Aunque las mezcladoras cónicas tienen alrededor de 100 años de antigüedad, no han ganado popularidad en el mercado del hormigón, a pesar de su ventaja de una descarga sencilla. Sin embargo, en las industrias químicas, farmacéuticas y alimentarias, las mezcladoras cónicas son muy comunes. Este tipo de mezcladora cuenta con una cuba de mezclado cónica en la que se colocan uno o dos dispositivos agitadores.
En el caso de las mezcladoras con dos dispositivos (Figura 2), estos pueden operar en direcciones opuestas. Dos agitadores en contracorriente producen una mezcla homogénea en la cámara de mezcla cónica en el menor tiempo posible. En función de la aplicación, el agitador está compuesto por un tornillo de Arquímedes cónico y palas montadas sobre él en forma de tornillo. El segundo agitador rotativo cuenta con brazos mezcladores y palas que raspan la superficie del tanque de mezcla.
Para la producción de hormigón ultraalto rendimiento (UHPC) u hormigón autocompactante (SCC), la mezcladora puede estar equipada con un agitador especial y un sistema de accionamiento específico. Se pueden alcanzar velocidades de rotación de hasta 350 rpm, lo que permite reducir al mínimo el tiempo de mezcla.
Figura 2. Interior de la amasadora cónica. https://www.kniele.de/en/mixing-systems/kniele-cone-mixer-kkm
El mezclador ofrece múltiples ventajas, entre ellas la preservación de la calidad de la mezcla al trabajar con pequeñas cantidades y la posibilidad de vaciarlo por completo en el menor tiempo posible. Su diseño cónico permite ahorrar espacio y facilita la limpieza, tanto manual como automática. Destaca por su alta fiabilidad y eficiencia operativa, y permite la producción de una amplia gama de productos mezclados, desde mezclas altamente viscosas hasta mezclas secas, y desde mezclas extremadamente ligeras hasta mezclas extremadamente pesadas. Además, es posible iniciar la operación con el mezclador lleno y cambiar de color o mezclar fibras de manera rápida y eficiente. Es posible arrancar la operación con el mezclador lleno en cualquier momento, cambiar de color en el menor tiempo posible y mezclar fibras sin dificultad. También cuenta con distintos sistemas de cierre según el producto mezclado.
Os paso un vídeo explicativo del funcionamiento:
Os dejo un artículo en el que se utiliza este tipo de mezcladora en una planta de prefabricados.
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
ACI COMMITTEE 304. Guide for Use of Volumetric-Measuring and Continuous-Mixing concrete Equipment. ACI 304.6R-09.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
FERRARIS, C.F. (2001). Concrete mixing methods and concrete mixers: State of the art. Journal of Research of the National Institute of Standards and Technology, 106(2):391-399.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1998). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Mezcladora continua. https://www.directindustry.es/prod/betonmec-srl/product-246672-2560995.html
En las mezcladoras de marcha continua (continuous mixers), como su nombre indica, los materiales se introducen de forma continua en la mezcladora, al mismo ritmo en que se descarga el hormigón. La mayoría de los mezcladores continuos utilizan un sinfín que gira en un canal o en un tubo inclinado. Generalmente, se trata de tambores fijos equipados con palas helicoidales que giran en torno al centro del tambor. Este tambor está inclinado hacia abajo en dirección a la abertura de descarga. El tiempo de mezclado está determinado por la inclinación del tambor, que suele ser de unos 15°. Reducir la inclinación del canal puede disminuir el tiempo de mezcla, mientras que aumentarla puede prolongarlo. El tiempo de mezcla se puede ajustar modificando el ángulo de inclinación del mezclador, las revoluciones por minuto del sinfín, la configuración de las hélices, la tasa de producción o una combinación de estos factores. El tiempo de mezcla real, desde la entrada hasta la salida, suele ser inferior a 20 segundos. Sin embargo, se han conseguido tiempos de hasta 45 segundos, aunque ello implica una reducción considerable de la capacidad de producción.
El funcionamiento de la mezcla continua se basa en el movimiento desde el punto de alimentación hasta el punto de descarga, generado por la rotación del recipiente mezclador, que hace girar los ingredientes o los desplaza en un patrón de zigzag, similar al de una mezcladora de paletas continua. El proceso de carga del material es crucial y puede influir significativamente en la calidad de la mezcla descargada. Durante el trayecto del material a través de la mezcladora, se produce una mezcla tanto axial como radial. El tiempo que tarda el material en desplazarse desde el punto de alimentación hasta la descarga se denomina tiempo de retención de la mezcla. Aunque este tiempo puede controlarse con precisión en las mezcladoras de ciclo discontinuo, en las mezcladoras continuas no es uniforme y puede verse afectado por factores como la tasa de alimentación, la velocidad y el diseño de la mezcladora.
Su uso no es frecuente, ya que se limita a grandes instalaciones fijas debido a la complejidad de garantizar la calidad del hormigón obtenido. Su coste es relativamente elevado y requiere un espacio considerable para funcionar. Se utilizan en la producción en continuo en los equipos de grava-cemento. Sin embargo, destacan por su alta productividad, ya que eliminan los tiempos de carga y descarga y optimizan el proceso. Estas mezcladoras suelen emplearse en la producción masiva de hormigón. Son especialmente útiles en aplicaciones que requieren un tiempo de trabajo reducido, un tiempo de descarga prolongado, ubicaciones remotas (no adecuadas para el hormigón premezclado) y entregas de pequeño volumen. Un uso común de estas mezcladoras es la fabricación de hormigones de baja fluidez, como los empleados en pavimentos. No obstante, debido al tiempo de mezclado breve, el control del contenido de aire resulta difícil, incluso con la incorporación de aditivos aireantes.
Están compuestas por un tubo mezclador ligeramente inclinado, equipado en su interior con un tornillo de Arquímedes. Los materiales se introducen por un extremo del tubo y se descargan por el extremo opuesto después de mezclarse a fondo durante el trayecto gracias al tornillo sinfín. El tubo permanece fijo y la única pieza motriz es la que acciona el tornillo. La boca de carga se ubica en el extremo superior, mientras que la de descarga en el extremo inferior.
Estas mezcladoras incorporan dispositivos para tamizar el cemento y evitar su aportación apelmazada, además de un circuito independiente de agua que permite introducir el cemento en forma de una fina lechada.
Un dispositivo integrado en la máquina premecla los áridos mediante una rueda elevadora. Posteriormente, los áridos se transfieren a la hormigonera mediante una compuerta neumática, mientras que el cemento se introduce a través de un tubo de goma independiente.
Los mezcladores continuos ofrecen una serie de ventajas, entre las que destacan su mayor capacidad en comparación con los mezcladores discontinuos, un tiempo de mezcla más corto y un rendimiento de mezcla constante cuando se cuenta con un sistema de alimentación adecuado. Además, permiten un control automatizado, reducen la segregación de partículas en la mezcla, son más compactos y requieren menos mano de obra.
