.html), lo que garantiza la transparencia en todo el proceso.
Para conocer más información sobre la colección, los títulos que la componen y cómo adquirirlos puede visitar la web, enlace a la página de la colección en www.lalibreria.upv.es
Víctor Yepes Piqueras. Catedrático de universidad del Departamento de Ingeniería de la Construcción y Proyectos de Ingeniería Civil de la Universitat Politècnica de València. Número 1 de su promoción, ha desarrollado su vida profesional en empresas constructoras, en el sector público y en el ámbito universitario. Ha recibido el Premio a la Excelencia Docente del Consejo Social de la UPV. Es investigador del Instituto de Ciencia y Tecnología del Hormigón (ICITECH) y profesor visitante en la Pontificia Universidad Católica de Chile. Ha sido director académico del Máster Universitario en Ingeniería del Hormigón (acreditado con el sello EUR-ACE). Imparte docencia en asignaturas de grado y posgrado relacionadas con procedimientos de construcción y gestión de obras, calidad e innovación, modelos predictivos y optimización en la ingeniería. Sus líneas de investigación actuales se centran en la optimización multiobjetivo, la sostenibilidad y el análisis de ciclo de vida de puentes y estructuras de hormigón.
Acaban de publicarnos en la revista Journal of Building Engineering, que está en el primer decil del JCR, un artículo sobre el mantenimiento preventivo y sostenible de los métodos modernos de construcción en entornos hostiles. Estos métodos, conocidos como “construcción inteligente“, son alternativas a la construcción tradicional. El gobierno del Reino Unido utilizó este término para describir una serie de innovaciones en la construcción de viviendas, la mayoría de las cuales se basan en tecnologías de construcción en fábrica. Este concepto abarca una amplia gama de tecnologías basadas en la fabricación modular, ya sea en el lugar de construcción o en otra ubicación, y está revolucionando la forma en que se construyen edificios de manera más rápida, rentable y eficiente. También se conoce comúnmente como construcción “off-site”. El trabajo se enmarca en el proyecto de investigación HYDELIFE, que dirijo como investigador principal en la Universitat Politècnica de València.
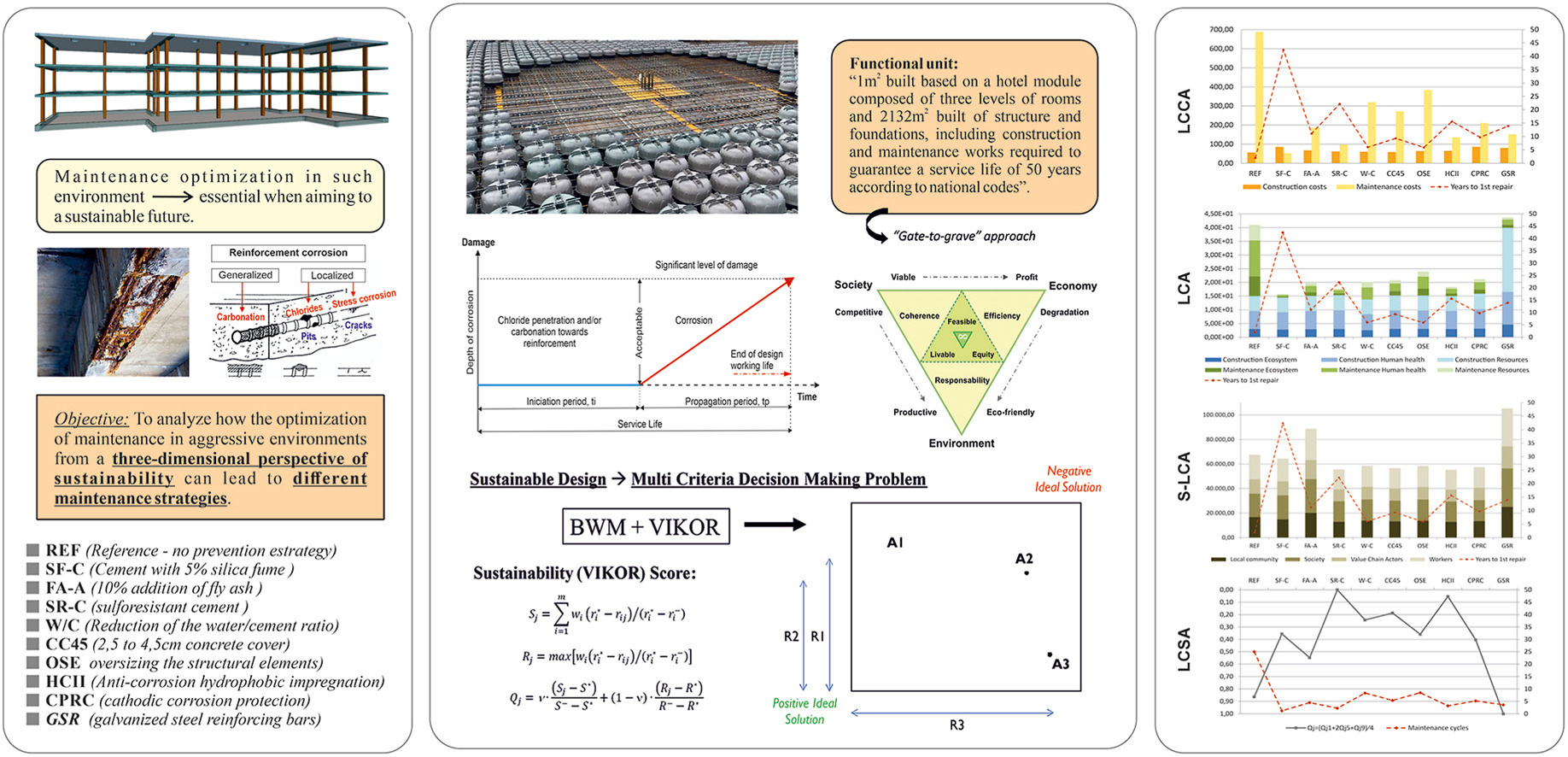
La industria de la construcción desempeña un papel significativo en la presión medioambiental, atribuida principalmente a su elevado consumo de recursos, impulsado, sobre todo, por el auge de la construcción residencial. Los Métodos Modernos de Construcción (MMC) representan un paradigma innovador para diseñar y construir infraestructuras y edificios de manera más eficiente, combinando materiales convencionales con técnicas no convencionales. El artículo pretende aplicar este enfoque a una estructura de edificación basada en MMC, minimizando el impacto de su ciclo de vida mediante la optimización del consumo de materiales de construcción, con especial atención a los efectos de la fase de mantenimiento desde una perspectiva preventiva. Este estudio se centra en la evaluación de la sostenibilidad de los forjados planos de hormigón armado que emplean un sistema de cuerpo estructural hueco, haciendo hincapié explícitamente en los factores de agresividad ambiental que contribuyen a la corrosión, como la carbonatación y los cloruros. La investigación explora diez opciones de diseño para un edificio residencial público frente al mar, examinando su impacto en la economía, el medio ambiente e incluso la sociedad en lo que respecta a los ciclos de mantenimiento necesarios a lo largo de la vida útil de la estructura, en función de la estrategia preventiva empleada para cada diseño. Para evaluar la sostenibilidad de estas opciones, los investigadores emplearon una combinación del método del mejor-peor (BWM) y la técnica VIKOR, considerando nueve criterios relacionados con la sostenibilidad. El estudio concluyó que el hormigón con un 5% de humo de sílice es la opción más rentable y respetuosa con el medio ambiente, y que la impregnación hidrófoba reduce el impacto social. Sin embargo, en comparación con las evaluaciones unidimensionales y bidimensionales, el estudio demuestra la importancia de considerar simultáneamente los impactos económicos, medioambientales y sociales del ciclo de vida de un diseño para lograr la sostenibilidad en el mantenimiento con una visión holística. Este enfoque condujo a una calificación de sostenibilidad un 86% más alta para un diseño que utilizaba cemento sulforresistente en la mezcla de hormigón que la opción de partida.
Aspectos destacables:
El estudio evalúa el impacto en el ciclo de vida de diez opciones de diseño mejoradas para un módulo hotelero de tres pisos en un entorno costero, con el objetivo de mejorar la durabilidad y reducir las necesidades de mantenimiento a lo largo de la vida útil de la estructura.
Los resultados óptimos se obtienen del intervalo de mantenimiento preventivo, lo que hace hincapié en la importancia de las estrategias de mantenimiento proactivo para mejorar la sostenibilidad y la longevidad de las estructuras de construcción de hormigón basadas en MMC.
El documento proporciona evaluaciones exhaustivas del ciclo de vida según las normas ISO 14040, que abordan las tres dimensiones simultáneamente, ofreciendo una visión holística del desempeño en materia de sostenibilidad en los proyectos de construcción.
Al centrarse en el mantenimiento preventivo, la investigación destaca el potencial de obtener beneficios ambientales y económicos a lo largo de 50 años, ya que contribuye a la sostenibilidad general de las estructuras de los edificios en entornos hostiles.
Al incorporar las opiniones de expertos mediante el método de toma de decisiones multicriterio de BMW, el estudio ofrece un análisis completo de diversos aspectos de la sostenibilidad en los proyectos de construcción, promoviendo prácticas de toma de decisiones sostenibles en la industria.
Los resultados subrayan la importancia de la toma de decisiones sostenibles en la construcción, en consonancia con los esfuerzos mundiales para reducir el impacto ambiental y promover prácticas ecológicas en la industria.
