El método de Monte Carlo es un procedimiento numérico que permite aproximar la resolución de expresiones matemáticas complejas con las que resulta o bien difícil, o bien imposible (especialmente en el ámbito de la estadística) encontrar resultados exactos. Con este método se puede, con la ayuda de una hoja de cálculo, llevar a cabo un ajuste del criterio de aceptación suficientemente preciso y fundado en los intereses de las partes interesadas expresados por los riesgos aceptados de común acuerdo.
Os paso un vídeo destinado a que los alumnos adquieran una visión no determinista del control de calidad de materiales de construcción. El profesor Antonio Garrido, de la Universidad Politécnica de Cartagena, hace un recorrido por las diferentes funciones de distribución que se aplican hoy en día en la generación de las variables aleatorias, destacando su propuesta personal basada en la distribución gaussiana o normal. Además, propone el empleo de la hoja de cálculo de Excel para realizar la simulación de Monte Carlo, tanto por su sencillez de manejo como por su amplia disponibilidad. Espero que os guste.
Referencias:
Garrido, A.; Conesa, E.M. (2009). Simulación por el método de Monte Carlo para generar criterios de aceptación en el control de calidad de productos de construcción. Informes de la Construcción, 61(515): 77-85. (link)
El control del hormigón y sus componentes se encuentra en el articulado de la instrucción EHE-08 de hormigón estructural. Entre otras, la instrucción actual tuvo que contemplar aspectos como la incorporación del marcado CE (Directiva Europea 89/106/CEE), la aprobación del Código Técnico de Edificación y la incorporación de nuevos hormigones (reciclados, autocompactantes, no estructurales, ligeros o con fibras). Todo ello se enmarca dentro de un entorno en el que la sociedad demanda mayor calidad en los productos, surgen nuevas exigencias como la durabilidad y la sostenibilidad, y se extiende el control de calidad a todo el proceso constructivo.
En este sentido, es necesario diferenciar entre aquellos hormigones que posean el Distintivo de Calidad Oficialmente Reconocido (DCOR) y aquellos que no lo posean. La relación de distintivos reconocidos y de centrales puede consultarse en la página web de la Comisión Permanente del Hormigón (enlace).