Sin embargo, también presentan algunas desventajas. No se mezclan tan bien cuando se introducen muchos componentes; los costes de mantenimiento son más elevados y requieren una calibración y una supervisión cuidadosas. No son adecuados para situaciones en las que las dosificaciones deben ser precisas y ofrecen menos flexibilidad, ya que es necesario recalibrar el sistema para mezclar una nueva dosificación o añadir un nuevo ingrediente.
Os dejo varios vídeos ilustrativos.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
ACI COMMITTEE 304. Guide for Use of Volumetric-Measuring and Continuous-Mixing concrete Equipment. ACI 304.6R-09.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
FERRARIS, C.F. (2001). Concrete mixing methods and concrete mixers: State of the art. Journal of Research of the National Institute of Standards and Technology, 106(2):391-399.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1998). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Torre distribuidora de hormigón. https://socomaq.com/?product=placing-boom-truemax
Las torres distribuidoras de hormigón (TDH) o plumas de colocación estacionarias, también conocidas como placing boom, son brazos hidráulicos que complementan el funcionamiento de las bombas estacionarias, lo que permite distribuir el hormigón de manera eficiente en elementos como losas, pilares o muros de edificios. Estas estructuras permiten acceder a zonas de difícil alcance sin necesidad de utilizar otros recursos esenciales en la obra, como la grúa pluma, lo que optimiza la colocación del hormigón en obras de gran altura.
Los modelos más demandados tienen brazos de 28 y 32 metros de longitud, lo que les permite colocar hormigón en superficies de 2810 y 3215 m², respectivamente, y reproducen con precisión el movimiento de una mano. La altura de la torre varía según el modelo y suele oscilar entre 20 y 24 metros, para adaptarse a las necesidades específicas de cada proyecto. Los brazos articulados suelen tener entre tres y cuatro secciones, lo que les confiere flexibilidad y alcance, y pueden girar 360° para cubrir toda el área de trabajo. Los motores eléctricos que accionan el sistema tienen una potencia de entre 11 y 15 kW y el peso total de la torre oscila entre 4000 y 6200 kg.
Estas torres ahorran tiempo y dinero gracias a su fácil y rápida conversión de camión a torre, mejoran la seguridad en el trabajo y brindan mayor flexibilidad al contratista. Entre sus principales ventajas se encuentran la velocidad de cobertura programable y la alta precisión en la colocación del hormigón, lo que reduce la necesidad de limpiar los encofrados y contribuye a prolongar su vida útil. Al operar de manera autónoma, las TDH permiten distribuir el hormigón sin depender de otros equipos, lo que aumenta la eficiencia y la seguridad en la obra.
Estos equipos constan de una columna que puede ascender mediante un sistema hidráulico autotrepante e integrarse en la estructura de hormigón armado. En la parte superior, el brazo articulado cuenta con una tubería interna que transporta el hormigón bombeado desde la base hasta el distribuidor, garantizando un flujo continuo y controlado. Al combinarse con una bomba de alimentación ubicada en la base del edificio, estas torres permiten colocar grandes volúmenes de hormigón de manera segura y rentable y se adaptan a estructuras cada vez más altas, complejas e innovadoras.
Figura 2. Placing boom. https://hormigonaldia.ich.cl/maquinarias/torres-de-distribucion-de-hormigon-rapidez-y-eficiencia-en-altura/
Os dejo algunos vídeos sobre este tipo de maquinaria para la colocación de hormigón. Espero que os sean de interés.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J.et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
CORMON, P. (1979). Fabricación del hormigón. Editores Técnicos Asociados, Barcelona, 232 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MONTERO, E. (2006). Puesta en obra del hormigón. Exigencias básicas. Consejo General de la Arquitectura Técnica de España, Madrid, 750 pp.
MORILLA, I. (1992). Plantas de fabricación de hormigón y grava-cemento. Monografías de maquinaria. Asociación Española de la Carretera, Madrid.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Planta móvil de fabricación de hormigón Promax M120 TWN. https://www.promaxstar.com/es/promax-m120-twn/
Toda la central puede ser un único conjunto móvil con ruedas, que se ajusta al gálibo de carreteras, o descomponerse en varios módulos independientes, cada uno de ellos también montado sobre ruedas. En ambos casos, el ensamblaje y la puesta en funcionamiento se completan en unas pocas horas (Figura 1). Aunque su capacidad de almacenamiento es inferior a la de las centrales transportables, su coste es mayor. Estos sistemas pueden montarse en un semirremolque que puede transportarse con un camión tractor estándar. Esta característica representa una gran ventaja, ya que elimina la necesidad de transporte especial y reduce el tiempo de carga, descarga y montaje.
Las centrales transportables tienen una capacidad de almacenamiento menor que la de las centrales fijas. Están diseñadas para ser transportadas con facilidad, pues se descomponen en varios módulos o secciones que pueden trasladarse dentro del gálibo de carreteras, ya sea con o sin permiso especial de circulación, y montarse rápidamente en el lugar de la obra.
Los módulos prefabricados contienen los componentes esenciales de la central. Por ejemplo, en la Figura 12 se puede ver un módulo que incluye un conjunto de básculas dosificadoras y las compuertas interiores de las tolvas.
Figura 2. Central de hormigonado transportable
Os dejo algún vídeo ilustrativo:
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J.et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
CORMON, P. (1979). Fabricación del hormigón. Editores Técnicos Asociados, Barcelona, 232 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MONTERO, E. (2006). Puesta en obra del hormigón. Exigencias básicas. Consejo General de la Arquitectura Técnica de España, Madrid, 750 pp.
MORILLA, I. (1992). Plantas de fabricación de hormigón y grava-cemento. Monografías de maquinaria. Asociación Española de la Carretera, Madrid.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Fratasadora mecánica. https://blog.intermaquinas.online/fratasadoras-de-hormigon/
Una fratasadora de hormigón es una máquina que se utiliza para obtener una superficie lisa, densa y nivelada en un pavimento de hormigón. El fratasado mecánico, a diferencia del manual, ofrece resultados altamente eficaces en soleras que requieren una superficie final de alta calidad. Al girar la estrella con las paletas, se realiza el fratasado del hormigón casi fraguado, expulsando el agua y el aire hacia la superficie, logrando una compactación que sella los poros y cierra la superficie. El resultado es una superficie densa, dura, resistente al desgaste y con una reducción de polvo. Con un acabado tan pulido como el del terrazo, estas superficies son ideales para usos industriales. Además, no requieren una capa intermedia para la aplicación de pavimentos plásticos, linóleo o parqué en edificaciones. Este proceso también reduce los costes de mano de obra, ya que una máquina puede fratasar hasta 450 m² de solera en una sola jornada.