La investigación hace hincapié en la importancia de las estrategias de mantenimiento preventivo sostenibles para mejorar la longevidad y la sostenibilidad de las estructuras de hormigón basadas en el MMC, y destaca los beneficios de los enfoques de mantenimiento proactivo.
Podéis descargar el artículo gratuitamente al tratarse de una publicación de acceso abierto:
The construction industry plays a significant role in environmental strain, mainly due to its substantial resource consumption, driven by the surge in residential construction. Modern Methods of Construction (MMC) presents an innovative paradigm for designing and constructing infrastructure and buildings more efficiently, using conventional materials with unconventional techniques. The article aims to apply this approach to an MMC-based building structure, minimizing its life-cycle impact by optimizing material consumption, with particular attention to the effects of the maintenance phase from a preventive perspective. This study focuses on assessing the sustainability of reinforced concrete flat slabs employing a hollow structural body system, explicitly emphasizing environmental aggressiveness factors that contribute to corrosion, such as carbonation and chlorides. The research explores ten design options for a waterfront public residential building, examining their impact on the economy, the environment, and even society, regarding the maintenance cycles required over the structure’s lifetime, depending on the preventive strategy employed for each design. To assess the sustainability of these options, researchers used a combination of the best-worst method (BWM) and the VIKOR technique, considering nine sustainability criteria. The study found that 5% silica fume concrete is the most cost-effective and environmentally friendly option, with hydrophobic impregnation reducing social impacts. However, compared to one— and two-dimensional evaluations, the study demonstrates the importance of simultaneously considering a design’s life cycle’s economic, environmental, and social impacts to achieve sustainability in maintenance with a holistic view. This approach led to an 86% higher sustainability rating for a design using sulforesistant cement in the concrete mix than the baseline.
Keywords:
Modern Methods of Construction; Life Cycle Assessment; Sustainable design; Multi-criteria Decision-making; Preventive maintenance; Corrosion
Figura 1. Hormigonado en tiempo frío. https://www.cotecno.cl/precauciones-para-el-hormigonado-en-climas-frios/
El hormigón no adquiere la resistencia necesaria si el fraguado y el primer endurecimiento se producen a temperaturas muy bajas. Esto se debe principalmente a la acción expansiva del agua intersticial. En el mejor de los casos, se observa una disminución de la velocidad de hidratación de los componentes activos del cemento, como se explicó en un artículo anterior sobre los efectos del frío en el fraguado del hormigón.
En condiciones de frío, el hormigón debe colocarse en los encofrados y compactarse rápidamente y sin interrupciones. Antes de verter el hormigón, se debe retirar toda la nieve, el hielo, la escarcha y el agua derretida del equipo, del encofrado y del terreno en el que se coloque. Para ello, pueden utilizarse chorros de aire caliente. A menos que el área de trabajo esté cubierta, debe limpiarse inmediatamente antes de verter el hormigón.
La temperatura de las superficies en contacto con el hormigón fresco (equipos de colocación, encofrados, terreno) no debe ser inferior a 3 °C ni superar en más de 5 °C la del hormigón. La superficie del terreno de cimentación puede descongelarse cubriéndola con material aislante durante unos días, pero en la mayoría de los casos es necesario aplicar calor externo mediante aire seco, ya que el vapor puede hacer que el agua se condense y posteriormente se congele. Se recomienda el uso de encofrados de madera. Los equipos de colocación y los encofrados metálicos pueden estar dotados de aislamiento térmico (de mayor espesor en las esquinas) o precalentarse.
La temperatura de las armaduras también debe ser ligeramente superior a 0 °C al verter el hormigón. Colocar hormigón en zonas con alta concentración de armaduras a temperaturas muy bajas puede provocar la congelación local del hormigón alrededor de las barras, lo que puede disminuir la adherencia si esta persiste tras la vibración. Si se calientan las armaduras, este proceso no debería afectar a las propiedades del acero.
Se recomienda evitar el uso de canaletas y cintas transportadoras, a menos que estén debidamente aisladas. Estos elementos tienden a perder una gran cantidad de calor y pueden congelarse durante los intervalos de colocación.
En general, se suspenderá el hormigonado o se adoptarán medidas especiales si se prevé que la temperatura descienda por debajo de 0 °C en las próximas 48 horas. Dado que la temperatura del hormigón durante el fraguado depende del tipo de cemento y del espesor de las partes o piezas a hormigonar, estas medidas se implementarán si a las nueve de la mañana (hora solar) se registran temperaturas inferiores a las siguientes, de acuerdo con los tipos de obras:
Para estructuras de hormigón con cemento Portland:
4 °C para estructuras ordinarias sin más condiciones.
1 °C para estructuras de gran masa o con protección aislante.
Para estructuras de hormigón con cemento siderúrgico o puzolánico:
9 °C para estructuras ordinarias sin más condiciones.
6 °C para estructuras de gran masa o con protección aislante.
No obstante, si se produce una helada justo después de verter el hormigón y antes de que fragüe, el problema es reversible. En este caso, el fraguado no ha comenzado porque el agua se ha congelado y, una vez que el hielo se derrita, el hormigón podrá fraguar con normalidad, previa nueva vibración. Por ejemplo, tomando valores aproximados, a una temperatura de 5 °C, el tiempo de fraguado es de unas 14 horas, mientras que a 20 °C se reduce a 6 horas y a 40 °C a apenas 1,5 horas.
Es necesario asegurarse de que el hormigón no se coloque en los encofrados a un ritmo superior al que permita su correcta compactación y el acabado final. En la puesta en obra del hormigón en forjados y en elementos superficiales, es fundamental realizar la colocación en frentes reducidos.
Una alternativa para superar los problemas derivados del hormigonado en tiempo frío consiste en calentar el hormigón antes de su colocación, así como las armaduras o moldes que lo recibirán, y en emplear protecciones aislantes suficientes para evitar una pérdida excesiva de calor. También se pueden calentar los áridos, el agua o la mezcla en la hormigonera. Si se calienta el agua, lo cual resulta especialmente útil, su temperatura no debe superar los 70 °C para evitar un fraguado rápido. Este calentamiento suele requerir más tiempo de amasado para evitar la formación de grumos. Además, se recomienda utilizar bajas relaciones agua/cemento y cementos de alto calor de hidratación. Si el encofrado actúa como aislante, como en el caso de la madera, se puede retrasar el desencofrado para retener el calor durante el mayor tiempo posible.
El problema descrito se agrava si, además de las bajas temperaturas, se presentan vientos fuertes, lluvias, humedad u otras condiciones climáticas adversas.
El Código Estructural establece las condiciones para hormigonar en tiempo frío en su artículo 52.3.1:
“La temperatura de la masa de hormigón, en el momento de verterla en el molde o encofrado, no será inferior a 5 °C.
Se prohíbe verter el hormigón sobre elementos (armaduras, moldes, etc.) cuya temperatura sea inferior a cero grados centígrados.
En general, se suspenderá el hormigonado siempre que se prevea que, dentro de las cuarenta y ocho horas siguientes, pueda descender la temperatura ambiente por debajo de los cero grados centígrados.
En los casos en que, por absoluta necesidad, se hormigone en tiempo de heladas, se adoptarán las medidas necesarias para garantizar que, durante el fraguado y primer endurecimiento de hormigón, no se producirán deterioros locales en los elementos correspondientes, ni mermas permanentes apreciables de las características resistentes del material. En el caso de que se produzca algún tipo de daño, deberán realizarse los ensayos de información necesarios para estimar la resistencia realmente alcanzada, adoptándose, en su caso, las medidas oportunas.
El empleo de aditivos aceleradores de fraguado o aceleradores de endurecimiento o, en general, de cualquier producto anticongelante específico para el hormigón, requerirá una autorización expresa, en cada caso, de la dirección facultativa. Nunca podrán utilizarse productos susceptibles de atacar a las armaduras, en especial los que contienen ion cloro”.
Los comentarios a este artículo dicen lo siguiente:
“Se entiende por tiempo frío el periodo durante el cual existe, durante más de tres días, las siguientes condiciones:
la temperatura media diaria del aire es inferior a 5 °C,
la temperatura del aire no supera los 10 °C durante más de la mitad del día.
La hidratación de la pasta de cemento se retrasa con las bajas temperaturas. Además, la helada puede dañar de manera permanente al hormigón poco endurecido si el agua contenida en los poros se hiela y rompe el material. En consecuencia, deben adoptarse las medidas necesarias para asegurar que la velocidad de endurecimiento es la adecuada y que no se producen daños por helada.
Cuando existe riesgo de acción del hielo o de helada prolongada, el hormigón fresco debe protegerse mediante dispositivos de cobertura o aislamiento, o mediante cerramientos para el calentamiento del aire que rodee al elemento estructural recién hormigonado, en cuyo caso deberán adoptarse medidas para mantener la humedad adecuada”.
Os dejo un vídeo sobre el hormigonado en tiempo frío.
También comparto un artículo que, espero, sea de vuestro interés.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Vertido del hormigón. https://constructivo.com/noticia/siga-estos-pasos-para-llevar-a-cabo-un-correcto-proceso-de-vibrado-en-la-fundicion-de-concreto-1582900765
Una vez que el hormigón se encuentra en el lugar de colocación, se procede a su puesta en obra, la cual se realizará de acuerdo con el tipo de hormigón y las condiciones del espacio y los medios de colocación disponibles. El método más sencillo de colocación consiste en verter el hormigón directamente desde el dispositivo de transporte al encofrado, al molde o al lugar designado. En ocasiones, el acceso del transporte al punto de colocación puede resultar difícil; en estos casos, el bombeo resuelve el problema y, además, proporciona un flujo continuo de hormigón, lo que aumenta la eficiencia del trabajo.