A continuación os dejo un enlace a la «Guía para el control en obra del hormigón según la instrucción EHE-08 y metodología para actuaciones con resultados de control en obra desfavorables», de ANEFHOP, y unos vídeos explicativos del profesor Antonio Garrido, que espero os sean de interés y utilidad. También os recomiendo el siguiente enlace sobre control de conformidad del hormigón: https://estonocumple.wordpress.com/2011/03/17/control-de-conformidad-de-un-hormigon/
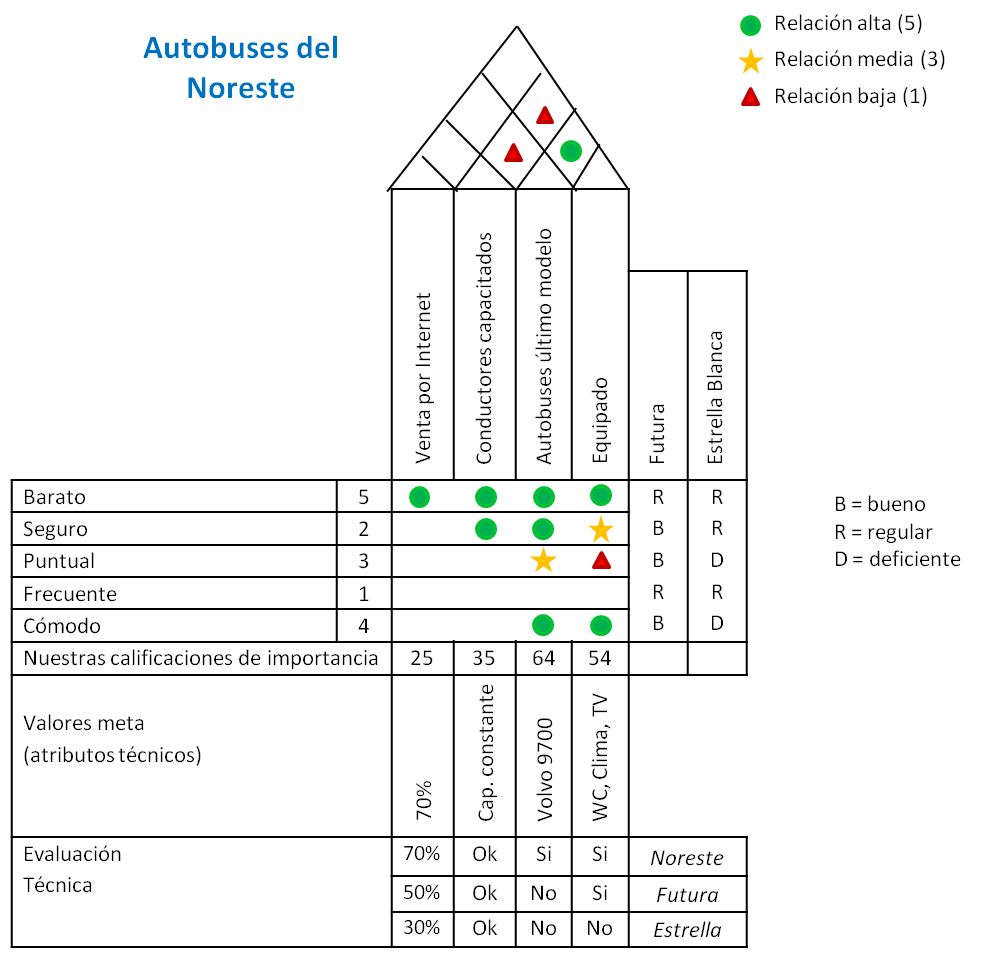
El despliegue de la función calidad, también llamado La Casa de la Calidad, Análisis de necesidades y expectativas o QFD (Quality Function Deployment) es una metodología usada en la ingeniería de la calidad para crear productos que se adapten a los gustos y necesidades del usuario. Se trata de un método de gestión de calidad que transforma las demandas del cliente en especificaciones de diseño, implementando las funciones que aporten más calidad. El Dr. Mizuno define el Despliegue de la Función de Calidad (QFD) como: “el despliegue paso a paso con el mayor detalle de las funciones que conforman sistemáticamente la calidad, con procedimientos objetivos, más que subjetivos”. Se trata de una metodología simple y lógica que involucra un conjunto de matrices, las cuales permiten determinar las necesidades del cliente, analizar a la competencia y descubrir los nichos de mercado no explotados.
QFD es una herramienta que busca:
Evaluar el producto bajo la percepción del usuario
Realizar un análisis comparativo con respecto a la competencia bajo la óptica del usuario
Realizar un análisis de competitividad basado en las características técnicas
Evaluar las dificultades para alcanzar las metas
Establecer el compromiso entre los distintos departamentos de la empresa para lograr las metas del producto
Establecer la interrelación entre las características
A continuación os dejo un vídeo explicativo sobre esta metodología que espero os sea útil.
Referencias:
AKAO, Y. «Development History of Quality Function Deployment». The Customer Driven Approach to Quality Planning and Deployment. Minato, Tokyo 107 Japan: Asian Productivity Organization. p. 339. ISBN92-833-1121-3.