Una alisadora rotativa o fratasadora está compuesta por un motor que se ubica en el centro de gravedad de las palas o hélices para proporcionar así más estabilidad y equilibrio. Cuentan con un embrague accionado desde el manillar por el operador. Este embrague, conocido como «de hombre muerto», permite detener instantáneamente las paletas sin apagar el motor. Además, la máquina incluye una reductora y un brazo o manillar para su manejo. La fratasadora cuenta con una estructura de tres o cuatro brazos, denominada «estrella», en la que se montan las paletas de fratasado. Estas paletas están rodeadas por un anillo de protección fijo, construido con tubo de acero, que permite trabajar cerca de las paredes y previene accidentes. Estas máquinas cuentan con un control de inclinación de las paletas, preferiblemente ubicado en la empuñadura. Se utilizan dos tipos de paletas: unas anchas para la preparación, que eliminan las irregularidades, y otras más estrechas para el acabado o pulido. En algunos casos, en lugar de las paletas de preparación, se emplea un disco de allanar seguido de las paletas de acabado. El diámetro exterior de las paletas varía entre 90 y 112 cm, y su velocidad de giro oscila entre 0,8 y 2,7 Hz.
El alisado se realiza cuando el hormigón está lo suficientemente firme como para que el paso de una persona no deje huellas perceptibles, o mediante la «regla de la mano»: si al presionar la palma de la mano sobre el hormigón no se adhiere, la superficie está lista para el fratasado. Si se ha utilizado un tratamiento de vacío, el fratasado se realiza de inmediato; de lo contrario, es necesario esperar de 3 a 4 horas después del paso de la regla vibrante.
Primero, se utiliza la máquina con las paletas anchas o de preparación en posición completamente horizontal, lo que permite expulsar el agua y el aire hacia la superficie y sellar los poros. Una vez finalizada esta fase, se deja que la superficie se endurezca nuevamente, y luego se pasa la máquina con las paletas estrechas o de acabado, ajustando su inclinación hasta lograr la superficie plana deseada.
El operario controla la máquina presionando la barra de mando para moverla hacia la derecha, hacia la izquierda, hacia delante o hacia atrás. Si se realiza un refratasado, aproximadamente de 15 a 30 minutos después de terminar, se mejora aún más la resistencia al desgaste. Para aumentar la eficiencia, especialmente en grandes superficies como carreteras o pistas, se ha desarrollado una fratasadora con tres rotores que permite al operario trabajar sentado y alcanzar un rendimiento superior a 1200 m² por hora con un solo mando. En edificación, este método puede eliminar la necesidad de una capa superior de mortero de igualación cuando se aplican parqués o moquetas.
Figura 2. Fratasadora para grandes superficies. https://www.becosan.com/es/fratasadora-de-hormigon/
Según su sistema de guiado, se pueden distinguir dos tipos de fratasadoras:
Fratasadora de hormigón doble: Esta fratasadora, operada por un trabajador sentado, está diseñada para cubrir superficies extensas, como las de naves industriales. Equipada con dos juegos de aspas, uno a cada lado, facilita un fratasado más rápido en proyectos de gran tamaño. Dentro de esta categoría, se pueden distinguir dos tipos:
Fratasadoras con aspas solapadas: En estas máquinas, las aspas no se cruzan, sino que se solapan ligeramente, lo que ofrece una cobertura eficiente.
Fratasadoras con aspas cruzadas: En este modelo, las aspas se cruzan durante el funcionamiento, lo que proporciona una cobertura más uniforme.
Figura 3. Fratasadora doble. https://www.becosan.com/es/fratasadora-de-hormigon/
Fratasadora de hormigón guiada simple: Cuenta con un brazo o mango ajustable que permite al operario adaptar la máquina a la posición más cómoda. Esta fratasadora es ideal para trabajar en áreas pequeñas o cerca de obstáculos como pilares, puertas, paredes, columnas o muros, gracias a su ligereza y maniobrabilidad, características que facilitan el acceso a espacios de difícil acceso para las fratasadoras con conductor sentado. Dentro de las fratasadoras guiadas simples, se pueden distinguir dos tipos diferentes.
Fratasadoras «Mosquito»: Estas fratasadoras tienen un diámetro de trabajo entre 60 y 70 cm.
Fratasadoras «helicóptero»: Estas fratasadoras cuentan con un diámetro de trabajo que oscila entre 90 y 120 cm.
Figura 4. Fratasadora «mosquito» de hormigón. https://www.becosan.com/es/fratasadora-de-hormigon/Figura 5. Fratasadora de hormigón «helicóptero». https://www.becosan.com/es/fratasadora-de-hormigon/
Además del tamaño de la superficie a tratar, es fundamental tener en cuenta los siguientes aspectos al elegir una fratasadora de hormigón:
Diámetro de las palas: La selección del diámetro de las palas depende del trabajo que se va a realizar. Para superficies pequeñas, un diámetro de pala entre 60 y 65 cm suele ser el más adecuado. En superficies grandes, el diámetro óptimo de las palas debe situarse entre 90 y 95 cm, e incluso puede alcanzar los 120 o 125 cm.
Tipo de motor: Se prefieren las fratasadoras eléctricas cuando no es posible utilizar motores de combustión por requisitos específicos del entorno o del trabajo. Las de gasolina son más comunes por su mayor potencia y por no requerir cables, lo que facilita la tarea. También existen fratasadoras de gas y, en algunos casos, modelos automáticos.
Peso: Es un factor clave, especialmente en el caso de las fratasadoras simples. En primer lugar, el peso influye en el traslado de la máquina al lugar de trabajo. Aunque se supone que las fratasadoras dobles son más complicadas de mover, sí hay diferencias de peso entre los distintos modelos. En segundo lugar, el peso afecta a la maniobrabilidad de la máquina. Una fratasadora pesada es más difícil de mover durante el trabajo, lo que puede resultar en un fratasado menos eficiente. En cambio, una máquina ligera permitirá un manejo más ágil y facilitará la realización del trabajo de forma más rápida y eficaz.
Potencia: Una mayor potencia permite realizar trabajos de manera más eficiente y rápida. Por el contrario, si la potencia es insuficiente, la calidad del fratasado se verá comprometida.
El uso de una fratasadora conlleva varios riesgos, entre los cuales se incluyen:
Ruido y vibraciones generados por la máquina.
Dolores físicos o sobreesfuerzos derivados de la postura del operador.
Impactos o golpes involuntarios causados por partes de la maquinaria.
Medidas preventivas al utilizar una fratasadora de hormigón
Para mitigar estos riesgos, es esencial adoptar medidas preventivas, principalmente a través del uso adecuado de equipos de protección individual:
Cascos: Para protegerse del ruido excesivo.