Antes del vertido, es necesario prever la ubicación de las juntas de hormigonado. Asimismo, es fundamental verificar si los encofrados podrán resistir las presiones generadas por el hormigón fresco, considerando la consistencia del hormigón, el tipo de cemento utilizado, la altura del hormigonado, la temperatura ambiente, entre otros factores. La velocidad de colocación debe ser lo suficientemente alta como para evitar la formación de juntas frías, pero no tanto como para provocar segregación excesiva ni generar presiones elevadas sobre los encofrados. Las juntas frías se producen cuando una capa de hormigón se ha fraguado antes de que se vierta otra capa sobre ella, lo que da como resultado una unión débil entre ambas capas.
El vertido puede considerarse la operación final del transporte del hormigón, previa a su colocación definitiva. Al llegar a la obra, el punto de vertido puede encontrarse al mismo nivel del terreno o a mayor altura. En ambos casos, lo más conveniente es que la descarga se realice directamente desde el medio de transporte utilizado, como camiones hormigonera, camiones abiertos o autobombas. Sin embargo, en ocasiones es necesario verter el hormigón en recipientes auxiliares para luego acercarlo y dirigirlo mediante tolvas o canaletas hasta el molde o el encofrado. En cualquier caso, como norma general, debe procurarse que el punto de descarga esté lo más cercano posible al punto de colocación, evitando operaciones innecesarias que puedan aumentar la segregación del hormigón fresco.
El ritmo de vertido debe ser uniforme y compatible con el equipo y con los trabajadores presentes en el proceso de colocación y acabado. Cuando exista la posibilidad de una interrupción en el vertido del hormigón, se debe considerar el aprovisionamiento de un equipo de apoyo.
Para garantizar la calidad y la uniformidad del hormigón durante el vertido, es fundamental evitar su segregación. Además, se debe tener cuidado para no desplazar las armaduras, las vainas del pretensado o el atado de los encofrados, para lo cual se deben adoptar las medidas oportunas. El hormigón se debe verter verticalmente, lo más cerca posible de su posición definitiva, sin obstáculos que tamicen el flujo y evitando desplazamientos laterales una vez colocado. Además, nunca se deberán verter masas que acusen el principio de fraguado, la segregación o la desecación.
A continuación, se presentan recomendaciones para las operaciones de vertido.
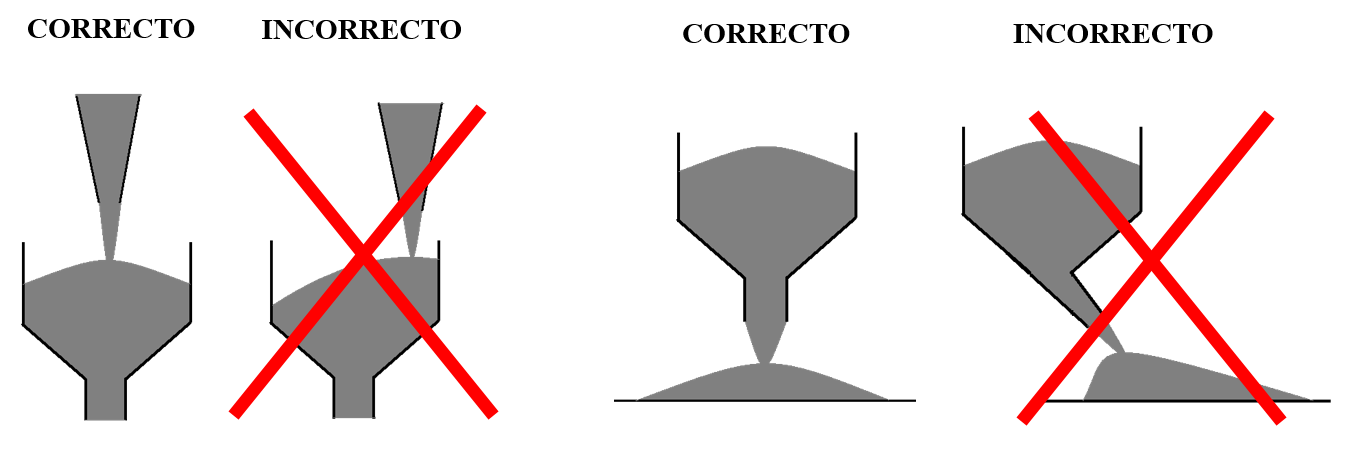
El material no debe verterse desde una gran altura (como máximo 2 m de caída libre). Se debe procurar que la dirección de caída sea vertical, evitando desplazamientos horizontales de la masa. Durante el vertido, el hormigón debe dirigirse para impedir que choque libremente con el encofrado o con las armaduras. Para lograrlo, se utilizarán canaletas que permitan encauzar el hormigón como si se tratara de un embudo. Por ello, la carga de cubas, carretillas y tolvas no debe realizarse directamente desde la amasadora.
El hormigón se debe colocar en capas horizontales de espesor inferior al que permita una buena compactación de la masa (generalmente entre 20 y 70 cm), facilitando así el «cosido» de las capas. Las distintas capas se consolidarán sucesivamente, uniendo cada una a la anterior mediante el medio de compactación elegido (normalmente un vibrador), sin que transcurra mucho tiempo entre ellas para evitar que la masa se seque o empiece a fraguar, a menos que esté prevista una junta de hormigonado. Por ello, el espesor de la capa debe ser inferior a la longitud del elemento vibrador, de modo que este atraviese todo el espesor de la capa y se introduzca lo suficiente en la siguiente.
No se debe arrojar el hormigón con pala ni a gran distancia ni distribuirlo con rastrillos o vibradores que provoquen su disgregación. No se debe avanzar más de un metro de hormigón dentro de los encofrados.
En el hormigonado de superficies inclinadas, se deben tener en cuenta los siguientes aspectos:
El hormigón fresco tiende a correr o deslizarse hacia abajo, especialmente bajo el efecto del vibrado.
Se produce segregación debido a la distinta velocidad de los áridos en la superficie inclinada.
Es preferible hormigonar de abajo hacia arriba, colocando una superficie que contenga el hormigón y lo encauce a modo de embudo. Si se utiliza vibrado, su acción debe ser lo más breve posible.
Para minimizar los efectos del vibrado, también es recomendable hormigonar de abajo hacia arriba, en secciones cuyo volumen y la distancia a la parte compactada sean tales que el hormigón ocupe su lugar tras una breve acción de vibrado.
Hay que ajustar la velocidad de vertido al espesor de las capas, a los períodos de vibración necesarios y a las juntas de hormigonado previstas.
A continuación, se recogen algunas figuras que permiten identificar malas prácticas en la colocación incorrecta del hormigón.
Figura 2. Cargas y descargas en vertical y centradas
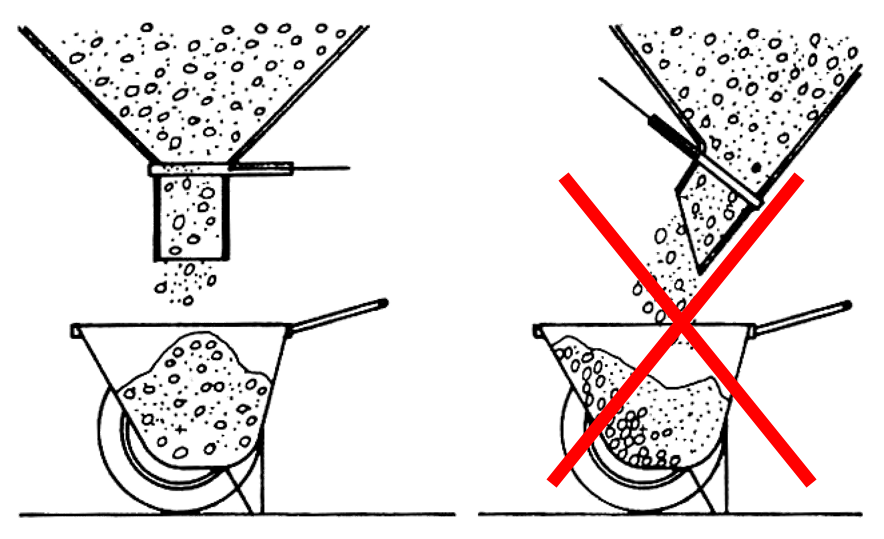
Figura 3. Las compuertas inclinadas de las tolvas son en realidad canaletas con un final sin control que origina segregación al llenar las carretillas
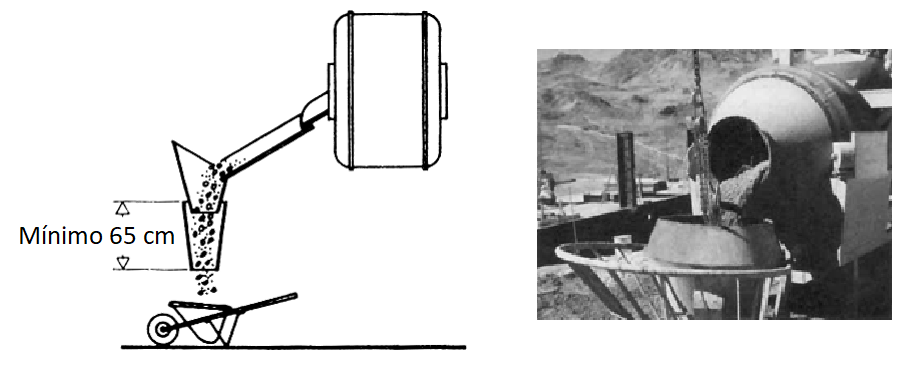
Figura 4. El empleo de una cacera elimina los riesgos de segregación al vaciar una hormigonera
Figura 5. Falta de control al final de la cinta. La pantalla simplemente cambia la dirección de la segregación
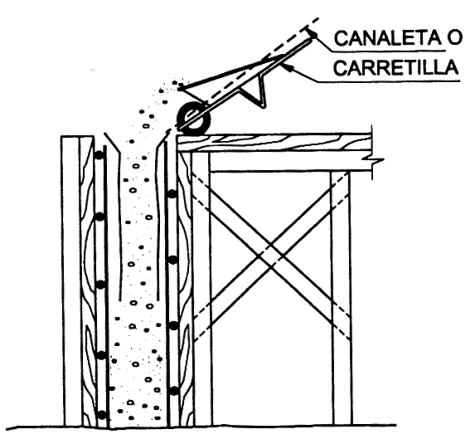
El hormigón no debe presentar restricciones antes de colocarlo en el encofrado. Si se vierte la masa en la parte superior mediante una tubería flexible de caída o un tubo central, se evita la segregación y los encofrados y las armaduras se mantienen limpios hasta que el hormigón los cubre (Figura 6).