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
Ayer estuve en un curso de creatividad organizado por nuestra Universitat Politècnica de València dirigida a sus profesores. Entre muchas de las herramientas que nos enseñaron quiero destacar la técnica de creatividad 6-3-5, que explicó la profesora Llanos Cuenca, muy útil para desarrollar la creatividad y enriquecer un problema, un proyecto o cualquier objetivo en el que tengamos que plantear nuevas perspectivas. Es una técnica basada en la «tormenta de ideas» (brainstroming), pero de forma organizada, por escrito y con un tiempo tasado, por lo que algunos describen el método como «brainwriting«. Este método lo creó el psicólogo alemán Bernd Rohrbach en 1968 y consiste en reunir a seis personas y sacar tres ideas cada una de ellas por turnos de cinco minutos. Se hacen rondas y se pasan las hojas al compañero de la derecha, que deberá rellenar, de forma concisa y breve, nuevas ideas sin repetir las que ya escribió y sin que coincidan con las que ya hay escritas. De esta forma se generan 18 ideas diferentes en cada hoja, que multiplicadas por 6 hojas, son un total de 108 ideas en media hora por cada grupo. Finalmente, se analizarán todas las ideas aportadas, eliminando las duplicadas, dedicándose para ello unos 30-40 minutos.
Para que el método sea eficaz, previamente se habrán discutido los puntos principales del asunto para asegurarse de que cada integrante comprenda bien de qué se trata. El motor de la técnica es que, al leer las anotaciones anteriores, el cerebro descubre nuevas ideas. Al igual que ocurre con la lluvia de ideas, en este método 6-3-5 lo importante es la cantidad de ideas, más que su calidad. Luego se pueden aplicar otras técnicas para discutir, mejorar y filtrar las ideas hasta quedarse con unas pocas de mayor calidad.
Os voy a poner un ejemplo donde creo que esta técnica va a ser muy interesante como herramienta de aprendizaje. Supongamos que queremos explicar a una clase de unos 30 alumnos los conceptos básicos de Lean Construction. La idea es hacer reflexionar sobre las pérdidas de todo tipo que existe en una obra de construcción por muy distintos motivos. Esas pérdidas influyen notablemente en la calidad, plazo y coste de la obra.
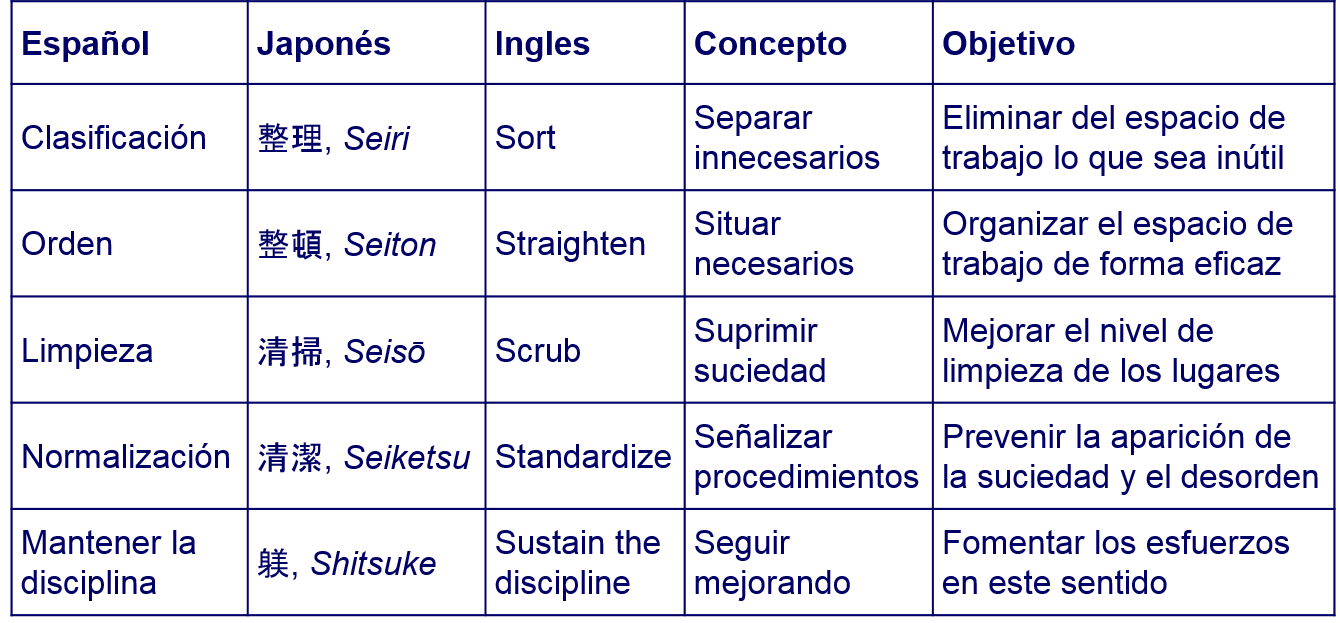
Las cinco S constituye una práctica de Calidad ideada en Japón referida al “Mantenimiento Integral” de la empresa, no solo de maquinaria, equipo e infraestructura, sino del mantenimiento del entorno de trabajo por parte de todos. Se inició en Toyota en los años 1960 con el objetivo de lograr lugares de trabajo mejor organizados, más ordenados y más limpios de forma permanente para generar una mayor productividad y un mejor entorno laboral.