Calzado con suelas antideslizantes: Para garantizar una buena estabilidad y prevenir resbalones.
Gafas de protección: Para proteger los ojos de partículas proyectadas.
Guantes: Para prevenir lesiones por contacto con objetos proyectados por las hélices.
Normas de uso y mantenimiento
Mantenimiento y limpieza: realice siempre las tareas de mantenimiento o limpieza con la maquinaria apagada.
Reparaciones: Si la máquina requiere reparación, contacte con personal autorizado y cualificado.
Preparación antes del uso: antes de encender la máquina, asegúrese de limpiar cualquier mancha o derrame de aceite o combustible.
Seguridad durante el funcionamiento: no toque las partes del motor mientras esté en marcha.
Cables eléctricos: mantenga los cables alejados de la zona de trabajo.
Uso responsable: nunca deje la máquina encendida sin supervisión.
Repostaje de combustible: reposte únicamente con el motor frío y apagado.
Almacenamiento: guarde la maquinaria en áreas alejadas de las zonas de paso y asegúrese de que esté cubierta.
Cumplimiento normativo: verifique que las fratasadoras cuenten con el marcado CE y que cumplan con el Real Decreto 1215/1997.
Os dejo algunos vídeos:
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
MONTERO, E. (2006). Puesta en obra del hormigón. Exigencias básicas. Consejo General de la Arquitectura Técnica de España, Madrid, 750 pp.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
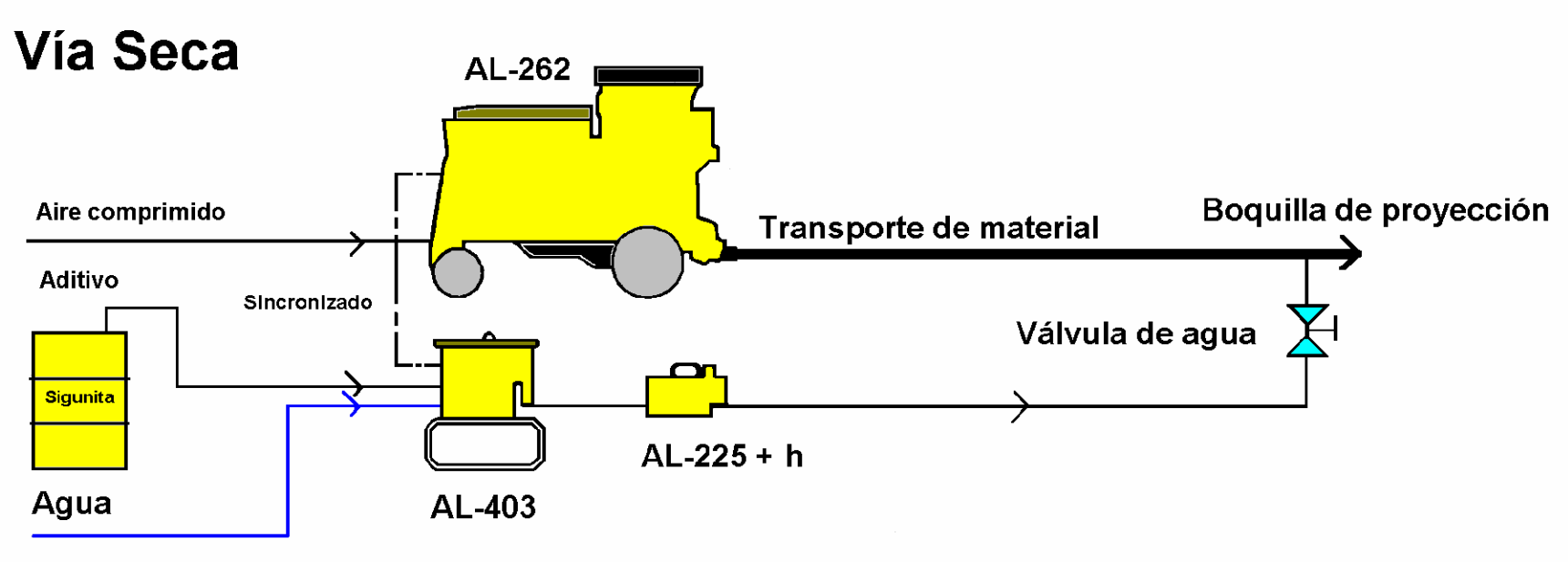
Figura 1. Hormigón proyectado por vía seca. https://es.scribd.com/document/362308363/Shotcrete
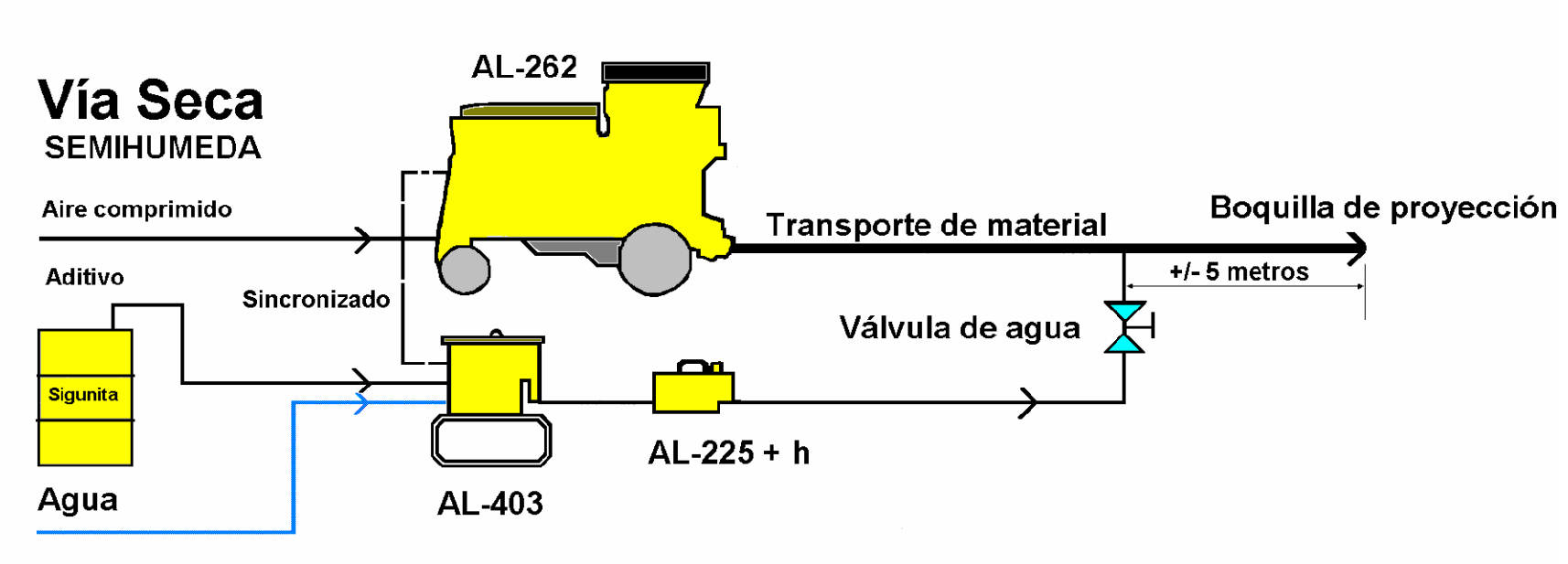
Durante muchos años, se utilizó la técnica de proyección en seco con acelerantes en polvo o en forma líquida, que ofrecía varias ventajas, pero también generaba una considerable cantidad de polvo. En los últimos años, se ha adoptado el método semihúmedo, en el que se añade agua a unos 5 m de la boquilla de proyección. Este enfoque permite humedecer adecuadamente la mezcla, lo que reduce el polvo y mejora la homogeneidad del mortero u hormigón proyectado.