Figura 6. Hormigonado en la parte superior con un tubo central.
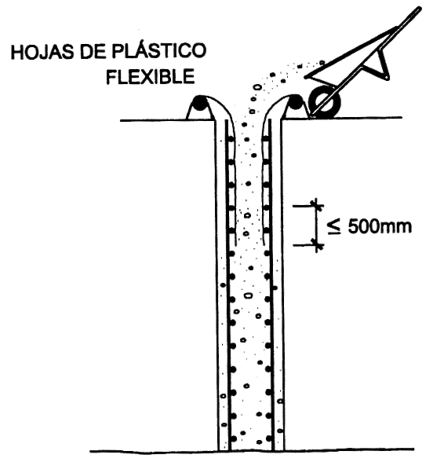
Cuando se utiliza una lámina de plástico que se enrolla al vertir el hormigón, se obtiene un efecto similar (Figura 7). No se debe permitir que el faldón se sumerja más de 500 mm en el hormigón para facilitar su extracción.
Figura 7. Hormigonado en la parte superior con láminas de plástico.
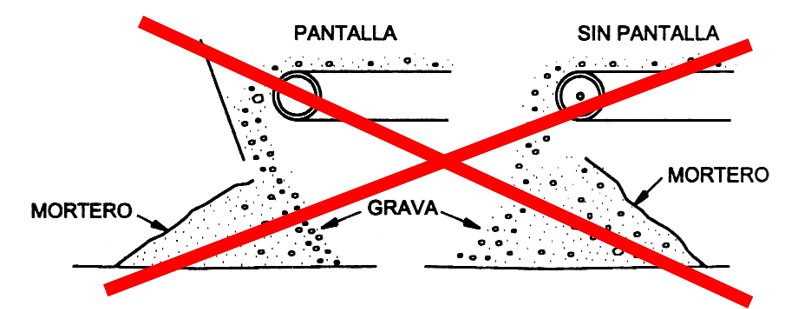
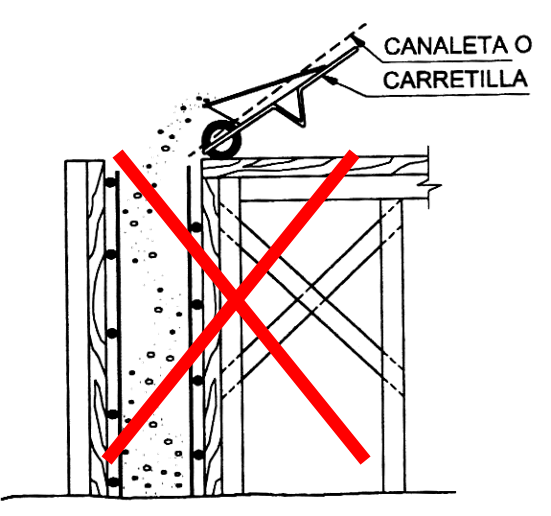
No se debe permitir que el hormigón choque y rebote contra el encofrado y las armaduras, pues ello origina la segregación y la formación de nidos de grava en el fondo (Figura 8).
Figura 8. Vertido incorrecto del hormigón
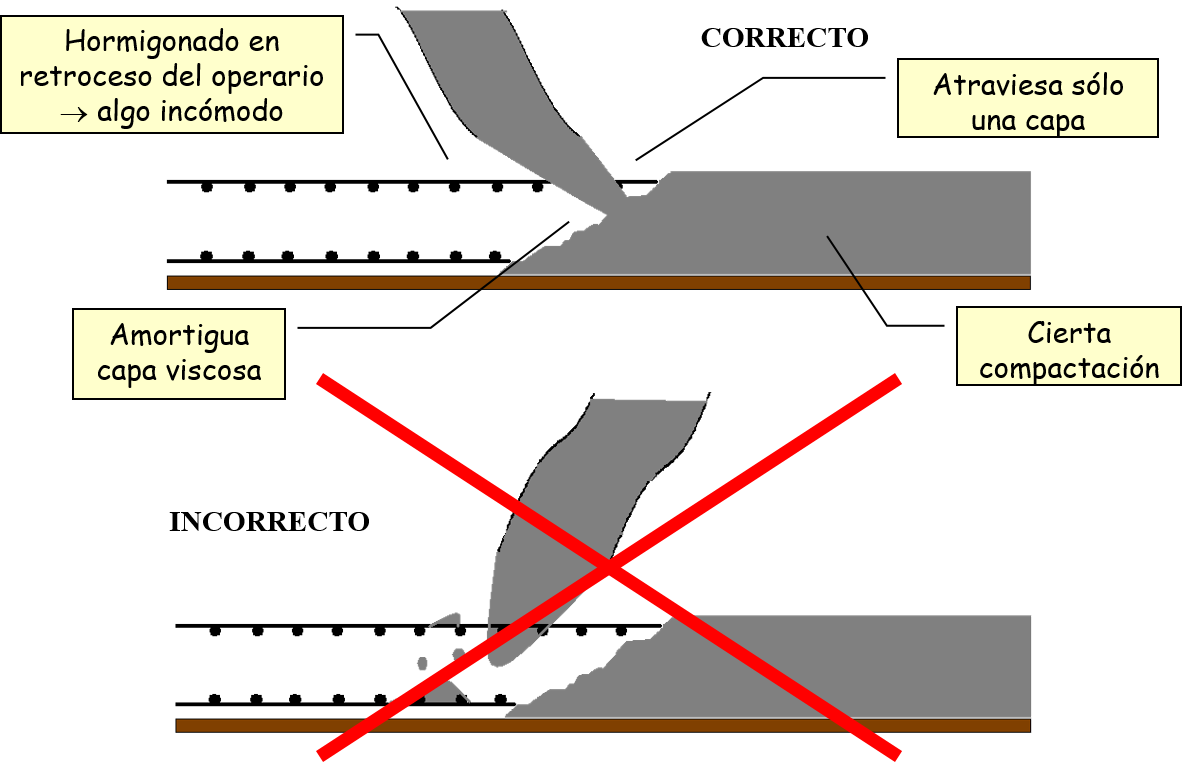
Como se puede comprobar en la Figura 9, en las losas conviene que el avance del frente de hormigonado abarque todo el espesor. En estas superficies horizontales, la colocación del hormigón debe realizarse contra la masa ya colocada. El vertido correcto se produce cuando el operario coloca el hormigón retrocediendo, aunque resulta algo incómodo. De esta forma, atraviesa solo una capa, amortigua la viscosa y se produce cierta compactación.