El método de las 5S utiliza una lista de cinco palabras japonesas que empiezan por S. La lista describe la forma de organizar un espacio de trabajo de un modo eficiente y eficaz mediante la identificación y almacenamiento de los componentes utilizados, la conservación adecuada de la zona de trabajo y los elementos almacenados, y el mantenimiento del nuevo estado.
El proceso de toma de decisiones suele surgir de un diálogo sobre la estandarización basado en una comprensión clara por parte de los empleados sobre cómo se debe trabajar. También se pretende involucrar a cada uno de los empleados en el proceso.
El beneficio más evidente del método es la mejora de la productividad, ya que todos los componentes están perfectamente localizados. Los operarios ya no tienen que perder tiempo buscando herramientas, piezas, documentos, etc., que es la forma más frustrante de pérdida de tiempo en cualquier empresa. Los elementos más necesarios se almacenan en el lugar más accesible y, una vez utilizados, se devuelven a la ubicación correcta.
La implementación de cada una de las 5S se lleva a cabo siguiendo cuatro pasos:
Preparación: formación respecto a la metodología y planificación de actividades.
Acción: búsqueda e identificación, según la etapa, de elementos innecesarios, desordenados, suciedad, etc.
Análisis de la mejora realizada.
Documentación de conclusiones en los estándares correspondientes.
El resultado se mide tanto en productividad como en satisfacción del personal respecto a los esfuerzos que han realizado para mejorar las condiciones de trabajo. La aplicación de esta técnica tiene un impacto a largo plazo.
Os dejo unos vídeos que explican estas técnicas relacionadas con la gestión de la calidad. Espero que os gusten.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
YEPES, V. (2001). Garantía de calidad en la construcción. Tomo 1.Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-660. Depósito Legal: V-3150-2001.
YEPES, V. (2001). Garantía de calidad en la construcción. Tomo 2. Servicio de Publicaciones de la Universidad Politécnica de Valencia. SP.UPV-961. Depósito Legal: V-3151-2001.
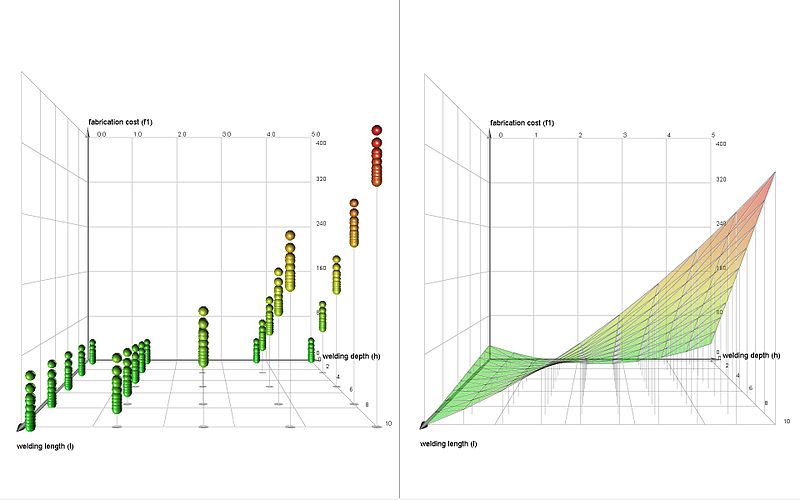
La Metodología de la Superficie de Respuesta (RSM) es un conjunto de técnicas matemáticas y estadísticas utilizadas para modelar y analizar problemas en los que una variable de interés es influenciada por otras. El propósito inicial de estas técnicas es diseñar un experimento que proporcione valores razonables de la variable respuesta y, a continuación, determinar el modelo matemático que mejor se ajusta a los datos obtenidos. El objetivo final es establecer los valores de los factores que optimizan el valor de la variable respuesta. Esto se logra al determinar las condiciones óptimas de operación del sistema.