Para la fabricación de hormigón proyectado por vía seca, se requiere una instalación que suministre aire y agua a presión, además del equipo de proyección. Estos equipos permiten mezclar en seco los áridos y el cemento, así como añadir agua para el fraguado mediante un anillo perforado en la boquilla de salida.
En el proceso de mezcla seca, se añade el agua necesaria en la boquilla de aplicación, y el material seco de cemento (cenizas, escorias, humo de sílice, etc.) y los áridos se entregan a través de la pistola. El proceso de mezcla húmeda emplea hormigón preparado, con la exclusión de los aceleradores necesarios. Los ingredientes se suministran con camiones hormigoneras de hormigón, listos, como se hace con el hormigón normal. La dosificación de cemento oscila entre 300 y 375 kg/m³, con relaciones agua/cemento de alrededor de 0,40 y 0,56, y con la limitación del tamaño máximo del árido, que generalmente es inferior a 10 mm, en función del tamaño de la manguera y la boquilla empleadas.
Figura 2. Esquema gunitado vía seca. https://www.concretonline.com/images/pdf/hormigon/articulos/sika05.pdf
Durante la mezcla en seco, es fundamental controlar que la temperatura del cemento no sea elevada y que no contenga humedad, ya que esto podría provocar un fraguado prematuro. Se recomienda utilizar cementos de fraguado rápido, con poca o ninguna adición. Los áridos deben estar limpios y tener una humedad adecuada, generalmente entre el 2 % y el 6 %. En algunos casos, será necesario humedecer los áridos previamente, pero es importante no excederse, ya que un exceso de humedad podría obstruir la boquilla durante la proyección. El tamaño máximo del árido dependerá del equipo de proyección utilizado, especialmente de las mangueras y la boquilla, y generalmente no debe superar los 12 mm, aunque en espesores grandes puede llegar hasta los 20 mm.
Figura 3. Esquema de gunitado por vía semihúmeda. https://www.concretonline.com/images/pdf/hormigon/articulos/sika05.pdf
En el método de proyección en seco, el operario comienza por introducir únicamente aire comprimido en la manguera de distribución y, gradualmente, va añadiendo la mezcla en seco a la boquilla. Es fundamental que el operario mantenga un equilibrio adecuado entre el flujo de aire y el material para asegurar una aportación constante e ininterrumpida. Además, se debe regular la cantidad de agua en la boquilla para lograr la humedad adecuada. Al detener la operación, es necesario cortar tanto la alimentación de material como el suministro de agua.
En la técnica de proyección en seco, la habilidad del operario es crucial para asegurar un suministro constante y uniforme de material. Si no se mantiene un equilibrio adecuado entre la cantidad de aire y la de agua, pueden producirse interrupciones en la proyección, atascos, variaciones en la velocidad de salida de la boquilla o un exceso de material rebotado. Estas interrupciones pueden provocar una falta o un exceso de agua en la mezcla, lo que requiere un ajuste rápido del suministro de agua por parte del operario. La mala calidad del hormigón resultante de estos problemas puede incluso obligar a retirar el material del paramento.
En el método de proyección en seco, se añade agua a la boquilla para conferir un leve brillo a la superficie final. El operario debe ajustar la cantidad de agua de inmediato según sea necesario. Un exceso de agua puede causar descuelgues y pérdidas de material, especialmente en trabajos en altura, donde se proyecta una gran cantidad de material en un área específica de forma simultánea. Por otro lado, una cantidad insuficiente de agua da como resultado una superficie seca, oscura y sin brillo, lo que aumenta el rechazo del material, favorece la formación de bolsas de arena y eleva el riesgo de puntos débiles y de estratificación del hormigón. Para un control efectivo del agua, la presión en la boquilla debe situarse entre 100 y 200 kPa respecto a la presión del aire. En el método de proyección en seco, las variaciones en el contenido de agua pueden afectar a la uniformidad de la resistencia del hormigón.
En la proyección por vía seca, la velocidad de aplicación depende de varios factores: el volumen y la presión del suministro de aire, el diámetro y la longitud de la manguera, el tipo de boquilla y las características de los áridos empleados. Estas variables proporcionan mayor flexibilidad y versatilidad en las operaciones. Como resultado, el operario puede ajustar con mayor precisión el flujo, la velocidad y el contenido de agua de la mezcla proyectada.
Os dejo algunos vídeos explicativos.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1998). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Hormigón proyectado por vía húmeda. https://www.probacons.com/concreto-lanzado-de-mezcla-humeda/
El hormigón proyectado por vía húmeda (en inglés, wet spraying) es un tipo de hormigón de granulometría fina que se bombea y se mezcla con aire comprimido. Este aire comprimido impulsa el hormigón a una velocidad de salida aproximada de 12 m/s, lo que facilita su proyección. Las modernas máquinas de proyección de hormigón y los últimos avances en tecnología de aditivos han permitido alcanzar altos rendimientos en la proyección de hormigón por vía húmeda. Estos avances garantizan una formación mínima de polvo, reducen significativamente el rebote y no afectan a las resistencias a compresión requeridas. Sin embargo, en volúmenes de proyección pequeños, el método en vía húmeda puede incrementar el coste de la obra debido al precio de los equipos.
Existen dos sistemas de proyección por vía húmeda: el de flujo diluido (rotor) y el de flujo denso (pistón). Actualmente, se prefiere el sistema de flujo denso. El sistema de flujo diluido es adecuado para rendimientos de entre 5 y 20 m³/h, mientras que el sistema de flujo denso es más apropiado para rendimientos de entre 5 y 25 m³/h. En el sistema de flujo denso, la mezcla de hormigón se transporta hidráulicamente mediante bombas de pistón, que utilizan movimientos rápidos de la válvula de salida o un movimiento compensado electrónicamente de los pistones para evitar discontinuidades en el chorro de hormigón durante la proyección.