Figura 9. Recomendación de vertido contra el hormigón
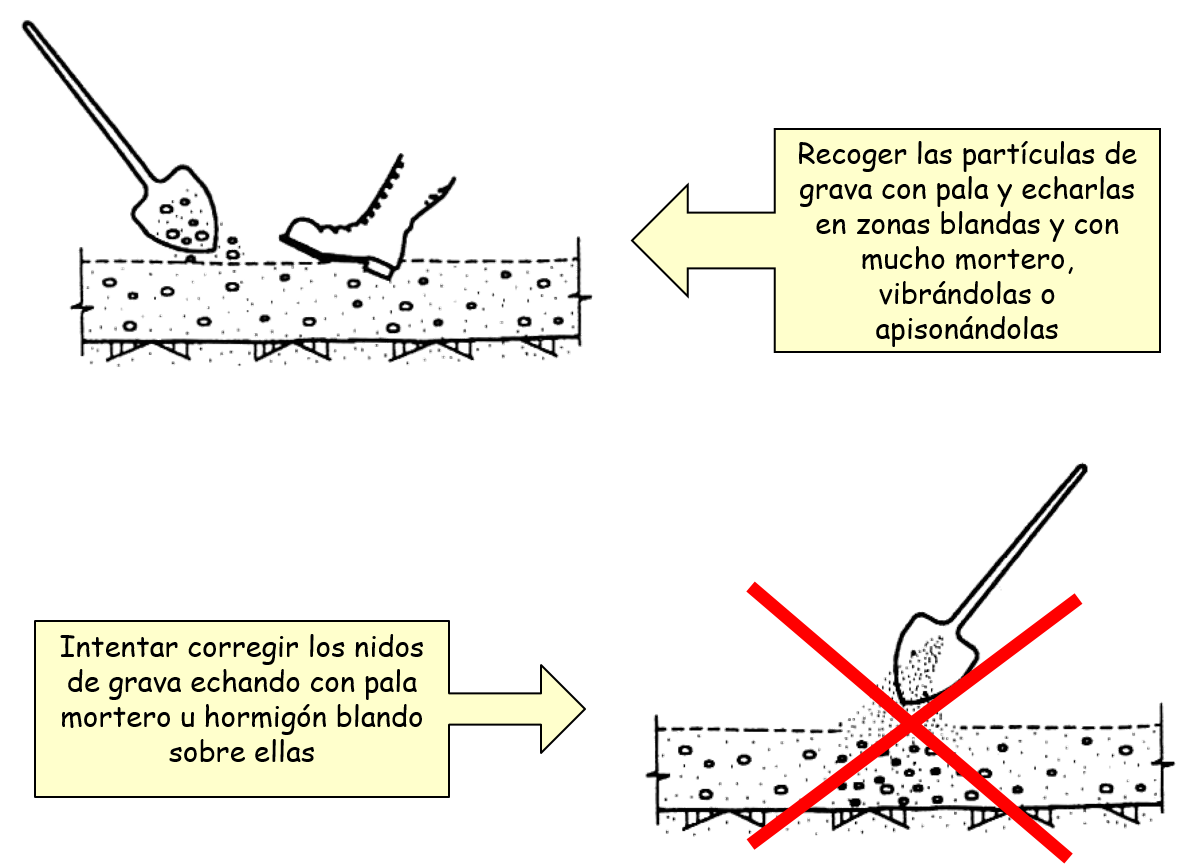
En la Figura 10 se observa que, en caso de detectarse segregación, es posible añadir el árido grueso al hormigón y mezclarlo con una pala. Es importante no añadir mortero ni hormigón al árido grueso.
Figura 10. Forma correcta de añadir árido grueso al hormigón
El artículo 52.1 del Código Estructural establece las condiciones para el vertido y la colocación del hormigón.
«En ningún caso se tolerará la colocación en obra de masas que acusen un principio de fraguado.
En el vertido y colocación de las masas, incluso cuando estas operaciones se realicen de un modo continuo mediante conducciones apropiadas, se adoptarán las debidas precauciones para evitar la disgregación de la mezcla.
No se colocarán en obra capas o tongadas de hormigón cuyo espesor sea superior al que permita una compactación completa de la masa.
No se efectuará el hormigonado en tanto no se obtenga la conformidad de la dirección facultativa, una vez que se hayan revisado las armaduras ya colocadas en su posición definitiva.
El hormigonado de cada elemento se realizará de acuerdo con un plan previamente establecido en el que deberán tenerse en cuenta las deformaciones previsibles de encofrados y cimbras».
Los comentarios de este artículo son los siguientes:
«El vertido en grandes montones y su posterior distribución por medio de vibradores noes, en absoluto, recomendable, ya que produce una notable segregación en la masa del hormigón.
Se tendrá especial cuidado en evitar el desplazamiento de armaduras, conductos de pretensado, anclajes y encofrados, así como el producir daños en la superficie de estos últimos, especialmente cuando se permita la caída libre del hormigón.
El vertido del hormigón en caída libre, si no se realiza desde pequeña altura (inferior a dos metros), produce inevitablemente la disgregación de la masa, y puede incluso dañar la superficie de los encofrados o desplazar éstos y las armaduras o conductos de pretensado, debiéndose adoptar las medidas oportunas para evitarlo.
El empleo de aditivos superplastificantes y el elevado contenido de finos en hormiones de alta resistencia, los hace muy fluidos, permitiendo unas tongadas de mayor espesor que en un hormigón convencional, si bien resultas necesaria una mayor energía de compactación».
He grabado un vídeo explicativo de estos aspectos de la obra.
Os dejo una Guía de Aplicación para la puesta en obra del hormigón de consistencia fluida en edificación, según el Código Estructural.
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 434 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Hormigonera de eje horizontal e inversión de marcha. https://www.linosella.com/es/producto/modelo-hopper-s-1500-22
Las hormigoneras de eje horizontal presentan ventajas significativas frente a las hormigoneras de tambor basculante. Su capacidad puede ser considerablemente mayor y el hormigón que producen suele ser de mejor calidad. Estas máquinas pueden ser fijas o móviles; las móviles se montan sobre un chasis de dos ejes con ruedas neumáticas.
Estas hormigoneras cuentan con una cuba de gran diámetro, de forma cilíndro-cónica y con eje horizontal, que posee dos bocas opuestas. Una de las bocas es de carga, que recibe el material cuando la cuba gira en sentido contrario, lo que facilita el amasado de la mezcla. La otra, para la descarga, a diferencia de las hormigoneras de tambor basculante, que solo tienen una boca.
En su interior, la cuba incluye una cámara central de trabajo equipada con paletas helicoidales, inclinadas y fijas, que garantizan un buen mezclado. La salida del hormigón generalmente se realiza mediante una inversión rápida del giro de la máquina. Estas máquinas tienen una capacidad de hasta 5 m³, con una producción de 250 m³/h. El tiempo mínimo de amasado, en segundos, para una hormigonera de diámetro D, en metros, se calcula con la siguiente fórmula: t = 90 √D. La velocidad de giro de la cuba, en r. p. m., se determina aproximadamente mediante la fórmula N = 20 / √D.
Las hormigoneras de eje horizontal suelen tener una velocidad de descarga lenta, lo que en ocasiones puede provocar la segregación del hormigón. Este problema es especialmente frecuente cuando se utilizan áridos grandes, pues el mortero mezclado con los áridos de tamaño intermedio tiende a salir primero, dejando los áridos gruesos para el final. Este problema también puede presentarse en las hormigoneras de eje basculante.
La carga de los componentes de la mezcla se realiza generalmente de forma mecánica mediante un skip. Este dispositivo recibe los materiales y los sube por unas guías inclinadas hasta que encajan en la tolva de descarga. A continuación, se abre una compuerta ubicada en el fondo de la cuba y se introducen los materiales en la hormigonera.
El tambor está montado sobre dos aros de rodadura que se apoyan en cuatro rodillos situados en el bastidor que lo sostiene. El giro en un sentido u otro se logra mediante la acción de un piñón de ataque, montado en un grupo motorreductor, que actúa sobre una corona dentada alrededor de la cuba. Los sistemas de arrastre incluyen:
Un conjunto de corona, atornillado al tambor, y un piñón de ataque acoplado al motor.
Un sistema de fricción en el que unos rodillos con bandaje de goma arrastran el tambor, impulsados por el motor. Estas ruedas están montadas sobre dos ejes y transmiten el movimiento de un motorreductor mediante ruedas dentadas y cadenas.
El equipo de la hormigonera se completa con un armazón metálico montado sobre un eje, una tolva de fondo abatible para el llenado, enganchada al cable de un torno eléctrico, que se desplaza a lo largo de unos carriles inclinados (skip). Todos los movimientos se controlan de forma remota mediante pulsadores.
El amasado se produce mediante el giro del tambor, complementado por la acción de las paletas que impulsan el material hacia el centro de la cuba. Un inconveniente frecuente de estas hormigoneras, incluidas las de eje inclinado, es que durante la primera amasada, parte del mortero del hormigón queda adherida a las paredes. Esto hace que la primera mezcla sea de menor calidad que las siguientes y que deba desecharse. Para evitar este problema, se debe realizar una ligera amasada del mortero antes de iniciar la producción de hormigón. Parte de este mortero recubrirá las paredes de la hormigonera, eliminando el exceso y mejorando la calidad de las mezclas siguientes.
La descarga puede realizarse de varias formas, dependiendo del modelo:
Cambiando el sentido de giro del tambor. Al invertir el sentido de la marcha, la mezcla llega a los álabes del cono y se evacúa al exterior. Antes de invertir el sentido de giro del motor eléctrico, es necesario detenerlo. El cambio de polaridad permite la inversión. Al utilizar un motor diésel, se requiere un inversor-reductor para cambiar el sentido de giro del tambor.
A través de una canaleta que se introduce por la boca de descarga de la cuba, o cambiando el ángulo de las paletas, aunque estos dos métodos están en desuso.
Os dejo un par de vídeos explicativos que espero os resulten de interés.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
CORMON, P. (1979). Fabricación del hormigón. Editores Técnicos Asociados, Barcelona, 232 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 434 pp. Ref. 441. ISBN: 978-84-1396-418-8
Durante los días 3 y 4 de julio de 2024 tiene lugar en Jaén (España) el 28th International Congress on Project Management and EngineeringAEIPRO 2024. Es una buena oportunidad para debatir y conocer propuestas sobre dirección e ingeniería de proyectos. Nuestro grupo de investigación, en el marco del proyecto HYDELIFE, presenta varias comunicaciones. A continuación os paso los resúmenes.
