En un artículo anterior discutimos los distintos componentes del fondo horario de una máquina, o lo que es lo mismo, nos hacíamos la siguiente pregunta: ¿Por qué las máquinas pierden tanto tiempo en las obras? Ahora vamos a analizar si es conveniente alargar la jornada laboral de la maquinaria, aspecto muy relacionado con lo expuesto en aquel artículo.
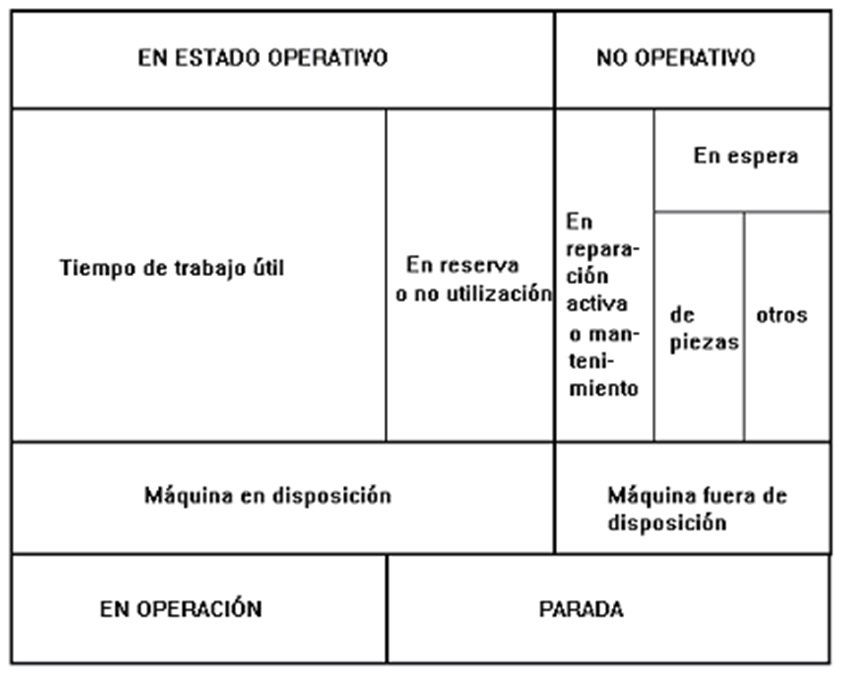
El tiempo de calendario laborable o fondo horario bruto de la maquinaria es el tiempo oficial determinado por la legislación o por la organización de una obra para trabajar. Constituye un calendario predeterminado, pero que puede prorrogarse, por ejemplo, si se amplía la jornada laboral. La extensión de las horas de trabajo es posible bajo ciertas circunstancias, pero está sujeta a la legislación. Para ello, se podría dilatar los turnos de trabajo mediante horas extraordinarias o disponer más de un turno por jornada de trabajo.
Uno de los motivos de la ampliación la jornada laboral es aumentar la utilización de la maquinaria durante su permanencia en una obra. Al dividir los gastos fijos de la máquina por más horas útiles, disminuye el coste horario y se acorta el plazo de las tareas de la obra.
Sin embargo, hay que sopesar bien los inconvenientes. Las horas extraordinarias del operador son más caras que las normales. Además, crece su fatiga y disminuye su rendimiento. Si se opta por un nuevo turno de trabajo, las horas nocturnas se encarecen, las condiciones de visibilidad serán peores y la máquina tendrá varios conductores. Al compartir la máquina, los conductores ya no se sienten sus dueños, las responsabilidades se diluyen y tienden a aumentar las averías.
Por tanto, con ciclos de trabajo largos, el cansancio del operador es menor, por lo que, mientras no se incremente el coste horario de la máquina, se debe indagar la posibilidad de ampliar la jornada laboral. En cambio, en maquinaria pesada, donde el coste del operador es poco relevante respecto al total de la máquina, probablemente sea conveniente más de un turno de trabajo. Esta decisión es más acertada en máquinas robustas, de larga vida y menos propensas a las averías.
Otra forma de extender el tiempo es evitando que las máquinas se queden fuera de disposición es planificar las operaciones previsibles de mantenimiento operativo y preventivo para que se realicen fuera del tiempo del calendario laborable de la obra. También se pueden aumentar las horas útiles de trabajo evitando paradas por falta de trabajo. Eso se consigue con una buena planificación de la obra y con la posibilidad de tareas alternativas cuando sea posible. Además, los cambios de tajo suelen acarrear pérdidas de producción, por lo que una buena organización de la obra debería minimizarlos.
Referencias:
PELLICER, E.; YEPES, V.; TEIXEIRA, J.C.; MOURA, H.P.; CATALÁ, J. (2014). Construction Management. Wiley Blackwell, 316 pp. ISBN: 978-1-118-53957-6.
ROJO, J. (2010). Manual de movimiento de tierras a cielo abierto. Fueyo Editores, S.L., Madrid, 926 pp.
YEPES, V. (1997). Equipos de movimiento de tierras y compactación. Problemas resueltos. Colección Libro Docente nº 97.439. Ed. Universitat Politècnica de València. 256 pág. Depósito Legal: V-4598-1997. ISBN: 84-7721-551-0.
YEPES, V. (2022). Gestión de costes y producción de maquinaria de construcción. Colección Manual de Referencia, serie Ingeniería Civil. Editorial Universitat Politècnica de València, 243 pp. Ref. 442. ISBN: 978-84-1396-046-3
YEPES, V. (2023). Maquinaria y procedimientos de construcción. Problemas resueltos. Colección Académica. Editorial Universitat Politècnica de València, 562 pp. Ref. 376. ISBN 978-84-1396-174-3
Curso:
Curso de gestión de costes y producción de la maquinaria empleada en la construcción.

Esta obra está bajo una licencia de Creative Commons Reconocimiento-NoComercial-SinObraDerivada 4.0 Internacional.