En la vía húmeda, si el hormigón se suministra desde la planta, es esencial utilizarlo en menos de 45 minutos. Si no es posible cumplir con este plazo, se deben emplear retardadores compatibles con los acelerantes utilizados en la boquilla.
Figura 2. Esquema de gunitado por vía húmeda. https://es.scribd.com/document/362308363/Shotcrete
En el método de proyección en húmedo, el hormigón o mortero premezclado, con un asentamiento en cono de entre 4 y 8 cm, se carga en una tolva remezcladora de la máquina de proyección. La mezcla se transfiere luego a la boquilla, donde se le añade aire a presión para aumentar la velocidad de salida y convertirla en un aerosol. El operario regula el flujo de aire, mientras que la mezcladora controla el contenido de agua y la consistencia de la mezcla. Los tiempos de respuesta ante las variaciones en los sistemas de control son más largos que con el método en seco, lo que implica que el ajuste de la proyección no es tan inmediato.
El volumen de aire necesario es relativamente bajo, de alrededor de 10 m³/min, para lograr un rendimiento de aproximadamente 12 m³/h. La incorporación de aire se realiza mediante una boquilla conectada a tres mangueras: una para el hormigón bombeado, otra para el aire comprimido y otra para el acelerante.
En el método de proyección en húmedo, las interrupciones en el suministro no afectan el contenido de agua de la mezcla y la dependencia del operario respecto de la bomba es menor. Sin embargo, el operario debe supervisar la humedad de la mezcla en la bomba para garantizar un suministro uniforme.
En el método de proyección en húmedo, el operario no puede ajustar el contenido de agua de la mezcla directamente en la boquilla. El asentamiento en cono de la mezcla debe estar entre 38 y 75 mm: valores inferiores a 38 mm pueden incrementar el rebote, mientras que valores superiores a 75 mm pueden causar descuelgues y desprendimientos.
En la vía húmeda, el contenido de agua de la mezcla está determinado por el tipo de aplicación y por las exigencias de trabajabilidad de la bomba.
Os dejo algunos vídeos explicativos:
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1998). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Hormigón autocompactante. https://www.construex.com.bo/
El hormigón autocompactante se define por su capacidad de fluir y consolidarse por su propio peso, sin necesidad de vibración. Este material se desarrolló en los años 80 para mejorar el llenado de moldes en zonas de difícil acceso. Entre sus ventajas destacan la rapidez de ejecución, la reducción de mano de obra y el mejor acabado superficial. Para ello, es esencial el uso de aditivos superplastificantes y agentes modificadores de la viscosidad. Este tipo de hormigón presenta una menor permeabilidad y una mayor durabilidad, con una dosificación típica que incluye cemento, aditivos y áridos de tamaño controlado para asegurar su fluidez y cohesión.
En general, no se requieren equipos especiales para fabricar hormigón autocompactante; pueden utilizarse las amasadoras convencionales empleadas para el hormigón compactable por vibración. Sin embargo, es fundamental controlar de forma continua el contenido de humedad de los áridos y ajustar el agua de amasado en función de los resultados de dicho control. Además, es necesario establecer un esquema de control casi continuo durante la elaboración de las primeras mezclas, ajustando los tiempos de amasado en función de los resultados. Cabe señalar que, por lo general, los tiempos de amasado del hormigón autocompactante deben ser ligeramente mayores que los del hormigón convencional.
Dado que el hormigón autocompactante no requiere compactación durante su colocación y es capaz de fluir dentro del encofrado, llenando naturalmente su volumen y consolidándose bajo su propio peso, los rendimientos de colocación son mucho mayores que los del hormigón convencional. En elementos horizontales, como losas de piso, forjados, soleras o pavimentos, estos rendimientos son aún mayores, lo que permite reducir los tiempos de ejecución hasta en un 20 o 25 %, según la naturaleza de la construcción. Esta reducción en los tiempos de ejecución va acompañada de una disminución del 50 % en la mano de obra necesaria para su colocación, lo que compensa su mayor coste frente a otros hormigones.
Otro factor a considerar es que se necesita menos equipo para colocar el hormigón autocompactante. Ya sea vertido directamente desde el camión mezclador o a través de un tubo flexible de goma cuando se utiliza un sistema de bombeo, no es necesario emplear equipos como palas y rastrillos para colocarlo ni llanas para acabarlo. Además, al eliminar la vibración del material, se prescinde del uso de los equipos de compactación necesarios en el hormigón convencional.
Figura 2. https://www.desarrolla.es/utilizacion-de-hormigon-autocompactante/
El momento en que deben añadirse los aditivos, especialmente los superplastificantes, debe determinarse en consulta con el proveedor. Asimismo, una vez seleccionada la dosificación, cualquier problema de consistencia de la masa debe resolverse preferiblemente ajustando la dosificación de los aditivos, en particular la cantidad de superplastificante, siempre y cuando la relación agua/cemento permita realizar estas correcciones sin superar los límites establecidos en los ensayos de dosificación.
La fabricación del hormigón autocompactante es similar a la del hormigón convencional vibrado, pero requiere una mayor atención a la regularidad de la dosificación. Esto se debe a que el hormigón autocompactante es más exigente en cuanto a la uniformidad de los materiales y a la precisión en la dosificación del agua. Debido a su mayor cohesión, es preferible amasar el hormigón autocompactante con dos tercios de la cantidad total de agua. Una vez lograda una buena homogeneización, se debe añadir el tercio restante de agua, junto con los aditivos necesarios para completar el amasado.
Al suministrar el hormigón en la obra, puede ser conveniente volver a readitivar el material para asegurar que mantiene las condiciones de autocompactabilidad necesarias para su correcta colocación. La readitivación debe realizarse bajo la supervisión del fabricante del hormigón, quien determinará el tipo y la dosis exacta de aditivo necesarios, así como verificará que el tiempo de amasado en el camión después de la readitivación sea el adecuado.
Se recomienda el uso de la técnica de hormigonado con bomba para este tipo de hormigón. Para obtener mejores resultados, el hormigón debe bombearse desde la parte más baja del encofrado. Si se opta por el hormigonado por caída libre, la altura de vertido no debe superar los 5 m y la distancia horizontal de desplazamiento debe limitarse a un máximo de 10 m para evitar la segregación del material.
Los encofrados deben ser no absorbentes y es fundamental prestar especial atención a su diseño, ya que el hormigón autocompactante ejerce presiones más elevadas durante su colocación. Dado que el hormigón autocompactante es un material muy fluido, los encofrados deben ser estancos. Esto evita que la lechada se filtre por las juntas y provoque la formación de «nidos de grava» una vez desencofrado el elemento.