SÁNCHEZ-GARRIDO, A.; GUAYGUA, B.; VILLALBA, P.; YEPES, V. (2024). Ingeniería de proyectos basada en modelos de análisis multivariante. Aplicación al dimensionamiento de losas planas aligeradas.28th International Congress on Project Management and Engineering, AEIPRO, 3-4 de julio, Jaén (Spain)
Esta investigación propone una metodología para dimensionar losas innovadoras de hormigón armado sin vigas que permiten un uso eficiente de los materiales. Utilizando un enfoque estadístico y modelos de regresión lineal, se proporcionan criterios para calcular el espesor de la losa aligerada con esferas o discos plásticos presurizados, minimizando el número de variables. Este espesor puede estimarse a partir de la luz principal entre apoyos, de la altura del disco o del diámetro de la esfera, así como del uso previsto del edificio. El modelo final ajustado logra explicar el 98% de la variabilidad del espesor de la losa para luces comprendidas entre 5 m y 16 m. Este tipo de forjado contribuye a la reducción del consumo de hormigón y acero, lo que resulta en una disminución del peso y de las cargas aplicadas. Esto impacta directamente en los costos y mejora los indicadores ambientales frente a los sistemas tradicionales. Se presenta como una alternativa eficiente para edificaciones, permitiendo combinar parámetros estructurales, constructivos y sostenibles.
SÁNCHEZ-GARRIDO, A.; YEPES-BELLVER, L.; SAIZ, D.; YEPES, V. (2024). Ingeniería de proyectos en Modernos Métodos de Construcción: El caso de edificios con losas planas mediante elementos aligerantes multiaxiales.28th International Congress on Project Management and Engineering, AEIPRO, 3-4 de julio, Jaén (Spain)
Los métodos modernos de construcción (Modern Methods of Construction, MMC), o como algunos la llaman “construcción inteligente”, constituyen alternativas a la construcción tradicional. Esta nueva forma de construir implica necesariamente un cambio en la forma de dirigir los proyectos, que pasan a ser industrializados, en los que la eficiencia estructural y constructiva, así como la sostenibilidad ambiental y social, son protagonistas. El objetivo del artículo es identificar los aspectos característicos de estas construcciones innovadoras que influyen en la ingeniería de proyectos, integrando a grupos multidisciplinares como arquitectos, ingenieros estructurales y empresas constructoras. Para ello, se realizará un estudio sobre el caso de edificios construidos con losas planas aligeradas mediante elementos aligerantes multiaxiales. Los resultados muestran que estos diseños permiten integrar el proyecto, la fabricación de elementos y el procedimiento constructivo. El proyecto de estas construcciones permite aligerar y reducir las cantidades de hormigón y acero en las zonas de las losas donde la capacidad portante es insignificante. Además, se ha comparado este diseño con otros tradicionales, destacando una reducción de costes y un aumento de la sostenibilidad a lo largo del ciclo de vida.
YEPES-BELLVER, L.; MARTÍNEZ-PAGÁN, P.; ALCALÁ, J.; YEPES, V. (2024). Análisis del predimensionamiento de tableros óptimos de puentes losa pretensados aligerados y su incidencia en el proyecto estructural.28th International Congress on Project Management and Engineering, AEIPRO, 3-4 de julio, Jaén (Spain)
El proyecto estructural suele basarse en la experiencia del proyectista. En ocasiones, dicha experiencia se plasma en fórmulas de predimensionamiento que, si bien ofrecen buenos resultados, en ocasiones arrastran ineficiencias cuando se comparan con técnicas actuales de optimización que tengan en cuenta las dimensiones económicas y ambientales. En este artículo se comparan reglas de dimensionamiento previo de estructuras basadas en la experiencia con técnicas de optimización. Se aplica al caso del proyecto de tableros de puentes tipo losa pretensados aligerados. El resultado de la investigación resalta la importancia de aplicar métodos basados en la optimización heurística y en metamodelos para actualizar la experiencia de los proyectistas y proponer nuevas fórmulas de predimensionamiento más ajustadas a la optimización económica y ambiental. Además, en el trabajo se ofrecen nomogramas de predimensionamiento, con el mínimo número de datos posible, que pueden ser de utilidad al proyectista en sus diseños previos.
Figura 1. https://www.carboncure.com/es/esquina-del-concreto/las-mejores-practicas-para-trabajar-con-el-concreto-en-climas-calidos/
Las altas temperaturas del hormigón y del ambiente, la exposición solar, el viento fuerte y la baja humedad del aire son factores que, individualmente o en combinación, provocan una rápida evaporación. Este fenómeno incrementa considerablemente la probabilidad de que la superficie del hormigón se agriete debido a la retracción plástica. En climas más húmedos, este riesgo se reduce y la alta temperatura del hormigón deja de ser un factor tan determinante en la formación de estas fisuras.
El éxito del hormigonado en climas cálidos depende de una planificación minuciosa tanto de los procesos internos de la planta como de los procedimientos externos en el lugar de trabajo. Con suficiente antelación, se deben planificar todas las operaciones para mitigar los efectos del calor y evitar la improvisación. Es crucial que el personal de obra sea consciente de los daños que el calor puede causar en el hormigón. Se recomienda contar con datos climáticos registrados, como temperaturas, insolación, vientos y evaporación, para estimar las condiciones a las que estará expuesto el hormigón y adoptar las medidas oportunas, tanto para el hormigón fresco como para el sistema de colocación en obra. Dado que el hormigón se endurece más rápidamente en condiciones calurosas, las operaciones que deben realizarse con el hormigón aún fresco o poco endurecido, como el corte y la preparación de juntas o la aplicación de retardadores superficiales, son más críticas. Por lo tanto, estas operaciones deben estar cuidadosamente previstas y planificadas.
En condiciones de calor, es fundamental asegurarse de que el hormigón no se coloque en los encofrados a un ritmo superior al que permita su correcta compactación y el acabado final. Durante el vertido en forjados y elementos superficiales, es necesario trabajar en frentes reducidos. Los encofrados metálicos y las armaduras expuestas a la radiación solar pueden alcanzar temperaturas elevadas, lo que provoca un endurecimiento rápido del hormigón antes de su correcta compactación. Por esta razón, antes del vertido, se deben humedecer los encofrados sin permitir que el agua se condense sobre las armaduras ni que se forme un charco en la parte inferior. En caso de hormigonar directamente sobre el terreno, es crucial que la explanación esté húmeda, pero sin formar láminas de agua ni charcos. Se recomienda utilizar pulverizadores que generen una fina nube de agua para enfriar el aire circundante, los encofrados y las armaduras, y así evitar la rápida evaporación en la superficie del hormigón. Sin embargo, debe evitarse una pulverización excesiva que pueda lavar la superficie del hormigón fresco.
Sin la pulverización adecuada antes y después de las operaciones de acabado, especialmente cuando la humedad es baja, el agua de la superficie puede evaporarse más rápido que la difusión del agua desde el interior del hormigón hacia la superficie en proceso de secado. Esto genera tensiones crecientes en la superficie, que con frecuencia se traducen en fisuras por retracción plástica. Cuando estas fisuras aparecen antes de que el fraguado esté completo, pueden cerrarse con una llana para alisar la superficie a ambos lados de las fisuras.
Para evitar que el hormigón eleve su temperatura antes de colocarlo en el encofrado, es fundamental protegerlo del sol. Las unidades de transporte, como cintas, bombas y tuberías de bombeo, deben mantenerse a la sombra y pintarse de blanco. Las tuberías pueden enfriarse cubriéndolas con arpilleras húmedas y regándolas con mangueras u otros medios auxiliares.
Como medidas adicionales, se puede utilizar agua fría e incluso hielo picado durante el amasado del hormigón. El uso de agua fría es muy eficaz, ya que su calor específico es cinco veces mayor que el del cemento y de los áridos, y su temperatura es más fácil de controlar. Sin embargo, debido a su baja proporción en la masa del hormigón, su influencia no es muy significativa. Por otro lado, el uso de hielo picado resulta mucho más ventajoso, ya que aprovecha el calor latente de fusión del hielo (334 kJ/kg). El hielo se utiliza para sustituir parte del agua en el amasado.
Para garantizar una colocación rápida del hormigón, es importante contar con equipos de gran capacidad y en perfecto estado. Si se utiliza una grúa con cubas, estas deben tener una boca ancha y paredes muy inclinadas para facilitar la descarga rápida y completa del contenido. Es crucial establecer una comunicación efectiva entre el personal que carga las cubas y el que coloca el hormigón, para evitar que el hormigón permanezca en las cubas sin colocarse. En caso de utilizar bombas, estas deben estar adecuadamente dimensionadas para bombear el hormigón de la clase especificada a lo largo de toda la línea, a la velocidad requerida.
La compactación del hormigón también debe realizarse lo más rápidamente posible. Para lograrlo, es necesario contar con un número adecuado de equipos de compactación y suficiente personal. Además, se debe contar con agujas vibradoras de respaldo y generadores de emergencia para prevenir problemas derivados de cortes de electricidad. Puede ser conveniente colocar el hormigón en capas más delgadas, de manera que la capa inferior todavía responda a la vibración cuando se coloque la siguiente capa.
Las operaciones de acabado deben comenzar tan pronto como el hormigón esté listo, sin retrasos. Las fisuras producidas por la retracción plástica son difíciles de reparar, ya que extender pasta sobre ellas no funciona bien y tienden a reaparecer. Una posible solución es revibrar el hormigón antes de que alcance su fraguado final, aunque esta técnica no es recomendable en condiciones de calor, ya que puede dañarlo si el hormigón ya ha comenzado a endurecer. Otra opción es golpear la superficie con una llana a ambos lados de la fisura. Después, se debe volver a fratasar el área afectada para nivelar el acabado y protegerla de inmediato, evitando la evaporación.