La diferencia entre (RSM) y un diseño experimental corriente estriba en que un diseño experimental por si solo tiene como objetivo localizar el tratamiento «ganador» entre todos aquellos que se han probado. En cambio, RSM pretende localizar las condiciones óptimas de operación del proceso. Ello supone un reto para el investigador, requiere una estrategia más completa e incluye la posibilidad de efectuar varios experimentos secuenciales y el uso de técnicas matemáticas más avanzadas.
Os dejo a continuación un vídeo explicativo que espero os aclare la metodología.
Otro vídeo complementario al anterior es el siguiente:
Referencias:
Box, G. E. P., Wilson, K. G. (1951), On the experimental attainment of optimum conditions,Journal of the Royal Statistical Society, B 13, 1-45
Cornell, John A. (1984), How to apply Response Surface Methodology, American Society for Quality Control, Milwaukee, WI.
Kuehl, Robert O. (2001) Diseño de Experimentos, 2a. Edición, Thomson Learning.
Melvin T. A. Response Surface Optimization using JMP Software, < http://www2.sas.com/proceedings/sugi22/STATS/PAPER265.PDF>
Montgomery, D. C. (2002), Diseño y Análisis de Experimentos, Editorial Limusa, Segunda Edición.
¿Estamos seguros de que cuando medimos lo hacemos correctamente? ¿No habéis tenido la sensación de que los resultados de un ensayo parece que son imposibles o son poco esperables? Es posible que os encontréis ante un equipo de medición mal calibrado. En este post continuamos con otros anteriores referidos a los errores de medición y a las unidades de medida y su materialización. Vamos a repasar, de forma muy sintética, algunos de los conceptos más importantes relacionados con la calibración de los equipos.
Se denomina calibración al conjunto de operaciones que establecen, en unas condiciones especificadas, la relación existente entre los valores indicados por un instrumento o sistema de medida o los valores representados por una medida materializada, y los correspondientes valores conocidos de una magnitud medida. Esta actividad, llevada a cabo por medios y procedimientos técnicos, permite determinar, por comparación con un patrón o con un material de referencia o por métodos absolutos, los valores de los errores de un medio o un instrumento de medida. El proceso de calibración comprende la medición del patrón o instrumento cuyo valor queremos determinar por comparación con un patrón de referencia, comprobar si el valor obtenido está dentro de los límites establecidos para la función a realizar, y en caso de estar fuera de los límites, efectuar el correspondiente ajuste o calibración del patrón o equipo de medición.
El certificado de calibración de un patrón deberá recoger el valor o los valores asignados como resultado de la calibración, así como la incertidumbre. A su vez, el certificado debe indicar la incertidumbre de los patrones o instrumentos empleados en la calibración, el número de reiteraciones efectuadas y los valores obtenidos, o un índice de su dispersión. El certificado de calibración de un instrumento deberá indicar los puntos del campo de medida calibrados, la incertidumbre del patrón o instrumento empleado en cada punto de calibración, la corrección de calibración obtenida en cada uno de ellos, el número de reiteraciones efectuadas en cada punto de calibración y su dispersión, y la incertidumbre asociada a la corrección de cada punto de calibración, para un factor de incertidumbre que también se indicará. Los patrones e instrumentos se calibran cuando salen de la línea de fabricación, pero es necesario un programa de calibración que de forma periódica asegure el mantenimiento de la exactitud. Los intervalos de calibración son función de la utilización de los equipos.