El curado del hormigón autocompactante es similar al del hormigón convencional y se aplican los mismos procedimientos. Es importante comenzar el curado lo antes posible para evitar la pérdida de agua superficial por evaporación, lo que podría provocar retracción plástica y asentamiento, especialmente en condiciones adversas, como altas temperaturas, viento y baja humedad relativa. Estos factores son aun más críticos cuando se combinan. Además, dado que el hormigón autocompactante contiene componentes más finos (cemento y aditivos) que el hormigón convencional, el curado es más importante.
Se pueden emplear los mismos procedimientos para el acabado de las superficies de hormigón autocompactante, en términos de textura y color, que los utilizados en el hormigón convencional.
En superficies sin tratamiento adicional, el hormigón autocompactante ofrece una mayor uniformidad y, por lo tanto, un mejor acabado que el hormigón convencional. Esto se debe a que, al evitar la vibración, se elimina el principal factor que provoca la falta de homogeneidad cromática en las caras visibles del hormigón. En el hormigón convencional, esta heterogeneidad se debe a la distribución aleatoria del agua en la mezcla, lo que genera diferentes procesos de hidratación con proporciones variables de agua y cemento, que dan lugar a variaciones en el color del cemento hidratado. No obstante, hay que tener precaución con los niveles de acabado en las superficies libres, procediendo a su nivelación y a su acabado superficial con útiles especiales, dado que la aplicación de reglas metálicas resulta problemática en ocasiones.
A continuación, os dejo algunos vídeos ilustrativos.
Referencias:
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Figura 1. Presa ejecutada con RCC. https://vietnamconstruction.vn/en/roller-compacted-concrete-properties-advantages-applications/
Los hormigones compactados con rodillo (HCR, por sus siglas en inglés) son mezclas de cemento, áridos y agua, en proporciones adecuadas, que permiten consolidar la masa mediante rodillos compactadores.
Estos hormigones tienen una relación agua/cemento lo suficientemente baja como para alcanzar altas resistencias, lo que les permite soportar las cargas de los equipos de consolidación. Sin embargo, esta relación no es lo suficientemente baja como para impedir que la pasta se distribuya entre los áridos durante el proceso de amasado y compactación, logrando así su unión.
Esto garantizaría una consolidación efectiva, lo cual es crucial para lograr densidad, resistencia a la compresión (que puede superar los 60 MPa), uniformidad y textura superficial satisfactorias. El hormigón seco compactado se construye sin juntas, encofrados, acabados, refuerzos de acero ni pasadores. Estas características hacen que el hormigón seco compactado resulte sencillo, rápido y económico. Su economía se debe en gran medida a los métodos de construcción de alta velocidad y a gran escala.
Uno de los inconvenientes del HCR es su sensibilidad a las variaciones de la humedad durante el proceso de compactación. Un exceso o un defecto de agua, así como una densidad insuficiente, puede reducir considerablemente la resistencia mecánica y afectar negativamente a la uniformidad de la superficie. Por otro lado, la falta de humedad puede provocar segregación en la superficie del hormigón. Sin embargo, el HCR presenta un cambio de volumen potencial, debido a la pérdida de humedad o a la retracción por secado, significativamente menor que el del hormigón convencional, gracias a su menor contenido de agua en la mezcla.
El HCR surgió como alternativa a la construcción de presas, con sus primeros antecedentes en la reparación de estructuras a finales de la década de 1970. Esta técnica respondió a los problemas de fisuración del hormigón tradicional causados por las elevadas temperaturas generadas durante la hidratación del cemento. Posteriormente, el método se perfeccionó para su aplicación en presas de gravedad, y la primera experiencia concreta fue la construcción de la presa de Willow Creek en 1982, en Oregón (Estados Unidos). Desde entonces, su uso se ha expandido rápidamente a nivel mundial. El HCR también se desarrolló como una solución económica para pavimentos, capaz de soportar cargas pesadas y de resistir el daño causado por los ciclos de congelación y descongelación. El pavimento compactado con rodillo puede abrirse al tráfico al día siguiente y presenta un aspecto similar al asfalto.
Lo que distingue a los HCR de los hormigones tradicionales es su mayor sequedad, lo que permite su colocación en obra con los equipos empleados en la construcción de terraplenes y presas de materiales sueltos (Figura 2). A pesar de esta diferencia, una vez endurecidos, sus características son muy similares a las de los hormigones convencionales.
Figura 2. Colocación del hormigón HCR. https://hormigonaldia.ich.cl/novedades-tecnologicas/hormigon-compactado-con-rodillo-hcr-solucion-rapida-persistente-y-a-bajo-costo/
En los últimos tiempos, este tipo de hormigones ha despertado un creciente interés en obras en las que se colocan en capas delgadas, como presas y pavimentos, donde la superficie predomina sobre el espesor. Su estructura es similar a la de las gravas-cemento, aunque, debido a su mayor contenido de conglomerante y a las mayores resistencias que presentan, se asemeja más a los hormigones convencionales.
Las mezclas de estos hormigones deben tener una dosificación precisa de pasta, ya que un exceso puede provocar un efecto «colchón», generando ondas en la capa que se está compactando frente al rodillo, especialmente si debajo ya hay capas compactadas. Por el contrario, una cantidad insuficiente de pasta provoca que los áridos entren en contacto entre sí y se trituren bajo la presión del rodillo.
Actualmente, se está avanzando en el desarrollo de plantas de dosificación y amasado específicamente diseñadas para la fabricación de hormigón seco compactado (HCR). Estas plantas utilizan tanto centrales clásicas discontinuas como sistemas de amasado continuo. La dosificación del HCR puede realizarse de varias maneras: mediante dosificación convencional por peso, dosificación continua por peso con cintas pesadoras o dosificación volumétrica continua, utilizando alimentadores de paletas o de banda estriada.
Si bien cada método de transporte tiene sus ventajas, cualquiera que se utilice, los equipos deben diseñarse para minimizar la segregación, que puede ser un problema, particularmente con mezclas menos trabajables con árido de gran tamaño. Los camiones hormigonera son adecuados incluso para áridos de hasta 76 mm de tamaño. Sin embargo, los camiones de cajón basculante no son recomendables para áridos de más de 40 mm, ya que pueden presentar segregación.
En la construcción de presas, es esencial garantizar un suministro abundante de hormigón. Un rodillo vibrante de 4,5 m de ancho puede compactar hasta 260 m³ de hormigón en cuatro pasadas, a una velocidad de 3,75 km/h, con un espesor de 25 cm. Esto requiere el uso de centrales de gran capacidad y, en muchos casos, de amasado continuo para mantener el ritmo de trabajo.
Cuando las plantas de amasado están cerca de los lugares de colocación, pueden utilizarse cintas transportadoras, vagonetas, dúmperes, cubas y otros medios. En todo momento, el hormigón debe protegerse del viento y de la lluvia durante el transporte. Además, se recomienda limpiar los neumáticos de los dúmperes para evitar la entrada de terrones de arcilla y otros materiales contaminantes.