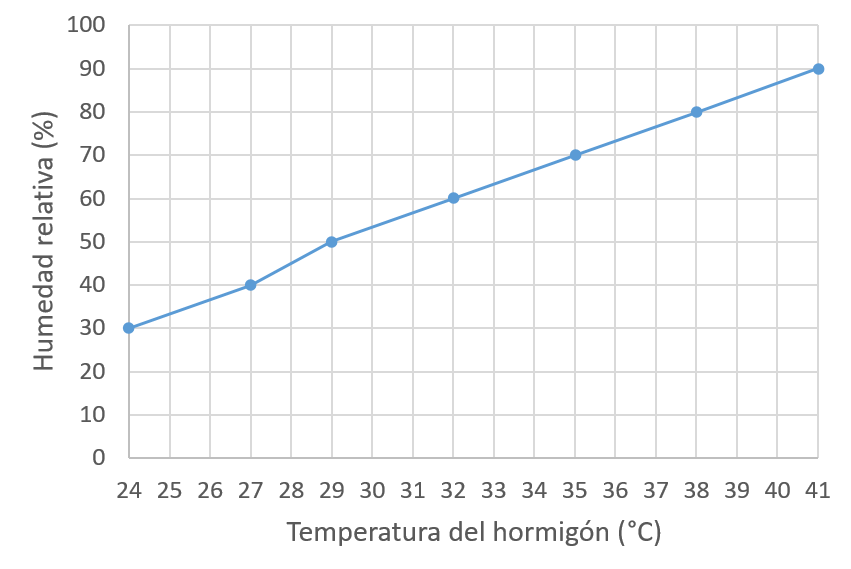
En la Figura 2, cuyos datos provienen de la norma ACI 305, se muestran las temperaturas del hormigón que pueden ser críticas para la fisuración plástica en función de distintos niveles de humedad relativa del aire ambiente. No obstante, se remite al lector al nomograma de Menzel para una mejor aproximación a este efecto.
Figura 2. Temperaturas del hormigón potencialmente críticas para la retracción plástica, para diversas humedades relativas.
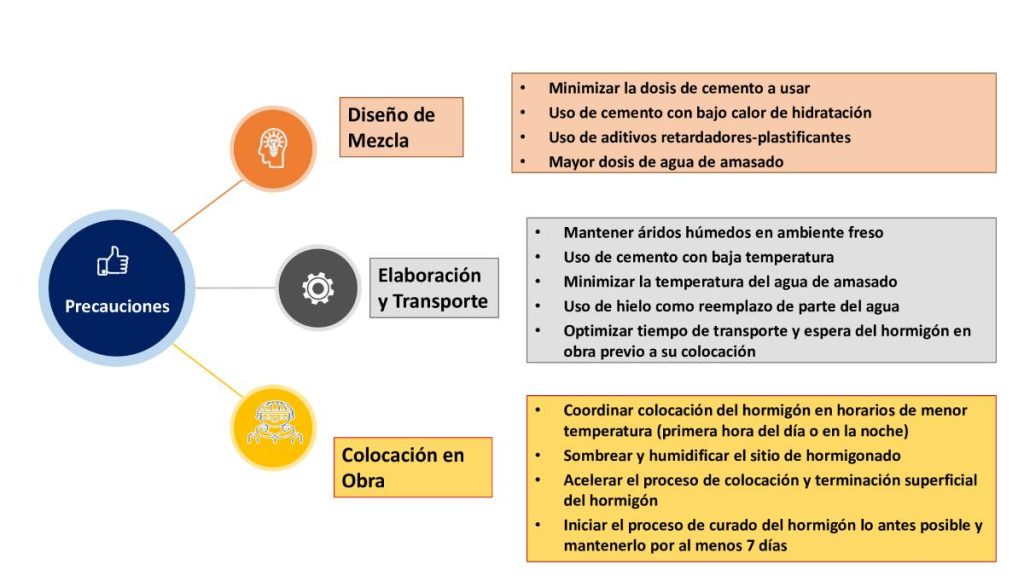
En la Figura 3 se resumen las precauciones que deberían adoptarse al hormigonar en tiempo caluroso.
Figura 3. Precauciones a tomar al hormigón en tiempo caluroso. https://hormigonaldia.ich.cl/recomendaciones-tecnicas/hormigonado-en-tiempo-caluroso/
El Código Estructural, en su artículo 52.3.2, establece las condiciones para el hormigonado en tiempo caluroso.
“Cuando el hormigonado se efectúe en tiempo caluroso, se adoptarán las medidas oportunas para evitar la evaporación del agua de amasado, en particular durante el transporte del hormigón y para reducir la temperatura de la masa. Estas medidas deberán acentuarse para hormigones de resistencias altas.
Para ello, los materiales constituyentes del hormigón y los encofrados o moldes destinados a recibirlo deberán estar protegidos del soleamiento.
Una vez efectuada la colocación del hormigón se protegerá este del sol y especialmente del viento, para evitar que se deseque.
Si la temperatura ambiente es superior a 40 °C o hay un viento excesivo, se suspenderá el hormigonado, salvo que, previa autorización expresa de la dirección facultativa, se adopten medidas especiales”.
Los comentarios a este artículo dicen lo siguiente:
«Del contenido de este artículo se desprende que debe entenderse por tiempo caluroso, aquel en que se produzca cualquier combinación de altas temperaturas, baja humedad relativa y alta velocidad del viento, que tiendan a empeorar la calidad del hormigón o que puedan conferir propiedades no deseadas.
Las propiedades del hormigón pueden verse influidas de manera desfavorable en tiempo caluroso. Las temperaturas elevadas del hormigón fresco aceleran el fraguado, aumentan la velocidad de hidratación y la exigencia de agua, y conducen a una resistencia final más baja. Además, se dificultan las condiciones de puesta en obra y aumenta la aparición de fisuras de retracción plástica.
En consecuencia, debe tratarse de asegurar que la temperatura del hormigón en el momento del vertido sea inferior a 35ºC en el caso de estructuras normales, y menor que 15ºC en el caso de grandes masas de hormigón.
Se recomienda tomar medidas especiales para evitar retracciones plásticas cuando exista peligro de evaporaciones superficiales superiores a 1 kg/m2/h, lo que puede producirse cuando concurren circunstancias meteorológicas indicadas en la tabla 52.3.2.»
Tabla 52.3.2 Condiciones atmosféricas para riesgo de retracción plástica
Temperatura atmosférica (°C)
Velocidad del viento (km/h)
Humedad relativa
40 ºC
10
≤ 35 %
25
≤ 45 %
40
≤ 55 %
35 ºC
25
≤ 25 %
40
≤ 35 %
Os dejo algunos vídeos al respecto:
Referencias:
AA. VV. (2002). Hormigones de ejecución especial (seis tipos). Colegio de Ingenieros de Caminos, Madrid, 114 pp.
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Hormigonera de tambor basculante. https://www.archiproducts.com/es/productos/lino-sella-world/hormigonera-hidraulica-con-tambor-basculante-skipper-s-360_652525
Las hormigoneras de tambor basculante y de eje inclinado son las más habituales en obras pequeñas, ideales para producir hormigón plástico de calidad media. En el mercado hay una amplia variedad de modelos, desde los más pequeños, con una capacidad inferior a 60 litros, hasta las de gran capacidad. No obstante, los modelos más frecuentes tienen capacidades que oscilan entre un cuarto y un tercio de metro cúbico. Estas hormigoneras están compuestas por una cuba o tambor que gira alrededor de su eje, con una parte superior troncocónica y otra inferior cilíndrica.
La cuba está fabricada con chapa de acero soldada, reforzada en la boca de carga. En su interior, lleva atornilladas unas paletas deflectoras cuya función es arrastrar hacia el centro de la cuba los componentes más pesados de la mezcla, que tienden a situarse en la periferia debido al movimiento centrífugo. El conjunto generalmente está montado sobre un chasis principal provisto de un eje con dos ruedas neumáticas y de una lanza de tiro para facilitar su remolque por carretera.
El tambor puede ajustar su inclinación según la operación en curso, ya sea el llenado, el amasado o la descarga. Tanto el llenado como la descarga del aparato se realizan a través de una única abertura centrada en el eje de rotación del tambor. No obstante, hay ciertos modelos con dos aberturas: una para el llenado y otra para la descarga. En posición de amasado, el eje del tambor es horizontal y la descarga por gravedad se realiza al inclinar la cuba. Para la descarga, la cuba se inclina alrededor de un eje horizontal con la ayuda de un volante o de un motor. Este volante hace girar la cuba y su abrazadera mediante un mecanismo de piñones dentados. El principio del tambor basculante permite una alimentación rápida y un vaciado completo. Este sistema también facilita una limpieza adecuada al finalizar la jornada laboral.
El movimiento de la cuba se produce mediante el engranaje de un piñón motor, cuyo eje coincide con el de la cuba, y de una corona dentada. El conjunto motor, que puede ser eléctrico o térmico, y los elementos de reducción de velocidad están montados en una carcasa lateral. Los motores de gasolina se usan con capacidades de 80 a 150 litros, mientras que los diésel se usan para capacidades mayores. La mezcla de los elementos se optimiza al reducir la inclinación del eje de la cuba respecto de la horizontal. No obstante, esta inclinación no debe exceder de 15 a 20 grados. Superar estos valores puede reducir el volumen del tambor, lo que aumenta su capacidad útil; sin embargo, aunque disminuye el precio de compra, empeora la calidad del amasado. Por lo tanto, el ángulo de inclinación es uno de los factores principales que el comprador debe considerar.