Los instrumentos de medida se clasifican en instrumentos de referencia y en instrumentos de trabajo, sirviendo los primeros para calibrar los últimos. Cada instrumento calibrado obtiene un certificado de calibración que garantiza la exactitud y trazabilidad, no debiendo incluir recomendación alguna sobre el intervalo de recalibración. El desgaste y envejecimiento de los equipos de medición son los que marcan los intervalos de calibración. Cada instrumento de medición deberá tener visible una etiqueta de calibración, que indican si el mismo puede utilizarse, tiene limitaciones en su uso o si están fuera de servicio.
Los modelos de gestión más avanzados recomiendan implantar una gestión basada en procesos. Para aclarar este tema, os voy a dejar tres vídeos de la Fundación Vasca para la Excelencia (EUSKALIT) que nos pueden aportar luz en este tema. Espero que os gusten.
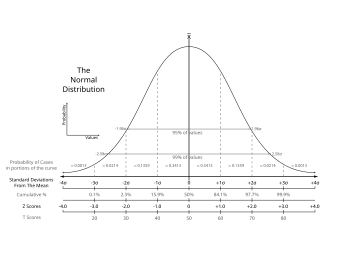
Una tarea básica en cualquier trabajo científico o tecnológico que requiera el análisis de una muestra de datos es su caracterización estadística y la comprobación de la normalidad de dicha muestra. Dado un conjunto de datos, por ejemplo 20 resultados de rotura a compresión simple de una probeta normalizada de hormigón a 28 días, deberíais ser capaces de calcular lo siguiente:
Calcular la media aritmética muestral, la desviación típica muestral, la varianza muestral , el coeficiente de variación muestral, la mediana y la moda
Determinar el intervalo de confianza para la media muestral y para la desviación típica muestral para un nivel de confianza del 95%.
Determinar las medidas de forma –coeficientes de asimetría y curtosis-.
Determinar el recorrido o rango de la muestra. También el recorrido relativo de la muestra.
Representar el histograma con un número de barras que sea la raíz cuadrada del número de datos
Calcular la desviación media respecto al valor mínimo.
Determinar el primer, segundo y tercer cuartil, así como el rango intercuartílico.
Determinar el cuantil del 5%, del 50% y del 95%.
Dibujar el diagrama de caja y bigotes y determinar los valores atípicos potenciales.
Establecer con un nivel de confianza del 95% si la muestra procede de una población normal mediante la prueba de normalidad de Kolmogorov-Smirnov.
Para ello podéis utilizar cualquier programa estadístico. Para facilitar vuestro aprendizaje, os dejo un vídeo tutorial sobre cómo extraer datos estadísticos básicos con el programa SPSS. Espero que os sea útil.
 El método de Monte Carlo es un procedimiento numérico que permite aproximar la resolución de expresiones matemáticas complejas con las que resulta o bien difícil, o bien imposible (especialmente en el ámbito de la estadística) encontrar resultados exactos. Con este método se puede, con la ayuda de una hoja de cálculo, llevar a cabo un ajuste del criterio de aceptación suficientemente preciso y fundado en los intereses de las partes interesadas expresados por los riesgos aceptados de común acuerdo.
El método de Monte Carlo es un procedimiento numérico que permite aproximar la resolución de expresiones matemáticas complejas con las que resulta o bien difícil, o bien imposible (especialmente en el ámbito de la estadística) encontrar resultados exactos. Con este método se puede, con la ayuda de una hoja de cálculo, llevar a cabo un ajuste del criterio de aceptación suficientemente preciso y fundado en los intereses de las partes interesadas expresados por los riesgos aceptados de común acuerdo.