Entre la fabricación y la colocación del hormigón no deben transcurrir más de 45 minutos. Este tiempo puede variar en función del tipo de conglomerante utilizado y de la temperatura ambiente. La colocación de estos hormigones se realiza con los mismos equipos que en los movimientos de tierra, como buldóceres, camiones, motoniveladoras y palas mecánicas.
La compactación se realiza con rodillos autopropulsados, generalmente vibrantes. La selección de los rodillos debe basarse en su peso, maniobrabilidad, tamaño del cilindro y características de la vibración, como la amplitud y la frecuencia. Los rodillos muy pesados, de 4 a 5 toneladas, no pueden acercarse a los encofrados ni a otros obstáculos; por lo tanto, los 25 cm más cercanos a estos se compactan con rodillos más ligeros.
El número de pasadas necesarias para lograr una consolidación completa del hormigón varía en función de las características de la mezcla y del espesor de las capas a compactar. El espesor habitual para la compactación es de 20 a 30 cm. Sin embargo, siempre es necesario realizar ensayos previos en tramos de prueba para determinar el número de pasadas necesarias para alcanzar el peso específico deseado del hormigón.
La energía suministrada por los rodillos es tan alta que, incluso con mezclas secas bien dosificadas, puede formarse humedad en la superficie de las capas tras su paso. Esta humedad tiende a evaporarse rápidamente antes de que comience el fraguado. El grado de compactación en obra se determina comparando el peso específico del hormigón colocado con el de la misma mezcla en el laboratorio. Los equipos portátiles para medir el peso específico son rápidos y muy adecuados para este tipo de trabajos.
La baja humedad del hormigón compactado obliga a curarlo de manera eficaz. El curado de estos hormigones se realiza de la misma manera que con los hormigones tradicionales, manteniéndolos húmedos durante 7 días. Los productos filmógenos de curado no se utilizan en presas porque dificultarían la unión entre las capas de hormigón.
El revestimiento aguas arriba de las presas generalmente se realiza con hormigón convencional, mediante encofrados o paneles prefabricados, con o sin membrana impermeabilizante. El revestimiento aguas abajo se realiza con paneles rigidizadores o con hormigón convencional colocado en encofrado, dejando un sobreancho que sirve como hormigón de sacrificio.
A continuación, os dejo algunos vídeos que espero os resulten de interés.
También os dejo un documento sobre presas de hormigón compactado con rodillo.
ACI COMMITTEE 304. Guide for Measuring, Mixing, Transporting, and Placing Concrete. ACI 304R-00.
BUSTILLO, M. (2008). Hormigones y morteros. Fueyo Editores, Madrid, 721 pp.
CALAVERA, J. et al. (2004). Ejecución y control de estructuras de hormigón. Intemac, Madrid, 937 pp.
FERNÁNDEZ CÁNOVAS, M. (2004). Hormigón. 7ª edición, Colegio de Ingenieros de Caminos, Canales y Puertos. Servicio de Publicaciones, Madrid, 663 pp.
GALABRU, P. (1964). Tratado de procedimientos generales de construcción. Obras de fábrica y metálicas. Editorial Reverté, Barcelona, 610 pp.
TIKTIN, J. (1994). Procesamiento de áridos: instalaciones y puesta en obra de hormigón. Universidad Politécnica de Madrid. Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos. Madrid, 360 pp. ISBN: 84-7493-205-X.
YEPES, V. (2026). Fabricación y puesta en obra del hormigón. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 452 pp. Ref. 441. ISBN: 978-84-1396-418-8
Estoy en proceso de revisión de las pruebas de imprenta del nuevo Manual de Referencia denominado: “Estructuras auxiliares de construcción: andamios, apeos, entibaciones, encofrados y cimbras”. Estará disponible en las librerías durante el mes de septiembre de 2024.
Este libro aborda de manera amplia las estructuras auxiliares utilizadas en la construcción, abarcando tanto el ámbito de la edificación como el de las obras de ingeniería civil. El libro trata de los aspectos relacionados con los apeos y apuntalamientos, las entibaciones, los andamios, los encofrados y las cimbras. La novedad de esta obra radica en el tratamiento constructivo de estas técnicas, en el que las fotografías e ilustraciones aportan valor a las explicaciones del texto. Además de incluir una amplia bibliografía, se aportan cuestiones de autoevaluación con respuestas para el aprendizaje de los conceptos más importantes, así como problemas resueltos. Es un libro de texto dirigido a estudiantes de ingeniería y arquitectura, con una marcada orientación hacia la construcción. No obstante, también se estructura como un manual de consulta para los profesionales relacionados con el proyecto y la construcción de obras. Además, este libro complementa los aspectos constructivos de otros textos estructurales o geotécnicos, más orientados a la teoría y a los problemas.
¿Qué es un Manual de Referencia en la Universitat Politècnica de València?
Colección de carácter multidisciplinar, orientada a la formación y al ejercicio profesional. Los contenidos han sido seleccionados por el comité editorial atendiendo a la oportunidad de la obra, por su originalidad en el estudio y la aplicación de una materia, el apoyo gráfico y práctico con ejercicios demostrativos que sustentan la teoría, la adecuación de su metodología y la revisión bibliográfica actualizada. Los títulos de la colección se clasifican en distintas series según el área de conocimiento y la mayoría de ellos están disponibles tanto en formato papel como en formato electrónico.
Todos los títulos de la colección están evaluados por especialistas en la materia según el método doble ciego, tal como se recoge en la página web de la Editorial (http://www.upv.es/entidades/AEUPV/info/891747normalc.html), lo que garantiza la transparencia en todo el proceso.
Para conocer más información sobre la colección, los títulos que la componen y cómo adquirirlos puede visitar la web, enlace a la página de la colección en www.lalibreria.upv.es
Víctor Yepes Piqueras. Catedrático de universidad del Departamento de Ingeniería de la Construcción y Proyectos de Ingeniería Civil de la Universitat Politècnica de València. Número 1 de su promoción, ha desarrollado su vida profesional en empresas constructoras, en el sector público y en el ámbito universitario. Ha recibido el Premio a la Excelencia Docente del Consejo Social de la UPV. Es investigador del Instituto de Ciencia y Tecnología del Hormigón (ICITECH) y profesor visitante en la Pontificia Universidad Católica de Chile. Ha sido director académico del Máster Universitario en Ingeniería del Hormigón (acreditado con el sello EUR-ACE). Imparte docencia en asignaturas de grado y posgrado relacionadas con procedimientos de construcción y gestión de obras, calidad e innovación, modelos predictivos y optimización en la ingeniería. Sus líneas de investigación actuales se centran en la optimización multiobjetivo, la sostenibilidad y el análisis de ciclo de vida de puentes y estructuras de hormigón.