Este problema también ocurrirá si la pared interior del tambor no tiene paletas. Inicialmente, los materiales se acumulan en el fondo de la cuba y se arrastran hasta el inicio del amasado debido a la fricción generada por el giro. Sin embargo, después de algunas vueltas, especialmente si se ha añadido mucha agua, la mezcla se vuelve muy plástica y se desliza por la pared de la cuba en lugar de subir y caer de nuevo. En este caso, no se puede considerar un verdadero amasado. La presencia y la disposición de las paletas facilitan la elevación de los materiales y permiten una agitación adecuada de los componentes. Además, la fijación de las paletas al tambor debe diseñarse cuidadosamente para garantizar un impulso constante durante el amasado.
Un inconveniente frecuente de estas hormigoneras y de las de eje horizontal es que parte del mortero del hormigón queda adherida a las paredes durante la primera amasada, lo que hace que esta primera mezcla sea de menor calidad que las siguientes y que deba desecharse. Para evitar este problema, se debe realizar una pequeña amasada de mortero antes de comenzar a producir hormigón. Parte de este mortero recubrirá las paredes de la hormigonera y el exceso se eliminará. Para facilitar el amasado, se debe introducir el árido grueso en último lugar. Si se introduce primero, la mezcla resultará deficiente y el hormigón corre el riesgo de ser heterogéneo. El tiempo mínimo de amasado, en segundos, para una hormigonera de este tipo y diámetro D, se calcula mediante la fórmula t = 120 √D.
Estas hormigoneras pueden estar equipadas con un cargador elevable para el suministro de materiales y con dispositivos de suministro de agua, como depósitos, dosificadores o contadores de agua. Se embraga para subir el cargador y este baja por gravedad al desembragar. El cargador puede ser de los siguientes tipos:
Basculante mediante cilindro hidráulico. Sin cargador para capacidades de 120 a 200 litros, con cargador para 250 a 500 litros.
Skip, accionado por cable, que se enrolla en un cabrestante, accionado por el mismo motor que impulsa la hormigonera, con su correspondiente embrague. Al activar el embrague, el cargador se eleva y al desactivarlo, desciende por gravedad.
Radio rascante con un conjunto de cangilones de alimentación continua.
He grabado un vídeo explicativo sobre esta máquina.
Os dejo algunos vídeos sobre esta hormigonera.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
CORMON, P. (1979). Fabricación del hormigón. Editores Técnicos Asociados, Barcelona, 232 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
El proceso de amasado no difiere del realizado en condiciones normales. Es importante amasar durante el tiempo necesario para obtener una mezcla homogénea, pero no más, para evitar el calor generado por el rozamiento del hormigón con la cuba y las palas. Para lograr un mezclado eficaz en poco tiempo, se debe asegurar que la amasadora esté libre de adherencias y que las paletas de los camiones amasadores estén en buen estado. Una vez obtenido un hormigón homogéneo, la rotación debe mantenerse a la velocidad mínima de agitación de la unidad. No obstante, no es conveniente detener la cuba durante largos periodos, pues existe el riesgo de un falso fraguado del hormigón.
Proteger la amasadora de la luz solar directa ayuda a evitar un aumento innecesario de la temperatura. Pintar la superficie de blanco también reduce el efecto de la radiación solar. Además, cuando se utiliza un aditivo retardante, su efecto será mayor si se añade al final del amasado en lugar de al principio.
Es importante controlar cuidadosamente la fluidez del hormigón a la salida de la amasadora para asegurar que llegue a la obra en las condiciones necesarias para su uso. También es posible enfriar el hormigón en la amasadora mediante la evaporación de un producto inerte, aunque se trata de una instalación compleja.
Si bien no es una práctica habitual, para retrasar el fraguado del hormigón se pueden dosificar los materiales sólidos en planta y premezclarlos, añadiendo el agua y los aditivos líquidos en la obra, y realizar un mezclado posterior en el camión de suministro. Sin embargo, esto puede provocar una pérdida de uniformidad en las amasadas. Dado que es complicado controlar la dosificación de líquidos y el mezclado en obra, es necesario preparar adecuadamente todo el proceso si se elige este método.
Cuando se utilizan aditivos plastificantes, superplastificantes y retardadores, su efecto es más prolongado si se introducen al final del amasado, mezclados con una pequeña cantidad del agua de amasado. Los superplastificantes pueden añadirse parcialmente en la planta para obtener la fluidez necesaria para la carga y el transporte del hormigón, y el resto en la obra para compensar la pérdida de asiento durante el transporte. Para un control preciso, el aditivo puede dosificarse previamente en recipientes. Es necesario un amasado posterior en el camión antes de verter el hormigón en el encofrado o en el sistema de colocación en obra.
Es esencial fabricar el hormigón conforme a las especificaciones requeridas para evitar rechazos que provoquen la formación de juntas de hormigonado o problemas en el acabado. Por ello, se recomienda realizar una inspección previa al transporte. En la planta, el hormigón puede inspeccionarse visualmente durante la descarga. En el caso de utilizar un camión amasador, se recomienda realizar un amasado inicial en la planta y verificar el asiento antes de proceder al transporte.
Referencias:
AA.VV. (2002). Hormigones de ejecución especial (seis tipos). Colegio de Ingenieros de Caminos, Madrid, 114 pp.
ACI COMMITTEE 305. Guide to Hot Weather Concreting. ACI 305R-10.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Se deben tomar medidas de precaución especiales al hormigonar en condiciones de viento, ya que puede causar problemas graves durante el proceso. Al igual que ocurre en condiciones de calor, especialmente cuando ambas se combinan, el viento aumenta la tasa de evaporación del agua superficial del hormigón por convección, más allá de la cantidad necesaria para el endurecimiento del material, lo que acelera su fraguado. Esto provoca un curado inadecuado, mayores retracciones plásticas, fisuración superficial y una reducción de la resistencia a largo plazo. Como se aprecia en la Figura 1, la velocidad del viento, junto con la temperatura del hormigón y la humedad relativa del aire, influye en la cantidad de agua evaporada del hormigón.
La fisuración plástica se produce durante las primeras horas del fraguado del hormigón, cuando aún se encuentra en estado plástico. Se debe a la disminución de volumen que experimenta la pasta de cemento durante su hidratación. Esta hidratación natural puede verse agravada por la rápida evaporación del agua de la mezcla (retracción hidráulica) durante la fase plástica del hormigón. El viento provoca que la superficie del hormigón se seque antes que el interior, lo que genera gradientes de humedad que incrementan las tensiones superficiales y provocan grietas tempranas.
Entre los casos de fisuración plástica se incluyen las fisuras en «piel de cocodrilo» en losas y forjados, que se caracterizan por la acumulación de pequeñas grietas sin dirección dominante, y las fisuras en elementos alargados (losas, forjados y zapatas corridas) que son perpendiculares a su lado más largo y pueden llegar a cortar por completo su sección transversal.
Para evitar la aparición de fisuras, es esencial:
Solicitar un hormigón con un contenido bajo de finos y de agua, aunque ello suponga una reducción de su trabajabilidad.
Humedecer generosamente los encofrados o soportes (terreno natural) que recibirán el hormigón.
Proteger el elemento hormigonado inmediatamente después del vertido con lonas, mallas de sombreo o cubiertas húmedas para evitar la evaporación excesiva, especialmente en condiciones de altas temperaturas y viento fuerte.
Iniciar las tareas de curado lo antes posible, aplicando métodos como la nebulización de agua, la colocación de mantas húmedas o la aplicación de productos de curado líquido que reduzcan la pérdida de humedad superficial.
En condiciones de frío extremo, el viento puede favorecer la congelación por efecto adiabático, lo que aumenta el riesgo de daños por heladas prematuras.
Otras recomendaciones técnicas incluyen:
Ajustar el tiempo de fraguado con aditivos retardantes si se prevé viento constante durante la colocación.
Controlar la tasa de evaporación mediante el nomograma de Menzel (Figura 1), que combina la temperatura del aire y del hormigón, la humedad relativa y la velocidad del viento, para planificar el curado adecuado. De este modo, se puede estimar la tasa de evaporación y planificar el curado adecuado. Si la tasa de evaporación supera 1,0 kg/m²·h, es necesario aplicar medidas de control de la evaporación.
Se deben evitar los vertidos en días de viento muy intenso (superior a 6-8 m/s) en elementos finos o expuestos.
Os dejo un vídeo en el que se explican algunas de estas patologías.
Referencias:
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
MENZEL, C.A. (1954). Causes and Prevention of Crack Development in Plastic Concrete. Proceedings of the Portland Cement Association, Vol. 130:136.
LERCH, W. (1957). Plastic shrinkage. ACI Journal, 53(8):797-802.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
 Estoy en proceso de revisión de las pruebas de imprenta del nuevo Manual de Referencia denominado: “Estructuras auxiliares de construcción: andamios, apeos, entibaciones, encofrados y cimbras”. Estará disponible en las librerías durante el mes de septiembre de 2024.
Estoy en proceso de revisión de las pruebas de imprenta del nuevo Manual de Referencia denominado: “Estructuras auxiliares de construcción: andamios, apeos, entibaciones, encofrados y cimbras”. Estará disponible en las librerías durante el mes de septiembre de 2024.